Спосіб виготовлення зварного нероз’ємного багатогранного об’ємного корпусного виробу з обмеженим доступом до внутрішніх граней
Номер патенту: 45535
Опубліковано: 10.11.2009
Автори: Притула Сергій Іванович, Любенко Сергій Віталійович, Сидоренко Костянтин Олександрович, Пономарьов Віктор Григорович, Плотников Олександр Кузьмич, Воропай Олександр Миколайович
Формула / Реферат
1. Спосіб виготовлення зварного нероз'ємного багатогранного об'ємного корпусного виробу з обмеженим доступом до внутрішніх граней, що включає операції складання, зварювання й контролю розмірів укрупнених нероз'ємних складальних одиниць, з яких на стенді загального складання збирають і зварюють об'ємний корпусний виріб, який відрізняється тим, що укрупнені складальні одиниці попередньо збирають і зварюють на спеціалізованих стендах.
2. Спосіб за п. 1, який відрізняється тим, що форму й розміри окремих укрупнених нероз'ємних складальних одиниць вибирають за критерієм забезпечення відкритого й зручного для проведення зварювальних операцій доступу до внутрішніх граней цих складальних одиниць, що забезпечує необхідну якість і підвищення продуктивності зварювання, а також зниження вимог до кваліфікації зварників.
3. Спосіб за п. 1, який відрізняється тим, що спеціалізовані стенди виконані поворотними з можливістю обертання навколо горизонтальної осі на довільні кути.
4. Спосіб за пп. 1, 3, який відрізняється тим, що спеціалізовані стенди виконані з можливістю переналагодження фіксуючих елементів.
Текст
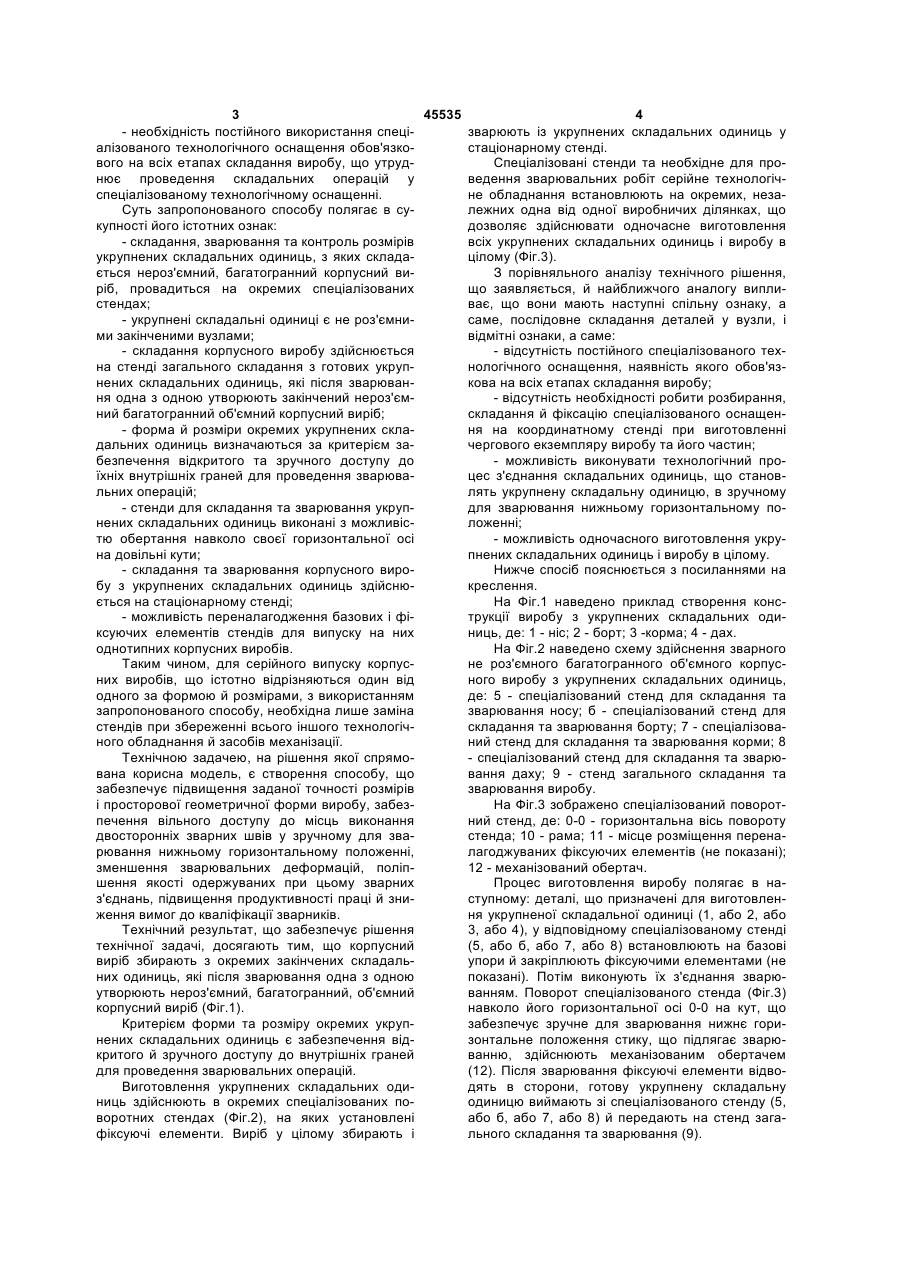
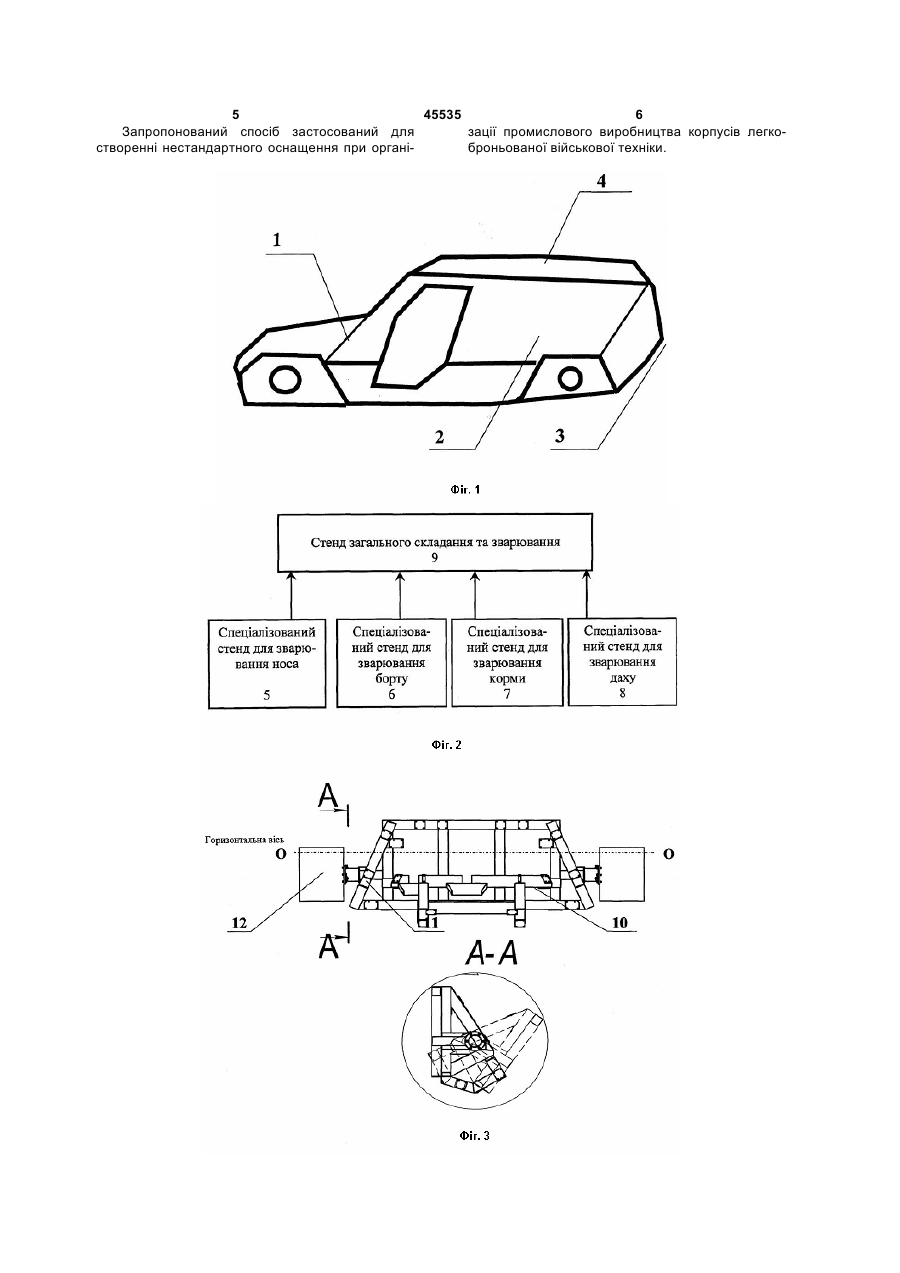
1. Спосіб виготовлення зварного нероз'ємного багатогранного об'ємного корпусного виробу з обмеженим доступом до внутрішніх граней, що включає операції складання, зварювання й контролю розмірів укрупнених нероз'ємних складальних одиниць, з яких на стенді загального складання збирають і зварюють об'ємний корпусний виріб, який відрізняється тим, що укрупнені складальні 3 45535 4 - необхідність постійного використання спецізварюють із укрупнених складальних одиниць у алізованого технологічного оснащення обов'язкостаціонарному стенді. вого на всіх етапах складання виробу, що утрудСпеціалізовані стенди та необхідне для пронює проведення складальних операцій у ведення зварювальних робіт серійне технологічспеціалізованому технологічному оснащенні. не обладнання встановлюють на окремих, незаСуть запропонованого способу полягає в сулежних одна від одної виробничих ділянках, що купності його істотних ознак: дозволяє здійснювати одночасне виготовлення - складання, зварювання та контроль розмірів всіх укрупнених складальних одиниць і виробу в укрупнених складальних одиниць, з яких складацілому (Фіг.3). ється нероз'ємний, багатогранний корпусний виЗ порівняльного аналізу технічного рішення, ріб, провадиться на окремих спеціалізованих що заявляється, й найближчого аналогу виплистендах; ває, що вони мають наступні спільну ознаку, а - укрупнені складальні одиниці є не роз'ємнисаме, послідовне складання деталей у вузли, і ми закінченими вузлами; відмітні ознаки, а саме: - складання корпусного виробу здійснюється - відсутність постійного спеціалізованого техна стенді загального складання з готових укрупнологічного оснащення, наявність якого обов'язнених складальних одиниць, які після зварюванкова на всіх етапах складання виробу; ня одна з одною утворюють закінчений нероз'єм- відсутність необхідності робити розбирання, ний багатогранний об'ємний корпусний виріб; складання й фіксацію спеціалізованого оснащен- форма й розміри окремих укрупнених скланя на координатному стенді при виготовленні дальних одиниць визначаються за критерієм зачергового екземпляру виробу та його частин; безпечення відкритого та зручного доступу до - можливість виконувати технологічний проїхніх внутрішніх граней для проведення зварювацес з'єднання складальних одиниць, що становльних операцій; лять укрупнену складальну одиницю, в зручному - стенди для складання та зварювання укрупдля зварювання нижньому горизонтальному понених складальних одиниць виконані з можливісложенні; тю обертання навколо своєї горизонтальної осі - можливість одночасного виготовлення укруна довільні кути; пнених складальних одиниць і виробу в цілому. - складання та зварювання корпусного вироНижче спосіб пояснюється з посиланнями на бу з укрупнених складальних одиниць здійснюкреслення. ється на стаціонарному стенді; На Фіг.1 наведено приклад створення конс- можливість переналагодження базових і фітрукції виробу з укрупнених складальних одиксуючих елементів стендів для випуску на них ниць, де: 1 - ніс; 2 - борт; 3 -корма; 4 - дах. однотипних корпусних виробів. На Фіг.2 наведено схему здійснення зварного Таким чином, для серійного випуску корпусне роз'ємного багатогранного об'ємного корпусних виробів, що істотно відрізняються один від ного виробу з укрупнених складальних одиниць, одного за формою й розмірами, з використанням де: 5 - спеціалізований стенд для складання та запропонованого способу, необхідна лише заміна зварювання носу; б - спеціалізований стенд для стендів при збереженні всього іншого технологічскладання та зварювання борту; 7 - спеціалізованого обладнання й засобів механізації. ний стенд для складання та зварювання корми; 8 Технічною задачею, на рішення якої спрямо- спеціалізований стенд для складання та зварювана корисна модель, є створення способу, що вання даху; 9 - стенд загального складання та забезпечує підвищення заданої точності розмірів зварювання виробу. і просторової геометричної форми виробу, забезНа Фіг.3 зображено спеціалізований поворотпечення вільного доступу до місць виконання ний стенд, де: 0-0 - горизонтальна вісь повороту двосторонніх зварних швів у зручному для звастенда; 10 - рама; 11 - місце розміщення перенарювання нижньому горизонтальному положенні, лагоджуваних фіксуючих елементів (не показані); зменшення зварювальних деформацій, поліп12 - механізований обертач. шення якості одержуваних при цьому зварних Процес виготовлення виробу полягає в наз'єднань, підвищення продуктивності праці й зниступному: деталі, що призначені для виготовленження вимог до кваліфікації зварників. ня укрупненої складальної одиниці (1, або 2, або Технічний результат, що забезпечує рішення 3, або 4), у відповідному спеціалізованому стенді технічної задачі, досягають тим, що корпусний (5, або б, або 7, або 8) встановлюють на базові виріб збирають з окремих закінчених складальупори й закріплюють фіксуючими елементами (не них одиниць, які після зварювання одна з одною показані). Потім виконують їх з'єднання зварюутворюють нероз'ємний, багатогранний, об'ємний ванням. Поворот спеціалізованого стенда (Фіг.3) корпусний виріб (Фіг.1). навколо його горизонтальної осі 0-0 на кут, що Критерієм форми та розміру окремих укрупзабезпечує зручне для зварювання нижнє горинених складальних одиниць є забезпечення відзонтальне положення стику, що підлягає зварюкритого й зручного доступу до внутрішніх граней ванню, здійснюють механізованим обертачем для проведення зварювальних операцій. (12). Після зварювання фіксуючі елементи відвоВиготовлення укрупнених складальних одидять в сторони, готову укрупнену складальну ниць здійснюють в окремих спеціалізованих поодиницю виймають зі спеціалізованого стенду (5, воротних стендах (Фіг.2), на яких установлені або б, або 7, або 8) й передають на стенд загафіксуючі елементи. Виріб у цілому збирають і льного складання та зварювання (9). 5 45535 6 Запропонований спосіб застосований для зації промислового виробництва корпусів легкостворенні нестандартного оснащення при органіброньованої військової техніки. 7 Комп’ютерна верстка М. Мацело 45535 8 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing f welded undetachable multi-faced volumetric basic part with limited access to internal faces
Автори англійськоюPrytula Serhii Ivanovych, Sydorenko Kostiantyn Oleksandrovych, Voropai Oleksandr Mykolaiovych, Plotnykov Oleksandr Kuzmych, Liubenko Serhii Vitaliiovych
Назва патенту російськоюСпособ изготовления сварного неразъемного многогранного объемного корпусного изделия с ограниченным доступом к внутренним граням
Автори російськоюПритула Сергей Иванович, Сидоренко Константин Александрович, Воропай Александр Николаевич, Плотников Александр Кузьмич, Любенко Сергей Витальевич
МПК / Мітки
МПК: B62D 65/00
Мітки: спосіб, зварного, багатогранного, корпусного, обмеженим, внутрішніх, виготовлення, граней, нероз'ємного, доступом, виробу, об`ємного
Код посилання
<a href="https://ua.patents.su/4-45535-sposib-vigotovlennya-zvarnogo-nerozehmnogo-bagatogrannogo-obehmnogo-korpusnogo-virobu-z-obmezhenim-dostupom-do-vnutrishnikh-granejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення зварного нероз’ємного багатогранного об’ємного корпусного виробу з обмеженим доступом до внутрішніх граней</a>
Спосіб термічної обробки зварного виробу із сталей
Номер патенту: 48285
Опубліковано: 15.08.2002
Автори: ЛУПАН Аркадій Пилипович, Кулик Віктор Михайлович, Савицький Михайло Михайлович
Мітки: зварного, термічної, обробки, спосіб, виробу, сталей
Формула / Реферат:
1. Спосіб термічної обробки зварного виробу із сталей, переважно високоміцних, що включає загартування та відпуск, який відрізняється тим, що після відпуску зварний шов та/або зону оплавлення, ЗТВ і прилеглі ділянки виробу шириною до 2 ширин шва нагрівають одно- чи багаторазово дугою.2. Спосіб за п. 1, який відрізняється тим, що нагрівання здійснюють з оплавленням поверхні.3. Спосіб за п.1, який відрізняється тим, що нагрівання...
Спосіб обробки зварного виробу із гартівної сталі
Номер патенту: 87565
Опубліковано: 27.07.2009
Автори: Савицький Михайло Михайлович, Кузьменко Олександр Захарович, Кулик Віктор Михайлович, Книш Віталій Васильович
МПК: C21D 1/78, C21D 1/04, C21D 9/50
Мітки: спосіб, сталі, гартівної, обробки, виробу, зварного
Формула / Реферат:
1. Спосіб обробки зварного виробу із гартівної сталі, що включає загартування та відпускання виробу, який відрізняється тим, що після відпускання стикові з'єднання зварного виробу піддають високочастотному проковуванню ультразвуковим ударним інструментом по зонах переходу від шва до основного матеріалу – сталі і ділянках перегріву останнього при зварюванні.2. Спосіб за п. 1, який відрізняється тим, що стикові з'єднання зварного виробу...
Спосіб зниження навантаження на внутрішніх поверхнях протезно-ортопедичного виробу
Номер патенту: 79555
Опубліковано: 25.06.2007
Автори: Луковенко Олександр Олександрович, Яровий Євген Андрійович, Солнцева Ірина Леонардівна, Чернов Євген Іванович, Хмелевська Ірина Орестівна, Ватолінський Леонід Єлівфєрієвич, Гришко Євгенія Кузьмівна
МПК: A61F 2/00
Мітки: поверхнях, зниження, навантаження, внутрішніх, протезно-ортопедичного, спосіб, виробу
Формула / Реферат:
Спосіб зниження навантаження на внутрішніх поверхнях протезно-ортопедичного виробу, що включає виготовлення приймальної гільзи протезно-ортопедичного виробу та визначення чутливих до підвищених навантажень контактних з тілом зон на внутрішній поверхні приймальної гільзи, який відрізняється тим, що як антифрикційне покриття вибирають фторопластовий лак на основі співполімеру ФПР-1, наносять 3-6 шарів цього лаку на чутливі до підвищених...
Спосіб виготовлення пустотілого виробу з ажурним візерунком із полімерного матеріалу
Номер патенту: 19636
Опубліковано: 15.12.2006
Автор: Шуль Анатолій Андрійович
МПК: B29D 24/00, B29C 43/34
Мітки: виготовлення, пустотілого, ажурним, візерунком, виробу, матеріалу, спосіб, полімерного
Формула / Реферат:
1. Спосіб виготовлення пустотілого виробу з ажурним візерунком із полімерного матеріалу, що включає встановлення в ливарну машину ливарної форми для лиття під тиском, впорскування у ливникову систему полімерного матеріалу, розкривання форми, після технологічної витримки для її охолодження, за лінією рознімань і зіштовхування за допомогою виштовхувача відлитого виробу, з вільним падінням під власною вагою, який відрізняється тим, що здійснюють...
Спосіб виготовлення кондитерського виробу
Номер патенту: 61827
Опубліковано: 17.11.2003
Автори: Ельдарханов Аднан Саідовіч, Ельдарханов Тімур Аднановіч, Ельдарханова Іріна Борісовна
МПК: A23G 3/00, G09F 23/06
Мітки: виробу, спосіб, кондитерського, виготовлення
Формула / Реферат:
1. Спосіб виготовлення кондитерського виробу, що передбачає формування виробу з використанням різнокольорових мас, які утворюють зображення, який відрізняється тим, що зображення формують до формування виробу шляхом нанесення суміші харчових жирів, білків, вуглеводів та барвників на підкладку, виконану із матеріалу, адгезія якого до вказаної суміші менше адгезії суміші до поверхні кондитерського виробу.2. Спосіб по п. 1, який...
Попередній патент: Спосіб виведення свинцю з організму тварин
Наступний патент: Цукерки для спортсменів “енергія спорту”
Випадковий патент: Плунжерний насос високого тиску