Спосіб нерухомого з’єднання двох деталей
Номер патенту: 8585
Опубліковано: 15.08.2005
Завантажити PDF файл.
Формула / Реферат
Спосіб нерухомого з'єднання двох деталей з використанням попереднього нагрівання охоплюючої деталі або попереднього охолодження охоплюваної деталі, який відрізняється тим, що одна з деталей (переважно вал) має конічну чи конусоподібну форму, за рахунок чого зчеплення поверхонь відбувається спочатку біля торців і зменшення повздовжніх розмірів відбувається саме в цьому напрямку, що забезпечує беззазорний стик.
Текст
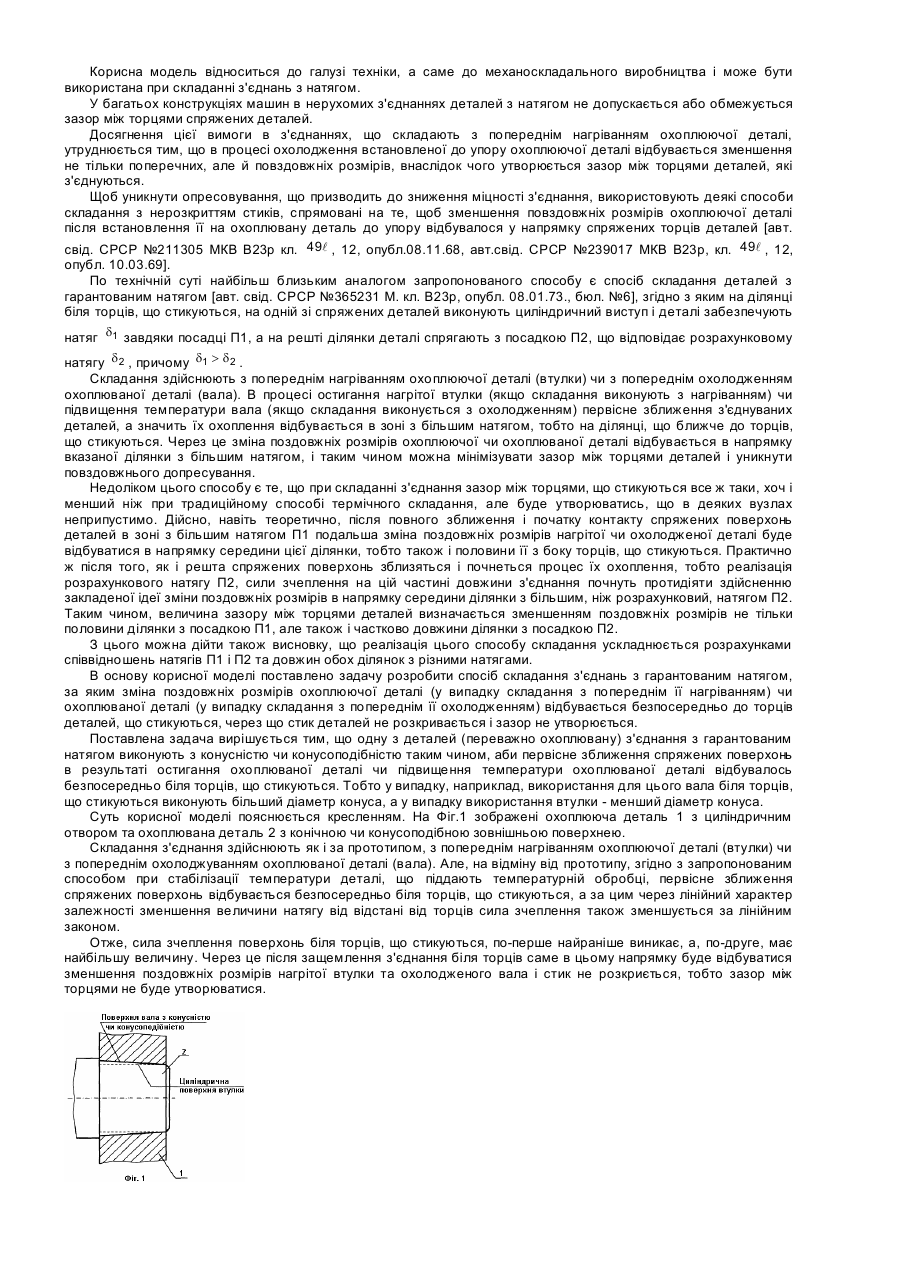
Корисна модель відноситься до галузі техніки, а саме до механоскладального виробництва і може бути використана при складанні з'єднань з натягом. У багатьох конструкціях машин в нерухомих з'єднаннях деталей з натягом не допускається або обмежується зазор між торцями спряжених деталей. Досягнення цієї вимоги в з'єднаннях, що складають з попереднім нагріванням охоплюючої деталі, утруднюється тим, що в процесі охолодження встановленої до упору охоплюючої деталі відбувається зменшення не тільки поперечних, але й повздовжніх розмірів, внаслідок чого утворюється зазор між торцями деталей, які з'єднуються. Щоб уникнути опресовування, що призводить до зниження міцності з'єднання, використовують деякі способи складання з нерозкриттям стиків, спрямовані на те, щоб зменшення повздовжніх розмірів охоплюючої деталі після встановлення її на охоплювану деталь до упору відбувалося у напрямку спряжених торців деталей [авт. свід. СРСР №211305 МКВ В23р кл. 49l , 12, опубл.08.11.68, авт.свід. СРСР №239017 МКВ В23р, кл. 49l , 12, опубл. 10.03.69]. По технічній суті найбільш близьким аналогом запропонованого способу є спосіб складання деталей з гарантованим натягом [авт. свід. СРСР №365231 М. кл. В23р, опубл. 08.01.73., бюл. №6], згідно з яким на ділянці біля торців, що стикуються, на одній зі спряжених деталей виконують циліндричний виступ і деталі забезпечують натяг d1 завдяки посадці П1, а на решті ділянки деталі спрягають з посадкою П2, що відповідає розрахунковому натягу d 2 , причому d1 > d 2 . Складання здійснюють з попереднім нагріванням охоплюючої деталі (втулки) чи з попереднім охолодженням охоплюваної деталі (вала). В процесі остигання нагрітої втулки (якщо складання виконують з нагріванням) чи підвищення температури вала (якщо складання виконується з охолодженням) первісне зближення з'єднуваних деталей, а значить їх охоплення відбувається в зоні з більшим натягом, тобто на ділянці, що ближче до торців, що стикуються. Через це зміна поздовжніх розмірів охоплюючої чи охоплюваної деталі відбувається в напрямку вказаної ділянки з більшим натягом, і таким чином можна мінімізувати зазор між торцями деталей і уникнути повздовжнього допресування. Недоліком цього способу є те, що при складанні з'єднання зазор між торцями, що стикуються все ж таки, хоч і менший ніж при традиційному способі термічного складання, але буде утворюватись, що в деяких вузлах неприпустимо. Дійсно, навіть теоретично, після повного зближення і початку контакту спряжених поверхонь деталей в зоні з більшим натягом П1 подальша зміна поздовжніх розмірів нагрітої чи охолодженої деталі буде відбуватися в напрямку середини цієї ділянки, тобто також і половини її з боку торців, що стикуються. Практично ж після того, як і решта спряжених поверхонь зблизяться і почнеться процес їх охоплення, тобто реалізація розрахункового натягу П2, сили зчеплення на цій частині довжини з'єднання почнуть протидіяти здійсненню закладеної ідеї зміни поздовжніх розмірів в напрямку середини ділянки з більшим, ніж розрахунковий, натягом П2. Таким чином, величина зазору між торцями деталей визначається зменшенням поздовжніх розмірів не тільки половини ділянки з посадкою П1, але також і частково довжини ділянки з посадкою П2. З цього можна дійти також висновку, що реалізація цього способу складання ускладнюється розрахунками співвідношень натягів П1 і П2 та довжин обох ділянок з різними натягами. В основу корисної моделі поставлено задачу розробити спосіб складання з'єднань з гарантованим натягом, за яким зміна поздовжніх розмірів охоплюючої деталі (у випадку складання з попереднім її нагріванням) чи охоплюваної деталі (у випадку складання з попереднім її охолодженням) відбувається безпосередньо до торців деталей, що стикуються, через що стик деталей не розкривається і зазор не утворюється. Поставлена задача вирішується тим, що одну з деталей (переважно охоплювану) з'єднання з гарантованим натягом виконують з конусністю чи конусоподібністю таким чином, аби первісне зближення спряжених поверхонь в результаті остигання охоплюваної деталі чи підвищення температури охоплюваної деталі відбувалось безпосередньо біля торців, що стикуються. Тобто у випадку, наприклад, використання для цього вала біля торців, що стикуються виконують більший діаметр конуса, а у випадку використання втулки - менший діаметр конуса. Суть корисної моделі пояснюється кресленням. На Фіг.1 зображені охоплююча деталь 1 з циліндричним отвором та охоплювана деталь 2 з конічною чи конусоподібною зовнішньою поверхнею. Складання з'єднання здійснюють як і за прототипом, з попереднім нагріванням охоплюючої деталі (втулки) чи з попереднім охолоджуванням охоплюваної деталі (вала). Але, на відміну від прототипу, згідно з запропонованим способом при стабілізації температури деталі, що піддають температурній обробці, первісне зближення спряжених поверхонь відбувається безпосередньо біля торців, що стикуються, а за цим через лінійний характер залежності зменшення величини натягу від відстані від торців сила зчеплення також зменшується за лінійним законом. Отже, сила зчеплення поверхонь біля торців, що стикуються, по-перше найраніше виникає, а, по-друге, має найбільшу величину. Через це після защемлення з'єднання біля торців саме в цьому напрямку буде відбуватися зменшення поздовжніх розмірів нагрітої втулки та охолодженого вала і стик не розкриється, тобто зазор між торцями не буде утворюватися.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for permanent connection of two parts
Автори англійськоюMartynov Anatolii Pavlovych, Patsiora Andrii Pavlovych
Назва патенту російськоюСпособ неподвижного соединения двух деталей
Автори російськоюМартынов Анатолий Павлович, Пациора Андрей Павлович
МПК / Мітки
МПК: B23P 11/02
Мітки: двох, спосіб, нерухомого, деталей, з'єднання
Код посилання
<a href="https://ua.patents.su/1-8585-sposib-nerukhomogo-zehdnannya-dvokh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб нерухомого з’єднання двох деталей</a>
Спосіб отримання нерухомого з’єднання охоплюємої та охоплюючої деталей
Номер патенту: 36733
Опубліковано: 16.04.2001
Автори: Єлагін Дмитро Павлович, Киричок Петро Олексійович
МПК: B23P 11/02
Мітки: нерухомого, охоплюючої, деталей, отримання, спосіб, охоплюємої, з'єднання
Текст:
...3 (фіг. 2, фіг. З).Розглянемо інший приклад отримання нерухомого з'єднання охоплюємо! та охоплюючої деталі. На внутрішню поверхню охоплюючої деталі 1 (фіг. 1, фіг. 3), вигото вленої із сталі 40Х ГОСТ 4543-71 наносять регулярний мікрорельєф угн утої форми 2 (фіг. 1, фіг. 3),який вібронакатують при режимі: обороти заготовки подача деформуючого елемента кількість подвійних ходів деформуючого елемента ексцентриситет співвідношення кількості...
Спосіб складання з’єднань з натягом
Номер патенту: 42959
Опубліковано: 15.11.2001
Автор: Мартинов Анатолій Павлович
МПК: B23P 11/02
Мітки: з'єднань, натягом, складання, спосіб
Формула / Реферат:
1. Спосіб складання з'єднань з натягом з використанням попереднього нагрівання, розміщення з'єднання між нерухомими стійками та створення осьової підпори за допомогою наступного нагрівання, узгодженого з режимом остигання зони спряження до одержання беззазорного стику спряжених деталей, який відрізняється тим, що нагріванню, узгодженому з режимом остигання зони спряження піддають термоелемент, наприклад, у вигляді втулки, розміщеній між...
Вузол осьової фіксації деталей

Номер патенту: 749
Опубліковано: 15.03.2001
Автори: Омеляненко Володимир Миколайович, Ситнік Анатолій Володимирович
Мітки: деталей, осьової, вузол, фіксації
Формула / Реферат:
1. Вузол осьової фіксації деталей, який містить в собі охоплювану деталь з кільцевою проточкою, d якій установлено знімну шайбу, який відрізняється тим, що шайба установлена з ексцентриситетом до охоплюваної деталі, має внутрішній діаметр, який більше або дорівнює зовнішньому діаметру охоплюваної деталі, і зафіксована від зміщення в поперечній площині.2. Вузол за п. 1, який відрізняється тим, що шайба зафіксована від зміщення в...
З’єднання двох деталей у стик
Номер патенту: 55826
Опубліковано: 15.04.2003
Автори: Ковалевський Іван Іванович, Москаленко Володимир Георгійович, Дегтярьов Олександр Вікторович, Чернигін Генадій Максимович, Мокін Олександр Васильович, Мокін Андрій Олександрович
МПК: F16B 35/04
Мітки: двох, деталей, стик, з'єднання
Формула / Реферат:
З'єднання двох деталей у стик, що містить болт, стержень котрого розташований у отворах деталей, шайбу, котра взаємодіє з головкою болта, і нарізну втулку, яке відрізняється тим, що шайба виконана з радіальним вирізом, наприклад U-подібної форми, а на стержні болта у зоні отвору у деталі, яка прилягає до головки болта, виконаний кільцевий конічний виступ, діаметр якого визначається із співвідношення:dσ ≤ dв ≤...
Спосіб нерухомого з’єднання деталей типу “вал-втулка”
Номер патенту: 19862
Опубліковано: 25.12.1997
Автори: Івченко Вадим Миколайович, Махотін Георгій Олександрович, Сливкін Вячеслав Миколайович, Лапідус Борис Львович, Крисанов Сергій Олексійович, Чернявський Анатолій Олександрович
МПК: B23P 11/02
Мітки: деталей, з'єднання, типу, вал-втулка, спосіб, нерухомого
Формула / Реферат:
Способ неподвижного соединения деталей типа "вал-втулка", включающий нагрев втулки, установку ее на вал с зазором, соответствующим разности контактно-посадочных диаметров собираемых деталей, пластическое деформирование втулки, охлаждение деталей, отличающийся тем, что разность контактно-посадочных диаметров собираемых деталей устанавливают равной 0,0027.„0,0057 исходной длины втулки перед прокаткой, а пластические деформирование...
Попередній патент: Поляризаційний фазообертач
Наступний патент: Генератор імпульсів струму для електроіскрового легування
Випадковий патент: Лікарський засіб з антиоксидантною дією, створений на основі листя malva sylvestris