Спосіб монтажу катодної секції електролізера для одержання алюмінію
Номер патенту: 4728
Опубліковано: 28.12.1994
Автори: Бастрига Іван Михайлович, Таран Олександр Якович, Фрідман Михайло Олександрович, Лакомський Віктор Йосипович, Кнігєль Владімір Августовіч, Полніцький Євген Олександрович, Ющенко Костянтин Андрійович

Формула / Реферат
Способ монтажа катодной секции электролизера для получения алюминия, включающий выполнение углублений в пазу блока, нанесение контактного слоя на поверхность паза блока, его расплавление и механическую обработку, отличающийся тем, что контактный слой наносят в углубления и на поверхность паза блока вокруг углублений на площади, ограниченной радиусом 7-75мм от оси углубления, и выдерживают его в расплавленном состоянии в течение 5-30 секунд.
Текст
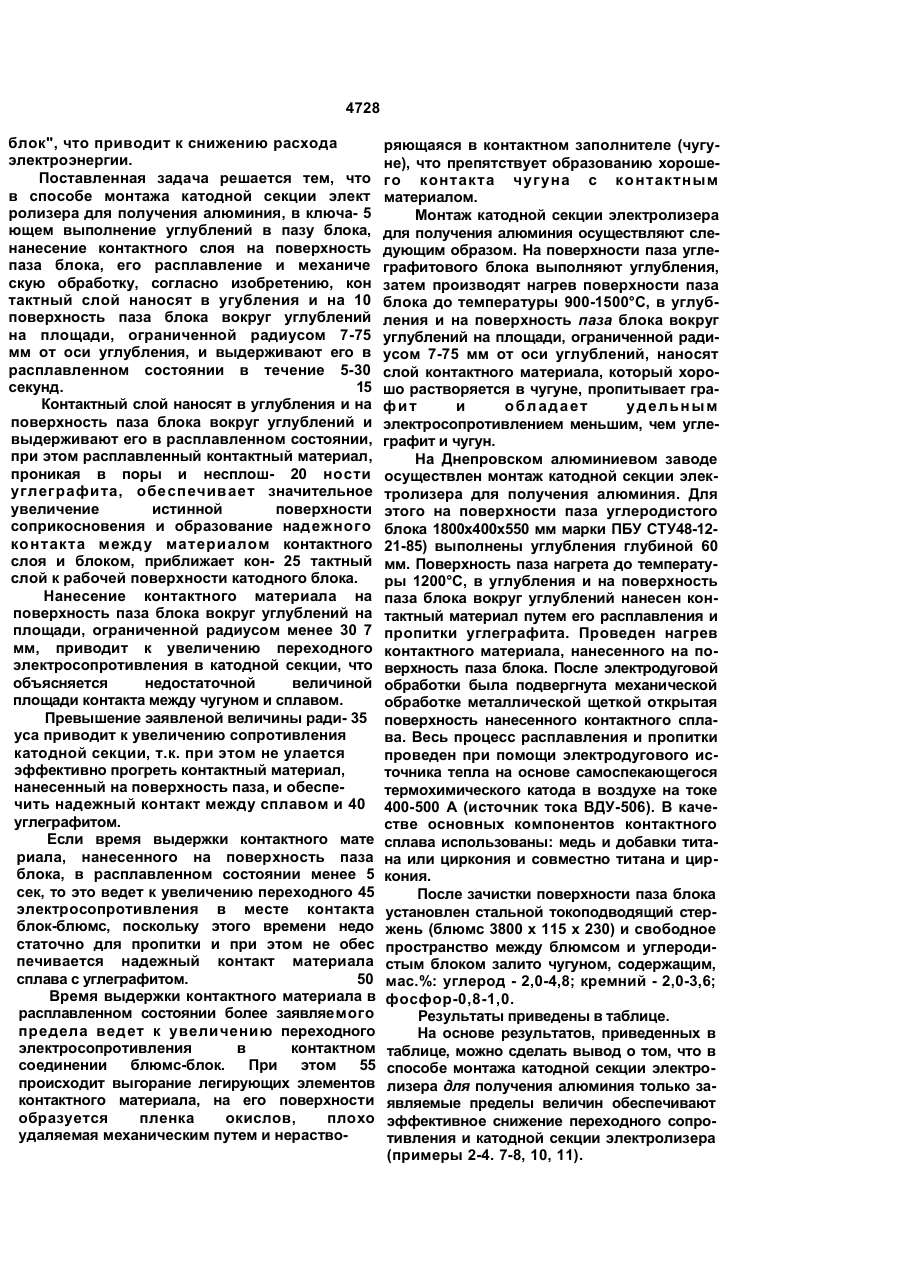
Способ монтажа катодной секции электролизера для получения алюминия, включающий выполнение углублений в пазу блока, нанесение контактного слоя на поверхность паза блока, его расплавление и механическую обработку, отличающий* с я тем, что контактный слой наносят в углубления и на поверхность паза блока вокруг углублений на площади, ограниченной радиусом 7-75 мм от оси углубления, и выдерживают его в расплавленном состоянии в течение 5-30 секунд. С > Изобретение относится к области цветной металлургии, в частности к производству алюминия электролизом расплавленных солей, и касается способа монтажа катодного устройства алюминиевого электролизера. Наиболее близким по технической сущности заявляемому решению является способ монтажа подовой секции электролизера для получения алюминия (з.№ 4438025. заявл. 16.05.88. положительное решение от 27.02.89). Способ заключается в том, что на поверхности паза блока выполняют углубления, наносят контактный слой на поверхность паза углеродистого блока, используя в качестве контактного материала материал с электропроводностью больше, чем у углеродистого материала, после нанесения контактного слоя его расплавляют и проивзодят механическую обработку. Кроме того, спо и соб предусматривает установку металлического токоподводящего стержня в пазу и заливку его чугуном. Однако, данный способ не обеспечивает достаточного снижения расхода электроэнергии, поскольку снижение переходного электросопротивления в месте контакта "чугун-контактный материал" и "контактный материал-углеграфитовый блок" незначительно. В основу изобретения поставлена задача усовершенствовать способ монтажа катодной секции электролизера для получения алюминия путем нанесения контактного слоя в углубления и на поверхность паза блока так, чтобы обеспечить снижение переходного электросопротивления в мосте контакта "чугун-контактный материал" и "контактный материал-углеграфитовый оо О 4728 блок", что приводит к снижению расхода электроэнергии. Поставленная задача решается тем, что в способе монтажа катодной секции элект ролизера для получения алюминия, в ключа- 5 ющем выполнение углублений в пазу блока, нанесение контактного слоя на поверхность паза блока, его расплавление и механиче скую обработку, согласно изобретению, кон тактный слой наносят в угубления и на 10 поверхность паза блока вокруг углублений на площади, ограниченной радиусом 7-75 мм от оси углубления, и выдерживают его в расплавленном состоянии в течение 5-30 секунд. 15 Контактный слой наносят в углубления и на поверхность паза блока вокруг углублений и выдерживают его в расплавленном состоянии, при этом расплавленный контактный материал, проникая в поры и несплош- 20 ности углеграфита, обеспечив ает значительное увеличение истинной поверхности соприкосновения и образование над ежного ко нтакта межд у материалом контактного слоя и блоком, приближает кон- 25 тактный слой к рабочей поверхности катодного блока. Нанесение контактного материала на поверхность паза блока вокруг углублений на площади, ограниченной радиусом менее 30 7 мм, приводит к увеличению переходного электросопротивления в катодной секции, что объясняется недостаточной величиной площади контакта между чугуном и сплавом. Превышение эаявленой величины ради- 35 уса приводит к увеличению сопротивления катодной секции, т.к. при этом не улается эффективно прогреть контактный материал, нанесенный на поверхность паза, и обеспечить надежный контакт между сплавом и 40 углеграфитом. Если время выдержки контактного мате риала, нанесенного на поверхность паза блока, в расплавленном состоянии менее 5 сек, то это ведет к увеличению переходного 45 электросопротивления в месте контакта блок-блюмс, поскольку этого времени недо статочно для пропитки и при этом не обес печивается надежный контакт материала сплава с углеграфитом. 50 Время выдержки контактного материала в расплавленном состоянии более заявляемого предела ведет к увеличению переходного электросопротивления в контактном соединении блюмс-блок. При этом 55 происходит выгорание легирующих элементов контактного материала, на его поверхности образуется пленка окислов, плохо удаляемая механическим путем и нераство ряющаяся в контактном заполнителе (чугуне), что препятствует образованию хорошего контакта чугуна с ко нтактным материалом. Монтаж катодной секции электролизера для получения алюминия осуществляют следующим образом. На поверхности паза углеграфитового блока выполняют углубления, затем производят нагрев поверхности паза блока до температуры 900-1500°С, в углубления и на поверхность паза блока вокруг углублений на площади, ограниченной радиусом 7-75 мм от оси углублений, наносят слой контактного материала, который хорошо растворяется в чугуне, пропитывает графит и о б л ад а е т у д ел ь н ы м электросопротивлением меньшим, чем углеграфит и чугун. На Днепровском алюминиевом заводе осуществлен монтаж катодной секции электролизера для получения алюминия. Для этого на поверхности паза углеродистого блока 1800x400x550 мм марки ПБУ СТУ48-1221-85) выполнены углубления глубиной 60 мм. Поверхность паза нагрета до температуры 1200°С, в углубления и на поверхность паза блока вокруг углублений нанесен контактный материал путем его расплавления и пропитки углеграфита. Проведен нагрев контактного материала, нанесенного на поверхность паза блока. После электродуговой обработки была подвергнута механической обработке металлической щеткой открытая поверхность нанесенного контактного сплава. Весь процесс расплавления и пропитки проведен при помощи электродугового источника тепла на основе самоспекающегося термохимического катода в воздухе на токе 400-500 А (источник тока ВДУ-506). В качестве основных компонентов контактного сплава использованы: медь и добавки титана или циркония и совместно титана и циркония. После зачистки поверхности паза блока установлен стальной токоподводящий стержень (блюмс 3800 х 115 х 230) и свободное пространство между блюмсом и углеродистым блоком залито чугуном, содержащим, мас.%: углерод - 2,0-4,8; кремний - 2,0-3,6; фосфор-0,8-1,0. Результаты приведены в таблице. На основе результатов, приведенных в таблице, можно сделать вывод о том, что в способе монтажа катодной секции электролизера для получения алюминия только заявляемые пределы величин обеспечивают эффективное снижение переходного сопротивления и катодной секции электролизера (примеры 2-4. 7-8, 10, 11). 4728 Результаты замеров электросопротивления подовых секций Пример Основные компоненты контактного материала Cu-TI Cu-Zr Cu-TI-Zr Время на- Радиус плогрева конщади наTSXTHOrO несенного материала контактнона поверх- го материаности паза ла, мм блока, сек * 1 2 3 + — •*
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for mounting of cathode section of electrolytic cell for obtaining of aluminium
Автори англійськоюYuschenko Kostiantyn Andriiovych, Lakomskyi Viktor Yosypovych, Bastryha Ivan Mykhailovych, Polnitskyi Yevhen Oleksandrovych, Taran Oleksandr Yakovych, Fridman Mykhailo Oleksandrovych, Knihel Vladimir Avhustovich
Назва патенту російськоюСпосіб монтажу катодної секції електролізера для одержання алюмінію
Автори російськоюЮщенко Константин Андреевич, Лакомский Виктор Иосифович, Бастрига Иван Михайлович, Полницкий Евгений Александрович, Таран Александр Яковлевич, Фридман Михаил Александрович, Книгель Владимир Августович
МПК / Мітки
МПК: C25C 3/08
Мітки: монтажу, електролізера, спосіб, алюмінію, одержання, катодної, секції
Код посилання
<a href="https://ua.patents.su/4-4728-sposib-montazhu-katodno-sekci-elektrolizera-dlya-oderzhannya-alyuminiyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб монтажу катодної секції електролізера для одержання алюмінію</a>
Пристрій струмопідводу і спосіб живлення електролізерів для отримання алюмінію
Номер патенту: 4751
Опубліковано: 28.12.1994
Автори: Жозеф Шаффі, Бернар Лангон, Мішель Леруа
МПК: C25C 3/16
Мітки: алюмінію, отримання, спосіб, пристрій, живлення, електролізерів, струмопідводу
Формула / Реферат:
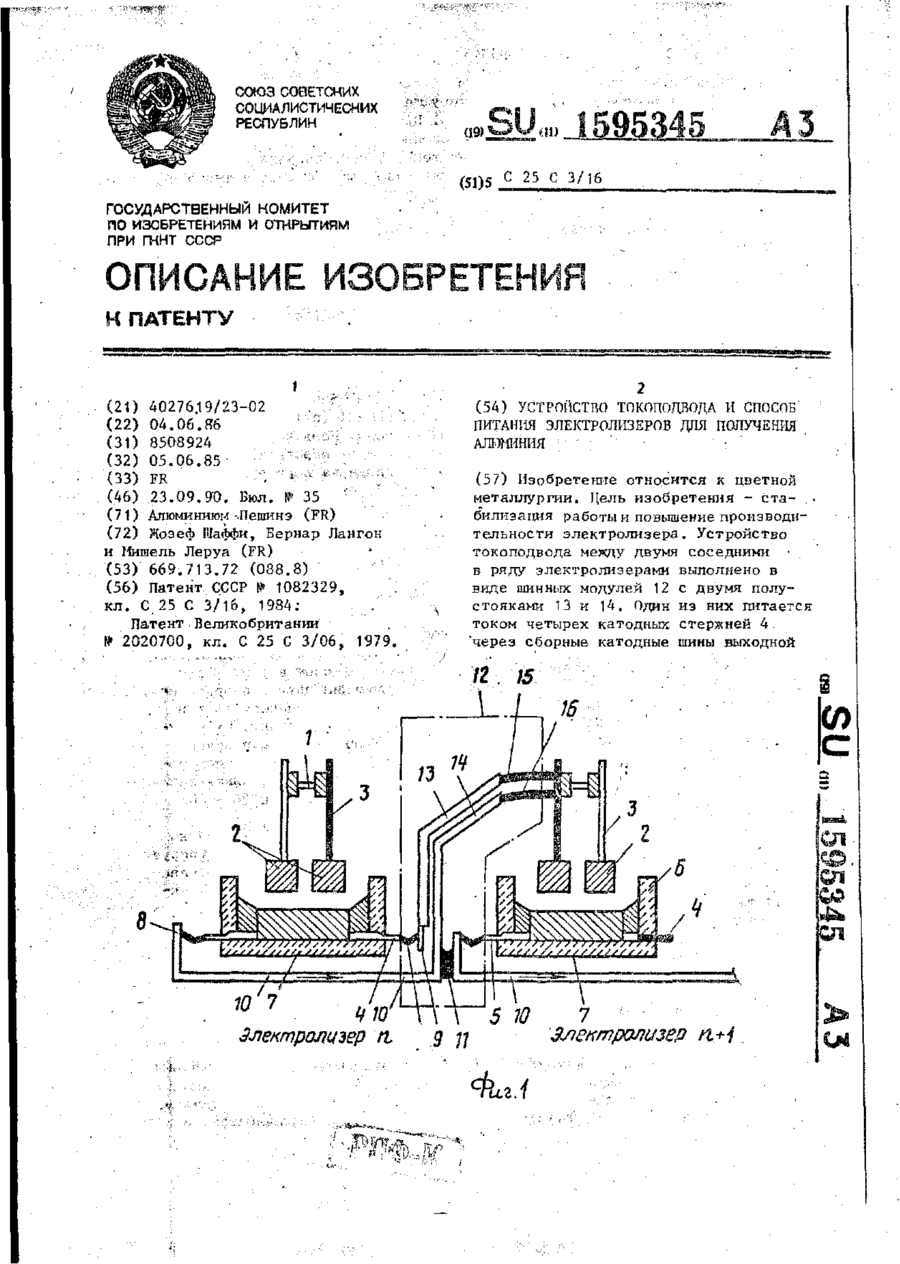
1.Устройство токоподвода к электролизерам для получения алюминия с двухрядным поперечным расположением их в ряду, содержащее анодную ошиновку, соединенную с анодами посредством анодных штырей, катодную ошиновку из катодных стержней с гибкими пакетами, выступающими по обе стороны катодного кожуха электролизера с днищем, сборные катодные шины на входной и выходной сторонах катодного кожуха электролизера, соединительные шины, шунтирующий...
Ошиновка алюмінієвого електролізера

Номер патенту: 4775
Опубліковано: 28.12.1994
Автори: Жан-П'єр Дюгуа, Поль Морель
МПК: C25C 3/16
Мітки: електролізера, ошиновка, алюмінієвого
Формула / Реферат:
Ошиновка алюминиевого электролизера серии с поперечным размещением ее в корпусе электролиза, содержащая катодные пакеты шин входной и выходной сторон катодного кожуха, обводные шины, стояки и анодные распределительные шины, отличающаяся тем, что, с целью увеличения выхода металла за счет снижения воздействия магнитного поля на катодный алюминий, анодная распределительная шина через стояки, расположенные у ее концов, и обводные шины...
Спосіб забеспечення симетрічності вертикальної складної магнітного поля у електролізерах для отримання алюмінію
Номер патенту: 3575
Опубліковано: 27.12.1994
Автори: Поль Морель, Жан-П'єр Дюгуа
МПК: C25C 3/16
Мітки: отримання, спосіб, складної, поля, симетричності, забеспечення, електролізерах, алюмінію, вертикальної, магнітного
Формула / Реферат:
Способ обеспечения симметричности вертикальной составляющей магнитного поля в электролизерах для получения алюминия, расположенных поперечно оси серии, включающий создание корректирующего магнитного поля током замкнутого контура, образованного боковой катодной шиной и шиной, проходящей под днищем катодного кожуха, отличающийся тем, что, с целью повышения выхода алюминия по току, замкнутые контуры располагают у каждого из двух торцов...
Спосіб видалення багашарового покриття з поверхні алюмінію
Номер патенту: 3093
Опубліковано: 26.12.1994
Автори: Грошенко Микола Олександрович, Мілюкова Олена Татосовна, Фаєрман Максим Дмитрович, Пєршина Катерина Дмитрівна
МПК: C23F 1/00
Мітки: покриття, видалення, алюмінію, багашарового, спосіб, поверхні
Формула / Реферат:
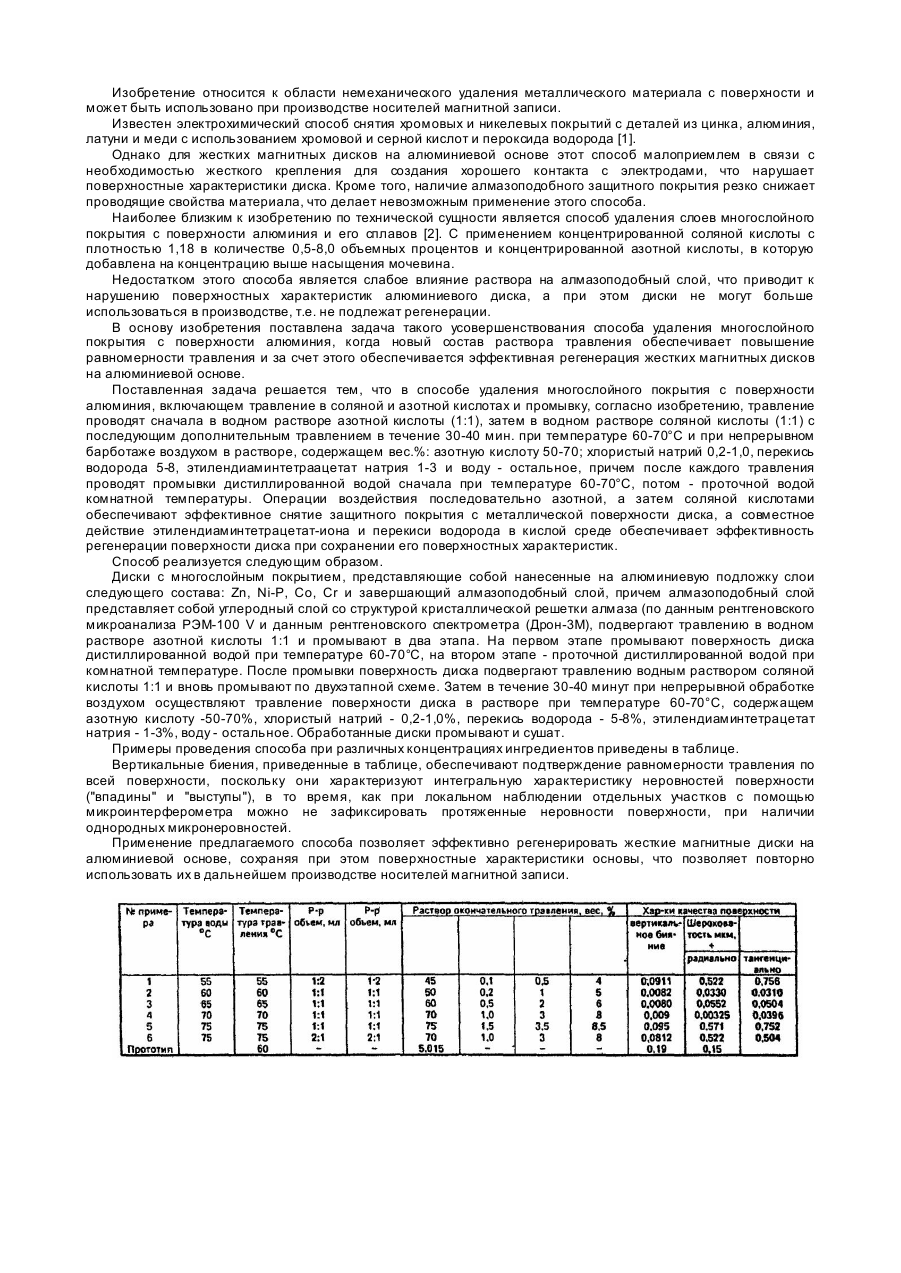
Способ удаления многослойного покрытия с поверхности алюминия, включающий травление в соляной и азотной кислотах и промывку, отличающийся тем, что травление проводят сначала в водном растворе азотной кислоты (1:1), затем в водном растворе соляной кислоты (1:1) с последующим дополнительным травлением в течение 30-40 мин при температуре 60-70°С и при непрерывном барботаже воздухом в растворе, содержащем вес. %: азотную кислоту 50-70, хлористый...
Прилад регулювання подачі додаткового твердого електроліту у електролітичну ванну для отримання алюмінію шляхом електролізу глинозему
Номер патенту: 4749
Опубліковано: 28.12.1994
Автори: Ален Патернога, Бенуа Сюльмонт
МПК: C25C 3/20
Мітки: алюмінію, прилад, додаткового, ванну, електроліту, електролітичну, електролізу, регулювання, глинозему, шляхом, подачі, отримання, твердого
Формула / Реферат:
1.Устройство регулирования подачи добавочного твердого электролита в электролитическую ванну для получения алюминия путем электролиза глинозема преимущественно в электролизере с углеродистым катодом, углеродистыми анодными блоками, закрепленными на анодной раме, содержащее датчик контроля высоты расплава ванны, соединенный с блоком сравнения, второй вход которого соединен с блоком задания высоты расплава ванны, а выход через блок...
Попередній патент: Спосіб одержання мікролускового графіту
Наступний патент: Порошковий вогнегасник
Випадковий патент: Спосіб формування на поверхні багатокомпонентних оксидів тонких шарів зі зміненим складом і властивостями