Пристрій для виготовлення зубних протезів
Формула / Реферат
1. Пристрій для виготовлення зубних протезів, що містить силовий механізм, робочу перекладку, основу та установлені на основу роз'ємну кювету із завантажувальною камерою, в якій розміщені капсула з термопластичним матеріалом та розташованим над нею прецизійним поршнем, та дві вертикальні стійки, змонтовані на основі з обох боків кювети, на яких установлена робоча перекладка, на якій змонтований силовий механізм, контактно зв'язаний з прецизійним поршнем, який відрізняється тим, що силовий механізм виконаний у вигляді пневмоциліндра та двох трубопроводів, зв'язаних із відповідними його порожнинами, відокремленими поршнем, зв'язаним зі штоком, який має можливість проходити у завантажувальну камеру до контакту з прецизійним поршнем.
2. Пристрій за п. 1, який відрізняється тим, що силовий механізм оснащений розподільником, закріпленим на робочій перекладці.
3. Пристрій за п. 1, який відрізняється тим, що пневмоциліндр змонтований по центру робочої перекладки за допомогою штанг, жорстко закріплених на перехідній планшайбі, яка жорстко закріплена на втулці, що, в свою чергу, жорстко закріплена у центрі робочої перекладки.
Текст
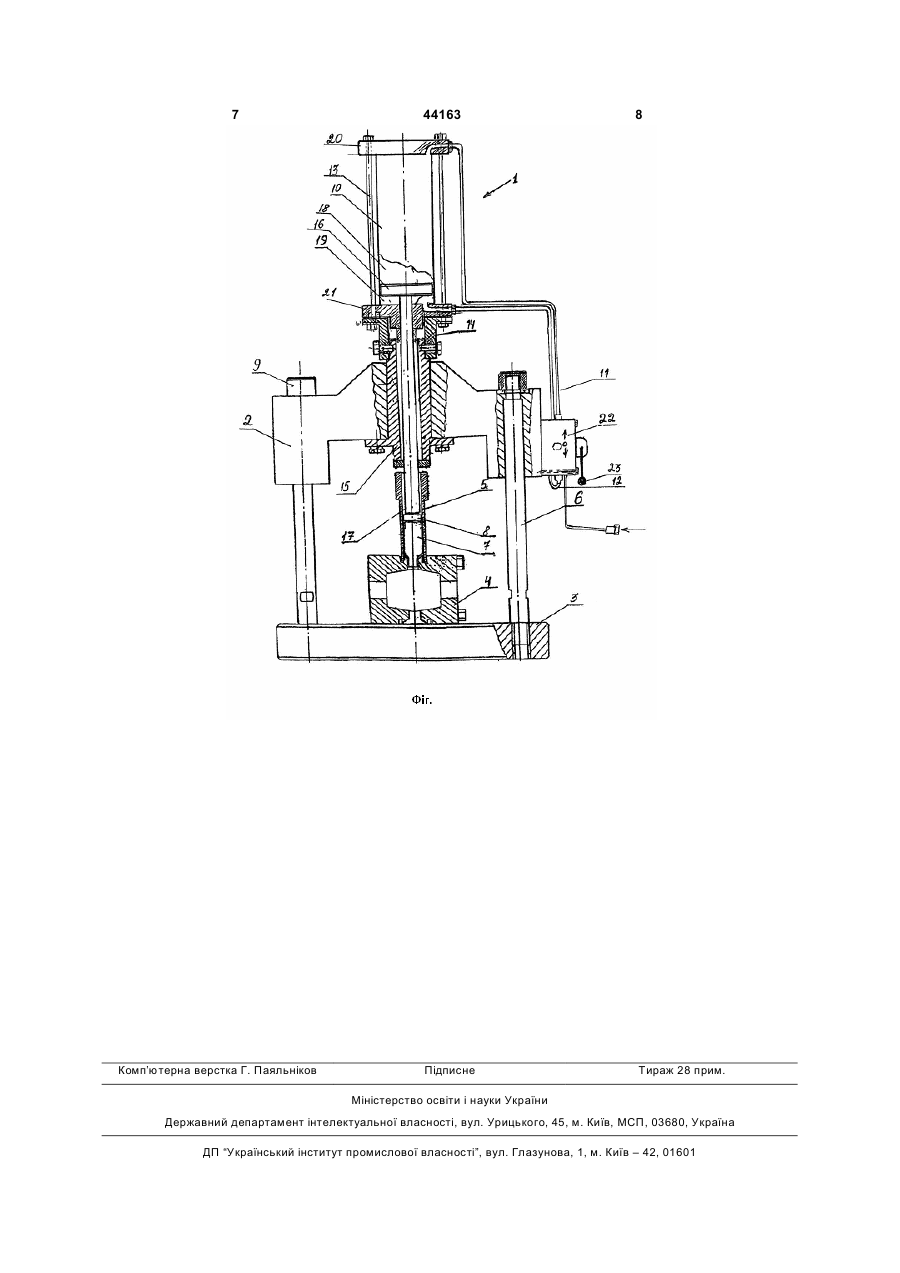
1. Пристрій для виготовлення зубних протезів, що містить силовий механізм, робочу перекладку, основу та установлені на основу роз'ємну кювету із завантажувальною камерою, в якій розміщені капсула з термопластичним матеріалом та розташованим над нею прецизійним поршнем, та дві вертикальні стійки, змонтовані на основі з обох боків кювети, на яких установлена робоча перекладка, на якій змонтований силовий механізм, контактно зв'язаний з прецизійним поршнем, який 3 44163 4 надає подальший поступовий тиск, що забезпечує наступний поворот рукоятки може здійснювати надходження пластмаси у кювету з метою компентиск, який буде відрізнятися від попередніх або сації та усадки. подальших тисків на термопластичний матеріал Недоліком зазначеного рішення є те, що: через кювету. Таким чином, подання матеріалу - неможливо створити рівномірний тиск по вручну не може забезпечити його прискорену та всьому периметру та по всій поверхні кювети з-за рівномірну швидкість, що сприяє нерівномірному того, що кювета затискується стаканом, наслідком охолодженню підігрітого термопластичного матечого є можливість створення перекосу та відповідріалу і тому матеріал надходить до кювети шарано порушення товщини готового виробу протезу. ми з різними температурами. Наслідком цього є За межами периметру протезу появляється облой; нерівномірна за температурою подача термоплас- неможливо створити високий тиск, необхідти у кювету, що не сприяє отриманню щільного ний для створення щільного виробу, так як через виробу з точними розмірами та чіткою поверхнею ливники є постійне витікання пластмаси; протезу. - неможливість забезпечення регулювання тиЗадачею корисної моделі є удосконалення ску у кюветі, наслідком чого є неможливість урахупристрою для виготовлення зубних протезів, в вання усадки для отримання чіткої поверхні протеякому шляхом забезпечення можливості викорисзу; тання пневматичної системи для подачі підігрітого - неможливо отримати виріб із точними розмітермопластичного матеріалу до кювети досягають рами, чіткою поверхнею і рівномірною щільністю можливість швидкої та рівномірної подачі матеріапо всьому об'єму, так як подача розігрітої пластлу, що сприяє отриманню однорідного за темперамаси у кювету відбувається під час прокручування турою матеріалу та, відповідно, виготовленню гвинта. Проте прокручування гвинта відбувається щільного виробу з точними розмірами та чіткою не постійно, а з перервами, під час яких для можповерхнею протезу. ливості прокручування гвинта треба поміняти поПоставлена задача вирішується тим, що у ложення рук. За цей час пластмаса охолоджується пристрої для виготовлення зубних протезів, що і тому пластмаса надходить до кювети порціями з містить силовий механізм, робочу перекладину, різними температурами. основу та установлені на основу роз'ємну кювету Найбільш близьким до пристрою, що заявляіз завантажувальною камерою, в якій розміщені ється, є пристрій для виготовлення зубних протекапсула з термопластичним матеріалом та розтазів, що містить силовий механізм, робочу переклашованим над нею прецизійним поршнем, та дві дину, основу та установлені на основу роз'ємну вертикальні стійки, змонтовані на основі з обох кювету із завантажувальною камерою, в якій розбоків кювети, на яких установлена робоча переміщені капсула з термопластичним матеріалом та кладина, на якій змонтований силовий механізм, розташованим над нею прецизійним поршнем, та контактно зв'язаний з прецизійним поршнем, згідно дві вертикальні стійки, змонтовані на основі з обох корисної моделі, силовий механізм виконаний у боків кювети, на яких з можливістю зворотновигляді пневмоциліндру та двох трубопроводів, поступального руху у вертикальному напрямку зв'язаних із відповідними його порожнинами, відоустановлена робоча перекладина та кожна з яких кремленими поршнем, зв'язаним зі штоком, який у верхній частині оснащена пружиною, що упирамає можливість проходити у завантажувальну кається у робочу перекладину, на якій змонтований меру до контакту з прецизійним поршнем. силовий механізм, контактно зв'язаний з прецизійПри цьому силовий механізм оснащений розним поршнем. При цьому через центр перекладиподільником, закріпленим на робочій перекладині, ни через маточну гайку, закріплену на втулці, жора пневмоциліндр змонтований по центру робочої стко встановленій у перекладину, проходить гвинт перекладини за допомогою штанг, жорстко закріп[див. корисну модель UA №27085, МПК А61С лених на перехідній планшайбі, яка жорстко закрі13/20, публ. 17.07.2007, заявник Кедровський Г.І.]. плена на втулці, жорстко закріпленій, в свою чергу, Для роботи пристрою кювету у зібраному виу центрі робочої перекладини. гляді з двох частин, установлюють на основу під Виконання силового механізму у вигляді пневробочою перекладиною. На посадочне гніздо кюмоциліндру та двох трубопроводів з відповідними вети установлюють завантажувальну камеру. зв'язками його з робочою перекладиною та з конЦентральний гвинт опускають донизу до контакту тактом його штоку з прецизійним поршнем заванштока з прецизійним поршнем. тажувальної камери забезпечують швидкісне та Маточну гайку за допомогою рукояток вручну рівномірне подання розігрітого термопластичного обертають навколо центрального гвинта. В рематеріалу до кювети, що сприяє отриманню однозультаті цього гвинт переміщається донизу і шторідного за температурою матеріалу та відповідно ком тисне через поршень у завантажувальній кавиготовленню щільного виробу з точними розмімері на термопластичний матеріал - робочий рами та чіткою поверхнею протезу. матеріал, розташований к капсулі. По мірі зросСуть корисної моделі пояснюється, креслентання тиску розплавлена маса термопластичного ням, де схематично зображений пристрій для виматеріалу із завантажувальної камери надходить у готовлення зубних протезів. кювету та заповнює її порожнину. Пристрій для виготовлення зубних протезів міНедоліком зазначеного пристрою є залежність стить силовий механізм 1, робочу перекладину 2, подання термопластичного матеріалу у кювету від основу 3 та установлені на основі 3 роз'ємну кювелюдського фактору, а саме від рівномірності тиску ту 4 із завантажувальною камерою 5 та дві вертируки людини через рукоятки штоком на поршень і кальні стійки 6, змонтовані з обох боків кювети 4. відповідно на капсулу з термопластичним. Кожний 5 44163 6 Роз'ємна кювета 4 складається із двох частин, За допомогою розподільника 22 шток 17 опусскріплених між собою чотирма болтами для попекають донизу до контакту його з прецизійним поредження розкриття під дією тиску в середині кюршнем 8. вети під час лиття. З протилежних боків у кюветі Переміщають рукоятку 23 розподільника 22 виконані конусоподібні ливникові отвори, а в донизу. При цьому повітря по трубопроводу 11 центрі - посадочне гніздо (на кресленні не показанадходить у верхню порожнину 18, в результаті ні). чого поршень 16 та відповідно шток 17 переміщаУ завантажувальній камері 5 розміщені капсуються донизу, витискаючи повітря з порожнини 19 ла 7 з термопластичним матеріалом та розташочерез трубопровід 12, і шток 17 натискає на капсуваний над нею прецизійний поршень 8. Вихідна лу 7 і далі на кювету 4. По мірі зростання тиску під частина капсули 7 має конусоподібну форму. дією стиснутого повітря, що надходить у пневмоРобоча перекладина 2 установлена на стійках циліндр 10, зростає тиск на капсулу 7 з розігрітим 6 та закріплена спеціальною гайкою 9. термопластичним матеріалом. Коли тиск на зросНа робочій перекладині 2 змонтований силотання тиску капсула 7 з термопластичним матерівий механізм 1, виконаний у вигляді пневмоциліналом деформується, розривається у нижній її часдру 10 та двох трубопроводів 11 та 12. тині у місці входу до кювети 4, і розплавлена маса Пневмоциліндр 10 змонтований по центру рочерез конусоподібні ливникові отвори заповнює бочої перекладини 2 за допомогою штанг 13, жорпорожнину кювети 4 Ливникові отвори функціонустко закріплених на перехідній планшайбі 14, яка ють як екструдер, в якому вміщується матеріал з за допомогою кріпильних елементів жорстко закрівідповідним барвником і видаляються пухирці поплена на верхній частині втулки 15, що, в свою вітря. чергу, нижньою частиною жорстко закріплена у В цей час стиснуте повітря підтримує постійцентрі робочої перекладини 2. ний тиск у кюветі 4 і розплавлений матеріал витіПневмоциліндр 10 має поршень 16 та шток 17. кає із завантажувальної камери 2 з рівномірною Поршень 16 відокремлює між собою порожнини 18 (постійною) швидкістю. Це виключає появу розвота 19, кожна з яких через верхнє та нижнє днище дів і хвиль на поверхні виробу. Коли введення ма20 та 21 зв'язана з із трубопроводом 11 та 12 відтеріалу у кювету 4 закінчиться, завдяки тиску, що повідно. утворився у пневмоциліндрі, матеріал залишаєтьШток 17 за довжиною має можливість прохося під тиском до застигання, чим компенсує усаддити у завантажувальну камеру 5 до контакту з ку. За допомогою розподільника 22 повітря з попрецизійним поршнем 8. рожнини 18 виходить через трубу 11 верхнього Силовий механізм 1 оснащений розподільниднища 20 і поршень 16 і відповідно шток 17 підніком 22, закріпленим на робочій перекладині 2, для маються догори. можливості керування ходом поршня 16. Таким чином, використання у силовому мехаПристрій оснащений рукояткою 23 для вклюнізмі пневматичної системи для подачі підігрітого чення пневмоциліндру 10. термопластичного матеріалу до кювети 4 зменшує Для виготовлення зубних протезів використочас інжекції, запобігає пошарової подачі матеріалу вують ливневі пластмаси такі як поліпропілен, до кювети 4, яка відбувається у прототипі вручну нейлон, ацеталь, акрилополімер та акрилові пласпри подачі його за допомогою обертання рукояток тмаси. (наслідком чого є його нерівномірне пошарове Пристрій для виготовлення зубних протезів охолодження), тобто надає можливість здійснити працює таким чином. швидку та рівномірну подачу матеріалу, та сприяє Кювету 4 у зібраному вигляді з двох частин, отриманню однорідного за температурою матеріаустановлюють на основу 3 під робочою переклалу та, як результат, виготовленню щільного виродиною 2. На посадочне гніздо кювети 4 установбу з точними розмірами та чіткою поверхнею пролюють завантажувальну камеру 5 із розігрітою тезу. Крім того, запропоноване рішення дозволяє капсулою 7 з термопластичним матеріалом. При спростити конструкцію пристрою в цілому і тим цьому за капсулу обирали стандартні алюмінієві самим підвищити його надійність за рахунок відтуби діаметром 22, 25 або 28 мм. В них засипали мови від елементів і зв'язків між ними, необхідних необхідну кількість гранул термопластичного мадля створення замкненого силового поля для дотеріалу медичної чистоти. Тубу закривали алюмісягнення рівномірного розподілу тиску на термонієвим ковпачком, краї завальцьовували. пластичний матеріал. 7 Комп’ютерна верстка Г. Паяльніков 44163 8 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for making of dentures
Автори англійськоюKedrovskyi Henadii Ivanovych
Назва патенту російськоюУстройство для изготовления зубных протезов
Автори російськоюКедровский Геннадий Иванович
МПК / Мітки
МПК: A61C 13/20
Мітки: виготовлення, пристрій, зубних, протезів
Код посилання
<a href="https://ua.patents.su/4-44163-pristrijj-dlya-vigotovlennya-zubnikh-proteziv.html" target="_blank" rel="follow" title="База патентів України">Пристрій для виготовлення зубних протезів</a>
Пристрій для виготовлення зубних протезів
Номер патенту: 27097
Опубліковано: 10.10.2007
Автор: Кедровський Геннадій Іванович
МПК: A61C 13/20
Мітки: зубних, пристрій, виготовлення, протезів
Формула / Реферат:
1. Пристрій для виготовлення зубних протезів, що містить роз'ємну кювету, завантажувальну камеру з поршнем та прес, який відрізняється тим, що завантажувальна камера містить капсулу, заповнену термопластичним матеріалом, з якою має можливість контактувати поршень, а кювета має посадочне місце, яке за формою відповідає вихідній частині капсули.2. Пристрій для виготовлення зубних протезів за п. 1, який відрізняється тим, що капсула...
Пристрій для виготовлення зубних протезів
Номер патенту: 27085
Опубліковано: 10.10.2007
Автор: Кедровський Геннадій Іванович
МПК: A61C 13/20
Мітки: виготовлення, протезів, пристрій, зубних
Формула / Реферат:
Пристрій для виготовлення зубних протезів, що містить рознімну кювету, завантажувальну камеру з поршнем та прес, що складається з основи, на якій з обох боків кювети встановлені дві вертикальні стійки, на яких з можливістю зворотно-поступального руху у вертикальному напрямку установлена робоча перекладина, та гвинта, що проходить через центр перекладини, який відрізняється тим, що гвинт у верхній частині проходить через маточну гайку,...
Спосіб виготовлення знімних зубних часткових пластинкових протезів
Номер патенту: 47633
Опубліковано: 15.07.2002
Автори: Зінов'єв Геннадій Іванович, Єгоров Євген Юрійович, Шендрик Микола Миколайович, Суржанський Станіслав Костянтинович
МПК: A61C 13/00
Мітки: часткових, виготовлення, знімних, зубних, протезів, спосіб, пластинкових
Формула / Реферат:
Спосіб виготовлення знімних зубних часткових пластинкових протезів, що включає виготовлення гіпсових моделей, установлення в оклюдатор, виготовлення воскової композиції протеза, перевірку конструкції, гіпсування в кюветі за зворотним способом, поступове формування жорсткої та м'якої пластмаси, який відрізняється тим, що після перевірки конструкції протеза, гіпсові зуби на моделі підрізають з вестибулярного боку по шийці на 1/3, відламують,...
Спосіб виготовлення пластмасових зубних протезів
Номер патенту: 35105
Опубліковано: 15.03.2001
Автори: Варес Евальд Янович, Варес Ян Евальдович, Нагурний Василь Анатолієвич, Гуменюк Ольга Михайлівна, Нідаль Амін Або Обейд
МПК: A61C 13/08
Мітки: протезів, зубних, пластмасових, спосіб, виготовлення
Формула / Реферат:
1. Спосіб виготовлення пластмасових зубних протезів, який включає виготовлення гіпсової форми та її зміцнення, розміщенням її в металічній кюветі, ізоляцією поверхні гіпсу, введення в форму пластмаси через канал гіпсової форми та звільнення готового протеза від гіпсу, який відрізняється тим, що гіпсову форму зміцнюють шляхом замішування гіпсу на намагніченій воді з яєчним білком у співвідношенні 1:30, ізолюють поверхню гіпсу шаром...
Спосіб виготовлення покривних знімних пластинкових зубних протезів
Номер патенту: 52443
Опубліковано: 16.12.2002
Автори: Лещук Євген Степанович, Лещук Степан Євгенович
МПК: A61C 13/00
Мітки: зубних, виготовлення, пластинкових, протезів, знімних, спосіб, покривних
Формула / Реферат:
Спосіб виготовлення знімних пластинкових зубних протезів, що полягає в тому, що за гіпсовою моделлю виготовляють базис, виконують ливникові канали для заповнення еластичною пластмасою, проводять постановку зубів та моделювання базису, загіпсовують гіпсову модель з базисом у рознімну кювету, витравляють віск, охолоджують та моделюють віск, пресують базисну пластмасу, кювету роз'єднують, забирають залишки пластмаси та воску, формують еластичну...
Попередній патент: Магнітний двигун вд-1
Наступний патент: Спосіб проведення електрофорезу, переважно при лікуванні гострого гематогенного остеомієліту
Випадковий патент: Олійний бальзам