Спосіб нарізання зубчастих коліс
Номер патенту: 41765
Опубліковано: 10.06.2009
Автори: Кривошея Анатолій Васильович, Рябека Ірина Олегівна, Пастернак Сергій Ігорович, Данильченко Юрій Михайлович, Розенберг Олег Олександрович, Мельник Володимир Євгенійович
Формула / Реферат
Спосіб нарізання зубчастих коліс, згідно з яким розташовують циліндричну дискову фрезу на оправці з ексцентриситетом відносно її осі, потім надають оправці обертального руху, а циліндричній дисковій фрезі - радіальну подачу в напрямку заготовки, якій, в свою чергу, надають безперервного руху ділення, який відрізняється тим, що нарізання зубчастих коліс здійснюють в два етапи, на першому етапі фрезу розміщують на оправці з ексцентриситетом ![]() , а на другому етапі фрезу розміщують з ексцентриситетом
, а на другому етапі фрезу розміщують з ексцентриситетом ![]() або нарізання зубчастих коліс здійснюють в один етап одночасно двома фрезами, які розташовують на двох різних оправках, при цьому одну фрезу розміщують з ексцентриситетом
або нарізання зубчастих коліс здійснюють в один етап одночасно двома фрезами, які розташовують на двох різних оправках, при цьому одну фрезу розміщують з ексцентриситетом ![]() , другу - з ексцентриситетом
, другу - з ексцентриситетом ![]() , де m - модуль зубчастого колеса.
, де m - модуль зубчастого колеса.
Текст
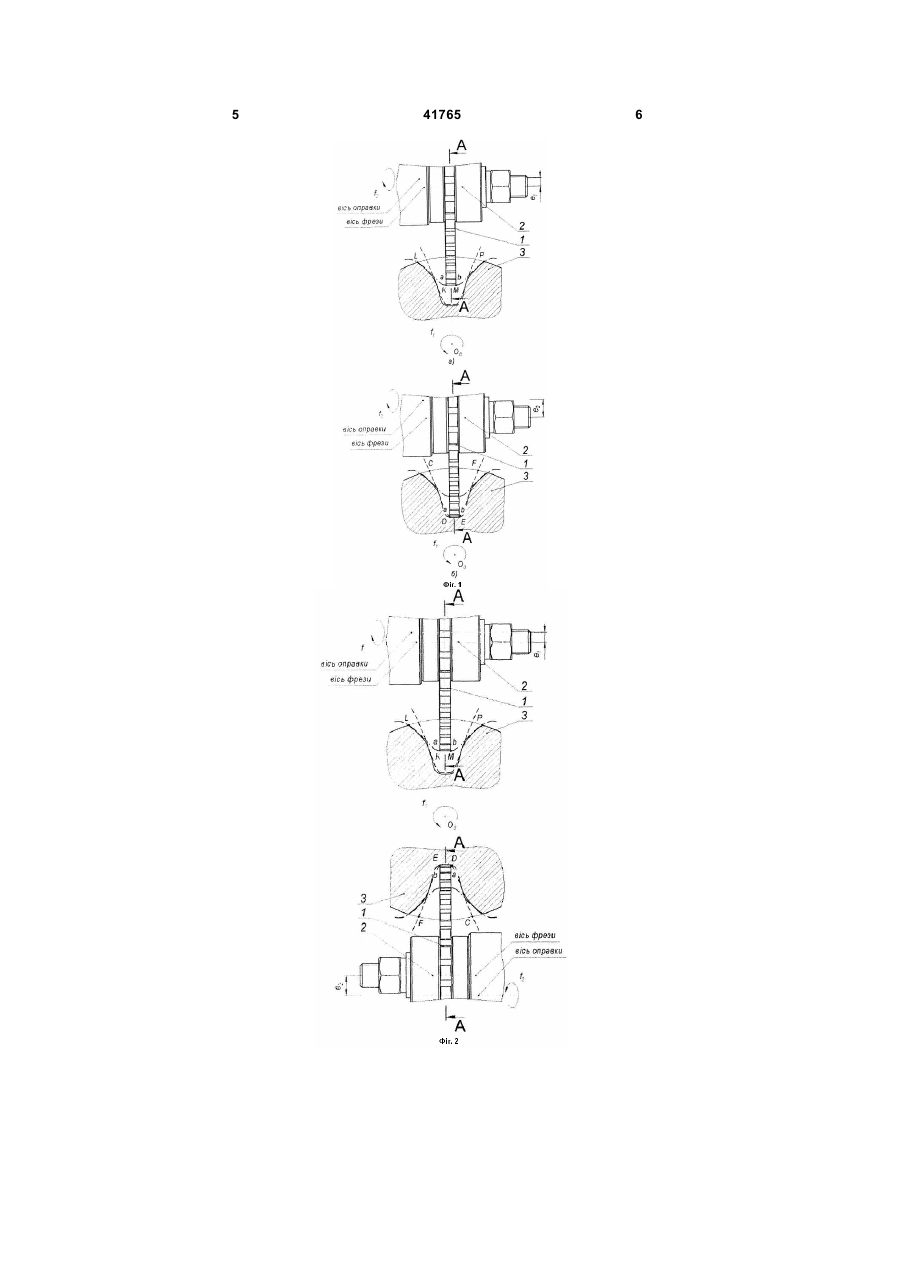
Спосіб нарізання зубчастих коліс, згідно з яким розташовують циліндричну дискову фрезу на оправці з ексцентриситетом відносно її осі, потім надають оправці обертального руху, а циліндрич ній дисковій фрезі - радіальну подачу в напрямку заготовки, якій, в свою чергу, надають безперервного руху ділення, який відрізняється тим, що нарізання зубчастих коліс здійснюють в два етапи, на першому етапі фрезу розміщують на оправці з ексцентриситетом e 2 m або нарізання зубчастих коліс здійснюють в один етап одночасно двома фрезами, які розташовують на двох різних оправках, при цьому одну фрезу розміщують з ексцентриситетом e 2m , (19) з ексцентриситетом бчастого колеса. 3 риситетом відносно її осі, потім надають оправці обертального руху, а циліндричній дисковій фрезі радіальну подачу в напрямку заготовки, якій в свою чергу надають безперервного руху ділення, згідно корисної моделі нарізання зубчастих коліс здійснюють в два етапи, на першому етапі фрезу розміщують на оправці з ексцентриситетом eá1,5m , а на другому етапі фрезу розміщують з ексцентриситетом eñ 2m або нарізання зубчастих коліс здійснюють в один етап одночасно двома фрезами, які розташовують на двох різних оправках, при цьому одну фрезу розміщують з ексцентриситетом eá1,5m , другу - з ексцентриситетом eñ 2m , де m - модуль зубчастого колеса. Застосування запропонованого способу нарізання зубчастих коліс має ряд переваг, які насамперед полягають у підвищенні універсальності самого процесу обробки за рахунок заміни складнопрофільних інструментів (черв'ячні фрези, обкатні довбачі тощо) інструментами простої форми (відрізні дискові фрези), при цьому забезпечується можливість отримати наближений до евольвентного профіль зубчастого колеса, що оброблюється, і забезпечити рівномірний припуск на чистову обробку при вершинах зубів при значенні ексцентриситета eá1,5m , і у западинах зубів - при значенні ексцентриситету eñ 2m . При такому способі евольвентні зубчасті колеса нарізуються не спеціальним інструментом, а стандартною дисковою фрезою, яка є набагато простішою і в декілька разів дешевшою. Крім того, однією і тією ж дисковою фрезою можуть нарізатись колеса будь-якого модуля, що досягається зміщенням геометричної вісі фрези відносно осі шпинделя. На кресленнях проілюстровано пропонований спосіб нарізання зубчатих коліс, де на Фіг.1. а, б представлено схему нарізання колеса однією фрезою в два етапи відповідно, на Фіг.2. - схему реалізації способу нарізання колеса одночасно двома фрезами. На Фіг.1а проілюстровано перший етап обробки: фреза 1 установлюється на оправку 2 з ексцентриситетом e1á1,5m відносно вісі оправки, потім надають оправці 2 і заготовці 3 узгодженого обертального руху. Механізм утворення профілю западини LKMP зуба такий. Фреза 1 входить в контакт із заготовкою 3 в т. L і починає утворювати западину по кривій LK профілю. Коли напрям ексцентриситету e1á1,5m стане перпендикулярним осі заготовки 3 (розріз А-А), різальна кромка ab фрези 1 досягне свого крайнього положення, що відпові 41765 4 дає утворенню ділянки KM профілю западини. При подальшому узгодженому обертанні фрези 1 і заготовки 3 різальна кромка ab фрези 1 буде зміщуватись від свого крайнього положення у зворотному напрямку, і при цьому буде утворюватись западина по кривій МР профілю. У т. Р фреза 1 вийде із тіла заготовки 3, обробивши весь профіль LKMP. На другому етапі (Фіг.1б) обробки встановлюємо фрезу 1 з ексцентриситетом eñ 2m відносно вісі оправки 2, при чому ексцентриситети e1á1,5m і e2 ñ 2m спрямовані в одному напрямку. При наданні оправці 2 і заготовці 3 тих же рухів, що і на першому етапі, фреза 1 буде рухатись відносно заготовки 3 по траєкторії CDEF і здійснювати кінцеве формування наближеного евольвентного профілю западини зуба. Розріз А-А показує положення фрези 1 в момент, коли різальна кромка ab утворює западину по кривій DE профілю. На Фіг.2. одночасно на дві оправки 2 встановлені фрези 1 з відповідними ексцентриситетами e1á1,5m і e2 ñ 2m відповідно відносно осей оправок 2. Надаючи оправкам 2 і заготовці 3 узгодженого обертального руху, фрези 1 оброблюють профіль западини зуба за один цикл обробки. Приклад конкретної реалізації пропонованого способу. Приклад№1. Практичний експеримент способу нарізання евольвентного зубчастого колеса ( m = 5мм, z = 9 ) ексцентрично-розташованою на оправці 2 дисковою фрезою 1 з вибраними розмірами і параметрами установки проводився в лабораторії відділу №20 Інституту надтвердих матеріалів НАНУ на зубофрезерному верстаті 5В312. Матеріал інструменту - швидкорізальна сталь Р6М5. У якості заготовок 3 зубчастого колеса використовувались заготовки шестерень гідронасосів Вінницького заводу тракторних агрегатів. Матеріал заготовок 3 зубчастого колеса - сталь 45, твердість НВ195. Оправці 2, закріпленій в інструментальному шпинделі верстату, надають обертального руху, а шпиндельному вузлу (циліндричній дисковій фрезі 1) - радіальну подачу в напрямку заготовки 3 зубчастого колеса, якій в свою чергу надають безперервного руху ділення. Дослідження проводились на таких режимах обробки: частота обертання фрезерної оправки колова подача n = 100 об / хв ( ur » 32 м / хв) ; Sкол 111об / хв , осьова подача S0 = 0,25 мм / хв. = , 5 41765 6 7 Комп’ютерна верстка Л. Купенко 41765 8 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of gear cutting
Автори англійськоюDanylchenko Yurii Mykhailovych, Kryvosheia Anatolii Vasyliovych, Melnyk Volodymyr Yevheniiovych, Pasternak Serhii Ihorovych, Rozenberh Oleh Oleksandrovych, Riabeka Iryna Olehivna
Назва патенту російськоюСпособ нарезания зубчатых колес
Автори російськоюДанильченко Юрий Михайлович, Кривошея Анатолий Васильевич, Мельник Владимир Евгеньевич, Пастернак Сергей Игоревич, Розенберг Олег Александрович, Рябека Ирина Олеговна
МПК / Мітки
МПК: B23F 5/00
Мітки: нарізання, спосіб, зубчастих, коліс
Код посилання
<a href="https://ua.patents.su/4-41765-sposib-narizannya-zubchastikh-kolis.html" target="_blank" rel="follow" title="База патентів України">Спосіб нарізання зубчастих коліс</a>
Спосіб нарізання зубчастих коліс

Номер патенту: 15843
Опубліковано: 17.07.2006
Автори: Короткий Євген Вікторович, Мельник Володимир Євгенійович, Розенберг Олег Олександрович, Данильченко Юрій Михайлович, Пастернак Сергій Ігорович, Благут Еміль Миколайович, Кривошея Анатолій Васильович
МПК: B23F 5/00
Мітки: нарізання, зубчастих, спосіб, коліс
Формула / Реферат:
Спосіб нарізання зубчастих коліс, згідно з яким розташовують циліндричну дискову фрезу на оправці зі зміщенням її осі в радіальному напрямку на величину від 0,5m до 1,5m відносно осі оправки, потім надають оправці обертального руху, а циліндричній дисковій фрезі - радіальну подачу в напрямку заготовки, якій в свою чергу надають безперервного руху ділення, який відрізняється тим, що фрезу розташовують на оправці під кутом схрещення осей фрези...
Спосіб нарізання циліндричних синусоїдальних зубчастих коліс
Номер патенту: 24173
Опубліковано: 25.06.2007
Автори: Франт Юрій Васильович, Грицай Ігор Євгенович, Кук Андрій Михайлович
МПК: B23F 21/00
Мітки: синусоїдальних, зубчастих, коліс, спосіб, нарізання, циліндричних
Формула / Реферат:
Cпосіб нарізання циліндричних синусоїдальних зубчастих коліс в умовах неперервного обкочування нарізуваного зубчастого колеса дисковою фрезою, який відрізняється тим, що нарізуваному зубчастому колесу надають періодичного зворотно-поступального руху за допомогою окремого приводу з переміщенням, величина якого дорівнює висоті зубця синусоїдального зубчастого колеса.
Спосіб нарізання циліндричних синусоїдальних зубчастих коліс
Номер патенту: 24078
Опубліковано: 25.06.2007
Автор: Грицай Ігор Євгенович
МПК: B23F 21/00
Мітки: синусоїдальних, циліндричних, коліс, зубчастих, нарізання, спосіб
Формула / Реферат:
Спосіб нарізання циліндричних синусоїдальних зубчастих коліс в умовах неперервного обкочування дисковою фрезою, який відрізняється тим, що дискову фрезу встановлюють співвісно з інструментальною оправкою та надають зворотно-поступального руху дисковій фрезі за допомогою окремого приводу з переміщенням, величина якого дорівнює висоті зубця синусоїдального зубчастого колеса.
Спосіб нарізування синусоїдальних зубчастих коліс
Номер патенту: 24957
Опубліковано: 25.07.2007
Автори: Кук Андрій Михайлович, Посполітак Василь Андрійович, Грицай Ігор Євгенович
МПК: B23F 21/00
Мітки: синусоїдальних, нарізування, зубчастих, коліс, спосіб
Формула / Реферат:
Спосіб нарізування синусоїдальних зубчастих коліс, що включає обкочування зубчастих коліс дисковою фрезою, який відрізняється тим, що нарізування здійснюють на токарно-затилувальному верстаті, який оснащують окремим приводом обертання дискової фрези, наприклад додатковим електродвигуном, та приводом зворотно-поступального руху фрези, наприклад кулачковим механізмом.
Зубонарізний інструмент для двоперехідного нарізання циліндричних зубчастих коліс
Номер патенту: 45527
Опубліковано: 15.04.2002
Автор: Грицай Ігор Євгенович
МПК: B23F 21/00
Мітки: зубчастих, циліндричних, двоперехідного, зубонарізний, нарізання, коліс, інструмент
Формула / Реферат:
Зубонарізний інструмент для двоперехідного нарізання циліндричних зубчастих коліс, який містить першу та другу черв'ячні фрези, з яких зубці першої фрези виконані з профілем, який у нормальному перетині відповідає профілю ніжки нормального вихідного контуру, а зубці другої фрези виконані на гвинтовій поверхні з тим самим кутом підйому, що у першої фрези, і мають профіль, який у нормальному перетині відповідає профілю головки нормального...
Попередній патент: Двоімпульсний пневматичний регулятор частоти обертання двигуна внутрішнього згоряння
Наступний патент: Мікротитратор
Випадковий патент: Адаптивний динамічний гасник коливань