Спосіб з’єднання деталей з натягом
Номер патенту: 32918
Опубліковано: 10.06.2008
Автори: Павленко Володимир Миколайович, Петко Ігор Валентинович
Формула / Реферат
Спосіб з'єднання деталей з натягом, при якому в отвір охоплюючої деталі встановлюють проміжну пластичну тонкостінну втулку з технологічним зазором, якій надають первинного натягу та встановлюють в неї охоплювану деталь більшої довжини з натягом, який відрізняється тим, що перед встановленням охоплюваної деталі в отвір тонкостінної втулки встановлюють деформуючу протяжку з наступним її протягуванням для отримання первинного натягу між пластичною тонкостінною втулкою та охоплюючою деталлю.
Текст
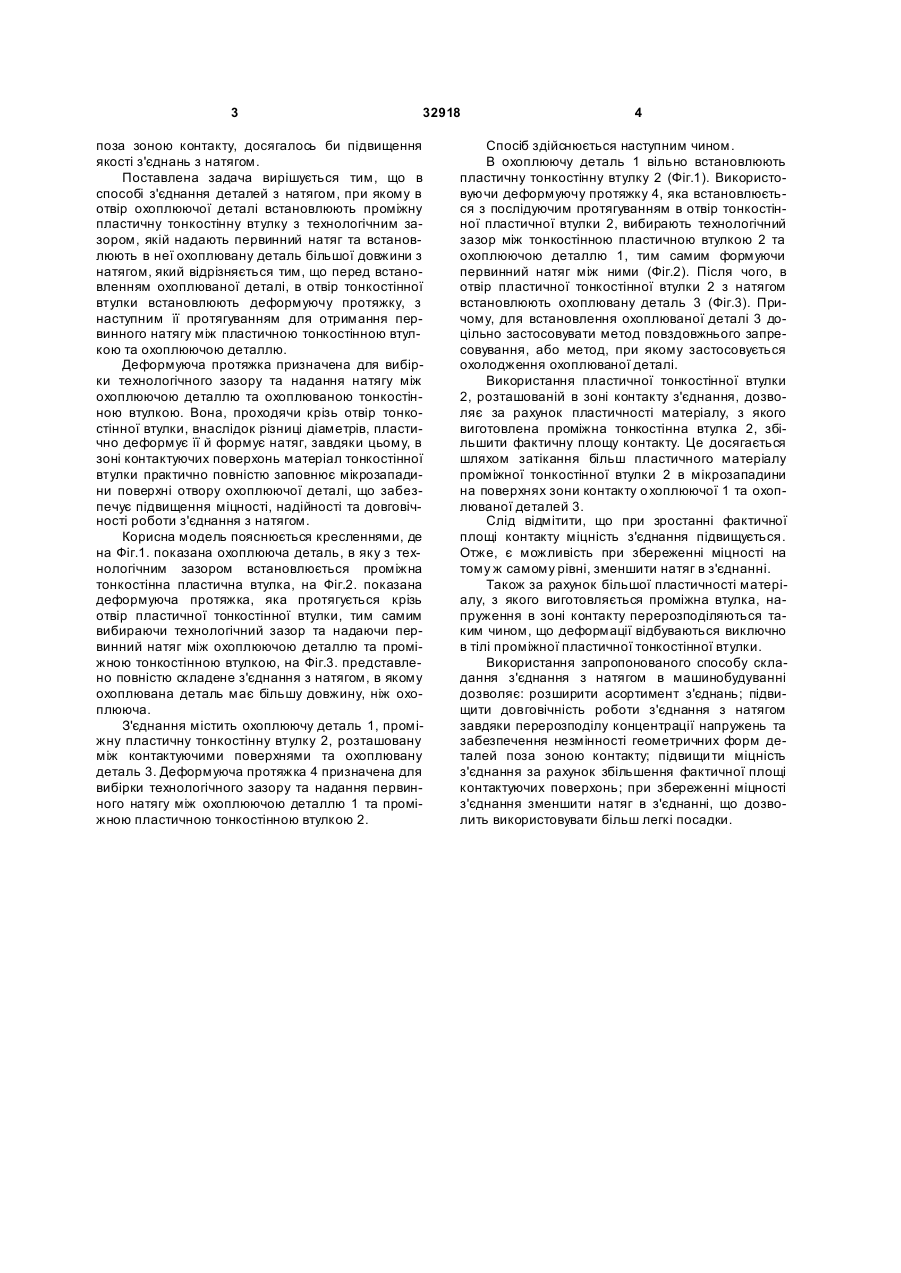
Спосіб з'єднання деталей з натягом, при якому в отвір охоплюючої деталі встановлюють про 3 32918 поза зоною контакту, досягалось би підвищення якості з'єднань з натягом. Поставлена задача вирішується тим, що в способі з'єднання деталей з натягом, при якому в отвір охоплюючої деталі встановлюють проміжну пластичну тонкостінну втулку з технологічним зазором, якій надають первинний натяг та встановлюють в неї охоплювану деталь більшої довжини з натягом, який відрізняється тим, що перед встановленням охоплюваної деталі, в отвір тонкостінної втулки встановлюють деформуючу протяжку, з наступним її протягуванням для отримання первинного натягу між пластичною тонкостінною втулкою та охоплюючою деталлю. Деформуюча протяжка призначена для вибірки технологічного зазору та надання натягу між охоплюючою деталлю та охоплюваною тонкостінною втулкою. Вона, проходячи крізь отвір тонкостінної втулки, внаслідок різниці діаметрів, пластично деформує її й формує натяг, завдяки цьому, в зоні контактуючих поверхонь матеріал тонкостінної втулки практично повністю заповнює мікрозападини поверхні отвору охоплюючої деталі, що забезпечує підвищення міцності, надійності та довговічності роботи з'єднання з натягом. Корисна модель пояснюється кресленнями, де на Фіг.1. показана охоплююча деталь, в яку з технологічним зазором встановлюється проміжна тонкостінна пластична втулка, на Фіг.2. показана деформуюча протяжка, яка протягується крізь отвір пластичної тонкостінної втулки, тим самим вибираючи технологічний зазор та надаючи первинний натяг між охоплюючою деталлю та проміжною тонкостінною втулкою, на Фіг.3. представлено повністю складене з'єднання з натягом, в якому охоплювана деталь має більшу довжину, ніж охоплююча. З'єднання містить охоплюючу деталь 1, проміжну пластичну тонкостінну втулку 2, розташовану між контактуючими поверхнями та охоплювану деталь 3. Деформуюча протяжка 4 призначена для вибірки технологічного зазору та надання первинного натягу між охоплюючою деталлю 1 та проміжною пластичною тонкостінною втулкою 2. 4 Спосіб здійснюється наступним чином. В охоплюючу деталь 1 вільно встановлюють пластичну тонкостінну втулку 2 (Фіг.1). Використовуючи деформуючу протяжку 4, яка встановлюється з послідуючим протягуванням в отвір тонкостінної пластичної втулки 2, вибирають технологічний зазор між тонкостінною пластичною втулкою 2 та охоплюючою деталлю 1, тим самим формуючи первинний натяг між ними (Фіг.2). Після чого, в отвір пластичної тонкостінної втулки 2 з натягом встановлюють охоплювану деталь 3 (Фіг.3). Причому, для встановлення охоплюваної деталі 3 доцільно застосовувати метод повздовжнього запресовування, або метод, при якому застосовується охолодження охоплюваної деталі. Використання пластичної тонкостінної втулки 2, розташованій в зоні контакту з'єднання, дозволяє за рахунок пластичності матеріалу, з якого виготовлена проміжна тонкостінна втулка 2, збільшити фактичну площу контакту. Це досягається шляхом затікання більш пластичного матеріалу проміжної тонкостінної втулки 2 в мікрозападини на поверхнях зони контакту о хоплюючої 1 та охоплюваної деталей 3. Слід відмітити, що при зростанні фактичної площі контакту міцність з'єднання підвищується. Отже, є можливість при збереженні міцності на тому ж самому рівні, зменшити натяг в з'єднанні. Також за рахунок більшої пластичності матеріалу, з якого виготовляється проміжна втулка, напруження в зоні контакту перерозподіляються таким чином, що деформації відбуваються виключно в тілі проміжної пластичної тонкостінної втулки. Використання запропонованого способу складання з'єднання з натягом в машинобудуванні дозволяє: розширити асортимент з'єднань; підвищити довговічність роботи з'єднання з натягом завдяки перерозподілу концентрації напружень та забезпечення незмінності геометричних форм деталей поза зоною контакту; підвищи ти міцність з'єднання за рахунок збільшення фактичної площі контактуючих поверхонь; при збереженні міцності з'єднання зменшити натяг в з'єднанні, що дозволить використовувати більш легкі посадки. 5 Комп’ютерна в ерстка М. Ломалова 32918 6 Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of coupling of parts with interference
Автори англійськоюPavlenko Volodymyr Mykolaiovych, Petko Ihor Valentynovych
Назва патенту російськоюСпособ соединения деталей с натягом
Автори російськоюПавленко Владимир Николаевич, Петко Игорь Валентинович
МПК / Мітки
МПК: B23P 11/02
Мітки: натягом, з'єднання, деталей, спосіб
Код посилання
<a href="https://ua.patents.su/3-32918-sposib-zehdnannya-detalejj-z-natyagom.html" target="_blank" rel="follow" title="База патентів України">Спосіб з’єднання деталей з натягом</a>
З`єднання деталей машин з натягом
Номер патенту: 23088
Опубліковано: 10.05.2007
Автори: Піпа Борис Федорович, Зенкін Микола Анатолійович, Марченко Анатолій Іванович
МПК: F16B 4/00
Мітки: деталей, натягом, машин, з'єднання
Формула / Реферат:
З'єднання деталей машин з натягом, що містить охоплювану деталь з робочою поверхнею та охоплюючу деталь, встановлену на робочій поверхні охоплюваної деталі, яке відрізняється тим, що робоча поверхня охоплюваної деталі має фрикційний шар, переважно композиційних алмазовмісних матеріалів.
Спосіб складання з’єднань з натягом
Номер патенту: 42959
Опубліковано: 15.11.2001
Автор: Мартинов Анатолій Павлович
МПК: B23P 11/02
Мітки: натягом, складання, з'єднань, спосіб
Формула / Реферат:
1. Спосіб складання з'єднань з натягом з використанням попереднього нагрівання, розміщення з'єднання між нерухомими стійками та створення осьової підпори за допомогою наступного нагрівання, узгодженого з режимом остигання зони спряження до одержання беззазорного стику спряжених деталей, який відрізняється тим, що нагріванню, узгодженому з режимом остигання зони спряження піддають термоелемент, наприклад, у вигляді втулки, розміщеній між...
Спосіб з’єднання деталей з натягом
Номер патенту: 20374
Опубліковано: 15.07.1997
Автори: Варюхін Віктор Миколайович, Білошенко Віктор Олександрович
МПК: F16B 4/00
Мітки: спосіб, з'єднання, натягом, деталей
Формула / Реферат:
Способ соединения деталей с натягом, включающий сопряжение соединяемых деталей торцами, размещение на концевых участках сопряженных деталей охватывающей их втулки и нагрев втулки до образования натяга, отличающийся тем, что втулку выполняют из полимерного материала путем деформации цилиндрической заготовки одноосным сжатием на 40-60% и последующим выполнением в ней отверстия заданного диаметра, ось которого совпадает с осью...
З’єднання деталей з натягом і спосіб його здійснення
Номер патенту: 62373
Опубліковано: 15.12.2003
Автори: Оборський Іван Леонідович, Арпентьєв Борис Михайлович, Малиновський Микола Григорович, Кантур В'ячеслав Григорович, Кулюкін Сергій Васильович, Носік Віктор Сергійович, Зенкін Анатолій Семенович, Андреєв Арнольд Георгійович, Сігбатулін Олександр Томович
МПК: B23P 11/02, B23P 19/02
Мітки: з'єднання, здійснення, деталей, спосіб, натягом
Формула / Реферат:
1. З'єднання деталей з натягом, що містить бандаж з гребенем та центр, бандаж усередині посадкового отвору має два буртики - перший у площині гребеня та другий - з іншого боку, центр має посадкову поверхню з гострою кромкою з боку вхідної частини, яке відрізняється тим, що перший буртик розміщений від другого на відстані, яка менше довжини посадки на величину двостороннього осьового натягу, причому перший буртик має вертикальну твірну, а...
З’єднання деталей з натягом і спосіб його здійснення

Номер патенту: 46548
Опубліковано: 15.05.2002
Автори: Арпентьєв Борис Михайлович, Кулюкін Сергій Васильович, Сібгатулін Олександр Томович, Кантур В'ячеслав Григорович, Оборський Іван Леонідович, Малиновський Микола Григорович, Носік Віктор Сергійович, Зенкін Анатолій Семенович
МПК: B23P 11/02, B23P 19/02
Мітки: з'єднання, спосіб, здійснення, натягом, деталей
Формула / Реферат:
1. З'єднання деталей з натягом, що містить бандаж з центром, наприклад колеса, у якому бандаж має з одного боку усередині посадкового отвору буртик, а центр має посадкову циліндричну поверхню з гострою кромкою з боку вхідної частини, яке відрізняється тим, що бандаж оснащений додатковим буртиком, розташованим з іншої сторони усередині посадкового отвору бандажа, при цьому гостра кромка посадкової циліндричної поверхні центра з боку вхідної...
Попередній патент: Спосіб вимірювання електричних параметрів точок акупунктури
Наступний патент: Прокатний кантувач
Випадковий патент: Шина-пристрій для лікування пошкоджень та розробки рухів у колінному суглобі