Спосіб з’єднання кінців гумотросової стрічки
Номер патенту: 42223
Опубліковано: 25.06.2009
Автори: Бондарєв Сергій Валентинович, Горбатенко Юрій Павлович
Формула / Реферат
1. Спосіб з'єднання кінців гумотросової стрічки, що включає оброблення кінців, очищення сталевих тросів від гуми, попарне стикування протилежних кінців тросів та з'єднання кінців стрічки методом вулканізації, який відрізняється тим, що сталеві троси одного з'єднуваного кінця стрічки розміщені між сталевими тросами іншого в отворах сталевих брусків і ними опресовані, при цьому бруски на одному стику розподілені в три ряди, два крайніх і один середній, в кожному ряду встановлюють не менше трьох брусків, а в плані уздовж стрічки ряди розташовані уступами, утвореними рівномірним зміщенням в одному напрямку кожного наступного ряду відносно попереднього.
2. Спосіб за п. 1, який відрізняється тим, що осі отворів, пророблених через бічні вертикальні грані брусків, у поперечних перерізах нахилені до горизонталі під кутом, почергово відкладеним в І та IV чвертях тригонометричного кола, при цьому сталеві троси з'єднуваних кінців стрічки вставлені в отвори, пророблені в брусках з нахилом до горизонталі під кутом, що, відповідно, знаходиться в І та IV чвертях.
3. Спосіб за пп. 1 і 2, який відрізняється тим, що осі попарно зістикованих кінців сталевих тросів утворюють у повздовжніх перерізах стрічки вертикальними площинами ламані криві, які мають однакові конфігурацію і параметри, але перебувають у протифазі одна відносно одної.
Текст
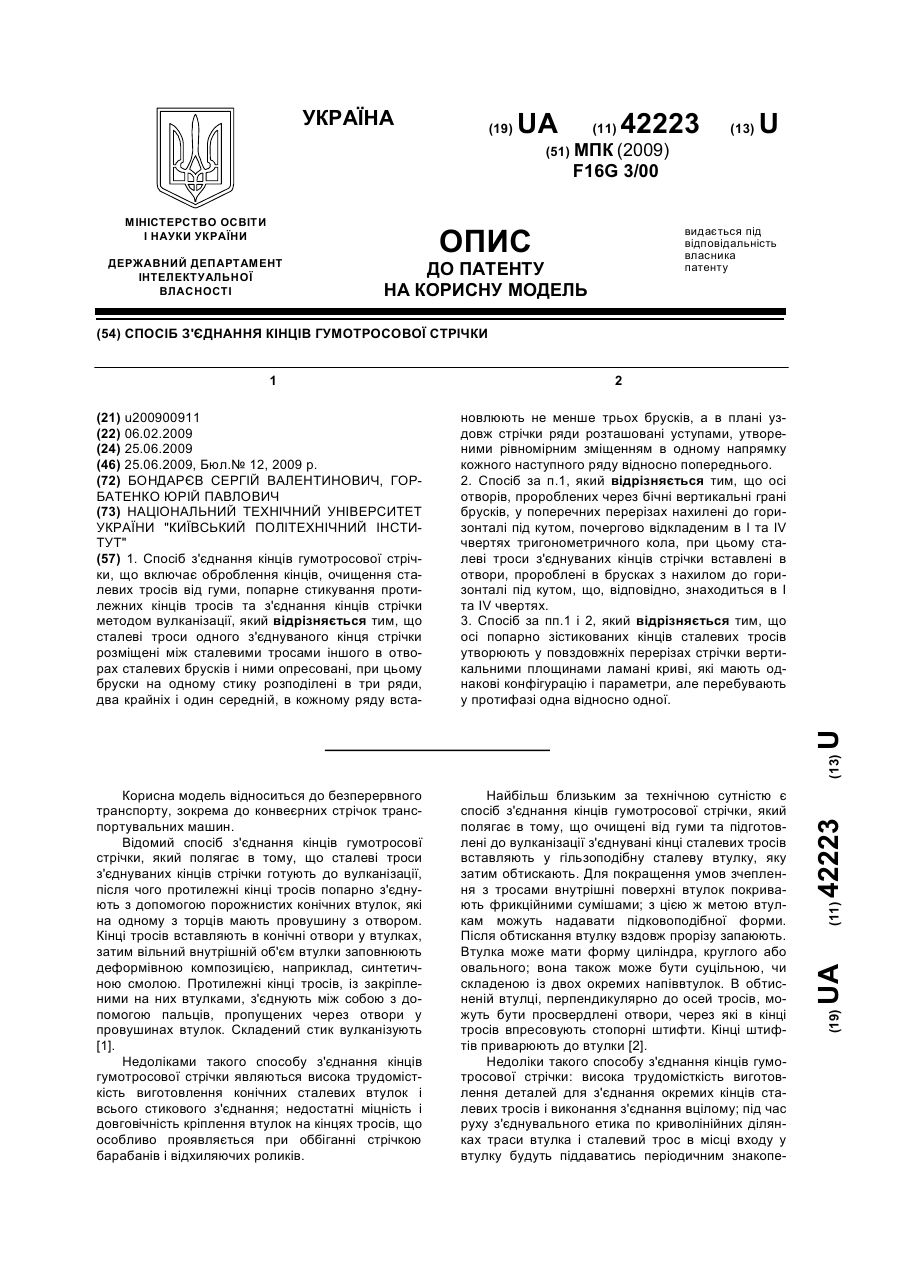
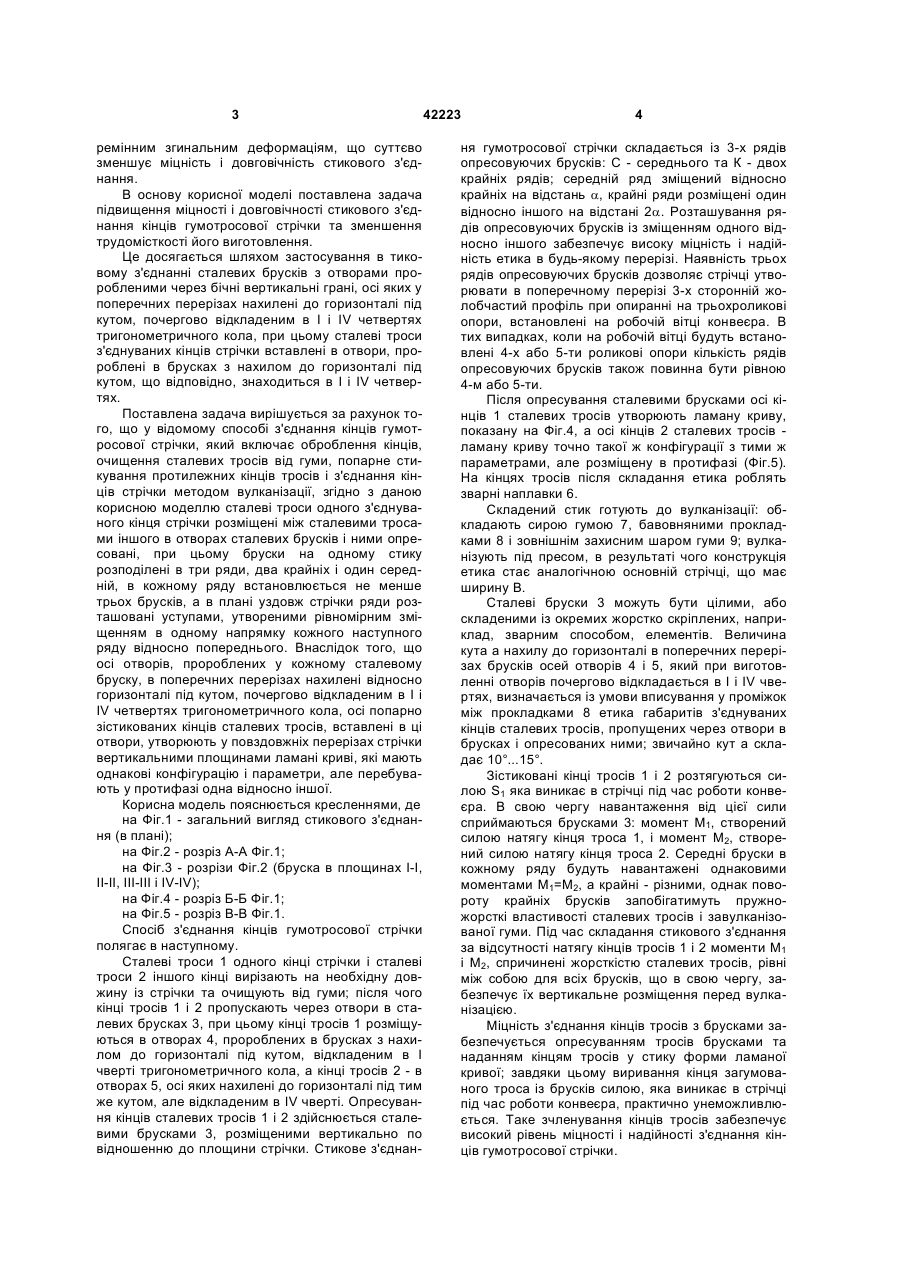
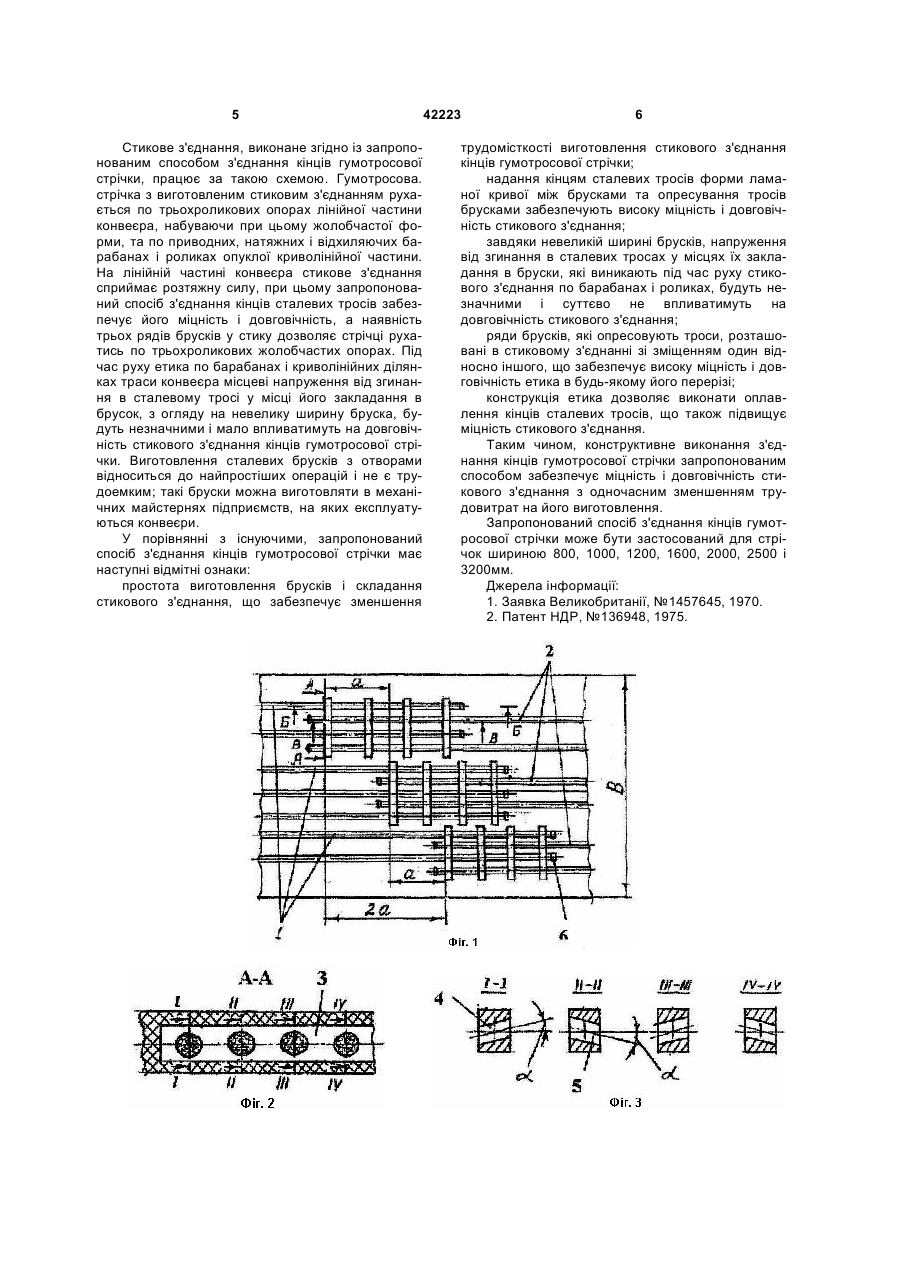
1. Спосіб з'єднання кінців гумотросової стрічки, що включає оброблення кінців, очищення сталевих тросів від гуми, попарне стикування протилежних кінців тросів та з'єднання кінців стрічки методом вулканізації, який відрізняється тим, що сталеві троси одного з'єднуваного кінця стрічки розміщені між сталевими тросами іншого в отворах сталевих брусків і ними опресовані, при цьому бруски на одному стику розподілені в три ряди, два крайніх і один середній, в кожному ряду вста 3 ремінним згинальним деформаціям, що суттєво зменшує міцність і довговічність стикового з'єднання. В основу корисної моделі поставлена задача підвищення міцності і довговічності стикового з'єднання кінців гумотросової стрічки та зменшення трудомісткості його виготовлення. Це досягається шляхом застосування в тиковому з'єднанні сталевих брусків з отворами проробленими через бічні вертикальні грані, осі яких у поперечних перерізах нахилені до горизонталі під кутом, почергово відкладеним в І і IV четвертях тригонометричного кола, при цьому сталеві троси з'єднуваних кінців стрічки вставлені в отвори, пророблені в брусках з нахилом до горизонталі під кутом, що відповідно, знаходиться в І і IV четвертях. Поставлена задача вирішується за рахунок того, що у відомому способі з'єднання кінців гумотросової стрічки, який включає оброблення кінців, очищення сталевих тросів від гуми, попарне стикування протилежних кінців тросів і з'єднання кінців стрічки методом вулканізації, згідно з даною корисною моделлю сталеві троси одного з'єднуваного кінця стрічки розміщені між сталевими тросами іншого в отворах сталевих брусків і ними опресовані, при цьому бруски на одному стику розподілені в три ряди, два крайніх і один середній, в кожному ряду встановлюється не менше трьох брусків, а в плані уздовж стрічки ряди розташовані уступами, утвореними рівномірним зміщенням в одному напрямку кожного наступного ряду відносно попереднього. Внаслідок того, що осі отворів, пророблених у кожному сталевому бруску, в поперечних перерізах нахилені відносно горизонталі під кутом, почергово відкладеним в І і IV четвертях тригонометричного кола, осі попарно зістикованих кінців сталевих тросів, вставлені в ці отвори, утворюють у повздовжніх перерізах стрічки вертикальними площинами ламані криві, які мають однакові конфігурацію і параметри, але перебувають у протифазі одна відносно іншої. Корисна модель пояснюється кресленнями, де на Фіг.1 - загальний вигляд стикового з'єднання (в плані); на Фіг.2 - розріз А-А Фіг.1; на Фіг.3 - розрізи Фіг.2 (бруска в площинах І-І, II-II, III-III і IV-IV); на Фіг.4 - розріз Б-Б Фіг.1; на Фіг.5 - розріз В-В Фіг.1. Спосіб з'єднання кінців гумотросової стрічки полягає в наступному. Сталеві троси 1 одного кінці стрічки і сталеві троси 2 іншого кінці вирізають на необхідну довжину із стрічки та очищують від гуми; після чого кінці тросів 1 і 2 пропускають через отвори в сталевих брусках 3, при цьому кінці тросів 1 розміщуються в отворах 4, пророблених в брусках з нахилом до горизонталі під кутом, відкладеним в І чверті тригонометричного кола, а кінці тросів 2 - в отворах 5, осі яких нахилені до горизонталі під тим же кутом, але відкладеним в IV чверті. Опресування кінців сталевих тросів 1 і 2 здійснюється сталевими брусками 3, розміщеними вертикально по відношенню до площини стрічки. Стикове з'єднан 42223 4 ня гумотросової стрічки складається із 3-х рядів опресовуючих брусків: С - середнього та К - двох крайніх рядів; середній ряд зміщений відносно крайніх на відстань a, крайні ряди розміщені один відносно іншого на відстані 2a. Розташування рядів опресовуючих брусків із зміщенням одного відносно іншого забезпечує високу міцність і надійність етика в будь-якому перерізі. Наявність трьох рядів опресовуючих брусків дозволяє стрічці утворювати в поперечному перерізі 3-х сторонній жолобчастий профіль при опиранні на трьохроликові опори, встановлені на робочій вітці конвеєра. В тих випадках, коли на робочій вітці будуть встановлені 4-х або 5-ти роликові опори кількість рядів опресовуючих брусків також повинна бути рівною 4-м або 5-ти. Після опресування сталевими брусками осі кінців 1 сталевих тросів утворюють ламану криву, показану на Фіг.4, а осі кінців 2 сталевих тросів ламану криву точно такої ж конфігурації з тими ж параметрами, але розміщену в протифазі (Фіг.5). На кінцях тросів після складання етика роблять зварні наплавки 6. Складений стик готують до вулканізації: обкладають сирою гумою 7, бавовняними прокладками 8 і зовнішнім захисним шаром гуми 9; вулканізують під пресом, в результаті чого конструкція етика стає аналогічною основній стрічці, що має ширину В. Сталеві бруски 3 можуть бути цілими, або складеними із окремих жорстко скріплених, наприклад, зварним способом, елементів. Величина кута а нахилу до горизонталі в поперечних перерізах брусків осей отворів 4 і 5, який при виготовленні отворів почергово відкладається в І і IV чвертях, визначається із умови вписування у проміжок між прокладками 8 етика габаритів з'єднуваних кінців сталевих тросів, пропущених через отвори в брусках і опресованих ними; звичайно кут а складає 10°...15°. Зістиковані кінці тросів 1 і 2 розтягуються силою S1 яка виникає в стрічці під час роботи конвеєра. В свою чергу навантаження від цієї сили сприймаються брусками 3: момент М1, створений силою натягу кінця троса 1, і момент М2, створений силою натягу кінця троса 2. Середні бруски в кожному ряду будуть навантажені однаковими моментами М1=М2, а крайні - різними, однак повороту крайніх брусків запобігатимуть пружножорсткі властивості сталевих тросів і завулканізованої гуми. Під час складання стикового з'єднання за відсутності натягу кінців тросів 1 і 2 моменти М1 і М2, спричинені жорсткістю сталевих тросів, рівні між собою для всіх брусків, що в свою чергу, забезпечує їх вертикальне розміщення перед вулканізацією. Міцність з'єднання кінців тросів з брусками забезпечується опресуванням тросів брусками та наданням кінцям тросів у стику форми ламаної кривої; завдяки цьому виривання кінця загумованого троса із брусків силою, яка виникає в стрічці під час роботи конвеєра, практично унеможливлюється. Таке зчленування кінців тросів забезпечує високий рівень міцності і надійності з'єднання кінців гумотросової стрічки. 5 Стикове з'єднання, виконане згідно із запропонованим способом з'єднання кінців гумотросової стрічки, працює за такою схемою. Гумотросова. стрічка з виготовленим стиковим з'єднанням рухається по трьохроликових опорах лінійної частини конвеєра, набуваючи при цьому жолобчастої форми, та по приводних, натяжних і відхиляючих барабанах і роликах опуклої криволінійної частини. На лінійній частині конвеєра стикове з'єднання сприймає розтяжну силу, при цьому запропонований спосіб з'єднання кінців сталевих тросів забезпечує його міцність і довговічність, а наявність трьох рядів брусків у стику дозволяє стрічці рухатись по трьохроликових жолобчастих опорах. Під час руху етика по барабанах і криволінійних ділянках траси конвеєра місцеві напруження від згинання в сталевому тросі у місці його закладання в брусок, з огляду на невелику ширину бруска, будуть незначними і мало впливатимуть на довговічність стикового з'єднання кінців гумотросової стрічки. Виготовлення сталевих брусків з отворами відноситься до найпростіших операцій і не є трудоемким; такі бруски можна виготовляти в механічних майстернях підприємств, на яких експлуатуються конвеєри. У порівнянні з існуючими, запропонований спосіб з'єднання кінців гумотросової стрічки має наступні відмітні ознаки: простота виготовлення брусків і складання стикового з'єднання, що забезпечує зменшення 42223 6 трудомісткості виготовлення стикового з'єднання кінців гумотросової стрічки; надання кінцям сталевих тросів форми ламаної кривої між брусками та опресування тросів брусками забезпечують високу міцність і довговічність стикового з'єднання; завдяки невеликій ширині брусків, напруження від згинання в сталевих тросах у місцях їх закладання в бруски, які виникають під час руху стикового з'єднання по барабанах і роликах, будуть незначними і суттєво не впливатимуть на довговічність стикового з'єднання; ряди брусків, які опресовують троси, розташовані в стиковому з'єднанні зі зміщенням один відносно іншого, що забезпечує високу міцність і довговічність етика в будь-якому його перерізі; конструкція етика дозволяє виконати оплавлення кінців сталевих тросів, що також підвищує міцність стикового з'єднання. Таким чином, конструктивне виконання з'єднання кінців гумотросової стрічки запропонованим способом забезпечує міцність і довговічність стикового з'єднання з одночасним зменшенням трудовитрат на його виготовлення. Запропонований спосіб з'єднання кінців гумотросової стрічки може бути застосований для стрічок шириною 800, 1000, 1200, 1600, 2000, 2500 і 3200мм. Джерела інформації: 1. Заявка Великобританії, №1457645, 1970. 2. Патент НДР, №136948, 1975. 7 Комп’ютерна верстка Н. Лиcенко 42223 8 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for connection of ends of rubber-cable strip
Автори англійськоюBondarev Serhii Valentynovych, Horbatenko Yurii Pavlovych
Назва патенту російськоюМетод соединения концов резинотросовой ленты
Автори російськоюБондарев Сергей Валентинович, Горбатенко Юрий Павлович
МПК / Мітки
МПК: F16G 3/00
Мітки: кінців, гумотросової, стрічки, з'єднання, спосіб
Код посилання
<a href="https://ua.patents.su/4-42223-sposib-zehdnannya-kinciv-gumotrosovo-strichki.html" target="_blank" rel="follow" title="База патентів України">Спосіб з’єднання кінців гумотросової стрічки</a>
Стикове механічне з’єднання кінців конвеєрної стрічки і прошивний пристрій для збирання елементів стикового механічного з’єднання кінців конвеєрної стрічки
Номер патенту: 63217
Опубліковано: 15.01.2004
Автори: КУЗНЕЦОВА ГАННА ОЛЕКСАНДРІВНА, КУЗНЕЦОВ ОЛЕКСАНДР СТЕПАНОВИЧ
МПК: F16G 3/00
Мітки: з'єднання, механічного, стикове, конвеєрної, стрічки, стикового, механічне, пристрій, збирання, кінців, елементів, прошивний
Формула / Реферат:
1. Стикове механічне з'єднання кінців конвеєрної стрічки, що містить еластичну накладку і прикріплені до кінців конвеєрної стрічки по всій ширині механічні з'єднувачі, яке відрізняється тим, що еластична накладка встановлена по всій поверхні стикового з'єднання і прикріплена щонайменше на одному кінці конвеєрної стрічки, спрямованому у бік за її рухом, при цьому механічні з'єднувачі розміщені у верхньому шарі гумової обкладки конвеєрної...
Механічний з`єднувач для з`єднання кінців конвеєрної стрічки
Номер патенту: 8628
Опубліковано: 15.08.2005
Автори: КУЗНЕЦОВ ОЛЕКСАНДР СТЕПАНОВИЧ, Ольхов Олександр Валерійович
МПК: F16G 3/00
Мітки: механічний, з'єднувач, з'єднання, конвеєрної, стрічки, кінців
Формула / Реферат:
Механічний з'єднувач для з'єднання кінців конвеєрної стрічки, виконаний у вигляді комплекту П-подібних скоб із прутка круглого перерізу, які мають з'єднані перемичкою ніжки зі скосами їх вістер, що проколюють стрічку, виконані конусоподібної форми, який відрізняється тим, що кожний кінець вістер ніжок, що проколює стрічку, відігнутий усередину П-подібної скоби, розташований на одній осі з внутрішньою бічною поверхнею відповідної йому ніжки,...
Вузол з’єднання кінців конвеєрної стрічки (варіанти)
Номер патенту: 67986
Опубліковано: 15.07.2004
Автор: КУЗНЕЦОВА ГАННА ОЛЕКСАНДРІВНА
МПК: F16G 3/00
Мітки: з'єднання, варіанти, конвеєрної, кінців, вузол, стрічки
Формула / Реферат:
1. Вузол з'єднання кінців конвеєрної стрічки, який включає механічний шарнір, виконаний у вигляді пластинчастого U-подібного з'єднувача, що має шарнірні петлі для з'єднання його із суміжним аналогічним пластинчастим U-подібним з'єднувачем за допомогою гнучкого стержня, а також має верхню і нижню основи, установлені з охопленням кінців конвеєрної стрічки, що з'єднуються, і нерухомо прикріплені до кожного кінця П-подібними скобами, перемички...
Механічний з’єднувач для з’єднання кінців конвеєрної стрічки
Номер патенту: 9128
Опубліковано: 15.09.2005
Автори: КУЗНЕЦОВ ОЛЕКСАНДР СТЕПАНОВИЧ, Ольхов Олександр Валерійович
МПК: F16G 3/00
Мітки: стрічки, кінців, з'єднання, конвеєрної, механічний, з'єднувач
Формула / Реферат:
Механічний з'єднувач для з'єднання кінців конвеєрної стрічки, виконаний у вигляді П-подібних скоб із прутка круглого перерізу, які мають з'єднані перемичкою ніжки з зовнішніми скосами їх вістер, що проколюють стрічку, який відрізняється тим, що скоси ніжок утворені відсіком конічної поверхні, обмеженої відсіканням її під гострим кутом від 25° до 45° до осі ніжки площиною, при цьому кінець вістря ніжки П-подібної скоби, що проколює стрічку, і...
Прошивний пристрій для збирання вузла з’єднання кінців конвеєрної стрічки
Номер патенту: 6854
Опубліковано: 16.05.2005
Автори: КУЗНЕЦОВ ОЛЕКСАНДР СТЕПАНОВИЧ, Ольхов Олександр Валерійович
МПК: F16G 3/00
Мітки: пристрій, вузла, прошивний, стрічки, кінців, збирання, конвеєрної, з'єднання
Формула / Реферат:
1. Прошивний пристрій для збирання вузла з'єднання кінців конвеєрної стрічки, що має корпус з касетами П-подібних скоб, у якому у вертикальній частині співвісно з ним встановлено бойок з можливістю подовжнього ходу для взаємодії його робочої поверхні з П-подібними скобами при їх запресовуванні, який відрізняється тим, що корпус виконаний - подібної форми, порожнини його...
Попередній патент: Система визначення оптимальних технологічних параметрів обробки різанням
Наступний патент: Спосіб вимірювання фазоамплітудної похибки систем і пристроїв
Випадковий патент: Система водовідведення господарчо-фекальних вод пасажирського вагона