Спосіб виготовлення колючо-різальної стрічки

Формула / Реферат
Спосіб виготовлення колючо-різальної стрічки, який полягає у тому, що з суцільної широкої стрічки виготовлюють одночасно декілька колючо-різальних стрічок шляхом пробивання парної кількості овальних отворів за шириною заготовки на деякій відстані від осі симетрії кожної майбутньої колючо-різальної стрічки та перерізання у шаховому порядку перемичок між краями суміжних за довжиною овальних отворів для утворення великої кількості протилежних пар елементів, кожний з яких складається з основи та протилежно направлених зубців, розташованих із зовнішніх боків елемента, а вістрями кожного з зубців є кути, що утворені між зовнішньою стороною та боками елемента, причому при перерізанні перемичок утворюють зовнішню крайку елемента однієї колючо-різальної стрічки та одночасно автоматично утворюють крайку центральної ділянки суміжної колючо-різальної стрічки, який відрізняється тим, що пробивання овальних отворів та перерізання перемичок між ними здійснюють послідовно у три етапи, на першому з яких здійснюють пробивання овальних парних отворів за шириною заготовки у два рядки, на другому, після просування заготовки на один крок, здійснюють перерізання половини парних перемичок між спільними за довжиною стрічки овальними отворами, на третьому, після чергового просування заготовки ще на один крок, здійснюють перерізання парних перемичок, що залишилися, за іншою лінією розташування у заготовці (шаховий порядок).
Текст
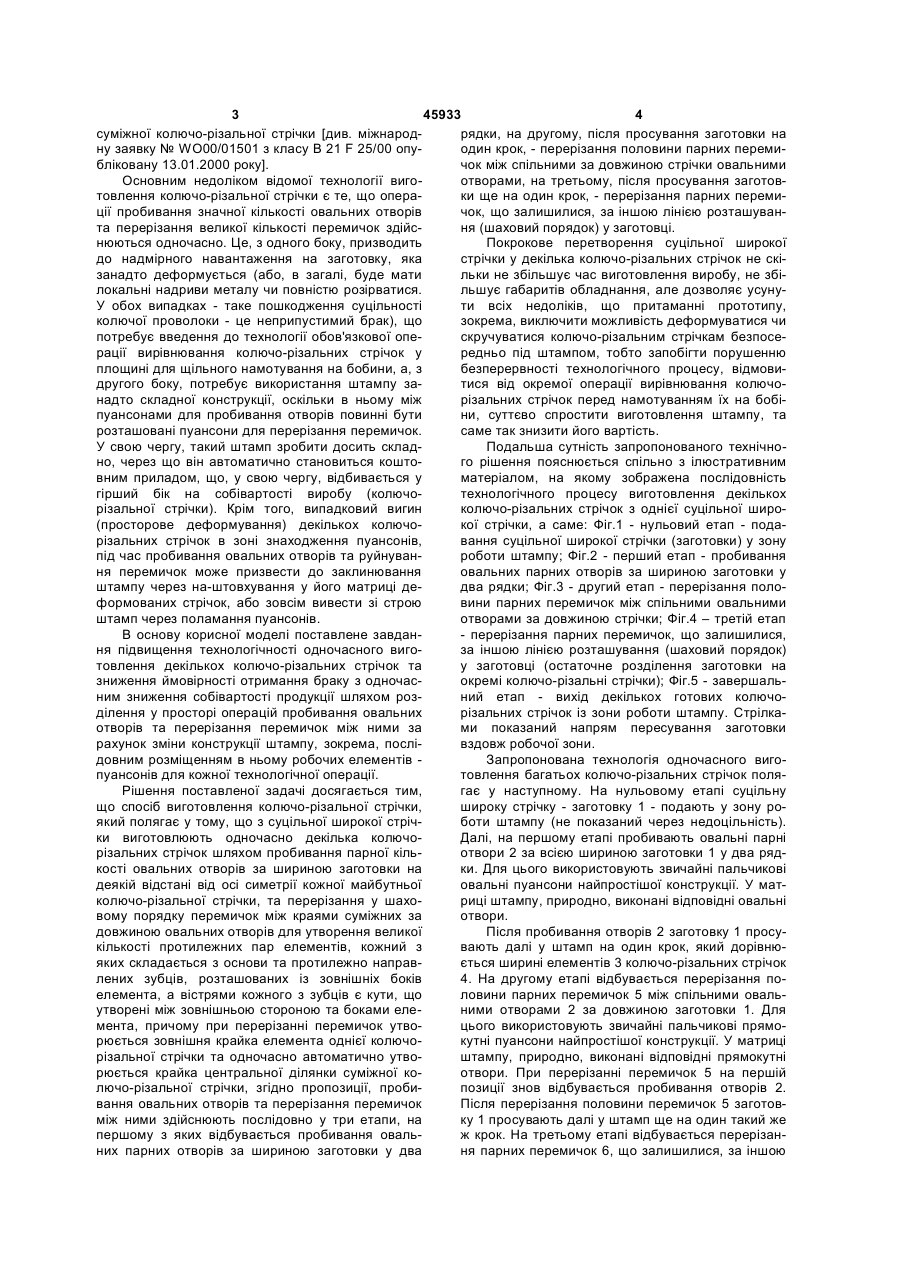
Спосіб виготовлення колючо-різальної стрічки, який полягає у тому, що з суцільної широкої стрічки виготовлюють одночасно декілька колючорізальних стрічок шляхом пробивання парної кількості овальних отворів за шириною заготовки на деякій відстані від осі симетрії кожної майбутньої колючо-різальної стрічки та перерізання у шаховому порядку перемичок між краями суміжних за довжиною овальних отворів для утворення великої кількості протилежних пар елементів, кожний з яких складається з основи та протилежно направлених зубців, розташованих із зовнішніх боків елемента, а вістрями кожного з зубців є кути, що 3 45933 4 суміжної колючо-різальної стрічки [див. міжнародрядки, на другому, після просування заготовки на ну заявку № WO00/01501 з класу В 21 F 25/00 опуодин крок, - перерізання половини парних перемибліковану 13.01.2000 року]. чок між спільними за довжиною стрічки овальними Основним недоліком відомої технології вигоотворами, на третьому, після просування заготовтовлення колючо-різальної стрічки є те, що операки ще на один крок, - перерізання парних перемиції пробивання значної кількості овальних отворів чок, що залишилися, за іншою лінією розташуванта перерізання великої кількості перемичок здійсня (шаховий порядок) у заготовці. нюються одночасно. Це, з одного боку, призводить Покрокове перетворення суцільної широкої до надмірного навантаження на заготовку, яка стрічки у декілька колючо-різальних стрічок не скізанадто деформується (або, в загалі, буде мати льки не збільшує час виготовлення виробу, не збілокальні надриви металу чи повністю розірватися. льшує габаритів обладнання, але дозволяє усунуУ обох випадках - таке пошкодження суцільності ти всіх недоліків, що притаманні прототипу, колючої проволоки - це неприпустимий брак), що зокрема, виключити можливість деформуватися чи потребує введення до технології обов'язкової опескручуватися колючо-різальним стрічкам безпосерації вирівнювання колючо-різальних стрічок у редньо під штампом, тобто запобігти порушенню площині для щільного намотування на бобини, а, з безперервності технологічного процесу, відмовидругого боку, потребує використання штампу затися від окремої операції вирівнювання колючонадто складної конструкції, оскільки в ньому між різальних стрічок перед намотуванням їх на бобіпуансонами для пробивання отворів повинні бути ни, суттєво спростити виготовлення штампу, та розташовані пуансони для перерізання перемичок. саме так знизити його вартість. У свою чергу, такий штамп зробити досить складПодальша сутність запропонованого технічноно, через що він автоматично становиться коштого рішення пояснюється спільно з ілюстративним вним приладом, що, у свою чергу, відбивається у матеріалом, на якому зображена послідовність гірший бік на собівартості виробу (колючотехнологічного процесу виготовлення декількох різальної стрічки). Крім того, випадковий вигин колючо-різальних стрічок з однієї суцільної широ(просторове деформування) декількох колючокої стрічки, а саме: Фіг.1 - нульовий етап - подарізальних стрічок в зоні знаходження пуансонів, вання суцільної широкої стрічки (заготовки) у зону під час пробивання овальних отворів та руйнуванроботи штампу; Фіг.2 - перший етап - пробивання ня перемичок може призвести до заклинювання овальних парних отворів за шириною заготовки у штампу через на-штовхування у його матриці дедва рядки; Фіг.3 - другий етап - перерізання полоформованих стрічок, або зовсім вивести зі строю вини парних перемичок між спільними овальними штамп через поламання пуансонів. отворами за довжиною стрічки; Фіг.4 – третій етап В основу корисної моделі поставлене завдан- перерізання парних перемичок, що залишилися, ня підвищення технологічності одночасного вигоза іншою лінією розташування (шаховий порядок) товлення декількох колючо-різальних стрічок та у заготовці (остаточне розділення заготовки на зниження ймовірності отримання браку з одночасокремі колючо-різальні стрічки); Фіг.5 - завершальним зниження собівартості продукції шляхом розний етап - вихід декількох готових колючоділення у просторі операцій пробивання овальних різальних стрічок із зони роботи штампу. Стрілкаотворів та перерізання перемичок між ними за ми показаний напрям пересування заготовки рахунок зміни конструкції штампу, зокрема, послівздовж робочої зони. довним розміщенням в ньому робочих елементів Запропонована технологія одночасного вигопуансонів для кожної технологічної операції. товлення багатьох колючо-різальних стрічокполяРішення поставленої задачі досягається тим, гає у наступному. На нульовому етапі суцільну що спосіб виготовлення колючо-різальної стрічки, широку стрічку - заготовку 1 - подають у зону роякий полягає у тому, що з суцільної широкої стрічботи штампу (не показаний через недоцільність). ки виготовлюють одночасно декілька колючоДалі, на першому етапі пробивають овальні парні різальних стрічок шляхом пробивання парної кільотвори 2 за всією шириною заготовки 1 у два рядкості овальних отворів за шириною заготовки на ки. Для цього використовують звичайні пальчикові деякій відстані від осі симетрії кожної майбутньої овальні пуансони найпростішої конструкції. У матколючо-різальної стрічки, та перерізання у шахориці штампу, природно, виконані відповідні овальні вому порядку перемичок між краями суміжних за отвори. довжиною овальних отворів для утворення великої Після пробивання отворів 2 заготовку 1 просукількості протилежних пар елементів, кожний з вають далі у штамп на один крок, який дорівнюяких складається з основи та протилежно направється ширині елементів 3 колючо-різальних стрічок лених зубців, розташованих із зовнішніх боків 4. На другому етапі відбувається перерізання поелемента, а вістрями кожного з зубців є кути, що ловини парних перемичок 5 між спільними овальутворені між зовнішньою стороною та боками еленими отворами 2 за довжиною заготовки 1. Для мента, причому при перерізанні перемичок утвоцього використовують звичайні пальчикові пряморюється зовнішня крайка елемента однієї колючокутні пуансони найпростішої конструкції. У матриці різальної стрічки та одночасно автоматично утвоштампу, природно, виконані відповідні прямокутні рюється крайка центральної ділянки суміжної коотвори. При перерізанні перемичок 5 на першій лючо-різальної стрічки, згідно пропозиції, пробипозиції знов відбувається пробивання отворів 2. вання овальних отворів та перерізання перемичок Після перерізaння половини перемичок 5 заготовміж ними здійснюють послідовно у три етапи, на ку 1 просувають далі у штамп ще на один такий же першому з яких відбувається пробивання овальж крок. На третьому етапі відбувається перерізанних парних отворів за шириною заготовки у два ня парних перемичок 6, що залишилися, за іншою 5 45933 6 лінією розташування (шаховий порядок) у заготоврозділення заготовки на окремі смуги відбувається ці 1. На цьому етапі відбувається остаточне роздіна виході її із штампу; лення заготовки 1 на окремі колючо-різальні стріч- немає необхідності у додатковій проміжній ки, які, при подальшому покроковому просуванні операції вирівнювання колючо-різальних стрічок за заготовки 1, виходять із зони роботи штампу та рахунок відсутності надмірного деформування намотуються на бобини (не показані через загальостанніх; новідомість). Одночасно з цим, на кожному етапі - безперервність технології виготовлення ковідбувається повтор операцій пробивання отворів лючо-різальних стрічок через виключення ймовір2 та перемичок 5. ності потрапляння стрічок у матриці штампу; Якщо заготовка 1 опинилася ширше за сумар- спрощення конструкції штампу через рознену ширину декількох колючо-різальних стрічок 4, її сення у просторі пуансонів і матриць у просторі. або обрізають за шириною до певного розміру, або Соціальний ефект від використання запроповиготовлюють з крайніх ділянок колючо-різальні нованої технології виготовлення колючо-різальних стрічки з рідкими непарними елементами (як за стрічок, у порівнянні з використанням прототипу, прототипом). отримують за рахунок збільшення кількості і надійОтже, покрокове виготовлення декількох коності захисту режимних об'єктів внаслідок здешевлючо-різальних стрічок 4 з послідовним розділенлення колючо-різальних стрічок, що дозволяє їх ням заготовки 1 у просторі дозволяє зняти наванпридбати будь-кому. таження на заготовку 1, рознести пуансони Економічний ефект від впровадження корисної штампу за його довжиною та спростити його консмоделі, у порівнянні з використанням відомих техтрукцію. нічних рішень, отримують за рахунок зниження Суттєва відмінність об'єкта, що заявляється, вартості колючо-різальних стрічок і штампів для їх від раніш відомих, полягає в тому, що операції виготовлення. пробивання отворів та прорізання перемичок розПісля опису вищезазначеної технології виготонесені у часі і просторі. Вказана відмінність дозвовлення колючо-різальної стрічки, фахівцям в даній ляє принципово змінити технологію виготовлення області знань повинно бути, наявно, що все вищедекількох колючо-різальних стрічок з однієї суцільописане є лише ілюстративним, а не обмежувальної заготовки, зокрема, виключити деформування ним, будучи представленим даним прикладом. колючо-різальних стрічок під штампом, спростити Численні можливі модифікації і інші варіанти реавиготовлення останнього. Жодний з відомих сполізації запропонованої технології, зокрема, кільсобів виробництва колючо-різальних проволок не кість отриманих колючо-різальних стрічок, викориможуть володіти відзначеними властивостями, стання крайок заготовки тощо, можуть оскільки обов'язково всі операції роблять в одному змінюватися у різному співвідношенні, а також місці, або взагалі дозволяють виготовлювати лише штамп може змінюватися конструктивно і, зрозуміодну колючо-різальну стрічку. ло, знаходяться в межах об'єму одного із звичайДля реалізації запропонованого технічного ріних і природних підходів в даній області знань і шення потребується лише змінити конструкцію розглядаються такими, що знаходяться в межах штампу, одночасно її спрощуючи. об'єму даного технічного рішення. Запропоноване технічне рішення перевірене Квінтесенцією запропонованого технічного ріна практиці. Технологія не містить будь-яких опешення є те, що операції перетворення суцільної рацій чи устаткування, які неможливо було б відширокої заготовки на окремі колючо-різальні стрічтворити на сучасному етапі розвитку науки і техніки відбуваються поетапно у різний час і саме ця ки, зокрема, виробництва колючо-різальних обставина дозволяє надбати запропонованій техстрічок, отже, прийнятне для промислового застонології перелічені і інші переваги. Зміна і викориссування, має певні переваги перед відомими техтання лише окремих етапів технології виготовленнологіями через запропоновані зміни впливу штаня колючо-різальних стрічок, природно, обмежує мпом на заготовку, що підтверджує досягнення спектр переваг, перерахованих вище, і не може технічного результату об'єкта, що заявляється. В вважатися новими технічними рішеннями в даній відомих джерелах інформації не виявлено подібобласті знань, оскільки інша подібна описаній техних технологій із зазначеними у пропозиції суттєнологія вже не вимагатиме будь-якого творчого вими ознаками, а тому, вважається таким, що мопідходу від конструкторів і інженерів, а тому і не же отримати правовий захист. може вважатися результатами їх творчої діяльноДо основних технічних переваг запропоновасті або новими об'єктами інтелектуальної власносного технічного рішення, у порівнянні з прототиті, відповідними до захисту охоронними докуменпом, можна віднести наступне: тами. - відсутність деформування колючо-різальних стрічок під штампом за рахунок того, що остаточне 7 Комп’ютерна верстка Г. Паяльніков 45933 8 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing barbed-cutting tape
Автори англійськоюTkachenko Yurii Volodymyrovych
Назва патенту російськоюСпособ изготовления колюще-режущей ленты
Автори російськоюТкаченко Юрий Владимирович
МПК / Мітки
МПК: B21F 25/00
Мітки: виготовлення, колючо-різальної, стрічки, спосіб
Код посилання
<a href="https://ua.patents.su/4-45933-sposib-vigotovlennya-kolyucho-rizalno-strichki.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення колючо-різальної стрічки</a>
Спосіб виготовлення колючо-різального мікрохірургічного інструмента
Номер патенту: 70650
Опубліковано: 15.08.2006
Автори: Михайловський Ігор Михайлович, Форбс Ричард Г., Вандерка Неллі, Мазілова Тетяна Іванівна
МПК: A61B 17/32
Мітки: спосіб, виготовлення, інструмента, колючо-різального, мікрохірургічного
Формула / Реферат:
Дренаж включает в себя эластичную дренажную трубку с перфорированной стенкой на рабочем конце. На наружной поверхности рабочего конца стенки трубки нанесено, по крайней мере, одно кольцевое серебряное покрытие.
Колючо – різальна стрічка

Номер патенту: 41834
Опубліковано: 17.09.2001
Автор: Мольгун Олександр Васильович
МПК: B21F 25/00
Мітки: різальна, стрічка, колючо
Формула / Реферат:
Колючо-різальна стрічка, що отримана з металевої стрічки і містить центральну ділянку та велику кількість протилежних пар елементів, які цілісно сформовані з нею, яка відрізняється тим, що пари елементів розташовані уздовж центральної ділянки стрічки, рівномірно, з відстанню між осями симетрії розташованих поряд пар елементів, що дорівнює, наприклад 30 мм, кожний елемент пар елементів складається з основи і виконаних з боків елементу...
Спосіб виготовлення холоднокатаної стрічки
Номер патенту: 33035
Опубліковано: 10.06.2008
Автори: Пасько Іван Олександрович, Уланова Олександра Лук'янівна, Мурашкін Олександр Вікторович, Пасько Тетяна Григорівна, Ліфшиц Олександр Вікторович
МПК: B21B 1/00
Мітки: стрічки, виготовлення, холоднокатаної, спосіб
Формула / Реферат:
Спосіб виготовлення холоднокатаної стрічки, який включає виплавку сталі в конвертері, розливання, гарячу прокатку, травлення, холодну прокатку, відпал, дресирування, подовжній розпуск з обрізанням кромок, який відрізняється тим, що використовують сталь марок 08Ю і 08пс з розливанням її через установку неперервного розливу сталі з обмеженням масової частки вуглецю до 0,07 %, а гарячу прокатку товщиною прокату 1,6 мм здійснюють з використанням...
Спосіб виготовлення холоднокатаної стрічки
Номер патенту: 88709
Опубліковано: 10.11.2009
Автори: Уланова Олександра Лук'янівна, Ліфшиц Олександр Вікторович, Мурашкін Олександр Вікторович, Пасько Іван Олександрович, Пасько Тетяна Григорівна
Мітки: виготовлення, холоднокатаної, спосіб, стрічки
Формула / Реферат:
Спосіб виготовлення холоднокатаної стрічки, який включає виплавку сталі в конвертері, розливання, гарячу прокатку заготовки на смугу, змотування та подальше травлення, холодну прокатку, відпал, дресирування і подовжній розпуск з обрізанням кромок, який відрізняється тим, що використовують сталь марок 08Ю і 08пс з розливанням її через УБРС з обмеженням масової частки вуглецю до 0,07 %, а гарячу прокатку заготовки на смугу товщиною 1,6 мм...
Спосіб виготовлення транспортерної стрічки
Номер патенту: 9422
Опубліковано: 15.09.2005
Автори: Свентицька Людмила Павлівна, Ланіна Тетяна Федорівна, Рябіченко Ірина Сергіївна, Швалюк Олексій Петрович
МПК: B29B 7/02
Мітки: транспортерної, виготовлення, спосіб, стрічки
Формула / Реферат:
Спосіб виготовлення транспортерної стрічки, що включає нанесення зовнішнього покриття на каркас, який відрізняється тим, що як каркас використовують скловолокно, армоване ніхромовою ниткою, на яке наносять покриття на основі розчину герметику ЕКП-102 в етилацетаті у співвідношенні 1:2, проводять його просушування протягом 60 хвилин, після чого наносять другий шар покриття розчином герметику ЕКП-102 в етилацетаті у співвідношенні 1:1.
Попередній патент: Спосіб визначення тактики лікування алергічних риносинуїтів у дітей з супутньою паразитарною інвазією
Наступний патент: Штамп для виготовлення колючо-різальної стрічки
Випадковий патент: Акустична система для діагностики колінних суглобів