Пристрій для індукційного розпресовування деталей
Номер патенту: 43365
Опубліковано: 10.08.2009
Автори: Півняк Геннадій Григорович, Дрешпак Наталія Станіславівна

Формула / Реферат
Пристрій для індукційного розпресовування циліндричних деталей, який включає індуктор, з'єднаний із джерелом живлення, який відрізняється тим, що має розміщену у внутрішній порожнині індуктора знімну секціоновану вимірювальну обмотку з додатковими виводами, виконану у вигляді соленоїда для розміщення на зовнішній поверхні деталі, що нагрівається, а крок намотування індуктора вибраний з умови рівності електрорушійних сил, наведених у секціях вимірювальної обмотки.
Текст
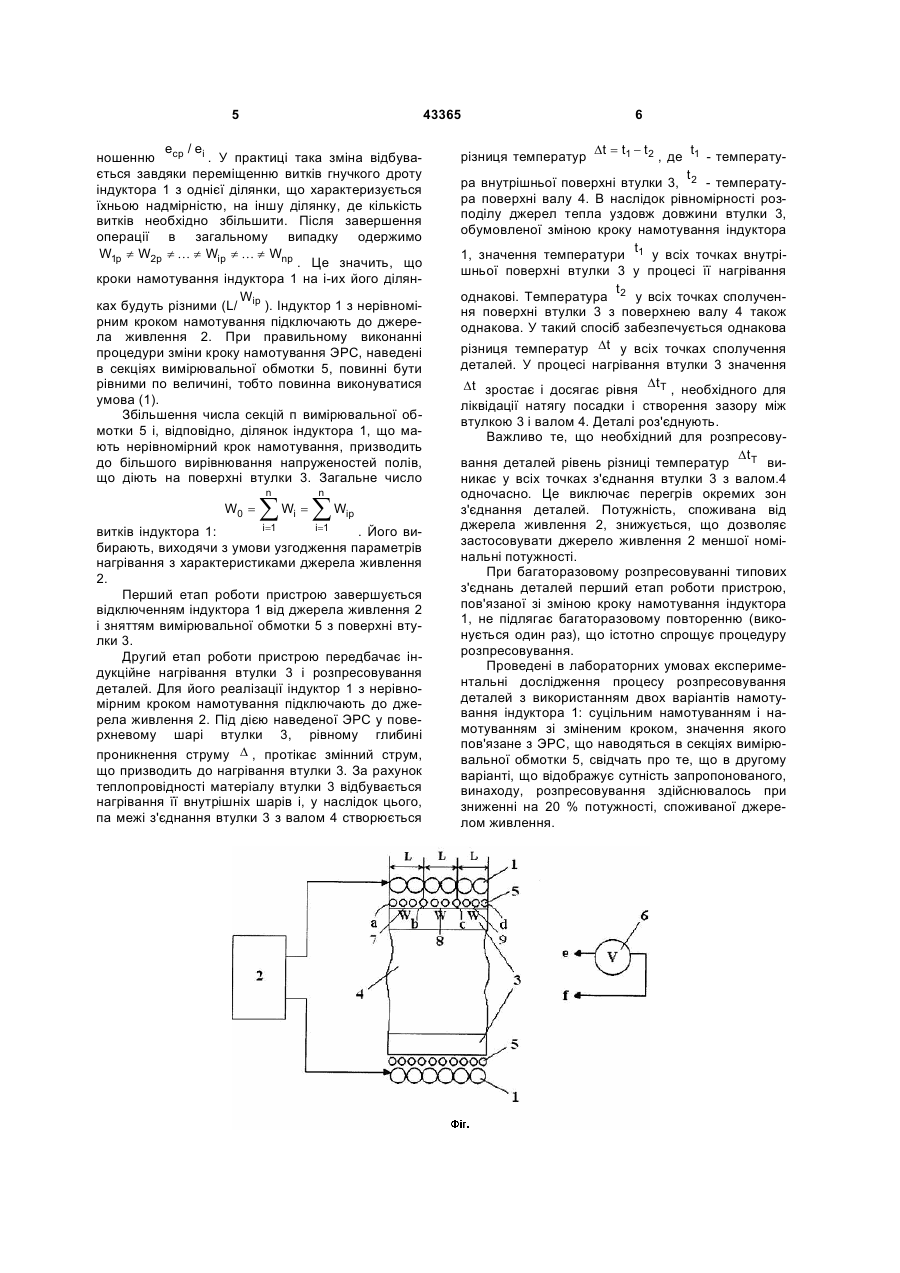
Пристрій для індукційного розпресовування циліндричних деталей, який включає індуктор, 3 цьому номінальна потужність джерела живлення, необхідного для реалізації процесу розпресовування, зростає. В основу корисної моделі поставлене завдання вдосконалення пристрою для розпресовування деталей, в якій шляхом включення нових елементів, використання особливостей їхнього конструктивного виконання, а також взаємного розташування досягається вирівнювання електромагнітного поля індуктора й, за рахунок цього, забезпечується зниження номінальної потужності джерела живлення, що сприяє зниженню його вартості. Задача вирішується тим, що відомий пристрій для індукційного розпресовування циліндричних деталей, який включає індуктор, з'єднаний із джерелом живлення, згідно в винаходом, має розмішену у внутрішній порожнині індуктора знімну секціоновану вимірювальну обмотку з додатковими виводами, виконану у вигляді соленоїда для розміщення на зовнішній поверхні деталі, що нагрівається, а крок намотування індуктора обраний з умови рівності електрорушійних сил. наведених у секціях вимірювальної обмотки. На Фіг. наведена схема запропонованого пристрою. Пристрій складається зі знімною індуктора 1, з'єднаного із джерелом живлення 2, що забезпечує протікання в індукторі 1 змінного синусоїдального струму. Індуктор 1 виконаний у вигляді соленоїда, у внутрішній порожнині якого розташована втулка 3. посаджена на вал 4 посадкою з натягом. По всій довжині втулки 3 на її поверхні розташована знімна секціонована вимірювальна обмотка 5 у вигляді соленоїда з виводами a, d, що має суцільне намотування і додаткові виводи b, с для виміру електрорушійних сил, наведених у кожній секції, за допомогою вольтметра 6, що мас виводи e, f. Кожна з послідовно включених секцій обмотки 5 має однакову кількісна витків W тонкого ізольованого дроту. На поверхні втулки розташовують декілька (n) секцій рівної довжини L (на малюнку показані три секції - 7, 8, 9). Індуктор 1 і втулка 3 мають однакову довжину. Це обумовлено тим, що у більшості конструктивних рішень, які використовують розглянуте з'єднання втулки 3 з валом 4, втулка 3 виконує роль бурту або бандажа, і тому в безпосередній близькості від неї можуть розміщуватися інші конструктивні елементи, які перешкоджають збільшенню розмірів індуктора 1. У роботі пристрою виділяють два етапи. На першому етапі забезпечують однозначний зв'язок між кроком намотування індуктора 1 на ділянках, що збігаються з розташуванням секцій вимірювальної обмотки, і значеннями ЭРС, що наводяться в цих секціях. Другий етап пов'язаний з нагріванням втулки 3. Перший етап викопують у наступній послідовності. Розташовують витки індуктора 1, виконаного гнучким дротом, рівномірно по всій його довжині. При цьому забезпечується однаковий крок намотування індуктора 1 на всіх його ділянках, що збігаються з розташуванням рівних по довжині (L) секцій вимірювальної обмотки 5. Крок намотування індуктора на і-ій ділянці дорівнює L/W і, де Wі 43365 4 кількість витків індуктора на і-ій ділянці (і=1........n). Таким чином, W 1=W2=...=W i=...=W n. Підключають індуктор 1 до джерела живлення 2. По обмотці індуктора 1 протікає змінний синусоїдальний струм, що наводить електрорушійні сили (ЭРС) у поверхневому шарі втулки 3 і в секціях вимірювальної обмотки 5. За. допомогою вольтметра 6, підключаючись виводами e, f до виводів секцій вимірювальної обмотки 5 (а, b потім b, с потім c, d) (e ) вимірюють значення ЭРС i кожної секції. (e ) Значення наведених ЭРС i однозначно пов'язані з напруженостями електричного і магнітного полів, що діють на поверхні втулки 3 у відповідних зонах розташування секцій вимірювальної обмотки. Так, наприклад, напруженість електричE ного ноля в зоні і-ої секцій i знаходять, користуючись залежністю: Ei = ei / 2pRW , де R - зовнішній радіус втулки 3. Питомі (відносяться до одиниці площі поверхні втулки 3) значення активної поверхневої потужності в різних зонах індукційного нагрівання однозначно пов'язані зі значеннями напруженостей електEi ричного поля у цих зонах . Тому при рівномірному розподілі джерел тепла уздовж довE (e ) жини втулки значення i , і отже, ЭРС i у всіх секціях вимірювальної обмотки 5 повинні бути однаковими: ei = e2 = K = ei = K = en (1) Таким чином, шляхом зміни кроків намотування індуктора 1 на його окремих ділянках, що відповідають розташуванню секцій вимірювальної обмотки 5, можна досягти рівності ЭРС у всіх секціях вимірювальної обмотки і забезпечити рівномірність розподілу джерел тепла. Процедуру зміни кроків намотування індуктора 1 на його окремих ділянках виконують у такий спосіб. Знаходять середнє значення ЭРС, наведених у секціях вимірювальної обмотки 1 і виміряних вольтметром 6: ecp = 1 n n åe i i=1 (2) Потім, змінюючи розташування витків індуктора 1, реалізують розрахункове значення кількості W витків ip па кожній ділянці індуктора 1, що збігається з розташуванням відповідної секції вимірюWip вальної обмотки 5. Розрахункове значення обчислюють по формулі: ecp Wip = Wi × ei (3) e e Таким чином, якщо cp перевищує i , та кільW кість витків ip на ділянці індуктора 1, що відповідає розташуванню і-ой секції обмотки 5, збільшують. У противному випадку зменшують. Причому зміну кількості витків здійснюють пропорційно від 5 43365 e /e ношенню cp i . У практиці така зміна відбувається завдяки переміщенню витків гнучкого дроту індуктора 1 з однієї ділянки, що характеризується їхньою надмірністю, на іншу ділянку, де кількість витків необхідно збільшити. Після завершення операції в загальному випадку одержимо W1p ¹ W2p ¹ K ¹ Wip ¹ K ¹ Wnp . Це значить, що кроки намотування індуктора 1 на і-их його ділянW ках будуть різними (L/ ip ). Індуктор 1 з нерівномірним кроком намотування підключають до джерела живлення 2. При правильному виконанні процедури зміни кроку намотування ЭРС, наведені в секціях вимірювальної обмотки 5, повинні бути рівними по величині, тобто повинна виконуватися умова (1). Збільшення числа секцій п вимірювальної обмотки 5 і, відповідно, ділянок індуктора 1, що мають нерівномірний крок намотування, призводить до більшого вирівнювання напруженостей полів, що діють на поверхні втулки 3. Загальне число n W0 = n åW = åW i ip i= 1 i= 1 витків індуктора 1: . Його вибирають, виходячи з умови узгодження параметрів нагрівання з характеристиками джерела живлення 2. Перший етап роботи пристрою завершується відключенням індуктора 1 від джерела живлення 2 і зняттям вимірювальної обмотки 5 з поверхні втулки 3. Другий етап роботи пристрою передбачає індукційне нагрівання втулки 3 і розпресовування деталей. Для його реалізації індуктор 1 з нерівномірним кроком намотування підключають до джерела живлення 2. Під дією наведеної ЭРС у поверхневому шарі втулки 3, рівному глибині проникнення струму D , протікає змінний струм, що призводить до нагрівання втулки 3. За рахунок теплопровідності матеріалу втулки 3 відбувається нагрівання її внутрішніх шарів і, у наслідок цього, па межі з'єднання втулки 3 з валом 4 створюється різниця температур 6 Dt = t1 - t 2 , де t1 t2 - температу ра внутрішньої поверхні втулки 3, - температура поверхні валу 4. В наслідок рівномірності розподілу джерел тепла уздовж довжини втулки 3, обумовленої зміною кроку намотування індуктора t 1, значення температури 1 у всіх точках внутрішньої поверхні втулки 3 у процесі її нагрівання t однакові. Температура 2 у всіх точках сполучення поверхні втулки 3 з поверхнею валу 4 також однакова. У такий спосіб забезпечується однакова різниця температур Dt у всіх точках сполучення деталей. У процесі нагрівання втулки 3 значення Dt зростає і досягає рівня Dt T , необхідного для ліквідації натягу посадки і створення зазору між втулкою 3 і валом 4. Деталі роз'єднують. Важливо те, що необхідний для розпресовуDt T вання деталей рівень різниці температур виникає у всіх точках з'єднання втулки 3 з валом.4 одночасно. Це виключає перегрів окремих зон з'єднання деталей. Потужність, споживана від джерела живлення 2, знижується, що дозволяє застосовувати джерело живлення 2 меншої номінальні потужності. При багаторазовому розпресовуванні типових з'єднань деталей перший етап роботи пристрою, пов'язаної зі зміною кроку намотування індуктора 1, не підлягає багаторазовому повторенню (виконується один раз), що істотно спрощує процедуру розпресовування. Проведені в лабораторних умовах експериментальні дослідження процесу розпресовування деталей з використанням двох варіантів намотування індуктора 1: суцільним намотуванням і намотуванням зі зміненим кроком, значення якого пов'язане з ЭРС, що наводяться в секціях вимірювальної обмотки 5, свідчать про те, що в другому варіанті, що відображує сутність запропонованого, винаходу, розпресовування здійснювалось при зниженні на 20 % потужності, споживаної джерелом живлення. 7 Комп’ютерна верстка Д. Шеверун 43365 8 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for induction pressing-out components
Автори англійськоюPivniak Hennadii Hryhorovych, Dreshpak Natalia Stanislavivna
Назва патенту російськоюУстройство для индукционной распрессовки деталей
Автори російськоюПивняк Геннадий Григорьевич, Дрешпак Наталья Станиславовна
МПК / Мітки
МПК: B23P 19/02
Мітки: індукційного, розпресовування, деталей, пристрій
Код посилання
<a href="https://ua.patents.su/4-43365-pristrijj-dlya-indukcijjnogo-rozpresovuvannya-detalejj.html" target="_blank" rel="follow" title="База патентів України">Пристрій для індукційного розпресовування деталей</a>
Пристрій для розпресовування вузлів металургійного обладнання

Номер патенту: 36803
Опубліковано: 10.11.2008
Автори: Шахов В'ячеслав Олексійович, Воробйов Андрій Олексійович, Убийкінь Валерій Васильович, Трохін Олександр Володимирович
МПК: B60S 5/00
Мітки: розпресовування, пристрій, металургійного, вузлів, обладнання
Формула / Реферат:
1. Пристрій для розпресовування вузлів металургійного обладнання, що містить гідравлічний циліндр і стяжну скобу, який відрізняється тим, що стяжна скоба виконана із прокатного листа товщиною 80-100 мм, симетрично поздовжній осі якого виконаний фігурний виріз, усередині якого жорстко закріплений гідравлічний циліндр за допомогою кріпильних ребер, причому прокатний лист жорстко з'єднаний з опорними вертикальними стійками, посиленими ребрами й...
Спосіб керування індукційним розпресовуванням деталей
Номер патенту: 43339
Опубліковано: 10.08.2009
Автори: Півняк Геннадій Григорович, Дрешпак Наталія Станіславівна
МПК: B23P 19/02
Мітки: деталей, керування, спосіб, індукційним, розпресовуванням
Формула / Реферат:
Спосіб керування індукційним розпресовуванням однотипних циліндричних деталей, який включає зміну в процесі нагрівання деталі частоти слідування імпульсів струму синусоїдальної форми, що протікає в індукторі, який відрізняється тим, що попередньо визначають і задають максимальне значення частоти слідування імпульсів струму, температуру зовнішньої поверхні деталі, що нагрівають, далі здійснюють нагрівання деталі до заданого значення...
Пристрій індуктивного нагріву деталей складної форми
Номер патенту: 25365
Опубліковано: 10.08.2007
Автори: Клочко Вадим Олександрович, Дука Анатолій Костянтинович, Арпентьєв Борис Михайлович
МПК: H05B 6/36
Мітки: форми, нагріву, пристрій, індуктивного, деталей, складної
Формула / Реферат:
1. Пристрій індукційного нагріву деталей складної форми, що містить індуктор соленоїда з багатовитковою котушкою, яка по контуру близька формою до контуру деталі, що нагрівається, який відрізняється тим, що величини зазору між внутрішньою поверхнею багатовиткової котушки і зовнішньою циліндричною поверхнею деталі, що нагрівається, зворотно пропорційні до термічного опору деталі, що нагрівається, в радіальному напрямі до центра посадочної...
Спосіб індукційного нагрівання
Номер патенту: 11371
Опубліковано: 15.12.2005
Автор: Корда Микола Пилипович
МПК: H05B 6/06
Мітки: нагрівання, індукційного, спосіб
Формула / Реферат:
Спосіб індукційного нагрівання, при якому генерують електричні імпульси і подають їх на індукційні печі, який відрізняється тим, що генерують електричні імпульси з частотою, кратною кількості індукційних печей, а подають електричні імпульси послідовно відносно індукційних печей.
Індукційний зварювальний пристрій і спосіб індукційного зварювання для виготовлення упаковок з розливними харчовими продуктами
Номер патенту: 81801
Опубліковано: 11.02.2008
Автори: Меландрі Антоніо, Джавед Саквіб, Галавотті Джорджіо, Феррарі Клаудіо
МПК: B29C 65/02, B65B 57/00, B65B 51/22
Мітки: індукційний, виготовлення, зварювальний, продуктами, розливними, пристрій, зварювання, спосіб, індукційного, харчовими, упаковок
Формула / Реферат:
1. Індукційний зварювальний пристрій, який виконаний з можливістю використання для виготовлення упаковок з розливними харчовими продуктами шляхом поперечного зварювання труби (13) з листового пакувального матеріалу, котрий містить щонайменше один шар (12) індукційно-нагрівного матеріалу, покритого пластичним матеріалом (16), причому зварювальний пристрій містить:- генеруючі засоби для генерування сигналу
Попередній патент: Спосіб сейсмічної діагностики геодинамічного стану гірського масиву в області очисної виробки
Наступний патент: Муфта пружна
Випадковий патент: Пристрій для збереження, транспортування і розливу напоїв