Мундштук для формування стрічкових керамічних виробів
Номер патенту: 41593
Опубліковано: 17.09.2001
Автори: Сова Іван Михайлович, Попов Михайло Володимирович, Кашин Володимир Іванович, Бегунов Микола Павлович
Формула / Реферат
Мундштук для формування стрічкових керамічних виробів, включаючий корпус та фільеру з отвором, виконаним у формі поперечного розрізу формуємого виробу, відрізняється тим, що найбільше віддалені від осі мундштука кінцеві частини фільєри, утворюючі отвір, виконані із гідрофобного матеріалу, наприклад, фторопласту, а центральна її частина має вхідні фаски і гальмове обладнання у вигляді пластини, установленої з можливістю перекриття вихідного отвору фільєри.
Текст
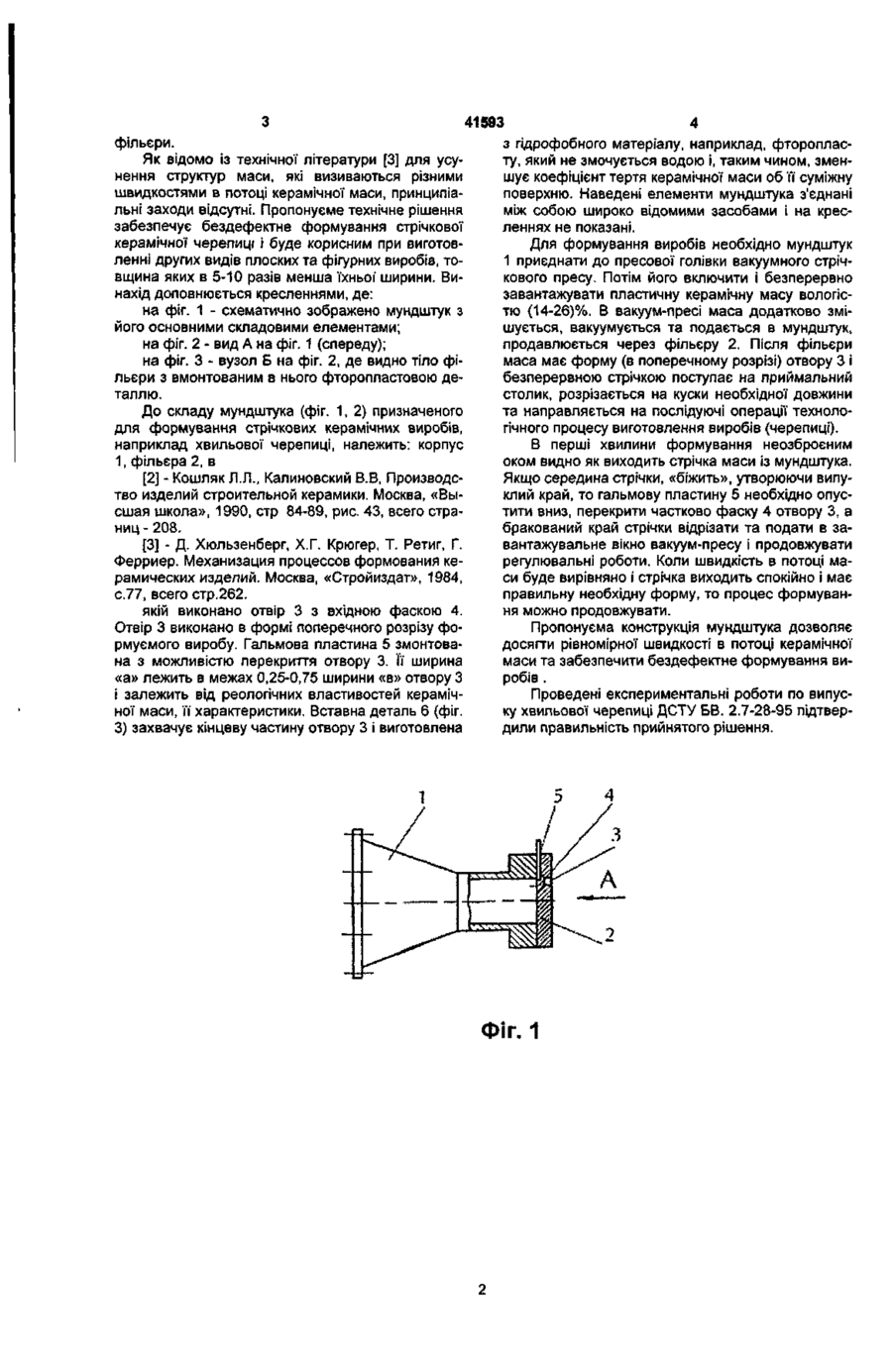
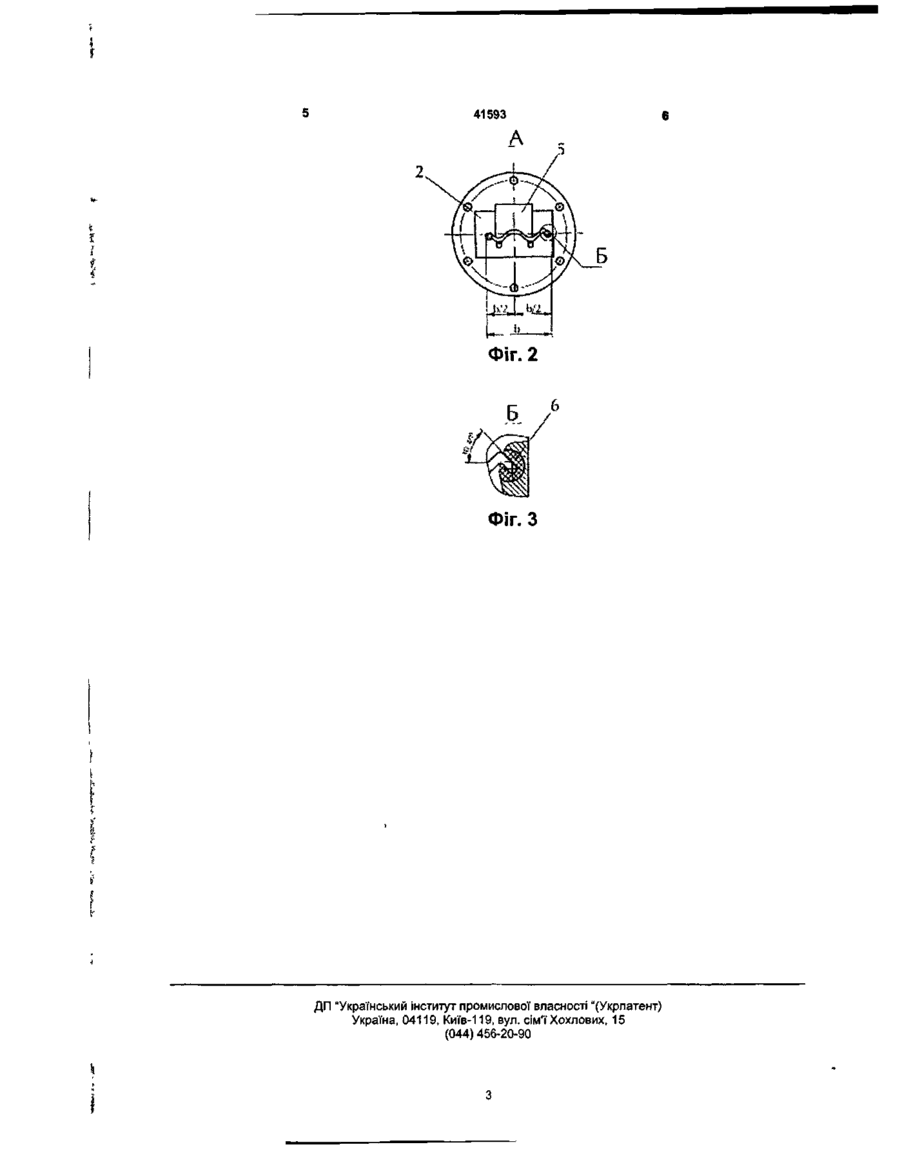
Мундштук для формування стрічкових керамічних виробів, включаючий корпус та фільеру з отвором, виконаним у формі поперечного розрізу формуемого виробу, відрізняється тим, що найбільше віддалені від осі мундштука кінцеві частини фільєри, утворюючі отвір, виконані із гідрофобного матеріалу, наприклад, фторопласту, а центральна її частина має вхідні фаски і гальмове обладнання у вигляді пластини, установленої з можливістю перекриття вихідного отвору фільєри. Винахід належить до технологічної оснастки для виготовлення стрічкових керамічних виробів будівельної кераміки, наприклад черепиці, методом мундштучного формоутворення. Відома оснастка для формування черепиці на пресах [1] шляхом стиснення заготовки із пластичної керамічної маси між двома штампами: верхнім та нижнім. Останні можуть бути змонтовані на загальновідомих пресах, таких як кривошипно-шатунних, кулачкових, важільних, ексцентрикових та інших. Лишок маси видавлюється між штампами і зрізається струною. Недоліками такого виготовлення черепиці є необхідність перед кожним пресуванням змащувати штампи розчином, наприклад, стеарину в керосині, щоб запобігти прилипання керамічної маси до штампів. Це ускладнює процес формування, знижає його продуктивність, погіршує умови праці та інше. Відомий також стрічковий вакуум-прес придатний для формування виробів будівельної кераміки методом екструзії, тобто видавлювання пластичної керамічної маси вологістю 18-20% через отвір (фільєру) заданого профілю (мундштучне пресування) [2]. В цьому вакуум-пресі маса додатково змішується, вакуумується, ущільнюється і виходить із нього у вигляді стрічки або бруса заданої форми, наприклад, у формі поперечного розрізу черепиці і потрапляє на стрічковий конвеєр де з допомогою автомату різки розрізається на куски заданої довжини. Цей вакуум-прес має також ряд недоліків, ви кликаних різною швидкістю в потоці маси, що приводить до появи як поверхових, так і внутрішніх дефектів типу "драконів зуб", розрив бруса маси та інше. Різна швидкість в потоці маси обумовлена різним тертям маси у вугластих та кутових частинах мундштука і в середині бруса, в наслідок чого в середині бруса маса володіє більшою швидкістю, ніж в кутах або [1] - Будников П.П., Бережной А.С., Булавин И.А., Гриссик Б.М., Куколев Г.В., Полубаяринов Д.Н. Технология керамики и огнеупоров. Государственное издательство литературы по строительным материалам, Москва, 1995, стр.76-78. всего стр. 698. краях. Для одержання бездефектної стрічки маси швидкість її потоку для всього поперечного розрізу повинна бути однаковою. В основу винаходу поставлено задачу удосконалення мундштука для формування стрічкових керамічних виробів, включаючого металеві корпус та фільєру з отвором виконаним у формі поперечного розрізу формуемого виробу, шляхом виконання найбільше віддалених від осі мундштука кінцевих частин фільєри, утворюючих отвір (паз) із гідрофобного матеріалу, наприклад, фторопласту, а центральної її частини з вхідними фасками [кут (30-45)°] і гальмовим обладнанням у вигляді пластини змонтованої з можливістю перекриття вихідного отвору фільєри. Таке виконання мундштука дозволяє вирівняти швидкість в потоці маси через те, що фторопласт володіє гідрофобністю, тобто не змочуватися водою і значно зменшує тертя, а гальмове обладнання дозволяє придержати масу в середині отвору СО о ю фільєри. Як відомо із технічної літератури [3] для усунення структур маси, які визиваються різними швидкостями в потоці керамічної маси, принципіальні заходи відсутні. Пропонуєме технічне рішення забезпечує бездефектне формування стрічкової керамічної черепиці і буде корисним при виготовленні других видів плоских та фігурних виробів, товщина яких в 5-10 разів менша їхньої* ширини. Винахід доповнюється кресленнями, де: на фіг. 1 - схематично зображено мундштук з його основними складовими елементами; на фіг. 2 - вид А на фіг. 1 (спереду); на фіг. З - вузол Б на фіг. 2, де видно тіло фільєри з вмонтованим в нього фторопластовою деталлю. До складу мундштука (фіг. 1, 2) призначеного для формування стрічкових керамічних виробів, наприклад хвильової черепиці, належить: корпус 1, фільєра 2, в [2] - Кошляк Л.Л., Калиновский В.В, Производство изделий строительной керамики. Москва, «Высшая школа», 1990, стр 84-89, рис. 43, всего страниц - 208. [3] - Д. Хюльзенберг, Х.Г. Крюгер, Т. Ретиг, Г. Ферриер. Механизация процессов формования керамических изделий. Москва, «Стройиздат», 1984, с.77, всего стр.262. якій виконано отвір 3 з вхідною фаскою 4. Отвір 3 виконано в формі поперечного розрізу формуемого виробу. Гальмова пластина 5 змонтована з можливістю перекриття отвору 3. її ширина «а» лежить в межах 0,25-0,75 ширини «в» отвору З і залежить від реологічних властивостей керамічної маси, її характеристики. Вставна деталь 6 (фіг. 3) захвачує кінцеву частину отвору 3 і виготовлена 41593 з гідрофобного матеріалу, наприклад, фторопласту, який не змочується водою і, таким чином, зменшує коефіцієнт тертя керамічної маси об її суміжну поверхню. Наведені елементи мундштука з'єднані між собою широко відомими засобами і на кресленнях не показані. Для формування виробів необхідно мундштук 1 приєднати до пресової голівки вакуумного стрічкового пресу. Потім його включити і безперервно завантажувати пластичну керамічну масу вологістю (14-26)%. В вакуум-пресі маса додатково змішується, вакуумується та подається в мундштук, продавлюється через фільєру 2. Після фільєри маса має форму (в поперечному розрізі) отвору 3 і безперервною стрічкою поступає на приймальний столик, розрізається на куски необхідної довжини та направляється на послідуючі операції технологічного процесу виготовлення виробів (черепиці). В перші хвилини формування неозброєним оком видно як виходить стрічка маси із мундштука. Якщо середина стрічки, «біжить», утворюючи випуклий край, то гальмову пластину 5 необхідно опустити вниз, перекрити частково фаску 4 отвору 3, а бракований край стрічки відрізати та подати в завантажувальне вікно вакуум-пресу і продовжувати регулювальні роботи. Коли швидкість в потоці маси буде вирівняно і стрічка виходить спокійно і має правильну необхідну форму, то процес формування можно продовжувати. Пропонуєма конструкція мундштука дозволяє досягти рівномірної швидкості в потоці керамічної маси та забезпечити бездефектне формування виробів . Проведені експериментальні роботи по випуску хвильової черепиці ДСТУ БВ. 2.7-28-95 підтвердили правильність прийнятого рішення. ФІГ. 1 41593 Фіг. 2 Фіг. З ДП "Український інститут промислової власності "(Укрпатент) Україна, 04119, Київ-119, вул. сім'ї Хохлових, 15 (044) 456-20-90
ДивитисяДодаткова інформація
Автори англійськоюBehunov Mykola Pavlovych, Kashyn Volodymyr Ivanovych, Sova Ivan Mykhailovych
Автори російськоюБегунов Николай Павлович, Кашин Владимир Иванович, Сова Иван Михайлович
МПК / Мітки
МПК: B28B 17/00
Мітки: керамічних, стрічкових, мундштук, формування, виробів
Код посилання
<a href="https://ua.patents.su/4-41593-mundshtuk-dlya-formuvannya-strichkovikh-keramichnikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Мундштук для формування стрічкових керамічних виробів</a>
Устаткування для формування керамічних виробів
Номер патенту: 11537
Опубліковано: 25.12.1996
Автори: Злаказов Олександр Борисович, Зима Анатолій Олександрович, Соцкая Ірина Володимирівна
МПК: B28B 11/08
Мітки: устаткування, виробів, керамічних, формування
Формула / Реферат:
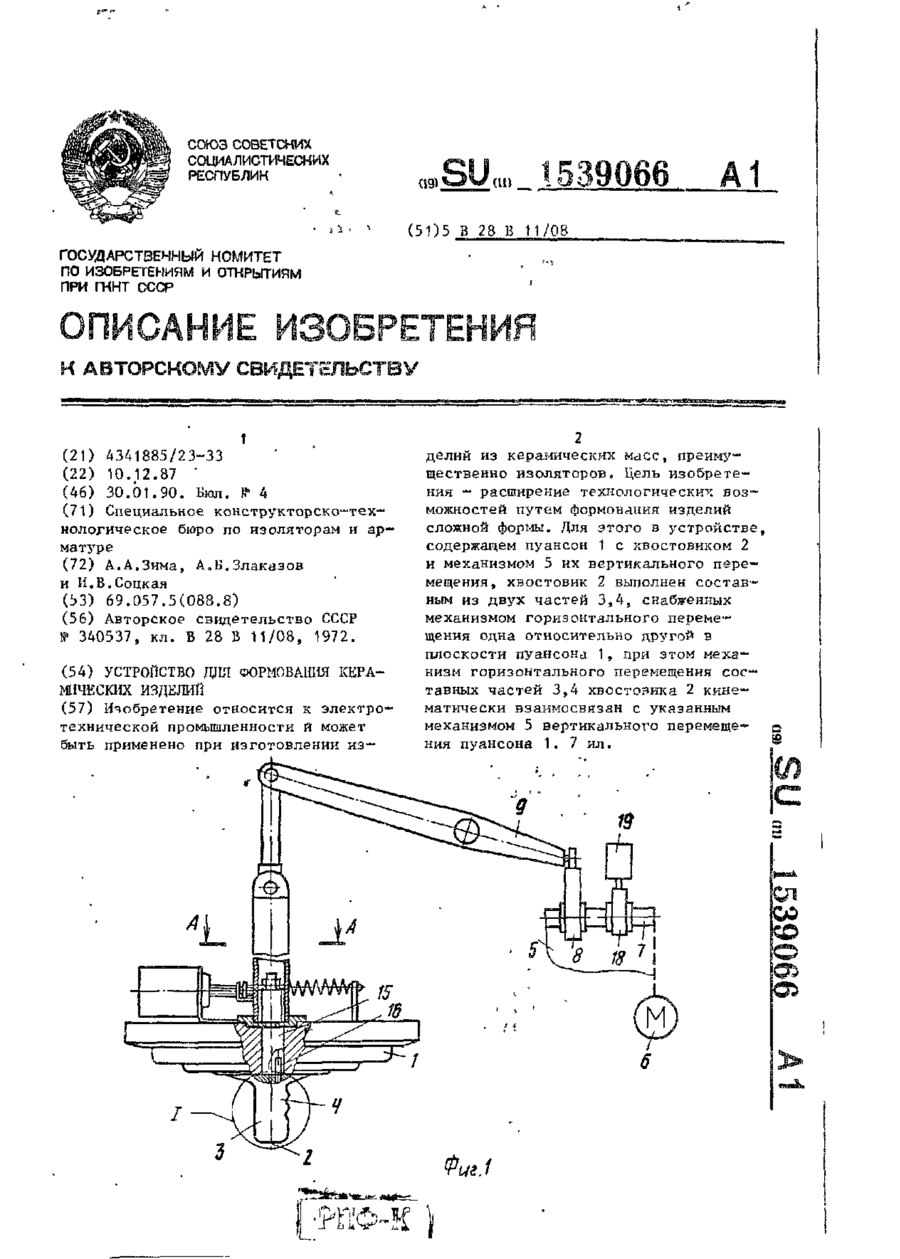
Устройство для формования керамических изделий, преимущественно электроизоляторов, содержащее привод, пуансон с хвостовиком и механизм их вертикального перемещения, отличающееся тем, что, с целью расширения технологических возможностей путем формования изделии сложной формы, пуансон выполнен составным и снабжен механизмом взаимного горизонтального перемещения его частей, состоящим из электромагнита, пружины и системы рычагов, а привод...
Спосіб напівсухого формування керамічних виробів
Номер патенту: 24122
Опубліковано: 31.08.1998
Автори: Шишкін Віктор Миколайович, Ганза Ніколай Алєксєєвіч, Письменний Григорій Григорович, Седлер Іван Кирилович, Мацелевич Павло Михайлович, Лісовський Валерій Анатолійович
МПК: B28B 1/26
Мітки: спосіб, виробів, керамічних, напівсухого, формування
Формула / Реферат:
Формула изобретения Способ полусухого формования керамических изделий, включающий формовку изделия осадкой исходной смеси путем статического сжатия и ударного, частотного воздействия пуансоном на изделие в форме с частотой 20-35 Гц, отличающийся тем, что, с целью повышения качества и прочности сырого и готового изделия посредством интенсификации силового воздействия на формуемую смесь и увеличения плотности сырья при формовании,...
Полива для керамічних виробів
Номер патенту: 12434
Опубліковано: 28.02.1997
Автори: Дигдалович Андрій Михайлович, Карпунь Нонна Іванівна, Чернікова Ірина Валеріївна, Милянич Андрій Остапович, Бек Юрій Маркіянович, Бек Маркіян Васильович
МПК: C04B 41/86
Мітки: виробів, полива, керамічних
Формула / Реферат:
Полива для керамічних виробів, що містить оксиди, яка відрізняється тим, що як носії оксидів вона містить склобій, піритні огарки, каолін Глу-ховецький при такому співвідношенні компонентів, мас.%:склобій 60-65піритні огарки 15-20каолін Глуховецький 15-25,причому склобій містить, мас.%: SiO2 - 72,7; Аl2О3 - 4,5; ВrО3 - 6,1; СаО - 6,1, MgO - 0,8;...
Пристрій для формування виробів з тіста з начинкою
Номер патенту: 40058
Опубліковано: 16.07.2001
Автори: Яніцький Борис Леонідович, Каштанов Михайло Володимирович, Зубко Олександр Леонідович
МПК: A21C 9/00
Мітки: тіста, виробів, формування, начинкою, пристрій
Формула / Реферат:
Пристрій для формування виробів з тіста з начинкою, який містить транспортер, над котрим по ходу технологічного процесу розміщені послідовно розташовані дозатори тіста з нагнітальними пристроями і дозатор начинки з поршневим насосом на виході, встановлений між дозаторами тіста, який відрізняється тим, що оснащений станиною з привідом, на котрій розміщений рухомий у вертикальній площині стіл з розташованим на ньому згаданим транспортером,...
Тунельна піч для випалу керамічних виробів
Номер патенту: 40262
Опубліковано: 16.07.2001
Автори: Шевченко Ольга Дмитрівна, Ільченко Антон Іванович, Дунаєвський Олег Маркович, Пархомей Олександр Ростиславович, Згода Наталія Петрівна
МПК: F27B 9/00
Мітки: виробів, тунельна, піч, керамічних, випалу
Формула / Реферат:
1. Тунельна піч для випалу керамічних виробів, яка містить футерований робочий канал з послідовно розміщеними у ньому зонами підігріву, випалу і охолодження садки виробів, засоби транспортування садки виробів, вентиляційне устаткування, яка відрізняється тим, що співвідношення площ поперечних перерізів робочого каналу в зонах підігріву, випалу і охолодження складає відповідно 1: (2,2 - 2,3):(1,6 - 1,9).2. Тунельна піч по п.1, яка...
Попередній патент: Спосіб переробки фосфатної сировини на фосфорну кислоту та її солі
Наступний патент: Спосіб прогнозування ускладнень виразкової хвороби гострою кровотечою
Випадковий патент: Спосіб обкладання підшкірної клітковини при оперативних втручаннях