Спосіб нарізання зубчастих коліс
Номер патенту: 15843
Опубліковано: 17.07.2006
Автори: Мельник Володимир Євгенійович, Благут Еміль Миколайович, Короткий Євген Вікторович, Розенберг Олег Олександрович, Кривошея Анатолій Васильович, Данильченко Юрій Михайлович, Пастернак Сергій Ігорович


Формула / Реферат
Спосіб нарізання зубчастих коліс, згідно з яким розташовують циліндричну дискову фрезу на оправці зі зміщенням її осі в радіальному напрямку на величину від 0,5m до 1,5m відносно осі оправки, потім надають оправці обертального руху, а циліндричній дисковій фрезі - радіальну подачу в напрямку заготовки, якій в свою чергу надають безперервного руху ділення, який відрізняється тим, що фрезу розташовують на оправці під кутом схрещення осей фрези і заготовки в діапазоні (0-4)°, при цьому її додатково зміщують в осьовому напрямку відносно осі заготовки на величину, що не перевищує 0,5 діаметра заготовки.
Текст
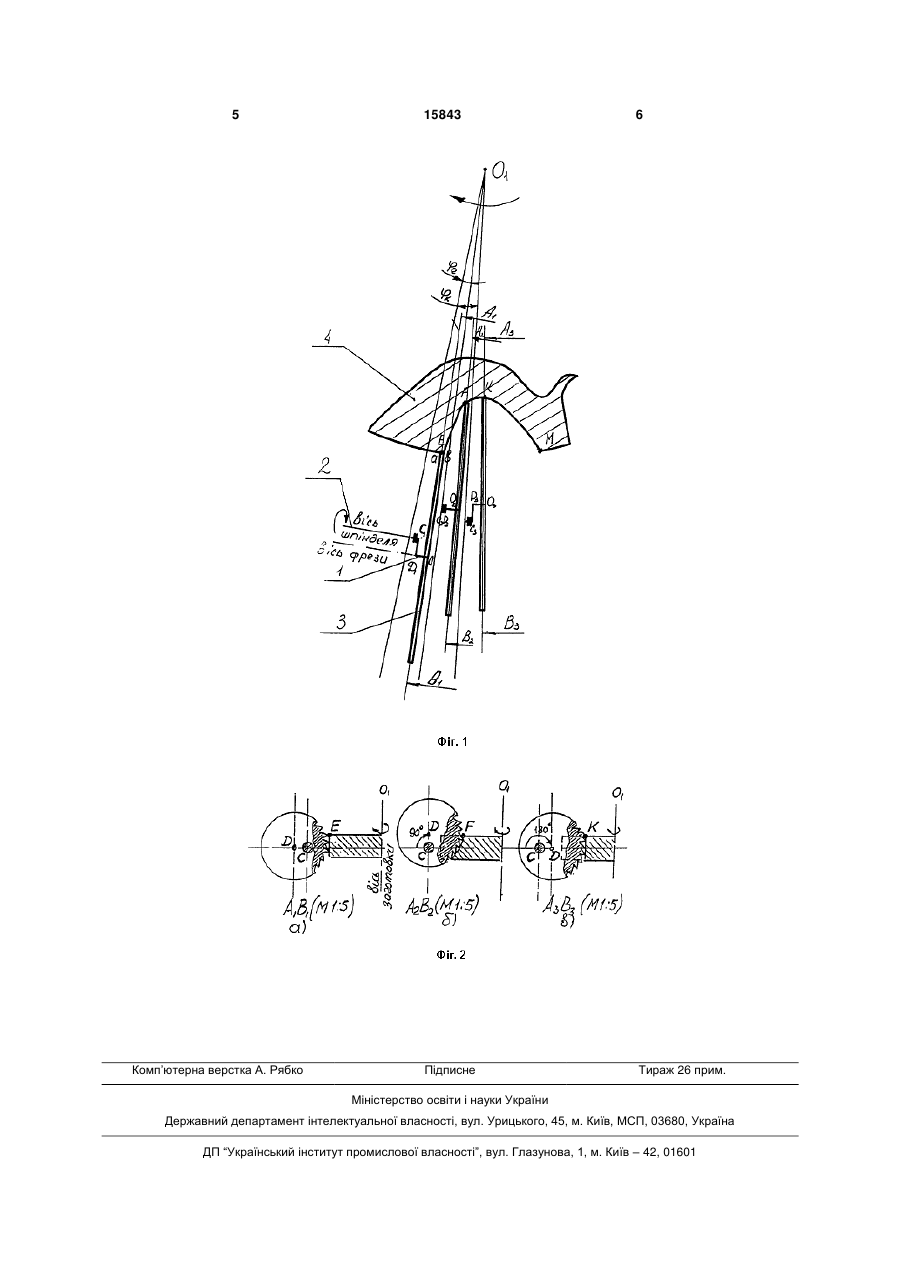
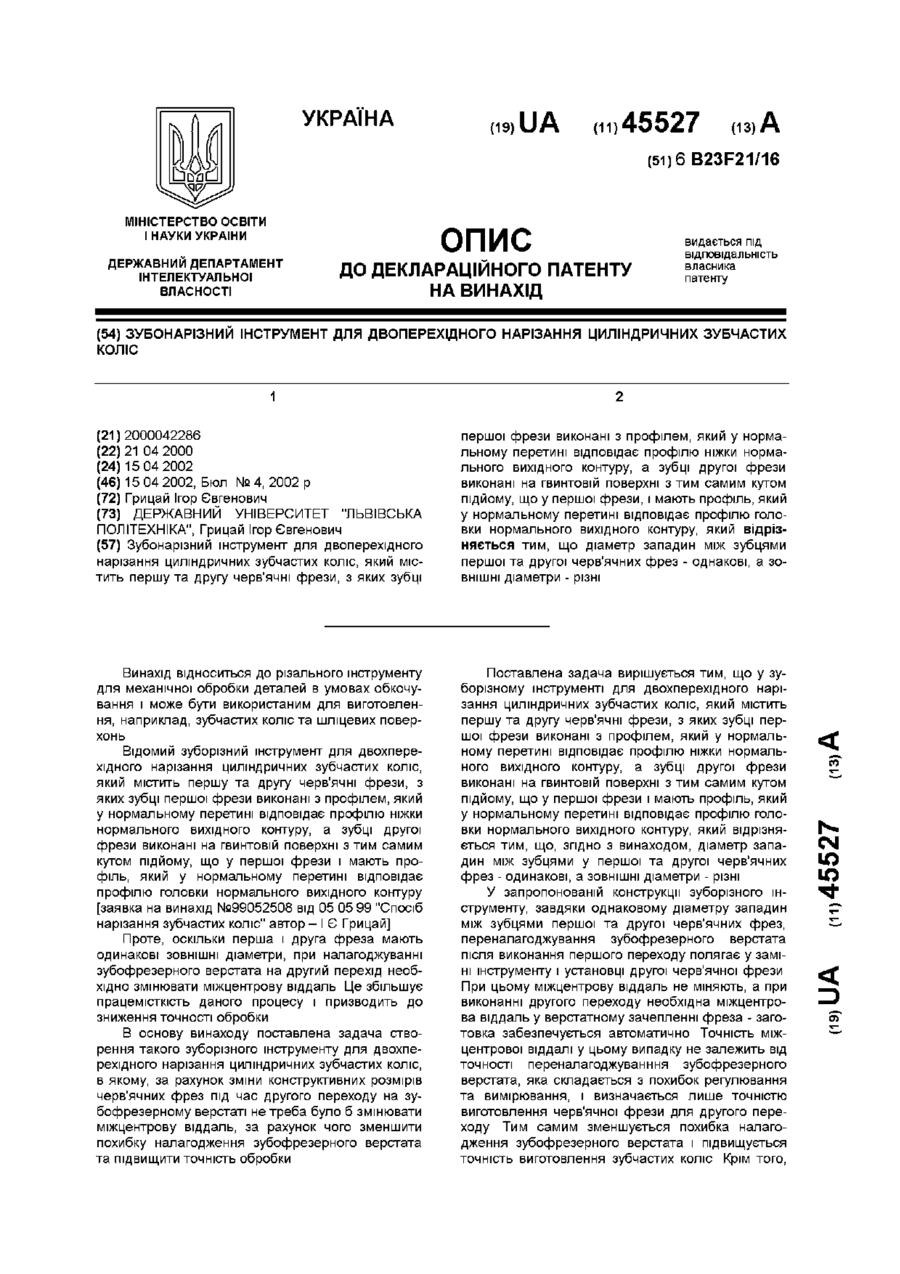
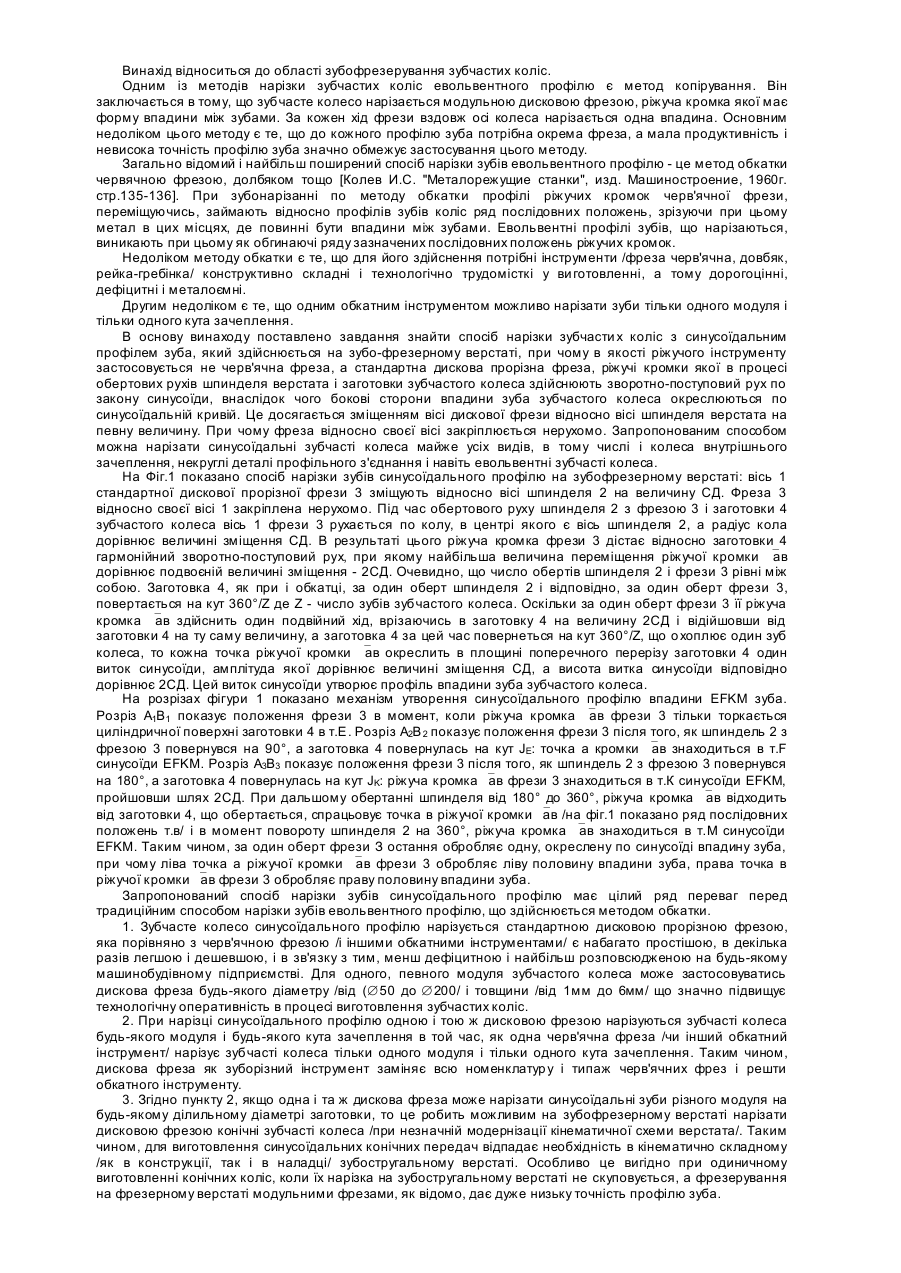
Спосіб нарізання зубчастих коліс, згідно з яким розташовують циліндричну дискову фрезу на оправці зі зміщенням її осі в радіальному напрямку на величину від 0,5m до 1,5m відносно осі оправки, потім надають оправці обертального руху, а циліндричній дисковій фрезі - радіальну подачу в напрямку заготовки, якій в свою чергу надають безперервного руху ділення, який відрізняється тим, що фрезу розташовують на оправці під кутом схрещення осей фрези і заготовки в діапазоні (04)°, при цьому її додатково зміщують в осьовому напрямку відносно осі заготовки на величину, що не перевищує 0,5 діаметра заготовки. (19) (21) u200600934 (22) 02.02.2006 (24) 17.07.2006 (46) 17.07.2006, Бюл. № 7, 2006 р. (72) Благут Еміль Миколайович, Данильченко Юрій Михайлович, Короткий Євген Вікторович, Кривошея Анатолій Васильович, Мельник Володимир Євгенійович, Пастернак Сергій Ігорович, Розенберг Олег Олександрович (73) ІНСТИТУТ НАДТВЕРДИХ МАТЕРІАЛІВ ІМ. В.М. БАКУЛЯ НАН УКРАЇНИ, Благут Еміль Миколайович, Данильченко Юрій Михайлович, Короткий Євген Вікторович, Кривошея Анатолій Васильович, Мельник Володимир Євгенійович, 3 ознак, що заявляється і технічними результатами, які досягаються при її реалізації, полягає у наступному. Храпове колесо, яке має несиметричний профіль нарізується не спеціальним інструментом, а стандартною дисковою фрезою, яка є набагато простішою, в декілька разів легшою і дешевшою, і, у зв'язку з цим, менш дефіцитною і найбільш розповсюдженою на будь-якому машинобудівному підприємстві, що досягається зміщенням фрези в радіальному та тангенційному відносно заготовки напрямках. Не потребується спеціальне налаштування верстата, внаслідок чого зменшується додатковий час на виготовлення зубчастих коліс. При нарізанні однією й тією ж дисковою фрезою нарізаються колеса будь-якого модуля, що досягається зміщенням геометричної вісі фрези відносно осі шпинделя. Запропонований спосіб нарізання храпових коліс відкриває широкі можливості виготовлення зубчастих коліс з асиметричним профілем на будь-якому машинобудівному чи ремонтному заводі. На кресленнях проілюстровано пропонований спосіб нарізання зубчастих коліс, де на фіг.1 представлено схему реалізації пропонованого способу, на фіг.2а, б, в - перерізи А1В1, А2В2, А3В3, відповідно. Механізм утворення профілю впадини EFKM зуба: розріз А1В1 показує положення фрези 3 в момент, коли ріжуча кромка ab фрези 3 тільки торкається циліндричної поверхні заготовки 4 в т.Е. Розріз А2В2 показує положення фрези 3 після того, як шпиндель 2 з фрезою 3 повернувся на 90°, а заготовка 4 повернулась на кут φЕ: точка а кромки ab знаходиться в т.Fx кривої EFKM. Розріз А3В3 показує положення фрези 3 після того, як шпиндель 2 повернувся на 180°, а заготовка 4 повернулась на кут φк: ріжуча кромка ab фрези 3 знаходиться в т.К кривої EFKM, пройшовши шлях 2CD. При подальшому обертанні шпинделя 2 від 180° до 360°, ріжуча кромка ab відходить від заготовки 4, що обертається, спрацьовує точка b ріжучої кромки ab і в момент повороту шпинделя 2 на 360°/n, ріжуча кромка ab знаходиться в т.М кривої EFKM. Таким чином, за один оберт фрези 3 остання обробляє одну, окреслену кривою впадину зу 15843 4 ба, причому ліва точка а ріжучої кромки ab фрези 3 обробляє ліву половину впадини зуба, а права точка b обробляє праву половину впадини зуба. Вісь 1 стандартної дискової прорізної фрези 3 зміщують відносно осі шпинделя 2 на величину CD. Фрезу 3 зміщують в тангенційному відносно геометричної осі заготовки 4 на величину DO. Фреза 3 відносно своєї осі закріплена нерухомо. Під час обертового руху шпинделя 2 з фрезою 3 вісь 1 фрези 3 рухається по колу, в центрі якого є вісь шпинделя 2, а радіус кола дорівнює величині CD. В результаті цього ріжуча кромка фрези 3 дістає відносно заготовки 4 гармонійного зворотнопоступового руху, при якому найбільше зміщення 2CD. Очевидно, що число обертів шпинделя 2 і фрези 3 рівні між собою. Заготовка 4 як і при обкатці, за один оберт шпинделя 2 і, відповідно, за один оберт фрези 3, повертається на кут 360°/n, де n - кількість зубів зубчастого колеса. Оскільки за один оберт фрези 3 її ріжуча кромка ab здійсніть один подвійний хід, врізаючись в заготовку 4 на величину 2CD і відійшовши від заготовки 4 на ту ж величину, а заготовка 4 за цей час повернеться на кут 360°/n, що охоплює один зуб колеса, то кожна точка ріжучої кромки ab окреслить в площині поперечного перерізу заготовки 4 один виток синусоїди, амплітуда якої дорівнює величині зміщення CD, a висота витка синусоїди, відповідно, дорівнює 2CD. Цей виток синусоїди утворює профіль впадини зуба зубчастого колеса. Приклад конкретної реалізаціїпропонованого способу. Приклад 1 На зубофрезерному верстаті модель 5В312 нарізали храпове колесо діаметром 60мм, шириною зубчастого вінця 5мм, та кількістю зубів 30. Обробка велась дисковою твердосплавною фрезою 3, яку було розташовано на оправці зі зміщенням її осі 1 в радіальному напрямку на величину 2мм і в тангенційному напрямку на величину 15 мм, після чого оправці надавали обертального руху з частотою обертання 100хв-1, а фрезі 3 - радіальну подачу 2,45мм/хв в напрямку заготовки 4, якій в свою чергу надавали безперервного руху ділення, тобто за один оберт оправки заготовка 4 оберталась на один зуб. 5 Комп’ютерна верстка А. Рябко 15843 6 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of gear cutting
Автори англійськоюBlahut Emil Mykolaiovych, Danylchenko Yurii Mykhailovych, Kryvosheia Anatolii Vasyliovych, Melnyk Volodymyr Yevheniiovych, Pasternak Serhii Ihorovych, Rozenberh Oleh Oleksandrovych
Назва патенту російськоюСпособ нарезки зубчатых колес
Автори російськоюБлагут Эмиль Николаевич, Данильченко Юрий Михайлович, Кривошея Анатолий Васильевич, Мельник Владимир Евгеньевич, Пастернак Сергей Игоревич, Розенберг Олег Александрович
МПК / Мітки
МПК: B23F 5/00
Мітки: зубчастих, спосіб, нарізання, коліс
Код посилання
<a href="https://ua.patents.su/3-15843-sposib-narizannya-zubchastikh-kolis.html" target="_blank" rel="follow" title="База патентів України">Спосіб нарізання зубчастих коліс</a>
Зубонарізний інструмент для двоперехідного нарізання циліндричних зубчастих коліс
Номер патенту: 45527
Опубліковано: 15.04.2002
Автор: Грицай Ігор Євгенович
МПК: B23F 21/00
Мітки: коліс, двоперехідного, зубонарізний, інструмент, зубчастих, нарізання, циліндричних
Формула / Реферат:
Зубонарізний інструмент для двоперехідного нарізання циліндричних зубчастих коліс, який містить першу та другу черв'ячні фрези, з яких зубці першої фрези виконані з профілем, який у нормальному перетині відповідає профілю ніжки нормального вихідного контуру, а зубці другої фрези виконані на гвинтовій поверхні з тим самим кутом підйому, що у першої фрези, і мають профіль, який у нормальному перетині відповідає профілю головки нормального...
Спосіб нарізання циліндричних зубчастих коліс
Номер патенту: 51736
Опубліковано: 16.12.2002
Автор: Грицай Ігор Євгенович
МПК: B23F 21/00
Мітки: циліндричних, коліс, спосіб, нарізання, зубчастих
Формула / Реферат:
Спосіб нарізання циліндричних зубчастих коліс, при якому нарізання зубців колеса здійснюють в умовах обкочування черв'ячною фрезою за два проходи, який відрізняється тим, що перший прохід здійснюють черв'ячною фрезою, профіль зубців якої у нормальному перерізі відповідає профілю ніжки вихідного контура, а другий прохід здійснюють черв'ячною фрезою з зубцями, у яких головка зубця виконана на гвинтовій поверхні з тим самим кутом підйому, що у...
Спосіб обробки великомодульних циліндричних зубчастих коліс
Номер патенту: 39595
Опубліковано: 15.06.2001
Автори: Микищенко Олександр Анатолійович, Рибак Валерій Якович, Маховський Юрій Олексійович, Розенберг Олег Олександрович
МПК: B23F 9/00
Мітки: зубчастих, обробки, великомодульних, циліндричних, коліс, спосіб
Формула / Реферат:
Спосіб обробки крупномодульних циліндричних зубчастих коліс, що включає обробку заготовок по зовнішньому діаметру зубчастих коліс i зубофрезерування бокових сторін зуб’їв безперервною обкаткою черв'ячною фрезою до отримання заданих розмірів, який відрізняється тим, що обробку заготовок по зовнішньому діаметру зубчастих коліс i зубофрезерування бокових сторін зуб’їв безперервною обкаткою черв'ячною фрезою здійснюють одночасно, при цьому на...
Спосіб нарізки зубчастих коліс синусоїдальної передачі благута
Номер патенту: 73550
Опубліковано: 15.08.2005
Автор: Благут Еміль Миколайович
МПК: B23P 15/14
Мітки: благута, синусоїдальної, спосіб, зубчастих, передачі, нарізки, коліс
Формула / Реферат:
Спосіб нарізки зубчастих коліс синусоїдальної передачі на зубофрезерному верстаті методом дотику і обкатки дисковою прорізною фрезою, який відрізняється тим, що вісь фрези зміщують відносно осі шпинделя верстата на певну величину, фрезу закріплюють нерухомо відносно її осі, надають обертальний рух шпинделю та заготовці, в процесі чого різальна кромка фрези отримує гармонійний зворотно-поступальний рух по закону синусоїди, при чому крайні...
Спосіб нарізання зубчастих коліс
Номер патенту: 9918
Опубліковано: 17.10.2005
Автори: Пестунов Володимир Михайлович, Яцула Тетяна Василівна
МПК: B23F 19/00
Мітки: спосіб, коліс, зубчастих, нарізання
Формула / Реферат:
1. Спосіб нарізання зубчастих коліс методом обкатування, при якому заготівці й інструментові надають відносного руху формоутворення, що включає головний зворотно-поступальний рух, обкатування, колову подачу і відвід заготівки від інструмента перед зворотним ходом, який відрізняється тим, що заготівку встановлюють на шпинделях обертового ротора, швидкість обертання якого приймають зі співвідношення:
Попередній патент: Голографічний захисний елемент
Наступний патент: Спосіб прогнозування наслідків гострого вірусного гепатиту в
Випадковий патент: Спосіб та пристрій для регулювання гідравлічної класифікації твердих матеріалів