Спосіб термічної обробки зварного виробу із сталей
Номер патенту: 48285
Опубліковано: 15.08.2002
Автори: Кулик Віктор Михайлович, Савицький Михайло Михайлович, ЛУПАН Аркадій Пилипович
Формула / Реферат
1. Спосіб термічної обробки зварного виробу із сталей, переважно високоміцних, що включає загартування та відпуск, який відрізняється тим, що після відпуску зварний шов та/або зону оплавлення, ЗТВ і прилеглі ділянки виробу шириною до 2 ширин шва нагрівають одно- чи багаторазово дугою.
2. Спосіб за п. 1, який відрізняється тим, що нагрівання здійснюють з оплавленням поверхні.
3. Спосіб за п.1, який відрізняється тим, що нагрівання здійснюють з досягненням температур аустенізації металу.
4. Спосіб за п.1, який відрізняється тим, що нагрівання здійснюють нижче температур аустенізації металу.
5. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що після нагрівання з оплавленням поверхні чи до температур аустенізації металу здійснюють нагрівання нижче температур аустенізації.
Текст
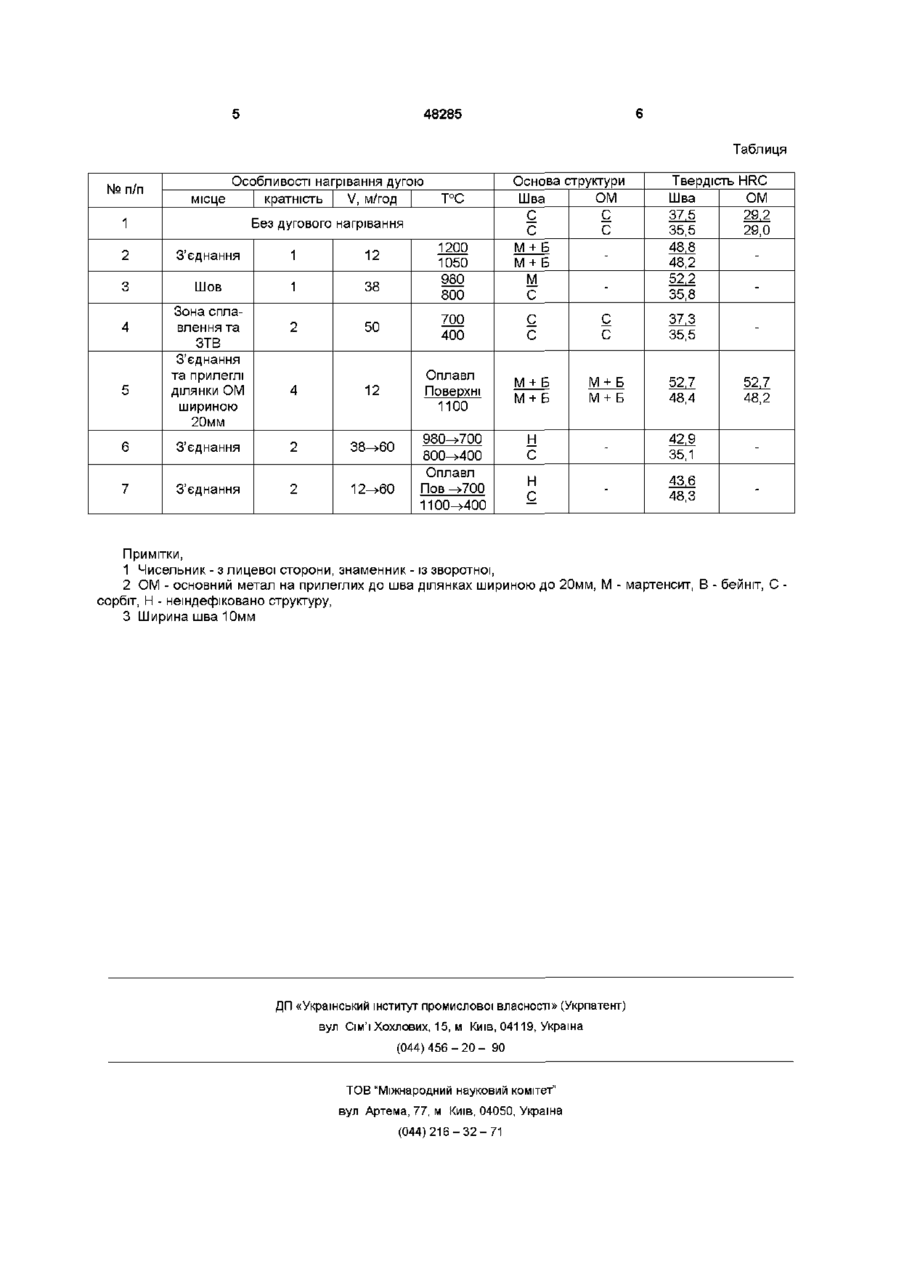
1 Спосіб термічної обробки зварного виробу із сталей, переважно високоміцних, що включає загартування та відпуск, який відрізняється тим, що після відпуску зварний шов та/або зону оплавлення, ЗТВ і прилеглі ділянки виробу шириною до 2 ширин шва нагрівають одно- чи багаторазово дугою 2 Спосіб за п 1, який відрізняється тим, що нагрівання здійснюють з оплавленням поверхні 3 Спосіб за п 1, який відрізняється тим, що нагрівання здійснюють з досягненням температур аустенізацм металу 4 Спосіб за п 1, який відрізняється тим, що нагрівання здійснюють нижче температур аустенізацм металу 5 Спосіб за будь-яким з пп 1-3, який відрізняється тим, що після нагрівання з оплавленням поверхні чи до температур аустенізацм металу здійснюють нагрівання нижче температур аустенізацм О Винахід відноситься до зварювального виробництва і може знайти застосування при виготовленні зварних конструкцій та виробів із сталей Відомо спосіб термічної обробки зварного з'єднання аргоно-дуговим сплавленням біляшовноі зони зварного шва з наступним дробеструменевим очистним обробленням і поверхневим пластичним деформуванням, згідно якого після оплавлення вироб піддають очиотній дробеотруменевій обробці при куті падіння шроту до оброблюваної поверхні не меншому за 70° (авт, свідоцтво СРСР №779422 КЛ С21D 9/50) Подано також заявку на спосіб обробки зварного з'єднання дуговим нагріванням, згідно якого зварне з'єднання сталей, переважно які загартовуються, або окр&мі його ділянки нагрівають одно- чи багаторазово до різник температур, уникаючи підплавлення розосередженням дм дуги поперечними чи круговими коливаннями та подовженням м до 3-15мм Перед дуговими нагріваннями з уникненням підплавлення можна здійснювати дугове нагрівання s підплавленням (заявка №98074087 від 24 07,98) Ці способи належать до аналогів Відомо способи термічної обробки виробів із конструкційних і високовуглецевих сталей, зокрема зварних, які включають загартування від температури повної аустенізацм та відпуск (авторські свідоцтва СРСР №492571 клО21О 9/50 і №1 488,323 C21D 1/78, 9/52) За прототип прийнято спосіб термічної обробки зварного виробу із конструкційних сталей N492571, який включає аустенізацію при температурі на 100-120л0 вище за температуру точки Асз, охолодження після аустенізацм із швидкістю вище критичної та відпуск при 550-600°С з охолодженням в маслі Після термічної обробки згідно прототипу шов, зона оплавлення і ЗТВ (зона термічного впливу від зварювання), які складають зварне з'єднання, можуть мати менші показники МІЦНОСТІ, пластичності та в'язкості, НІЖ ОСНОВНИЙ метал (сталь, що зварюється) Для компенсації цього недоліку збільшують товщину шва подаванням в зварювальну ванну електродного чи присаджувального металу, Але утворення концентратору напружень в МІСЦІ переходу від потовщення шва до основного металу призводить до передчасного руйнування зварного з'єднання при багаторазових навантаженнях виробу, ю 00 00 48285 В основу винаходу покладено завдання удосконалення відомого способу термічної обробки зварного виробу із сталей, переважно високоміцних, що включає загартування та відпуск, локальним короткочасним нагріванням найслабіших ділянок зварного виробу після відпуску, що поліпшує структуру та властивості металу, а відтак підвищує роботоспроможнють виробу Суть винаходу полягав в тому, що в способі термічної обробки зварного виробу із сталей, переважно високоміцних, що включає загартування та відпуск, після відпуску зварний шов та/або зону сплавлення, ЗТВ і прилеглі ділянки виробу шириною до 2 ширин шва нагрівають одно- чи багаторазово дугою Нагрівання здійснюють з оплавленням поверхні, без оплавлення з досягненням температур аустенізації чи нижче температур ауотенізацм або спочатку з оплавленням поверхні чи до аустенізації металу, а потім - нижче температур ауотенізацм Місцеве нагрівання виробу дугою призводить до змінений структури та властивостей металу Нагріванням з оплавленням чи з досягненням температур аустенізації металу створюють передумови для загартування при наступному швидкісному охолодженні, завдяки чому шов і прилеглі ділянки зміцнюються При нагріванні нижче температур аустенізації відбувається короткочасний відпуск, який сприяє пом'якшенню та підвищенню пластичних властивостей металу Виконанням нагрівання нижче температур аустенізаци після нагрівання з оплавленням чи з досягненням температур ауотенізаци досягається найкраще сполучення механічних властивостей металу і де-яке зниження рівня напруженості металу від попередніх нагрівань Ефект дугових нагрівань в цілому підвищується із збільшенням їх КІЛЬКОСТІ Необхідність місцевої дугової обробки шва та/або зони сплавлення, ЗТВ і прилеглих ділянок шириною до 2 ширин шва спричинене тим, що руйнування зварного виробу при різних навантаженнях відбуваються переважно по цим місцям, З більшості достатньо проводити дугові нагрівання тільки складових чи всього з'єднання, чим забезпечується підвищення несної спроможності його і всього виробу Додатковому підвищенню останньої сприяють дугові нагрівання прилеглих до шва ділянок основного металу шириною до 2 ширин шва Проведення нагрівання на більшій відстані від шва, де руйнуванню виробу до нагрівання з'єд нання малоімовірне, є недоцільним через істотне збільшення вартості робіт при практичній незмінності несної спроможності Прикладом запропонованого способу s термічна обробка зварних з'єднань шириною 10мм високоміцної сталі ЗОХГСА товщиною Змм, які виконували двопрохідним аргоно-дуговим зварюванням вольфрамовим електродом без присаджувального металу Ця сталь і метал шва близькі за ХІМІЧНИМ окладом і мають температури перетворень при ізотермічному нагріванні Асі-738°С та Асз-850°С Зварні з'єднання піддавали ПІЧНІЙ обробці (загартуванню у воді від температури 880°С з наступним відпуском при , температурі 520°С), потім нагрівали за допомогою вольфрамового електрода в середовищі аргону, після чого - досліджували Зварювання та дугові нагрівання здійснювали на зварювальній установці АРК-1 при живленні від зварювального випрямлювача ВСВУ315, температуру нагрівань контролювали вольфрамреній-вольфрамрєнієвимй термопарам ВР 20/5 3 20 і 5% ренію в термоелектронах Особливості дугових нагрівань та основні результати досліджень наведено в таблиці Як видно з таблиці, після дугових нагрівань з оплавленням поверхні і до температур аустенізації (вище Асз-880°С) утворюються структури загартування та істотно підвищується твердість шва NN 2,5 - по всій товщині, N 3 - з лицевої сторони Після нагрівань нижче температури початку аустенізації Асі-735°С зберігається структура відпуску (N 4 - по всій товщині, N 8 - знизу), а твердість трохи знижується Сполученням нагрівань до температур аустенізації чи з оплавленням та нижче температур аустенізації (NN 6,7) шов набуває підвищену твердість, але меншу напруженость металу, чим після нагрівання тільки де температур ауогенізацм Загальновідомо, що з підвищенням твердості збільшується МІЦНІСТЬ, а з пом'якшенням його підвищуються пластичність та в'язкість Зміцнення, тобто підвищення твердості, зварного шва та прилеглих до нього ділянок доцільно проводити для підвищення несної здатності зварного виробу при статичних навантаженнях, пом'якшення - для забезпечення експлуатаційної надійності та ДОВГОВІЧНОСТІ при динамічних і ударних навантаженнях, поверхневе зміцнення - для підвищення ДОВГОВІЧНОСТІ при циклічних навантаженнях виробу 48285 Таблиця 2 З'єднання 1 12 3 Шов 1 38 2 50 4 12 5 М+Б М+Б М С Зона сплавлення та ЗТВ З'єднання та прилеглі ділянки ОМ шириною 20мм ОІО ОІО Основа структури ОМ Шва Без дугового нагрівання 1 4 Т°С 1200 1050 980 800 Особливості нагрівання дугою кратність V, м/год Твердість HRC Шва ОМ 37,5 29,2 35,5 29,0 48,8 48,2 52,2 35,8 Оплавл Поверхні 1100 37,3 35,5 М+Б М+Б 700 400 ОІО місце ОІО № п/п М+Б М+Б 52,7 48,4 52,7 48,2 6 З'єднання 2 38^60 980^700 800^400 Н С 42,9 35,1 7 З'єднання 2 12^60 Оплавл Пов -^700 1100^400 Н С 43,6 48,3 Примітки, 1 Чисельник - з лицевої сторони, знаменник - із зворотної, 2 ОМ - основний метал на прилеглих до шва ділянках шириною до 20мм, сорбіт, Н - неіндефіковано структуру, 3 Ширина шва 10мм - мартенсит, В - бейніт, С ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044)456-20 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюA method of thermal processing of steel welded articles
Автори англійськоюKulyk Viktor Mykhailovych, Savytskyi Mykhailo Mykhailovych, Lupan Arkadii Pylypovych
Назва патенту російськоюСпособ термической обработки сварного изделия из сталей
Автори російськоюКулик Виктор Михайлович, Савицкий Михаил Михайлович, Лупан Аркадий Филиппович
МПК / Мітки
Мітки: сталей, зварного, виробу, спосіб, обробки, термічної
Код посилання
<a href="https://ua.patents.su/3-48285-sposib-termichno-obrobki-zvarnogo-virobu-iz-stalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб термічної обробки зварного виробу із сталей</a>
Спосіб термічної обробки нержавіючих сталей аустенітного класу
Номер патенту: 43177
Опубліковано: 15.11.2001
Автор: Мироненко Володимир Володимирович
МПК: C21C 1/00
Мітки: спосіб, класу, обробки, аустенітного, сталей, термічної, нержавіючих
Формула / Реферат:
Спосіб термічної обробки нержавіючих сталей аустенітного класу, який включає в себе охолодження у воді нагрітих до температур 950 - 11000С заготовок, який відрізняється тим, що заготовки виготовляють литтям, заливаючи форму розплавом сталі, при досягненні заготовками у формі в процесі твердіння температур 1100-9500С, їх виймають з форми при цій температурі і занурюють у воду.
Спосіб обробки зварного з’єднання
Номер патенту: 46087
Опубліковано: 15.05.2002
Автори: ЛУПАН Аркадій Пилипович, Кулик Віктор Михайлович, Савицький Михайло Михайлович
МПК: C21D 9/50, B21C 37/08
Мітки: з'єднання, зварного, обробки, спосіб
Формула / Реферат:
1. Спосіб обробки зварного з'єднання дуговим нагріванням, який відрізняється тим, що зварне з'єднання сталей, переважно гартівних, або окремі його ділянки нагрівають одно - чи багаторазово, уникаючи підплавлення розосередженням дії дуги поперечними чи круговими коливаннями та подовженням її до 3 - 15 мм.2. Спосіб за п. 1, який відрізняється тим, що нагрівання здійснюють вище Ас3.3. Спосіб за п. 1, який відрізняється тим, що...
Установка для безперервної термічної обробки протяжних виробів із сталей і сплавів
Номер патенту: 21313
Опубліковано: 02.12.1997
Автори: Шустов Борис Миколайович, Калєгов Валерій Васильович, Ганзуленко Сергій Михайлович, Корольов Володимир Миколайович, Дворецький Олександр Анатолійович, Євдокимов Геннадій Григорович
МПК: C21D 9/54
Мітки: сплавів, безперервної, установка, термічної, сталей, протяжних, виробів, обробки
Формула / Реферат:
1. Установка для безперервної термічної обробки протяжних виробів із сталей і сплавів; що містить послідовно розташовані розмотувальний пристрій, піч нагріву, камеру охолодження, що виконана у вигляді чсргуючихся секцій рідинного та повітряного охолодження, пристрій ізотермічної витримки з датчиками температури, ванну охолодження-промивки, намотувальний пристрій, яка відрізняється тим, що установка додатково забезпечена датчиками...
Спосіб термічної обробки зварних з’єднань

Номер патенту: 21066
Опубліковано: 04.11.1997
Автор: Коровайченко Юрій Миколайович
МПК: C21D 1/00
Мітки: з'єднань, зварних, термічної, обробки, спосіб
Формула / Реферат:
Спосіб термічної обробки зварних з'єднань, включаючий місцеву зональну термічну обробку шва і зон термічного впливу автономними нагрівачами, який відрізняється тим, що зварні з'єднання піддають багаторазовому нагріванню з швидкістю 350-500°С/хв до температури АC1+40 - 60°С без витримки, природному охолодженню з швидкістю 80-100 С/хв до температури Аr1 -50 - 70°С І примусовому охолодженню з швидкістю 600-900°С/хв до температури 50-100°С у...
Спосіб термічної обробки інструменту з середньолегованих сталей
Номер патенту: 12943
Опубліковано: 28.02.1997
Автори: Шимко Олена Володимирівна, Моісєєв Владислав Федорович, Антонов Віктор Васильович, Заблоцький Володимир Кирилович
МПК: C21D 9/22
Мітки: сталей, інструменту, спосіб, середньолегованих, обробки, термічної
Формула / Реферат:
(57) Способ термической обработки инструмента из среднелегированных сталей, включающий предварительный подогрев, последующий нагрев до температуры закалки, выдержку, охлаждение и отпуск, отличающийся тем, что нагрев ведут до температуры, превышающей Асз на 30-40°С, а охлаждение проводят в воде с температурой 80-100°С и выдержкой в ней в течение 1-3 часов с последующим охлаждением на воздухе.
Попередній патент: Пристрій і спосіб детектування флуоресцентного і фосфоресцентного світіння
Наступний патент: Склад для отримання гомеопатичного лікарського засобу для лікування віл-інфікованих та спосіб лікування віл-інфікованих
Випадковий патент: Пристрій для корекції та фіксації хребта покотила о.м.