Спосіб з’єднання деталей, що охоплюють одна одну
Номер патенту: 41759
Опубліковано: 10.06.2009
Автори: Сорока Олена Борисівна, Ляшенко Борис Артемович, Оборський Іван Леонідович, Зенкін Анатолій Семенович, Веселовський Дмитро Романович, Шалай Віталій Олександрович

Формула / Реферат
1. Спосіб з'єднання деталей, що охоплюють одна одну, шляхом нанесення на охоплювану деталь клейової композиції та кільцевого мікрорельєфу висотою в залежності від заданого натягу, та термічного збирання деталей з натягом, який відрізняється тим, що кільцевий мікрорельєф наносять на охоплювану деталь диференційно трикутним рівнобедреним профілем з нахилом його сторін до основи під кутами в інтервалі 90°>α>45° з висотою, що дорівнює величині його впровадження при заданому натягу, накатуванням чи різанням дискретно, а термічне збирання деталей з натягом проводять при нерівномірному нагріванні охоплювальної деталі.
2. Спосіб з'єднання деталей за п. 1, який відрізняється тим, що перед збиранням деталей з натягом охоплювану деталь охолоджують до температури, що не перевищує температуру кристалізації клею, а охоплювальну нагрівають.
3. Спосіб з'єднання деталей за п. 1, який відрізняється тим, що перед збиранням деталей з натягом охоплювану деталь охолоджують до температури, що не перевищує температуру кристалізації клею.
Текст
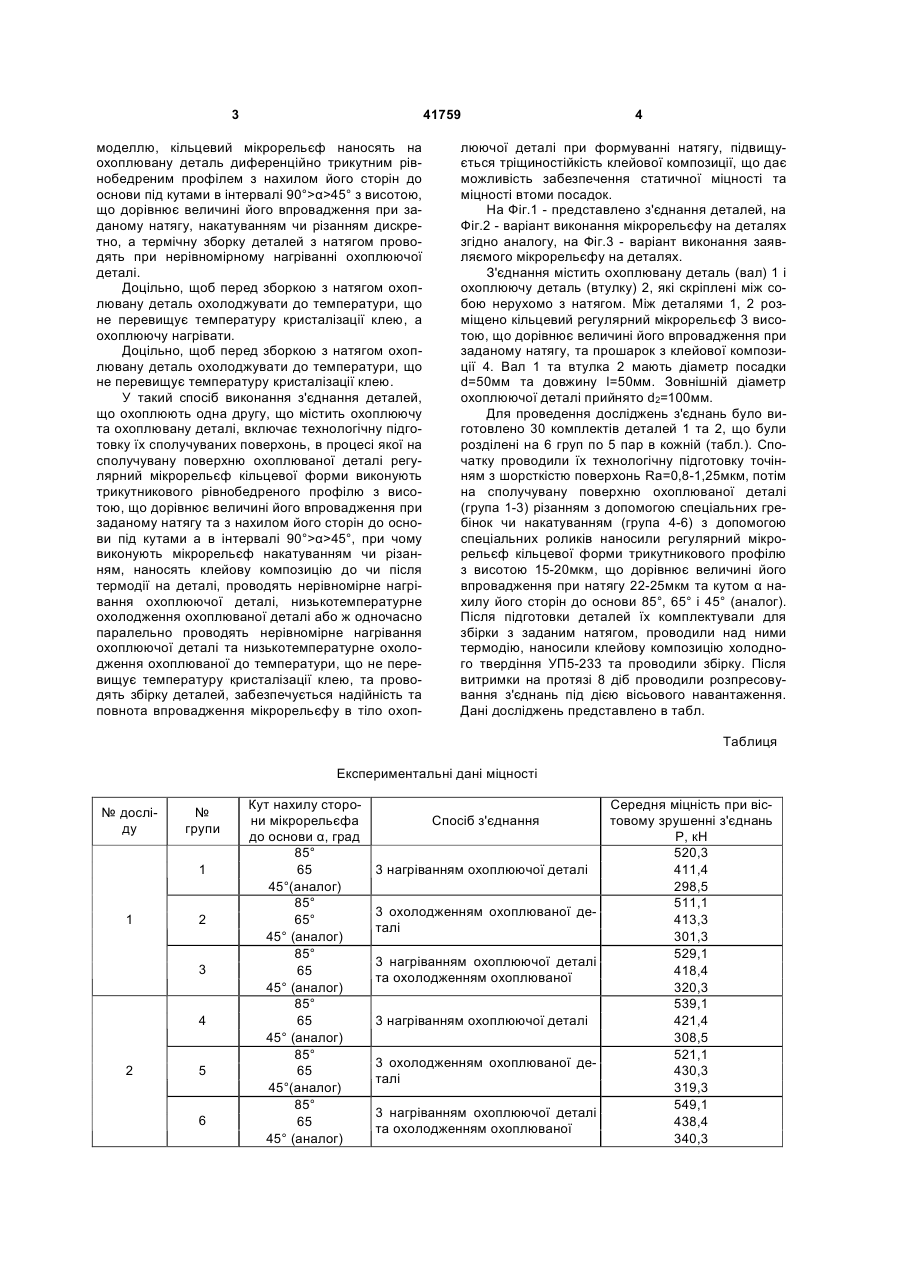
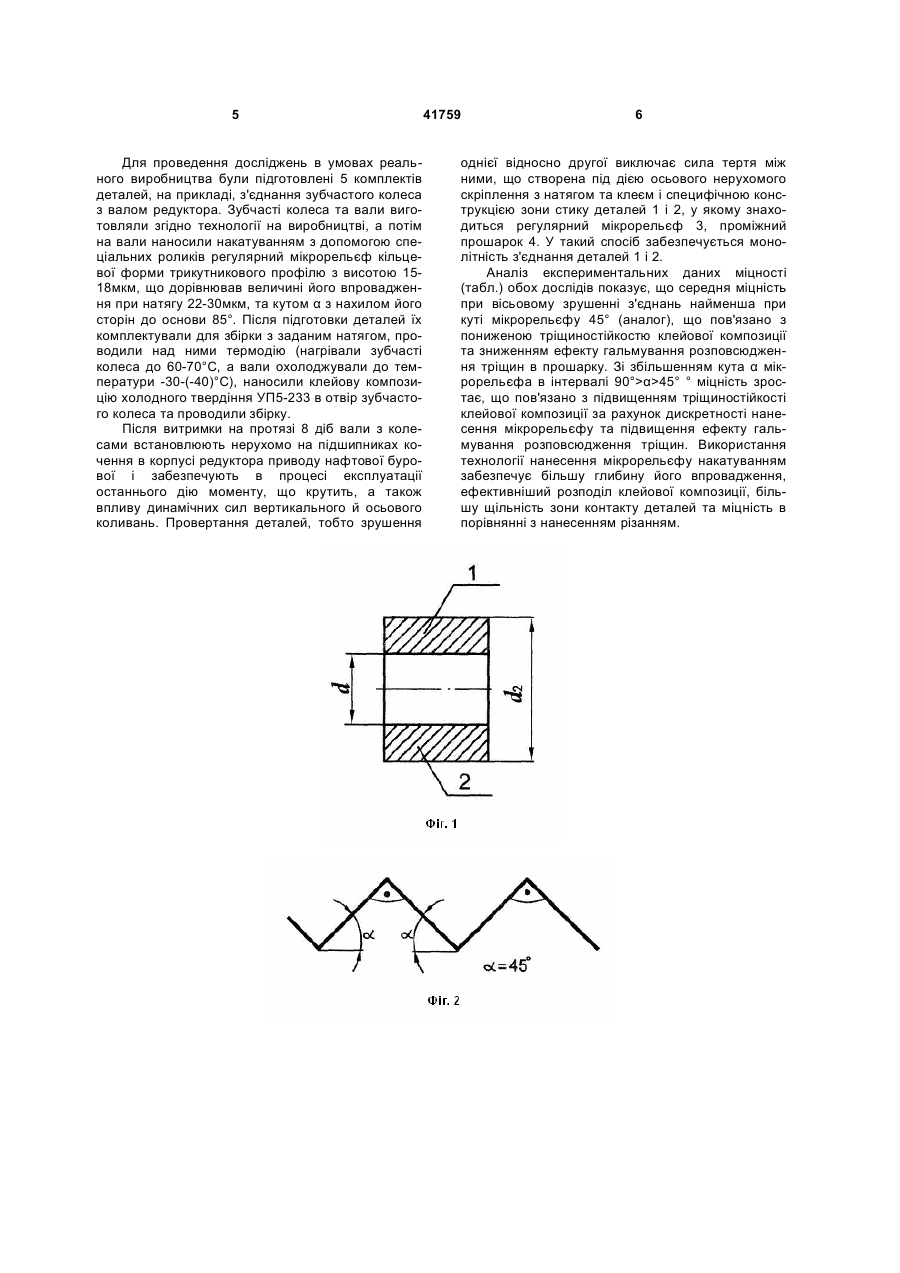
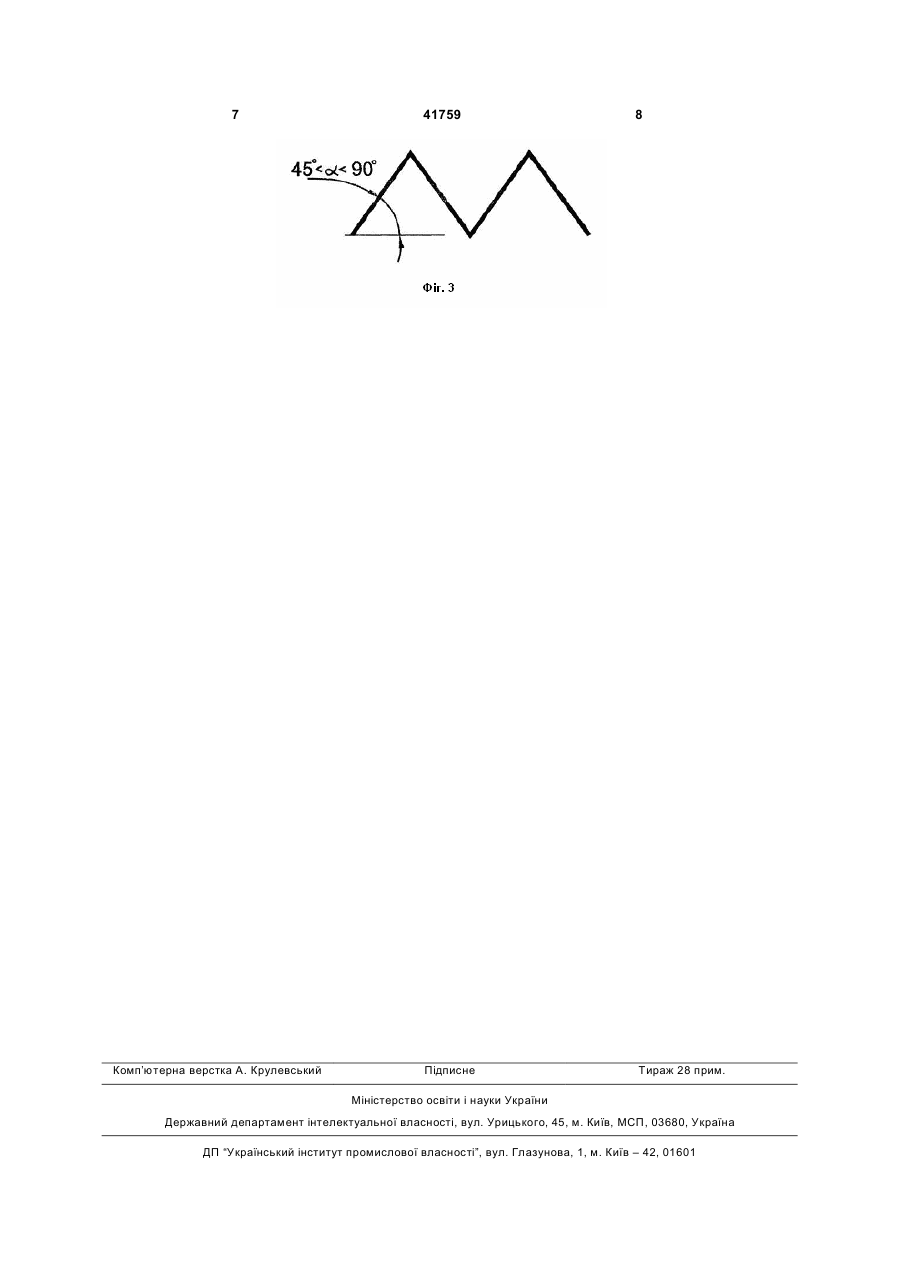
1. Спосіб з'єднання деталей, що охоплюють одна одну, шляхом нанесення на охоплювану деталь клейової композиції та кільцевого мікрорельєфу висотою в залежності від заданого натягу, та термічного збирання деталей з натягом, який відрізняється тим, що кільцевий мікрорельєф нано 3 41759 моделлю, кільцевий мікрорельєф наносять на охоплювану деталь диференційно трикутним рівнобедреним профілем з нахилом його сторін до основи під кутами в інтервалі 90°>α>45° з висотою, що дорівнює величині його впровадження при заданому натягу, накатуванням чи різанням дискретно, а термічну зборку деталей з натягом проводять при нерівномірному нагріванні охоплюючої деталі. Доцільно, щоб перед зборкою з натягом охоплювану деталь охолоджувати до температури, що не перевищує температуру кристалізації клею, а охоплюючу нагрівати. Доцільно, щоб перед зборкою з натягом охоплювану деталь охолоджувати до температури, що не перевищує температуру кристалізації клею. У такий спосіб виконання з'єднання деталей, що охоплюють одна другу, що містить охоплюючу та охоплювану деталі, включає технологічну підготовку їх сполучуваних поверхонь, в процесі якої на сполучувану поверхню охоплюваної деталі регулярний мікрорельєф кільцевої форми виконують трикутникового рівнобедреного профілю з висотою, що дорівнює величині його впровадження при заданому натягу та з нахилом його сторін до основи під кутами а в інтервалі 90°>α>45°, при чому виконують мікрорельєф накатуванням чи різанням, наносять клейову композицію до чи після термодії на деталі, проводять нерівномірне нагрівання охоплюючої деталі, низькотемпературне охолодження охоплюваної деталі або ж одночасно паралельно проводять нерівномірне нагрівання охоплюючої деталі та низькотемпературне охолодження охоплюваної до температури, що не перевищує температуру кристалізації клею, та проводять збірку деталей, забезпечується надійність та повнота впровадження мікрорельєфу в тіло охоп 4 люючої деталі при формуванні натягу, підвищується тріщиностійкість клейової композиції, що дає можливість забезпечення статичної міцності та міцності втоми посадок. На Фіг.1 - представлено з'єднання деталей, на Фіг.2 - варіант виконання мікрорельєфу на деталях згідно аналогу, на Фіг.3 - варіант виконання заявляємого мікрорельєфу на деталях. З'єднання містить охоплювану деталь (вал) 1 і охоплюючу деталь (втулку) 2, які скріплені між собою нерухомо з натягом. Між деталями 1, 2 розміщено кільцевий регулярний мікрорельєф 3 висотою, що дорівнює величині його впровадження при заданому натягу, та прошарок з клейової композиції 4. Вал 1 та втулка 2 мають діаметр посадки d=50мм та довжину l=50мм. Зовнішній діаметр охоплюючої деталі прийнято d2=100мм. Для проведення досліджень з'єднань було виготовлено 30 комплектів деталей 1 та 2, що були розділені на 6 груп по 5 пар в кожній (табл.). Спочатку проводили їх технологічну підготовку точінням з шорсткістю поверхонь Ra=0,8-1,25мкм, потім на сполучувану поверхню охоплюваної деталі (група 1-3) різанням з допомогою спеціальних гребінок чи накатуванням (група 4-6) з допомогою спеціальних роликів наносили регулярний мікрорельєф кільцевої форми трикутникового профілю з висотою 15-20мкм, що дорівнює величині його впровадження при натягу 22-25мкм та кутом α нахилу його сторін до основи 85°, 65° і 45° (аналог). Після підготовки деталей їх комплектували для збірки з заданим натягом, проводили над ними термодію, наносили клейову композицію холодного твердіння УП5-233 та проводили збірку. Після витримки на протязі 8 діб проводили розпресовування з'єднань під дією вісьового навантаження. Дані досліджень представлено в табл. Таблиця Експериментальні дані міцності № досліду № групи 1 1 2 3 4 2 5 6 Кут нахилу сторони мікрорельєфа до основи α, град 85° 65 45°(аналог) 85° 65° 45° (аналог) 85° 65 45° (аналог) 85° 65 45° (аналог) 85° 65 45°(аналог) 85° 65 45° (аналог) Спосіб з'єднання 3 нагріванням охоплюючої деталі 3 охолодженням охоплюваної деталі 3 нагріванням охоплюючої деталі та охолодженням охоплюваної 3 нагріванням охоплюючої деталі 3 охолодженням охоплюваної деталі 3 нагріванням охоплюючої деталі та охолодженням охоплюваної Середня міцність при вістовому зрушенні з'єднань Р, кН 520,3 411,4 298,5 511,1 413,3 301,3 529,1 418,4 320,3 539,1 421,4 308,5 521,1 430,3 319,3 549,1 438,4 340,3 5 Для проведення досліджень в умовах реального виробництва були підготовлені 5 комплектів деталей, на прикладі, з'єднання зубчастого колеса з валом редуктора. Зубчасті колеса та вали виготовляли згідно технології на виробництві, а потім на вали наносили накатуванням з допомогою спеціальних роликів регулярний мікрорельєф кільцевої форми трикутникового профілю з висотою 1518мкм, що дорівнював величині його впровадження при натягу 22-30мкм, та кутом α з нахилом його сторін до основи 85°. Після підготовки деталей їх комплектували для збірки з заданим натягом, проводили над ними термодію (нагрівали зубчасті колеса до 60-70°С, а вали охолоджували до температури -30-(-40)°С), наносили клейову композицію холодного твердіння УП5-233 в отвір зубчастого колеса та проводили збірку. Після витримки на протязі 8 діб вали з колесами встановлюють нерухомо на підшипниках кочення в корпусі редуктора приводу нафтової бурової і забезпечують в процесі експлуатації останнього дію моменту, що крутить, а також впливу динамічних сил вертикального й осьового коливань. Провертання деталей, тобто зрушення 41759 6 однієї відносно другої виключає сила тертя між ними, що створена під дією осьового нерухомого скріплення з натягом та клеєм і специфічною конструкцією зони стику деталей 1 і 2, у якому знаходиться регулярний мікрорельєф 3, проміжний прошарок 4. У такий спосіб забезпечується монолітність з'єднання деталей 1 і 2. Аналіз експериментальних даних міцності (табл.) обох дослідів показує, що середня міцність при вісьовому зрушенні з'єднань найменша при куті мікрорельєфу 45° (аналог), що пов'язано з пониженою тріщиностійкостю клейової композиції та зниженням ефекту гальмування розповсюдження тріщин в прошарку. Зі збільшенням кута α мікрорельєфа в інтервалі 90°>α>45° ° міцність зростає, що пов'язано з підвищенням тріщиностійкості клейової композиції за рахунок дискретності нанесення мікрорельєфу та підвищення ефекту гальмування розповсюдження тріщин. Використання технології нанесення мікрорельєфу накатуванням забезпечує більшу глибину його впровадження, ефективніший розподіл клейової композиції, більшу щільність зони контакту деталей та міцність в порівнянні з нанесенням різанням. 7 Комп’ютерна верстка А. Крулевський 41759 8 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of connecting components, which envelop each other
Автори англійськоюOborskyi Ivan Leonidovych, Liashenko Borys Artemovych, Shalai Vitalii Oleksandrovych, Soroka Olena Borysivna, Veselovskyi Dmytro Romanovych, Zenkin Anatolii Semenovych
Назва патенту російськоюСпособ соединения охватывающих друг друга деталей
Автори російськоюОборский Иван Леонидович, Ляшенко Борис Артемович, Шалай Виталий Александрович, Сорока Елена Борисовна, Веселовский Дмитрий Романович, Зенкин Анатолий Семенович
МПК / Мітки
МПК: B23P 19/02, B23P 11/02
Мітки: спосіб, одну, деталей, з'єднання, охоплюють, одна
Код посилання
<a href="https://ua.patents.su/4-41759-sposib-zehdnannya-detalejj-shho-okhoplyuyut-odna-odnu.html" target="_blank" rel="follow" title="База патентів України">Спосіб з’єднання деталей, що охоплюють одна одну</a>
З`єднання деталей машин з натягом
Номер патенту: 23088
Опубліковано: 10.05.2007
Автори: Марченко Анатолій Іванович, Піпа Борис Федорович, Зенкін Микола Анатолійович
МПК: F16B 4/00
Мітки: машин, з'єднання, деталей, натягом
Формула / Реферат:
З'єднання деталей машин з натягом, що містить охоплювану деталь з робочою поверхнею та охоплюючу деталь, встановлену на робочій поверхні охоплюваної деталі, яке відрізняється тим, що робоча поверхня охоплюваної деталі має фрикційний шар, переважно композиційних алмазовмісних матеріалів.
Спосіб з’єднання деталей з натягом
Номер патенту: 32918
Опубліковано: 10.06.2008
Автори: Павленко Володимир Миколайович, Петко Ігор Валентинович
МПК: B23P 11/02
Мітки: з'єднання, спосіб, натягом, деталей
Формула / Реферат:
Спосіб з'єднання деталей з натягом, при якому в отвір охоплюючої деталі встановлюють проміжну пластичну тонкостінну втулку з технологічним зазором, якій надають первинного натягу та встановлюють в неї охоплювану деталь більшої довжини з натягом, який відрізняється тим, що перед встановленням охоплюваної деталі в отвір тонкостінної втулки встановлюють деформуючу протяжку з наступним її протягуванням для отримання первинного натягу між...
Спосіб нерухомого з’єднання двох деталей
Номер патенту: 8585
Опубліковано: 15.08.2005
Автори: Мартинов Анатолій Павлович, Паціора Андрій Павлович
МПК: B23P 11/02
Мітки: двох, спосіб, нерухомого, з'єднання, деталей
Формула / Реферат:
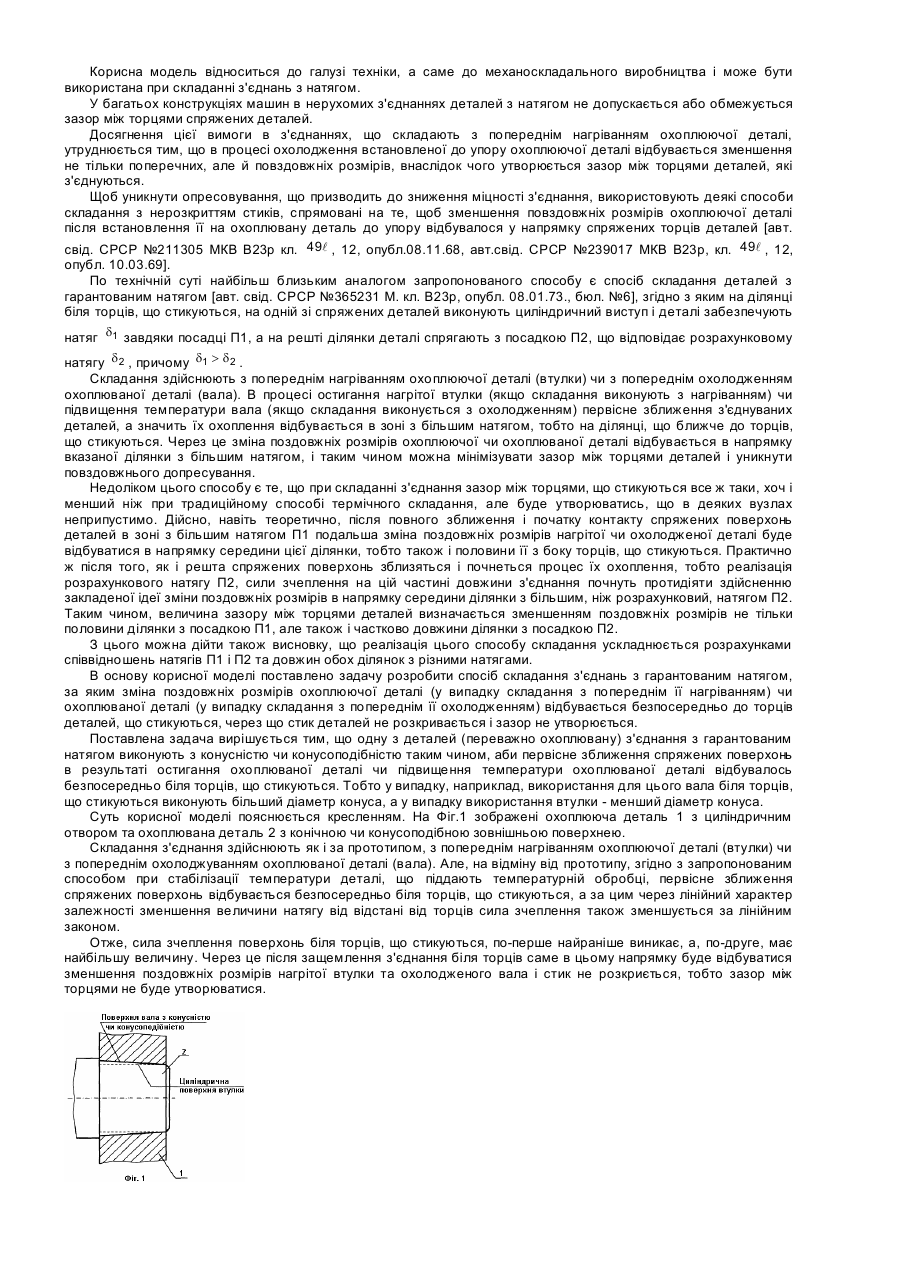
Спосіб нерухомого з'єднання двох деталей з використанням попереднього нагрівання охоплюючої деталі або попереднього охолодження охоплюваної деталі, який відрізняється тим, що одна з деталей (переважно вал) має конічну чи конусоподібну форму, за рахунок чого зчеплення поверхонь відбувається спочатку біля торців і зменшення повздовжніх розмірів відбувається саме в цьому напрямку, що забезпечує беззазорний стик.
Вузол осьової фіксації деталей

Номер патенту: 749
Опубліковано: 15.03.2001
Автори: Ситнік Анатолій Володимирович, Омеляненко Володимир Миколайович
Мітки: деталей, осьової, фіксації, вузол
Формула / Реферат:
1. Вузол осьової фіксації деталей, який містить в собі охоплювану деталь з кільцевою проточкою, d якій установлено знімну шайбу, який відрізняється тим, що шайба установлена з ексцентриситетом до охоплюваної деталі, має внутрішній діаметр, який більше або дорівнює зовнішньому діаметру охоплюваної деталі, і зафіксована від зміщення в поперечній площині.2. Вузол за п. 1, який відрізняється тим, що шайба зафіксована від зміщення в...
Спосіб з’єднання деталей з натягом
Номер патенту: 33013
Опубліковано: 10.06.2008
Автори: Петко Ігор Валентинович, Павленко Володимир Миколайович
МПК: B23P 11/02
Мітки: спосіб, натягом, з'єднання, деталей
Формула / Реферат:
Спосіб з'єднання деталей з натягом, при якому встановлюють тонкостінну втулку в отвір охоплюючої деталі з натягом, який відрізняється тим, що попередньо в отвір тонкостінної втулки встановлюють деформуючу протяжку з наступним її протягуванням для отримання натягу між тонкостінною втулкою та охоплюючою деталлю.
Попередній патент: Спосіб визначення впливу електромагнітного випромінювання на біологічні об’єкти
Наступний патент: Механізм накатування полотна круглов’язальної машини
Випадковий патент: Спосіб очищення стічних вод