Зварювальний електрод
Номер патенту: 23849
Опубліковано: 16.06.1998
Автори: Явдощин Ігор Романович, Косенко Петро Олексійович, Походня Ігор Костянтинович
Формула / Реферат
1. Зварювальний електрод, який складається з низьковуглецевого стального сердечника (дроту) та нанесеного на нього покриття, яке містить ільменитовий концентрат, польовий шпат, феросплави-розкислювачі на основі марганцю та кремнію, мінеральні та органічні пластифікатори, який відрізняється тим, що додатково містить доломіт та сухий залишок розчинного калій-натрієвого силікату при слідуючому співвідношенні компонентів, мас.%:
Ільменитовий концентрат 36-45
Доломіт 6-11
Польовий шпат 11-15
Мінеральні пластифікатори 8-14
Органічні пластифікатори 1-4
Феросплави на основі
марганцю та кремнію 14-20
Сухий залишок
водорозчинного
калій-натрієвого силікату 9-11
при цьому коефіцієнт
маси покриття складає 35-45%.
2. Зварювальний електрод за п.1, який відрізняється тим, що в покриття як мінеральні пластифікатори вводяться слюда мусковіт та каолін, причому їх співвідношення знаходиться в межах від 1 до 3.
Текст
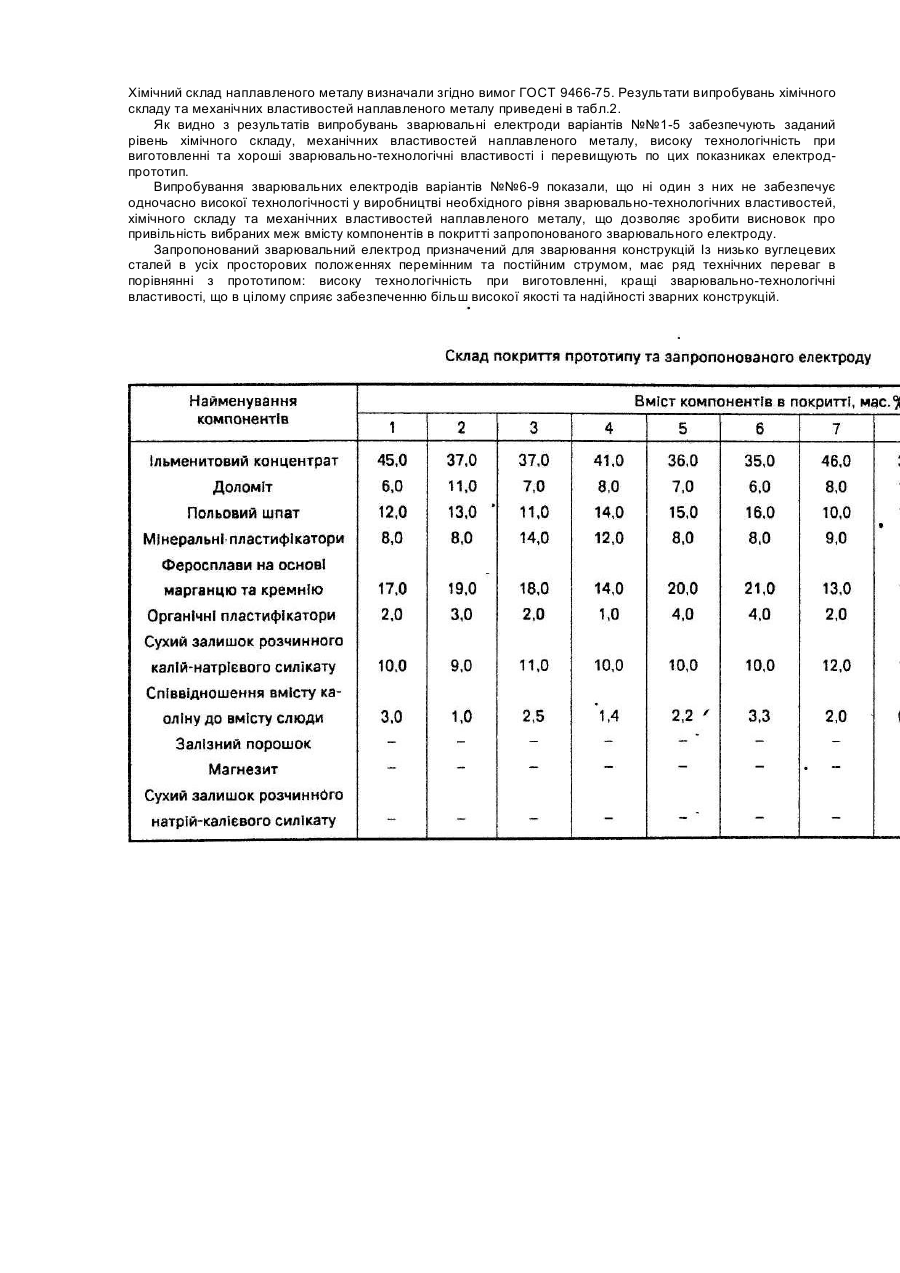
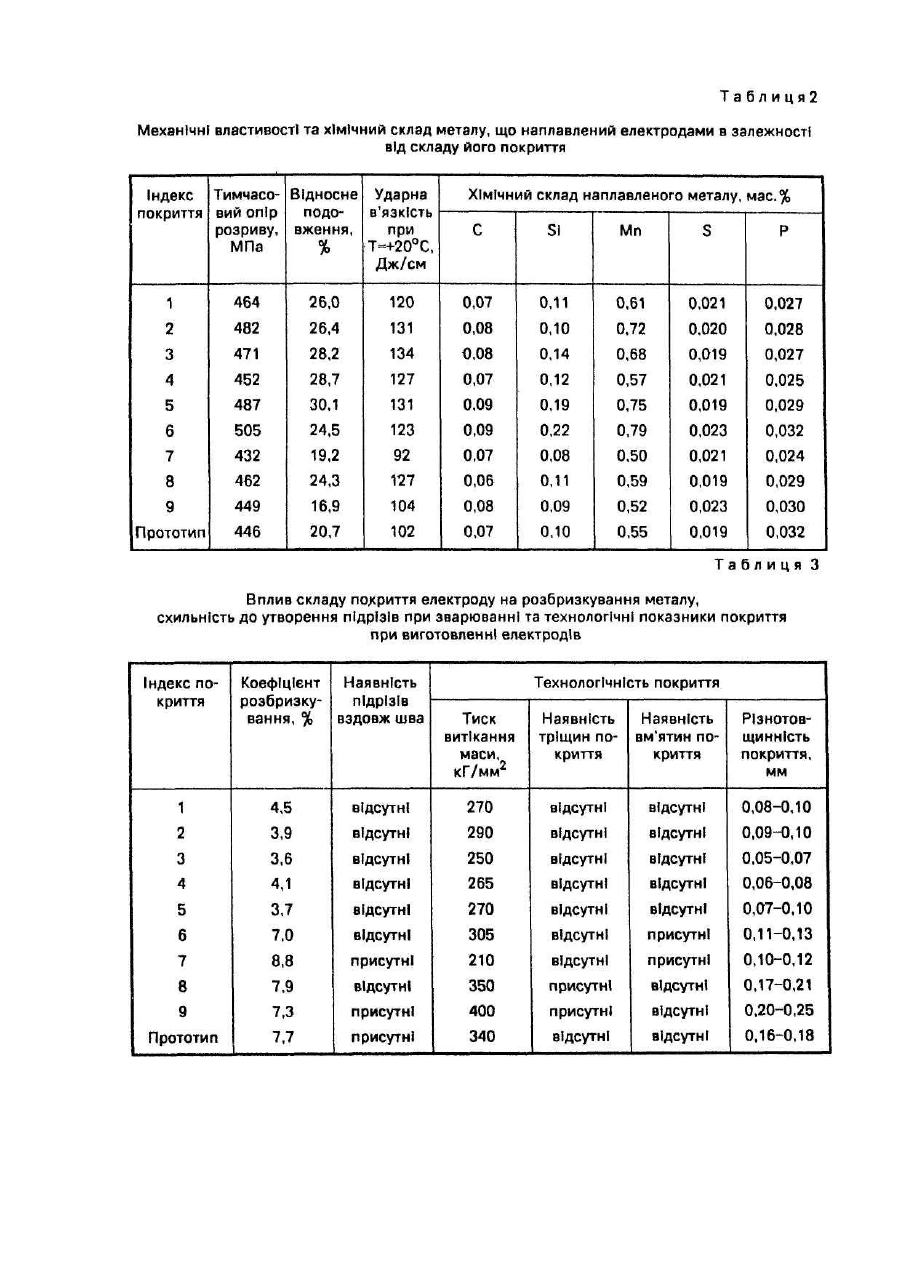
Винахід відноситься до дугового зварювання металів, зокрема до покритих електродів для ручного дугового зварювання низьковуглецевих конструкційних сталей з тимчасовим опором на розрив до 450 МПа. Відомий електрод для ручного дугового зварювання сталі з покриттям на основі Ільмениту марки ОММ-5 [Крюковский H.A. Производство электродов для дуговой сварки. – М., МАШ ГИЗ, 1956, с. 278 (см. табл. 12, с. 16-19)]. Покриття вказаного електроду містить, ваг. частини: Ільменитовий концентрат 37,0 Марганцева руда 21,0 Польовий шпат 13,0 Феромарганець 20,0 Органічні пластифікатори 9,0 (крахмаль та декстрин) Сухий залишок водорозчинного натрієвого силікату 12-14 Основною вадою вказаного електроду є незадовільні зварювально-технологічні властивості та санітарногігієнічні показники. Високий вміст в покритті оксидів марганцю (марганцева руда) та металічного марганцю (феромарганець) призводить до утворення в процесі зварювання великої кількості токсичного аерозолю з високою концентрацією в ньому високотоксичних сполук марганцю [Воронцова Є.И. К вопросу о действии на организм аэрозоля, образующегося при электросварке марганцевыми электродами. "Гигиена и санитария" №4,1949]. Тому використання вказаних електродів призводило до захворювання зварників професійними хворобами [Воронцова Е.И. Гигиена труда электросварщика, - М., Медгиз, 1960]. Високий окислювальний потенціал вищезгаданого покриття, зумовлений вмістом в ньому великої кількості оксидів заліза (в ільмениті) та марганцю (в марганцевій руді), являється причиною незадовільних зварювально-технологічних показників електроду, а саме: - висока текучість рідкого шлаку в процесі зварювання, що заважає контролювати зварювальну ванну; - схильність до утворення підрізів вздовж зварного шва; - значне розбризкування рідкого металу. Вказаних вище вад в значній мірі позбавлений електрод з покриттям [Авт.свід. СРСР №260772] яке містить, мас.%: Ільменитовий концентрат 35-45 Слюда (мусковіт) 6-12 Польовий шпат 5-10 Магнезит 8-12 Залізний порошок 10-15 Целлюлоза 1-3 Феромарганець 12-16 Феросиліцій До 3 Цей електрод містить у покритті значно менше марганцю у вигляді його оксидів або у вигляді марганцевого феросплаву, що зумовлює в процесі зварювання утворення та виділення в навколишній простір значно меншої кількості токсичних сполук марганцю. Завдяки цьому значно покращені санітарно-гігієнічні показники електроду. Менша кількість оксидів заліза та марганцю сприяла поліпшенню зварювальнотехнологічних показників електроду. Не зважаючи на це, електрод з покриттям згідно авт.св. СРСР №260772 теж має ряд недоліків, а саме: - підвищене розбризкування рідкого металу в процесі зварювання, що зумовлює зростання витрат на зачистку конструкції від бризок; - незадовільне відокремлення шлакової кірки з металу шва, що теж підвищує витрати на зачистку конструкції від шлаку; - схильність металу шва до утворення підрізів, які являються концентраторами напружень і зменшують втомлену міцність конструкції; - незадовільна технологічність покриття в процесі виготовлення електроду, що зумовлена його недостатньою пластичністю в стані обмазувальної маси, коли воно наноситься на дріт, внаслідок недостатньої кількості матеріалів-пластифікаторів і наявності в покритті такого матеріалу як залізний порошок, що зменшує пластичність обмазувальної маси. При виробництві електродів це призводить до нерівномірної текучесті обмазувальної маси в головці електродообмазувального пресу, в результаті чого зростає кількість електродів з таким видом дефекту, як різнотовщинність покриття, що значно погіршує зварювально-технологічні показники електроду. Завданням винаходу є удосконалення відомого складу зварювального електроду за рахунок додаткового введення доломіту, сухого залишку водорозчинного калій-натрієвого силікату, вибору співвідношення між всіма компонентами покриття, що забезпечує покращення зварювально-технологічних показників електроду з покриттям на основі Ільменитового концентрату та технологічних властивостей покриття в процесі виробництва електроду. Поставлене завдання вирішується тим, що в зварювальному електроді, який складається з низьковуглецевого стального сердечника (дроту) з нанесеним на нього покриттям, що містить Ільменитовий концентрат, польовий шпат, мінеральні пластифікатори, органічні пластифікатори, феросплави-розкислювачі на основі марганцю та кремнію, покриття додатково містить доломіт та сухий залишок розчинного калійнатрієвого силікату при слідуючому співвідношенні компонентів, мас.%: Ільменитовий концентрат 36-45 Доломіт 6-11 Польовий шпат 11-15 Мінеральні пластифікатори 8-14 Органічні пластифікатори 1-4 Феросплави на основі марганцю та кремнію 14-20 Сухий залишок водорозчинного калій-натрієвого силікату 9-11 Як мінеральні пластфікатори використовуються слюда мусковіт та каолін, при цьому їх співвідношення повинно знаходитись в межах від 1 до 3. При цьому коефіцієнт маси покриття складає 35-45%. Зменшення розбризкування розплавленого металу в процесі зварювання досягається завдяки зменшенню напруги зварювальної дуги, що забезпечується використанням доломіту взамін магнезиту та калій-натрієвого скла як в'яжучого компоненту. Наявність в покритті підвищеної кількості калію завдяки використанню калій-натрієвого скла сприяє збільшенню електропровідності стовпа дуги, що призводить до зниження напруги зварювальної дуги. Заміна магнезиту доломітом також сприяє зниженню номінальної напруги дуги, оскільки збільшує в шлаковому розплаві вміст сполук кальцію. А калій та кальцій, як відомо, мають нижчий потенціал Іонізації порівняно з магнієм, що сприяє підвищенню електропровідності стовпа дуги і за рахунок цього зменшенню напруги зварювальної дуги. Значне покращення відокремлення шлакової кірки досягнуто за рахунок вибору оптимального складу шлаку, збільшення в ньому вмісту сполук калію за рахунок використання. калій-натрієвого водорозчинного силікату як в'яжучого компоненту та збільшення вмісту в покритті польового шпату, що містить в своєму склад] до 10 мас.% оксиду калію. Завдяки цьому збільшилась крихкість шлакової кірки та зменшилась її адгезія до металу шва. Зменшення схильності металу шва до утворення підрізів досягнуто за рахунок збільшення в складі шлаку кислих окислів (SiO2), що містяться в покритті в першу чергу в польовому шпаті (основу його складає диоксид кремнію). Підвищенню вмісту диоксиду кремнію в складі шлаку сприяло також введення в склад покриття каоліну. Завдяки цьому в шлаці вільні оксиди заліза зв'язуються в силікати, що призводить до зменшення текучості та рухливості шлаку в рідкому стані, При цьому шлак краще вкриває розплавлений метал, менше відтісняється в хвостову частину зварювальної ванни потоком парів та газів стовпа дуги і краще формує метал шва без утворення підрізів. Висока технологічність покриття у стані обмазувальної маси, коли вона наноситься на дріт, забезпечується введенням достатньої кількості мінеральних (слюда, каолін) та органічних (целюлоза, карбоксиметилцелюлоза) пластифікаторів. Крім вказаних пластифікаторів технологічність покриття поліпшена завдяки використанню як в'яжучого компонента калій-натрієвого силікату, а не натрієвого (як в електродах ОММ-5), або натрій-калієвого (як в електродах АНО-6 по авт. свідоцтву СРСР №260772). Завдяки високій пластичності обмазувальної маси (запропонованого покриття) значно зменшується ймовірність появи дефектів електродів, пов'язаних з різнотовщинністю покриття. Межі вмісту доломіту в покритті (6-11 мас.%) вибрані Із умови необхідності забезпечення достатнього газового захисту ванни розплавленого металу вуглекислим газом, який утворюється при дисоціації доломіту від шкідливого впливу газів навколишнього середовища (кисню, азоту) при невисокій номінальній напрузі зварювальної дуги, щоб уникнути значного розбризкування розплавленого металу. При зниженні вмісту доломіту в покритті нижче 6 мас.% не забезпечується надійний газовий захист розплавленого металу, в ньому зростає вміст кисню та азоту, що призводить до зниження механічних властивостей металу шва. При підвищенні вмісту доломіту вище 11 мас.% зростає номінальна напруга дуги за рахунок її стиснення занадто великою кількістю вуглекислого газу, що утворюється при дисоціації доломіту. Це призводить до зростання номінальної напруги зварювальної дуги та підвищення розбризкування. Межі вмісту сухого залишку розчинного калій-натрієвого силікату - (9-11 мас.%) вибрані в першу чергу Із умови забезпечення необхідної консистенції та технологічних властивостей (пластичності, міцності в сирому стані та ін.) обмазувальної маси, придатної для якісного нанесення покриття на дріт. При зниженні вмісту сухого залишку нижче 9 мас.% обмазувальна маса втрачає пластичність і стає непридатною для якісного виготовлення електродів. При підвищенні вмісту сухого залишку більше 11 мас.% обмазувальна маса стає занадто м'якою, що призводить до збільшення браку електродів в процесі їх виготовлення. Межі вмісту польового шпату (11-15 мас.%) вибрані із умови забезпечення необхідних фізико-хімічних властивостей шлаку, що утворюється при плавленні електроду, в першу чергу зменшення його текучості в розплавленому стані. При зниженні вмісту польового шпату в покритті нижче 11 мас.% кількості диоксиду кремнію, що він вносить, не хватає для зв'язування окислів заліза, які містяться в шлаці, в силікати, і в цьому випадку розплавлений шлак характеризується підвищеною текучістю, що призводить до виникнення підрізів вздовж зварного шву при зварюванні швів на вертикальній площині. При підвищенні вмісту польового шпату більше 15 мас.% шлак в розплавленому стані стає занадто в'язким, що призводить до погіршення формування металу шва, особливо при зварюванні в вертикальній та горизонтальній площинах. Межі вмісту мінеральних пластифікаторів (8-14 мас.%) вибрані із умови забезпечення високих технологічних показників покриття в стані обмазувальної маси на стадії виготовлення електродів. При зниженні вмісту мінеральних пластифікаторів нижче 8 мас.% не забезпечується достатньо висока пластичність обмазувальної маси, що призводить до збільшення кількості бракованих електродів по такому показнику як різнотовщинність покриття. При збільшенні вмісту мінеральних пластифікаторів вище 14 мас.% зростає номінальна напруга зварювальної дуги внаслідок стиснення її парами води, що виділяються із мінеральних пластифікаторів (вони містять до 14 мас.% структурно-зв'язаної води - кристалізаційної, конституційної) в процесі плавлення покриття. Це призводить до збільшення розбризкування розплавленого металу, погіршення формування металу шва. Межі співвідношення слюди та каоліту (від 1 до 3) в електродному покритті вибрані із умови забезпечення високої міцності сирого покриття в процесі виготовлення електродів, При співвідношенні слюди та каоліну менше 1 збільшується ймовірність утворення тріщин в електродному покритті внаслідок розвитку усадки покриття в процесі висихання. При співвідношенні слюди та каоліну більше 3 зменшується міцність сирого покриття, що збільшує ймовірність появи таких дефектів як задири, вм'ятини та Інші, пов'язані з травмуванням сирого покриття в процесі транспортування та зачистки кінців електроду механізмами електродовиробляючого агрегату. Межі вмісту органічних пластифікаторів (1-4 мас.%) вибрані Із умови забезпечення високої міцності покриття в сирому стані та скорочення часу виготовлення обмазувальної маси при її змішуванні з рідким склом. При зниженні вмісту органічних пластифікаторів нижче 1 мас.% час змішування обмазувальної маси занадто великий (перевищує 20 хв. при нормі 5-10 хв.), а міцність покриття в сирому стані незадовільна. При збільшенні вмісту органічних пластифікаторів більше 4 мас.% необхідно збільшувати дозу рідкого скла, оскільки органічні пластифікатори активно поглинають його, що призводить до ускладнення технології сушки електродів внаслідок збільшення вологості електродного покриття. Межі вмісту феросплавів на основі марганцю та кремнію (14-20 мас.%) вибрані Із умови забезпечення оптимального вмісту в наплавленому металі марганцю (0,55-0,75 мас.%) та кремнію (0,10-0,20 мас.%), при якому забезпечуються необхідні механічні властивості - тимчасовий опір на розрив на рівні 450-500 МПа, ударну в'язкість на рівні 100-140 Дж/см2, відносне подовження металу шва не нижче 22%. Нижня межа вмісту феросплавів на основі марганцю та кремнію зумовлена заданими значеннями характеристик міцності та пластичності металу шва, верхня межа - значним зростанням міцності та зменшенням пластичності металу шва. Межі вмісту Ільменитованого концентрату (36-45 мас.%) вибрані Із умови забезпечення хорошого формування металу шва при зварюванні у різних просторових положеннях. При зменшенні вмісту ільменитового концентрату нижче 36 мас.% шлак стає "довгим", тобто кристалізується в широкому інтервалі температур, що призводить до погіршення якості формування металу шва при зварюванні у вертикальній площині та стельовому положенні. При збільшенні вмісту Ільменитового концентрату вище 45 мас.% у складі шлаку збільшується вміст окислів заліза, що призводить до зростання його текучості, внаслідок чого погіршується формування металу шва, зростає схильність до утворення підрізів, зменшується вміст в наплавленому металі марганцю та кремнію. Межі коефіцієнту маси покриття (35-45 мас.%) вибрані Із умови забезпечення надійного газошлакового захисту металу зварювальної ванни від газів навколишнього середовища (кисню, азоту). При коефіцієнті маси покриття менше 35 мас.% не забезпечується надійний захист металу зварювальної ванни, в ньому зростає вміст азоту, що призводить до погіршення механічних властивостей металу шва. При коефіцієнті маси покриття більше 45% в процесі зварювання утворюється настільки багато шлаку, що він заважає візуальному контролю за станом зварювальної ванни, погіршує формування металу шва. Перевірка винаходу виконувалась таким чином: На стрижні Із зварювального дроту марки Св-08А по ГОСТ 2246-70 діаметром 4 мм наносили покриття. При приготуванні обмазувальної маси використовували калій-натрієве рідке скло з модулем 2,95 та густиною 1430-1440 кг/м3, кількість рідкого скла, яке добавляли до сухої шихти становило 20-30%. Електроди після виготовлення сушились при температурі 180 ± 10°С впродовж 1 часу. Склад покриття електрода - прототипу та запропонованого приведені в табл. 1, при чому варіанти 1-5 містять компоненти в кількості, що заявляються формулою винаходу, а варіанти 6-9 містять компоненти в кількості, що виходить за межі формули винаходу. В процесі виготовлення всіх варіантів електродів фіксували тиск в гідроциліндрі агрегату для нанесення покриття на дріт, при якому починає текти з головки преса обмазувальна маса, наявність чи відсутність вм'ятин або тріщин на покритті. Після сушки вимірювали різнотовщинність покриття, визначали коефіцієнт розбризкування, наявність чи відсутність підрізів при зварюванні кутових швів в нижньому положенні та вертикальній площині, хімічний склад та механічні властивості металу шва. При виготовленні п'яти варіантів зварювального електроду Із складом покриття, що заявляється формулою винаходу №№1-5 (див. табл.1), зафіксовані більш високі технологічні показники порівняно з покриттям, що складаються з тих же компонентів, але які в процентному відношенні виходять за межі, встановлені запропонованим винаходом - №6-9, а також в порівнянні з прототипом. Зварювальний електрод з покриттям №№1-5 значно технологічніший при виготовленні: тиск в гідроциліндрі преса, при якому покриття стабільно наноситься на дріт не перевищує 300 кг/см2, на покриттях відсутні вм'ятини та тріщини, а різнотовщинність покриття не перевищує 0,10 мм (див. табл.3). Випробування електродів проводили при зварюванні перемінним струмом, сила зварювального струму становила у всіх випадках 180-190 А. Результати випробувань представлені в табл.2 та 3. Встановлено, що електроди варіантів №№1-5 (див. табл.1) забезпечують стабільний процес зварювання, мале розбризкування, легке відокремлення шлакової кірки, хороше формування металу шва без утворення підрізів. Електроди варіантів №№6-9 поступаються по показниках зварювально-технологічних властивостей (див. табл.3). При зварюванні електродами з покриттями №№ 1-5 коефіцієнт розбризкування не перевищує 5%, а для прототипу та варіантів №№ 6-9 він становить 7,0-8,8%. Останні також більш схильні до утворення підрізів, особливо при зварюванні кутових швів у нижньому положенні та вертикальній площині (табл.3). Механічні властивості наплавленого металу оцінювали по показникам - тимчасового опору на розрив і відносному подовженню, які визначали на взірцях типу II по ГОСТ 6996 при випробуваннях на статичне розтягування при температурі плюс 20°С, та по величині ударної в'язкості, яка визначалась при випробуваннях на ударний вигин, взірців типу VI по ГОСТ 6996-66 (взірці Менаже) при температурі плюс 20°С. Хімічний склад наплавленого металу визначали згідно вимог ГОСТ 9466-75. Результати випробувань хімічного складу та механічних властивостей наплавленого металу приведені в табл.2. Як видно з результатів випробувань зварювальні електроди варіантів №№1-5 забезпечують заданий рівень хімічного складу, механічних властивостей наплавленого металу, високу технологічність при виготовленні та хороші зварювально-технологічні властивості і перевищують по цих показниках електродпрототип. Випробування зварювальних електродів варіантів №№6-9 показали, що ні один з них не забезпечує одночасно високої технологічності у виробництві необхідного рівня зварювально-технологічних властивостей, хімічного складу та механічних властивостей наплавленого металу, що дозволяє зробити висновок про привільність вибраних меж вмісту компонентів в покритті запропонованого зварювального електроду. Запропонований зварювальний електрод призначений для зварювання конструкцій Із низько вуглецевих сталей в усіх просторових положеннях перемінним та постійним струмом, має ряд технічних переваг в порівнянні з прототипом: високу технологічність при виготовленні, кращі зварювально-технологічні властивості, що в цілому сприяє забезпеченню більш високої якості та надійності зварних конструкцій.
ДивитисяДодаткова інформація
Автори англійськоюKosenko Petro Oleksiiovych, Pokhodnia Ihor Kostiantynovych, Yavdoschyn Ihor Romanovych
Автори російськоюКосенко Петр Алексеевич, Походня Игорь Константинович, Явдощин Игорь Романович
МПК / Мітки
МПК: B23K 35/00
Мітки: зварювальний, електрод
Код посилання
<a href="https://ua.patents.su/5-23849-zvaryuvalnijj-elektrod.html" target="_blank" rel="follow" title="База патентів України">Зварювальний електрод</a>
Зварювальний електрод
Номер патенту: 21006
Опубліковано: 07.10.1997
Автори: Позняков Валерій Дмитрович, Мельник Ігор Степанович, Міходуй Леонід Іванович
МПК: B23K 35/365
Мітки: електрод, зварювальний
Формула / Реферат:
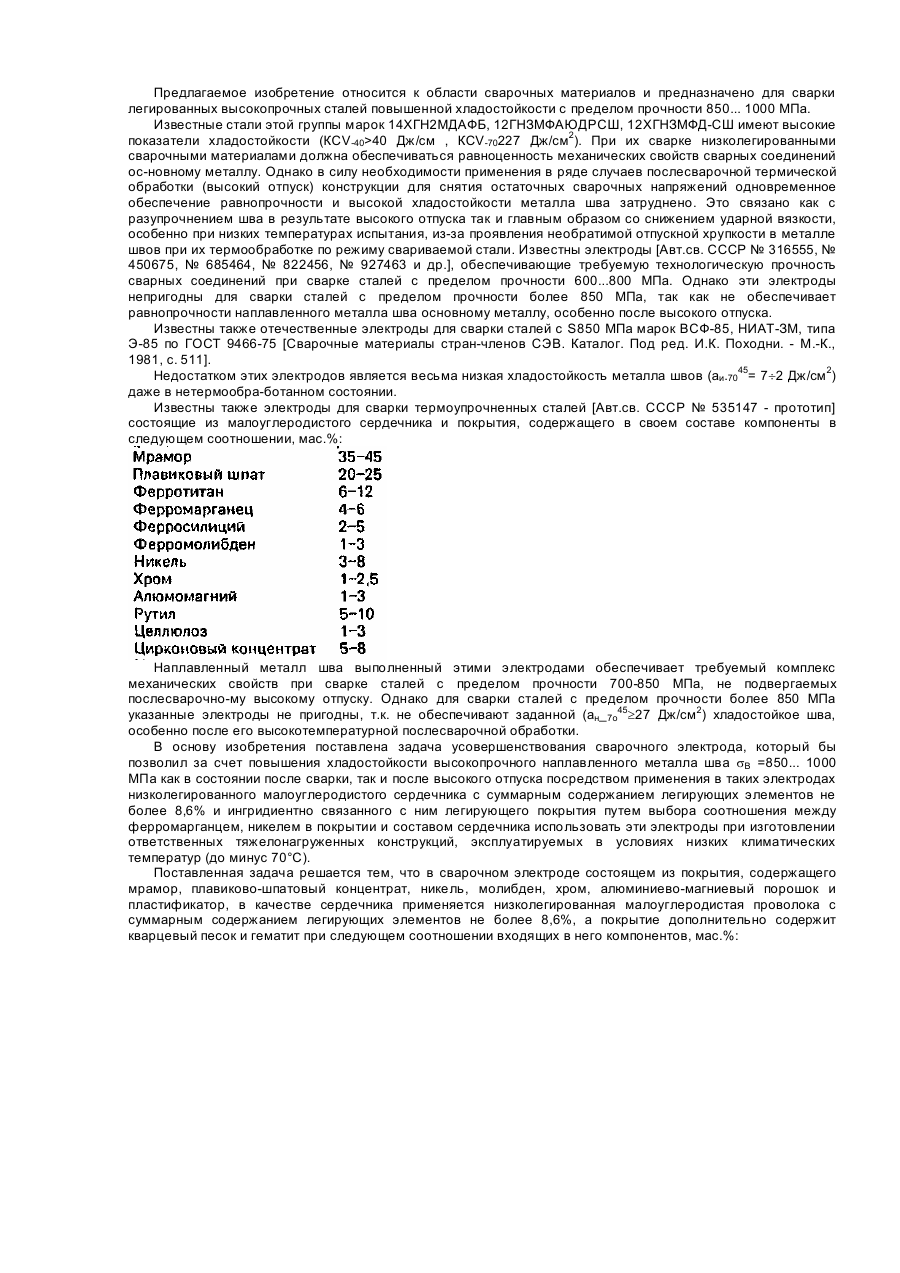
Сварочный электрод, состоящий из низколегированного малоуглеродистого сердечника и покрытия, содержащего мрамор, плавикошпатовый концентрат, рутил, ферромарганец, ферротитан, ферросилиций, никель, молибден, хром, алюминиево-магниевый порошок, пластификатор, отличающийся тем, что суммарное содержание легирующих элементов в сердечнике не должно превышать 8,6%, а покрытие дополнительно содержит кварцевый песок гематит при следующем соотношении...
Хлорсрібний електрод і спосіб його виготовлення
Номер патенту: 21801
Опубліковано: 30.04.1998
Автори: Ковальчук Євген Прокопійович, Волженська Віра Дмитрівна, Волженський Дмитро Серафимович, Залізко Віра Омелянівна
МПК: A61B 5/04, A61B 5/0408
Мітки: хлорсрібний, електрод, виготовлення, спосіб
Формула / Реферат:
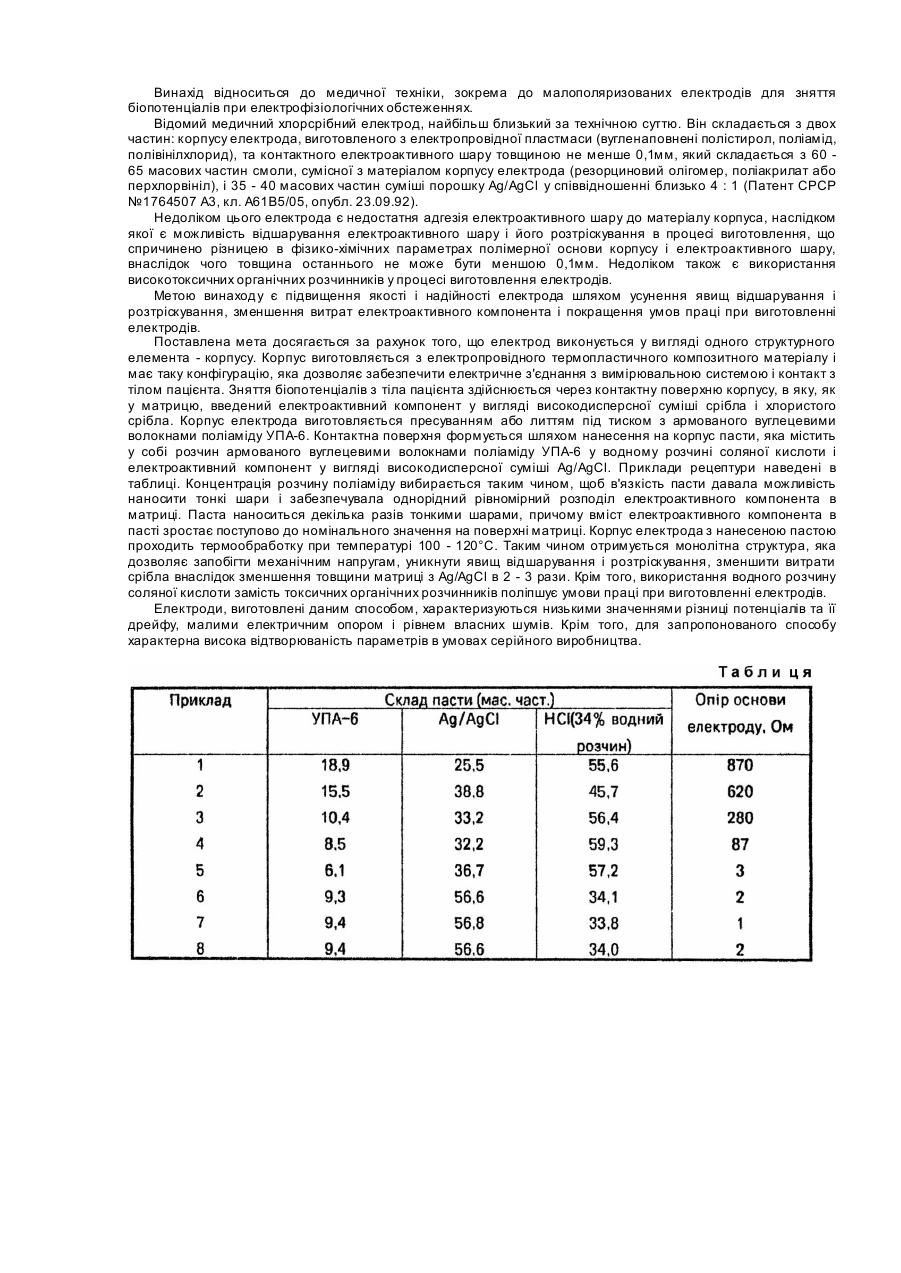
1. Хлорсрібний електрод, який відрізняється тим, що електрод конструктивно складається тільки з одного елемента, який виготовлено з електропровідного термопластичного матеріалу, причому контактна поверхня електроду представляє собою матрицю, в яку введений електроактивний компонент Ag/AgCl.2. Хлорсрібний електрод по п. 1, який відрізняється тим, що структура матеріалу електрода змінюється від щільної в об'ємі електрода до більш...
Зварювальний пальник

Номер патенту: 18568
Опубліковано: 25.12.1997
Автори: Лисенко Юрій Миколайович, Сергієнко Володимир Олександрович
МПК: F23D 14/38, F23D 14/40
Мітки: зварювальний, пальник
Формула / Реферат:
Сварочная горелка, включающая наконечник и ствол, в виде цельнолитой рукоятки с выполненными в ней каналами подвода кислорода, горючего газа и регулировочными вентилями, каждый из которых содержит корпус, маховичок со шпинделем, а также запорное тело, имеющее точечный контакт со шпинделем по его оси, отличающаяся тем, что корпус каждого вентиля выполнен заодно целое с рукояткой и снабжен упором в виде прилива, а маховичок снабжен стопором,...
Зварювальний комплекс
Номер патенту: 1129
Опубліковано: 30.12.1993
Автори: Щєрбіна Боріс Євдокімовіч, Уніговський Михайло Рахмильович, Галян Борис Опанасович, Лебедєв Володимир Костянтинович, Іванцов Олєг Максімовіч, Рулєвський Євген Васильович, Патон Борис Євгенович, Кучук-Яценко Сергій Іванович, Сахарнов Василь Олексійович, Сєрафін Орєст Міхайловіч, Солодовніков Сергій Олександрович, Криворотенко Валентин Іванович
МПК: B23K 37/04, B23K 11/04
Мітки: комплекс, зварювальний
Формула / Реферат:
1. Сварочный коплекс для изготовления непрерывного трубопровода, содержащий сварочное устройство с внутренним и наружным гратоснима-телем, трубоукладчики с устройством для подъема трубопровода, электростанцию, отличающийся тем, что, с целью повышения производительности сварочного комплекса, он снабжен продольной относительно оси трубопровода балкой, шарнирно соединенной с устройством для подъема трубопровода, на одном конце которой...
Зварювальний пальник

Номер патенту: 13071
Опубліковано: 28.02.1997
Автори: Казаков Валентин Костянтинович, Тумас Борис Юнович, Іваненко Георгій Антонович
МПК: B23K 9/173
Мітки: зварювальний, пальник
Формула / Реферат:
(57) Сварочная горелка, содержащая корпус с полостью, в которой расположена державка с токоподводящим элементом в виде прямолинейного пучка отрезков проволоки, одним концом закрепленного в державке, установленный с возможностью перемещения вдоль оси мундштука, наконечник с конической полостью, стенки которой установлены в контакте с токоведущим элементом, и сопло, отличающаяся тем, что сварочная проволока снабжена пружиной сжатия, наконечник...
Попередній патент: Горілка особлива “марія”
Наступний патент: Горілка особлива “українська житня”
Випадковий патент: Газонаповнений двотрубний гідравлічний телескопічний амортизатор