Інструмент для виготовлення внутрішньої різі методом пластичної деформації
Номер патенту: 70178
Опубліковано: 15.09.2004
Автори: Ткаченко Микола Васильович, Надіїн В'ячеслав Семенович, Ткаченко Роман Миколайович, Алейніченко Георгій Федорович
Формула / Реферат
Інструмент для виготовлення внутрішньої різі методом пластичної деформації з радіальним поетапним видавлюванням профілю внутрішньої різі в нерухомій заготовці зовнішньою нарізною поверхнею тонкостінної пружної, нерухомої втулки при введенні в її внутрішню циліндричну поверхню пуансона з профілем закрученого овального циліндра та обертанні його для отримання повного профілю різі по всій внутрішній поверхні, який відрізняється тим, що інструмент для радіального видавлювання відразу повного профілю внутрішньої різі в незакріпленій заготовці має розтискну в радіальному напрямку незакріплену пружину із зовнішньою нарізною поверхнею, крок якої співпадає з кроком видавлюваної різі, у внутрішню конічну поверхню якої вводиться з необхідним зусиллям та відповідною конусністю пуансон на довжину робочого ходу.
Текст
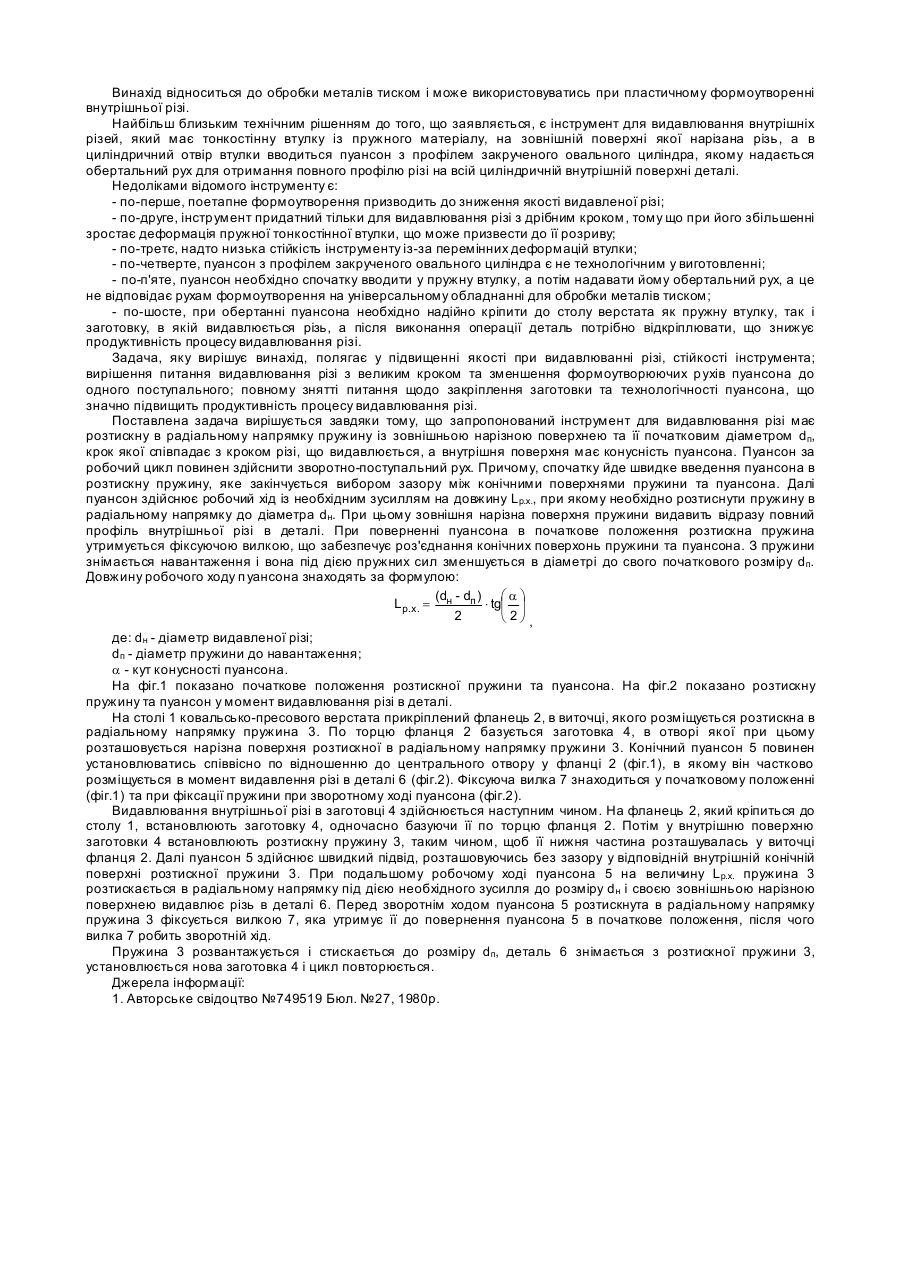
Винахід відноситься до обробки металів тиском і може використовуватись при пластичному формоутворенні внутрішньої різі. Найбільш близьким технічним рішенням до того, що заявляється, є інструмент для видавлювання внутрішніх різей, який має тонкостінну втулку із пружного матеріалу, на зовнішній поверхні якої нарізана різь, а в циліндричний отвір втулки вводиться пуансон з профілем закрученого овального циліндра, якому надається обертальний рух для отримання повного профілю різі на всій циліндричній внутрішній поверхні деталі. Недоліками відомого інструменту є: - по-перше, поетапне формоутворення призводить до зниження якості видавленої різі; - по-друге, інструмент придатний тільки для видавлювання різі з дрібним кроком , тому що при його збільшенні зростає деформація пружної тонкостінної втулки, що може призвести до її розриву; - по-третє, надто низька стійкість інструменту із-за перемінних деформацій втулки; - по-четверте, пуансон з профілем закрученого овального циліндра є не технологічним у виготовленні; - по-п'яте, пуансон необхідно спочатку вводити у пружну втулку, а потім надавати йому обертальний рух, а це не відповідає рухам формоутворення на універсальному обладнанні для обробки металів тиском; - по-шосте, при обертанні пуансона необхідно надійно кріпити до столу верстата як пружну втулку, так і заготовку, в якій видавлюється різь, а після виконання операції деталь потрібно відкріплювати, що знижує продуктивність процесу видавлювання різі. Задача, яку вирішує винахід, полягає у підвищенні якості при видавлюванні різі, стійкості інструмента; вирішення питання видавлювання різі з великим кроком та зменшення формоутворюючих р ухів пуансона до одного поступального; повному знятті питання щодо закріплення заготовки та технологічності пуансона, що значно підвищить продуктивність процесу видавлювання різі. Поставлена задача вирішується завдяки тому, що запропонований інструмент для видавлювання різі має розтискну в радіальному напрямку пружину із зовнішньою нарізною поверхнею та її початковим діаметром dп, крок якої співпадає з кроком різі, що видавлюється, а внутрішня поверхня має конусність пуансона. Пуансон за робочий цикл повинен здійснити зворотно-поступальний рух. Причому, спочатку йде швидке введення пуансона в розтискну пружину, яке закінчується вибором зазору між конічними поверхнями пружини та пуансона. Далі пуансон здійснює робочий хід із необхідним зусиллям на довжину Lp.x., при якому необхідно розтиснути пружину в радіальному напрямку до діаметра dн. При цьому зовнішня нарізна поверхня пружини видавить відразу повний профіль внутрішньої різі в деталі. При поверненні пуансона в початкове положення розтискна пружина утримується фіксуючою вилкою, що забезпечує роз'єднання конічних поверхонь пружини та пуансона. З пружини знімається навантаження і вона під дією пружних сил зменшується в діаметрі до свого початкового розміру d п. Довжину робочого ходу п уансона знаходять за формулою: (d - d ) æ a ö L p.x. = н п × tgç ÷ 2 è 2ø , де: dн - діаметр видавленої різі; dп - діаметр пружини до навантаження; a - кут конусності пуансона. На фіг.1 показано початкове положення розтискної пружини та пуансона. На фіг.2 показано розтискну пружину та пуансон у момент видавлювання різі в деталі. На столі 1 ковальсько-пресового верстата прикріплений фланець 2, в виточці, якого розміщується розтискна в радіальному напрямку пружина 3. По торцю фланця 2 базується заготовка 4, в отворі якої при цьому розташовується нарізна поверхня розтискної в радіальному напрямку пружини 3. Конічний пуансон 5 повинен установлюватись співвісно по відношенню до центрального отвору у фланці 2 (фіг.1), в якому він частково розміщується в момент видавлення різі в деталі 6 (фіг.2). Фіксуюча вилка 7 знаходиться у початковому положенні (фіг.1) та при фіксації пружини при зворотному ході пуансона (фіг.2). Видавлювання внутрішньої різі в заготовці 4 здійснюється наступним чином. На фланець 2, який кріпиться до столу 1, встановлюють заготовку 4, одночасно базуючи її по торцю фланця 2. Потім у внутрішню поверхню заготовки 4 встановлюють розтискну пружину 3, таким чином, щоб її нижня частина розташувалась у виточці фланця 2. Далі пуансон 5 здійснює швидкий підвід, розташовуючись без зазору у відповідній внутрішній конічній поверхні розтискної пружини 3. При подальшому робочому ході пуансона 5 на величину L p.x. пружина 3 розтискається в радіальному напрямку під дією необхідного зусилля до розміру d н і своєю зовнішньою нарізною поверхнею видавлює різь в деталі 6. Перед зворотнім ходом пуансона 5 розтискнута в радіальному напрямку пружина 3 фіксується вилкою 7, яка утримує її до повернення пуансона 5 в початкове положення, після чого вилка 7 робить зворотній хід. Пружина 3 розвантажується і стискається до розміру dп, деталь 6 знімається з розтискної пружини 3, установлюється нова заготовка 4 і цикл повторюється. Джерела інформації: 1. Авторське свідоцтво №749519 Бюл. №27, 1980р.
ДивитисяДодаткова інформація
Назва патенту англійськоюTool for making the female thread by method of plastic deformation
Автори англійськоюTkachenko Mykola Vasyliovych, Aleinichenko Heorhii Fedorovych
Назва патенту російськоюИнструмент для изготовления внутренней резьбы методом пластической деформации
Автори російськоюТкаченко Николай Васильевич, Алейниченко Георгий Федорович
МПК / Мітки
МПК: B21H 3/00
Мітки: інструмент, пластичної, різі, внутрішньої, деформації, методом, виготовлення
Код посилання
<a href="https://ua.patents.su/2-70178-instrument-dlya-vigotovlennya-vnutrishno-rizi-metodom-plastichno-deformaci.html" target="_blank" rel="follow" title="База патентів України">Інструмент для виготовлення внутрішньої різі методом пластичної деформації</a>
Інструмент для виготовлення внутрішньої різі методом пластичної деформації
Номер патенту: 48347
Опубліковано: 16.08.2004
Автори: Надеін Владислав Семенович, Бабич Валентин Миколайович
Мітки: виготовлення, внутрішньої, інструмент, пластичної, різі, деформації, методом
Формула / Реферат:
Інструмент для виготовлення внутрішньої різі методом пластичної деформації, який складається з корпусу, пуансона та різеутворюючої тонкостінної циліндричної втулки, і оснащений механізмом його налагодження на діаметр різі, що виготовляється, при цьому втулка виготовлена з пружного матеріалу і має різь на зовнішній поверхні, а механізм налагодження виконаний у вигляді гідроциліндра з рухомим двостороннім штоком, передній кінець якого служить...
Спосіб нарізування внутрішньої різі у нерухомих заготовках
Номер патенту: 66723
Опубліковано: 17.05.2004
Автори: Бондар Ігор Олександрович, Ошейко Євген Анатолійович, Великоцький Роман Євгенович
МПК: B23G 1/00
Мітки: спосіб, різі, нарізування, нерухомих, внутрішньої, заготовках
Формула / Реферат:
Спосіб нарізування внутрішньої різі у нерухомих заготовках, при якому вісь інструмента зміщують щодо осі отвору, який відрізняється тим, що інструмент виконують у вигляді мітчика діаметром, що дорівнює 0,4-0,6 діаметра різі, а врізання мітчика здійснюють подачею заготовки, закріпленої на столі верстата, причому подачу заготовки виконують рівною кроку різі отвору за один оберт обертання шпинделя верстата, при цьому мітчик оснащують однією...
Спосіб випробування металевих зразків для визначення граничної пластичної деформації
Номер патенту: 63208
Опубліковано: 15.01.2004
Автори: Алієва Лейла Іграмотдіновна, Савчинський Іван Григорович, Алієв Іграмотдін Серажутдінович, Сивак Катерина Іванівна
Мітки: зразків, випробування, пластичної, спосіб, визначення, деформації, граничної, металевих
Формула / Реферат:
Спосіб випробування металевих зразків для визначення граничної пластичної деформації шляхом деформування зразка під впливом осьового навантаження, який відрізняється тим, що деформування зразка виконується радіальним видавлюванням із двосторонньою подачею метала.
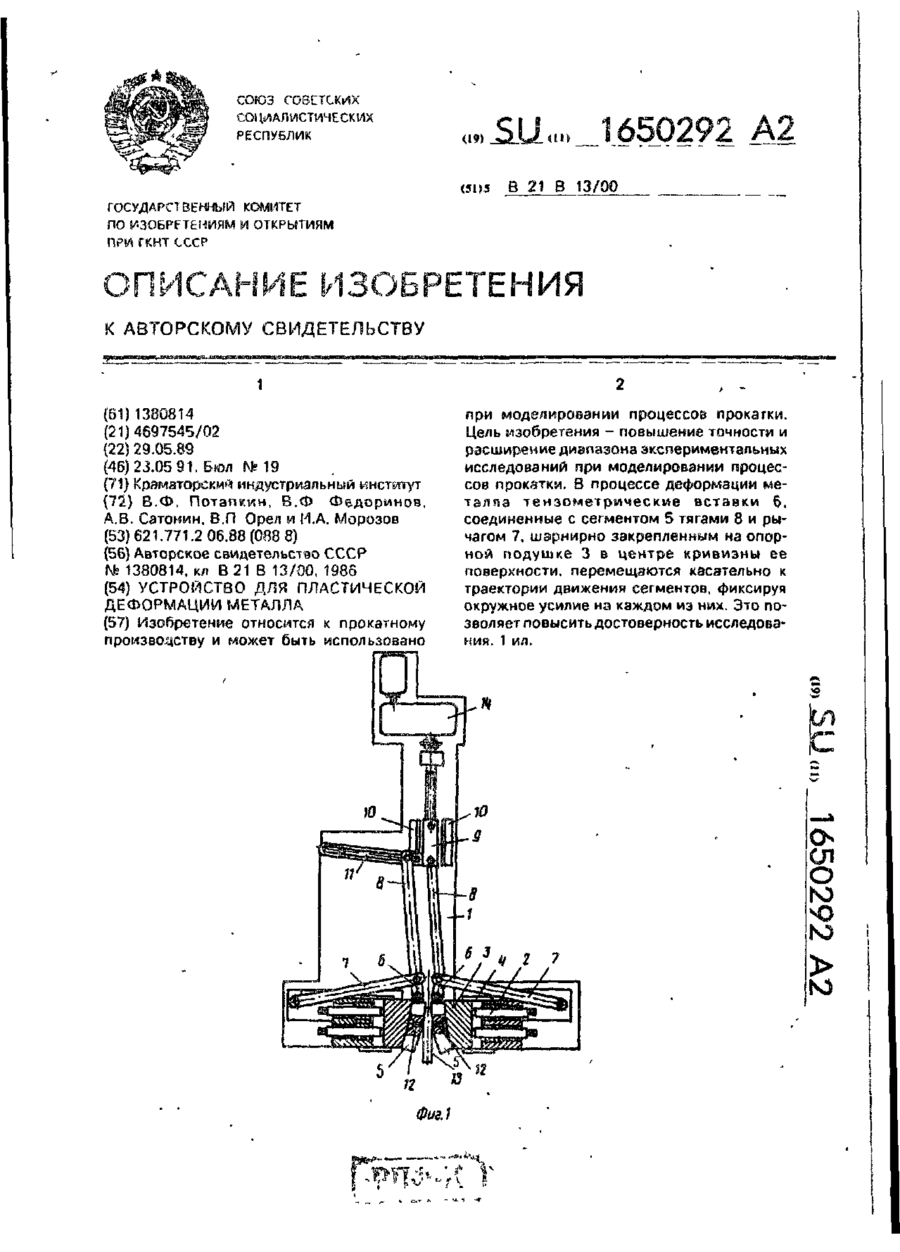
Пристрій для пластичної деформації металу
Номер патенту: 14357
Опубліковано: 25.04.1997
Автори: Федорінов Володимир Анатольович, Сатонін Олександр Володимирович, Морозов Ігор Олександрович, Орел Володимир Павлович, Потапкін Віктор Федорович
МПК: B21B 13/00
Мітки: металу, деформації, пластичної, пристрій
Формула / Реферат:
Устройство для пластической деформации металла по авт. св. № 1380814, отличающееся тем, что, с целью повышения точности и расширения диапазона экспериментальных исследований при моделировании процессов прокатки, оно снабжено тензометрическими вставками с рычагами, шарнирно одним концом установленными на опорной подушке в геометрическом центре кривизны ее поверхности, при этом вставки шарнирно соединены одним концом с сегментами, а другим...
Спосіб прогнозування зім’яття обсадних колон свердловин в зоні пластичної деформації порід
Номер патенту: 16393
Опубліковано: 29.08.1997
Автори: Малихін Михайло Якович, Тердовідов Анатолій Самсонович
МПК: E21B 47/00
Мітки: пластичної, деформації, порід, колон, свердловин, обсадних, зони, прогнозування, спосіб, зім'яття
Формула / Реферат:
Способ прогнозирования смятия обсадных колонн скважин в зоне пластической деформации пород, включающий установку обсадных колонн в скважины, эксплуатацию скважин и определение1\т соотношения р < 1, где Р., ^ - экспериментальное критическое давление текучести пород, МПа,Р„ — геостатическое давление в интервале залегания пластических пород, МПа, по величине которого прогнозируют пластическую деформацию пород и смятие обсадных...