Спосіб виготовлення конструкційно-оздоблювального матеріалу

Формула / Реферат
Спосіб виготовлення конструкційно-оздоблювального теплоізоляційного матеріалу, згідно з яким робочу композицію - суміш вихідних інгредієнтів, що містить як в'яжучу речовину рідке натрієве скло і як наповнювач суміш спученого вермикуліту і спученого перліту, формують та обробляють методом гарячого пресування, який відрізняється тим, що свіжовідпресовані плити-сирівці поверхнево обприскують насиченим розчином фосфатної кислоти, просушують і термообробляють за температури 400...450 °С.
Текст
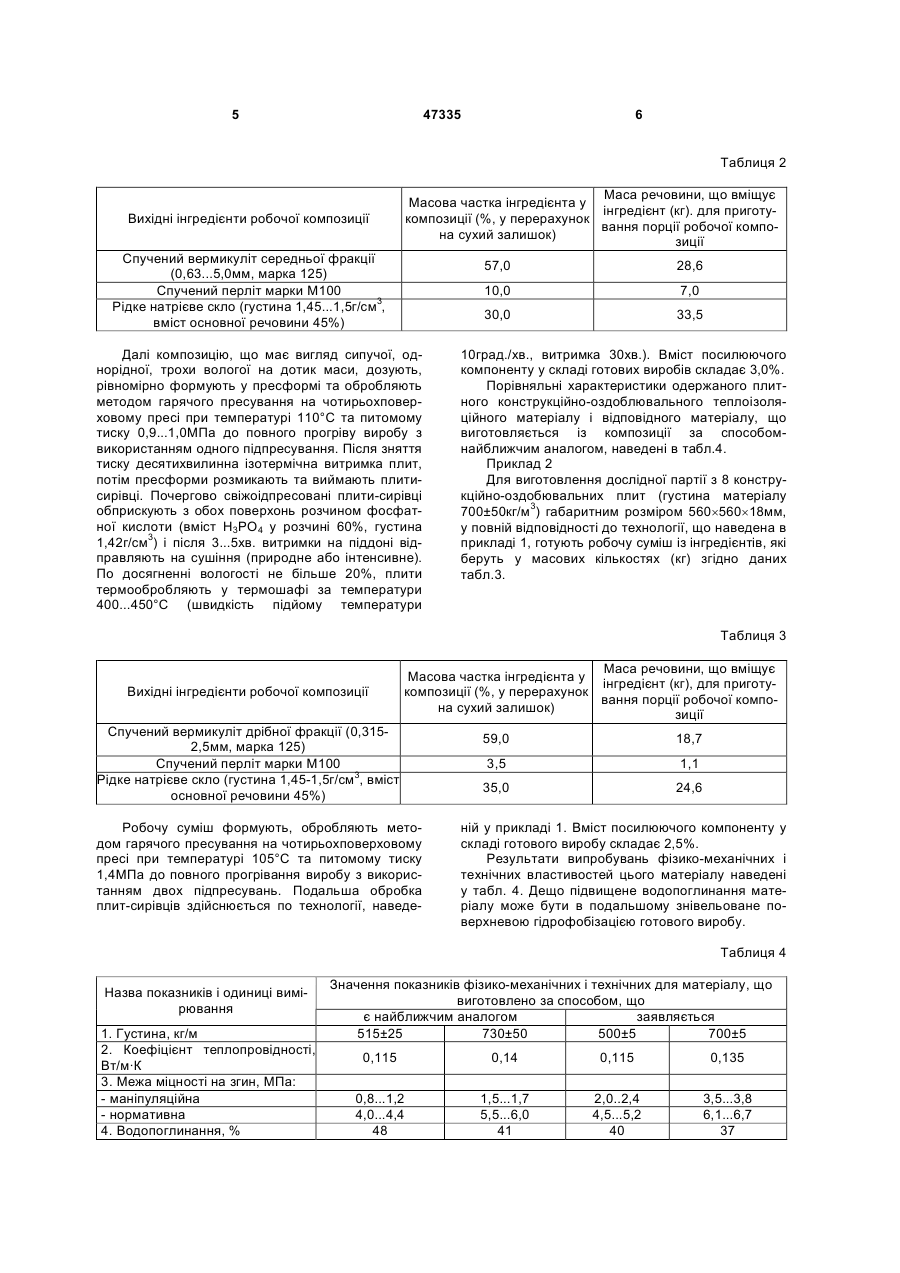
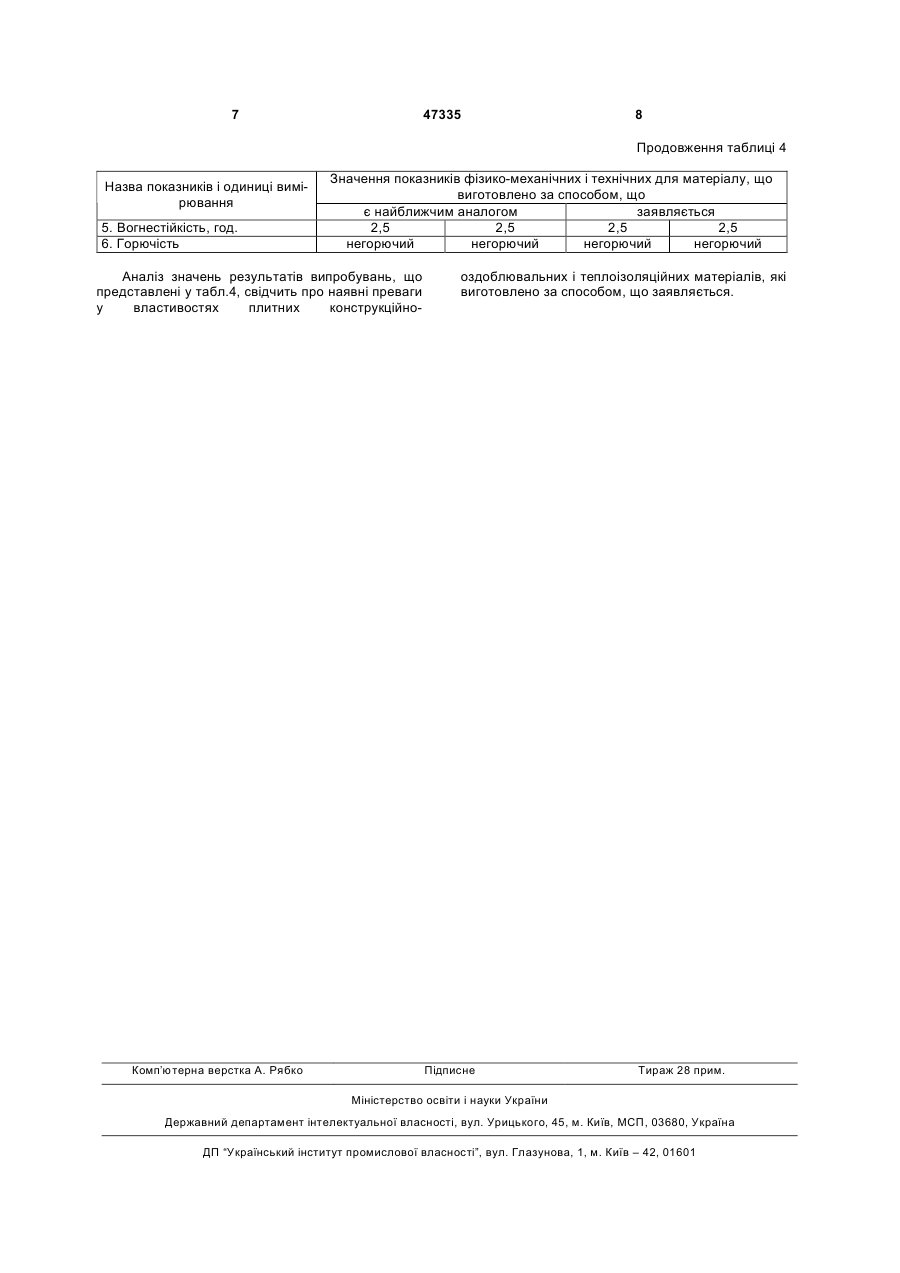
Спосіб виготовлення конструкційнооздоблювального теплоізоляційного матеріалу, 3 компонентів у складі композиції (у мас.% у перерахунок на сухий залишок) наступне: спучений вермикуліт - 50...60; спучений перліт - 1...10; рідке натрієве скло - 25...35; магній хлорид - 8...15. До недоліків способу-найближчого аналогу відносяться низька маніпуляційна (технологічна) міцність свіжовідпресованих плит-сирців, що призводить до значної кількості механічних пошкоджень під час проходження плит по технологічній лінії (і, відповідно, спричинює низький вихід продукції), а також недостатня міцність остаточно виготовлених виробів при одночасно завищеній густині. В основу корисної моделі поставлено задачу удосконалення способу виготовлення конструкційно-оздоблювального матеріалу, з метою досягнення підвищених показників його міцності, як маніпуляційної так і кінцевої, спрощення технології обробки виробів та забезпечення більш високого виходу продукції. Для вирішення поставленої задачі робочу композицію - суміш вихідних інгредієнтів, що містить як в'яжучу речовину рідке натрієве скло, як наповнювач суміш спученого вермикуліту і спученого перліту, формують та обробляють методом гарячого пресування і додатково свіжовідпресовані плити-сирівці поверхнево обприскують насиченим розчином фосфатної кислоти, просушують і термообробляють за температури 400...450°С. Обприскування поверхні плит-сирівців безпосередньо після їх виймання з пресу фосфатною кислотою викликає зниження рН системи (від 10,6...11,2 до 4,0...4,5) у поверхневому шарі матеріалу (на глибину 3...5мм виробу). Це спричинює інтенсивну коагуляцію рідкого скла з утворенням полімерної сполуки - аморфізованого гелю силікатної кислоти, який є основним структуроутворюючим елементом, що додає матеріалу відповідних властивостей (щільності, міцності, термостійкості тощо). Тому маніпуляційна міцність таких свіжовідпресованих виробів, у порівнянні з виготовленими за способом-найближчим аналогом, є істотно вищою. При подальшій термообробці виробу внаслідок процесів дегідратації, поліконденсації і полімеризації відбувається утворення хімічних зв'язків як у структурі в'яжучого, так і на межі між ним і на 47335 4 повнювачем, за участі поліфосфат-іонів, що приводить до росту когезійної і адгезійної міцності сполучної фази. Як результат відбувається підвищення показників міцності матеріалу. Спосіб полягає у наступному. Готують робочу композицію із вихідних компонентів - наповнювачів та в'яжучої речовини. Наповнювачі - сипучі фракціоновані речовини (спучений вермикуліт і спучений перліт, вологістю не більше 3%) зрошують в'яжучою речовиною - рідким натрієвим склом (із густиною 1,45...1,5г/см3, кремнеземистим модулем 2,8...3,0) та інтенсивно перемішують до утворення однорідної (відсутні грудки), напіввологої на дотик, пухкої, сипучої маси. Співвідношення компонентів (мас.%, у перерахунок на сухий залишок) робочої композиції для виготовлення плити-сирівця наступне: спучений вермикуліт 50...60, спучений перліт рідке 1...10, натрієве скло 25...35. Надалі отриману суміш, не допускаючи агломерації, формують на піддоні або у пресформі та обробляють методом гарячого пресування при температурі 105...110°С та питомому тиску 0,6...1,4МПа до повного прогрівання виробу. Відпресовані плити почергово на виході з пресу з обох поверхонь інтенсивно на протязі 0,5...2хв. обприскують насиченим (50...75%) розчином ортофосфатної кислоти до стану насичення, що відповідає вмісту адсорбованої речовини у кінцевому виробі не більше 3% мас. (візуально це характеризується появою на поверхні стікаючих крапель рідини). Після зникнення з поверхні рідини, плити розміщують у певній кількості на етажерці або піддоні і після 3...5 хвилинної витримки відправляють на обробку по технологічній лінії. При досягненні вологості матеріалу не більше 20%, плити підлягають термообробці за температури 400...450°С (швидкість підйому температури 5...10град./хв., витримка 30хв.). Матеріал, що виготовляється за способом, що заявляється, за технологічними та нормативними показниками міцності перевищує аналогічний плитний матеріал, виготовлений із композиції, яка є найближчим аналогом (табл.1), не поступаючись за іншими основними показниками. Таблиця 1 Значення межі міцності на згин, МПа Матеріал, густина свіжовідпресованих плит (маніпуляційна кінцевих виробів виготовлених за спосоякого дорівнює, міцність), виготовлених за способом, що бом, що кг/м є найближчим аналоє найближчим аналозаявляється заявляється гом гом 500±25 0,8...1,2 2,0...2,4 4,0...4,4 4,5...5,2 600±50 1,0...1,5 2,5...3,1 5,0...5,5 5,3...5,8 700±50 1,5...1,7 3,5...3,8 5,5...6,0 6,1...6,7 Приклад 1 Виготовляють дослідну партію із 8 теплоізоляційних плит (густина матеріалу 500±25кг/м3) габаритним розміром 560´560´40мм. Робочу компози цію готують послідовним інтенсивним перемішуванням вихідних інгредієнтів, які беруть у масових кількостях (кг), згідно даних табл.2. 5 47335 6 Таблиця 2 Маса речовини, що вміщує Масова частка інгредієнта у інгредієнт (кг). для приготукомпозиції (%, у перерахунок вання порції робочої компона сухий залишок) зиції Вихідні інгредієнти робочої композиції Спучений вермикуліт середньої фракції (0,63...5,0мм, марка 125) Спучений перліт марки М100 Рідке натрієве скло (густина 1,45...1,5г/см3, вміст основної речовини 45%) 57,0 10,0 7,0 30,0 Далі композицію, що має вигляд сипучої, однорідної, трохи вологої на дотик маси, дозують, рівномірно формують у пресформі та обробляють методом гарячого пресування на чотирьохповерховому пресі при температурі 110°С та питомому тиску 0,9...1,0МПа до повного прогріву виробу з використанням одного підпресування. Після зняття тиску десятихвилинна ізотермічна витримка плит, потім пресформи розмикають та виймають плитисирівці. Почергово свіжоідпресовані плити-сирівці обприскують з обох поверхонь розчином фосфатної кислоти (вміст Н3РО4 у розчині 60%, густина 1,42г/см3) і після 3...5хв. витримки на піддоні відправляють на сушіння (природне або інтенсивне). По досягненні вологості не більше 20%, плити термообробляють у термошафі за температури 400...450°С (швидкість підйому температури 28,6 33,5 10град./хв., витримка 30хв.). Вміст посилюючого компоненту у складі готових виробів складає 3,0%. Порівняльні характеристики одержаного плитного конструкційно-оздоблювального теплоізоляційного матеріалу і відповідного матеріалу, що виготовляється із композиції за способомнайближчим аналогом, наведені в табл.4. Приклад 2 Для виготовлення дослідної партії з 8 конструкційно-оздобювальних плит (густина матеріалу 700±50кг/м3) габаритним розміром 560´560´18мм, у повній відповідності до технології, що наведена в прикладі 1, готують робочу суміш із інгредієнтів, які беруть у масових кількостях (кг) згідно даних табл.3. Таблиця 3 Вихідні інгредієнти робочої композиції Маса речовини, що вміщує Масова частка інгредієнта у інгредієнт (кг), для приготукомпозиції (%, у перерахунок вання порції робочої компона сухий залишок) зиції Спучений вермикуліт дрібної фракції (0,3152,5мм, марка 125) Спучений перліт марки М100 Рідке натрієве скло (густина 1,45-1,5г/см3, вміст основної речовини 45%) Робочу суміш формують, обробляють методом гарячого пресування на чотирьохповерховому пресі при температурі 105°С та питомому тиску 1,4МПа до повного прогрівання виробу з використанням двох підпресувань. Подальша обробка плит-сирівців здійснюється по технології, наведе 59,0 18,7 3,5 1,1 35,0 24,6 ній у прикладі 1. Вміст посилюючого компоненту у складі готового виробу складає 2,5%. Результати випробувань фізико-механічних і технічних властивостей цього матеріалу наведені у табл. 4. Дещо підвищене водопоглинання матеріалу може бути в подальшому знівельоване поверхневою гідрофобізацією готового виробу. Таблиця 4 Назва показників і одиниці вимірювання 1. Густина, кг/м 2. Коефіцієнт теплопровідності, Вт/м·К 3. Межа міцності на згин, МПа: - маніпуляційна - нормативна 4. Водопоглинання, % Значення показників фізико-механічних і технічних для матеріалу, що виготовлено за способом, що є найближчим аналогом заявляється 515±25 730±50 500±5 700±5 0,115 0,14 0,115 0,135 0,8...1,2 4,0...4,4 48 1,5...1,7 5,5...6,0 41 2,0..2,4 4,5...5,2 40 3,5...3,8 6,1...6,7 37 7 47335 8 Продовження таблиці 4 Назва показників і одиниці вимірювання 5. Вогнестійкість, год. 6. Горючість Значення показників фізико-механічних і технічних для матеріалу, що виготовлено за способом, що є найближчим аналогом заявляється 2,5 2,5 2,5 2,5 негорючий негорючий негорючий негорючий Аналіз значень результатів випробувань, що представлені у табл.4, свідчить про наявні преваги у властивостях плитних конструкційно Комп’ютерна верстка А. Рябко оздоблювальних і теплоізоляційних матеріалів, які виготовлено за способом, що заявляється. Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for the production of construction-finishing material
Автори англійськоюNevynskyi Oleksandr Heorhiiovych
Назва патенту російськоюСпособ изготовления конструкционно-отделочного материала
Автори російськоюНевинский Александр Георгиевич
МПК / Мітки
МПК: E04B 1/74, C04B 28/00
Мітки: матеріалу, конструкційно-оздоблювального, спосіб, виготовлення
Код посилання
<a href="https://ua.patents.su/4-47335-sposib-vigotovlennya-konstrukcijjno-ozdoblyuvalnogo-materialu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення конструкційно-оздоблювального матеріалу</a>
Спосіб виготовлення конструкційно-оздоблювального матеріалу
Номер патенту: 18344
Опубліковано: 15.11.2006
Автори: Гивлюд Миколай Миколайович, Кельїна Світлана Юріївна, Невинський Олександр Георгійович
МПК: E04B 1/74, C04B 28/26
Мітки: матеріалу, конструкційно-оздоблювального, спосіб, виготовлення
Формула / Реферат:
Спосіб виготовлення конструкційно-оздоблювального матеріалу, згідно з яким робочу композицію - суміш вихідних інгредієнтів, що містить як в'яжучу речовину рідке натрієве скло і як наповнювач - суміш спученого вермикуліту і спученого перліту, формують та обробляють методом гарячого пресування, який відрізняється тим, що відпресовані плити-напівфабрикати просочують насиченим розчином магнію хлориду, просушують і термообробляють при температурі...
Композиція для виготовлення конструкційно-оздоблювального матеріалу
Номер патенту: 47334
Опубліковано: 25.01.2010
Автор: Невинський Олександр Георгійович
МПК: E04B 1/74, C04B 28/00
Мітки: конструкційно-оздоблювального, матеріалу, композиція, виготовлення
Формула / Реферат:
1. Композиція для виготовлення конструкційно-оздоблювального матеріалу, що містить спучений вермикуліт, спучений перліт і рідке натрієве скло, яка відрізняється тим, що до складу композиції додатково введено фосфатну кислоту при наступному загальному співвідношенні компонентів, у мас. %, у перерахунок на сухий залишок: спучений вермикуліт 50...60 спучений перліт 1...10 ...
Композиція для виготовлення конструкційно-оздоблювального матеріалу
Номер патенту: 20430
Опубліковано: 15.01.2007
Автор: Невинський Олександр Георгійович
МПК: E04B 1/74, C04B 28/26
Мітки: композиція, матеріалу, конструкційно-оздоблювального, виготовлення
Формула / Реферат:
1. Композиція для виготовлення конструкційно-оздоблювального матеріалу, що містить спучений вермикуліт, спучений перліт, рідке натрієве скло і гідрофобізатор, яка відрізняється тим, що до складу композиції додатково введено силікат-глибу та кріоліт при наступному загальному співвідношенні компонентів, мас. %, у перерахунку на сухий залишок: спучений вермикуліт 50-60 спучений перліт ...
Композиція для виготовлення конструкційно-оздоблювального матеріалу
Номер патенту: 33085
Опубліковано: 10.06.2008
Автор: Невинський Олександр Георгійович
МПК: C04B 28/26, E04B 1/74
Мітки: матеріалу, виготовлення, конструкційно-оздоблювального, композиція
Формула / Реферат:
1. Композиція для виготовлення конструкційно-оздоблювального матеріалу, що містить спучений вермикуліт, спучений перліт, рідке натрієве скло, кріоліт і гідрофобізатор, яка відрізняється тим, що додатково містить гідратований натрій силікат і тонкодисперговані відходи виробництва даного матеріалу при наступному загальному співвідношенні компонентів, у мас. %, у перерахунку на сухий залишок: спучений вермикуліт ...
Композиція для виготовлення конструкційно-оздоблювального матеріалу
Номер патенту: 20431
Опубліковано: 15.01.2007
Автори: Кельїна Світлана Юріївна, Невинський Олександр Георгійович, Гивлюд Миколай Миколайович
МПК: C04B 28/26, E04B 1/74
Мітки: матеріалу, композиція, виготовлення, конструкційно-оздоблювального
Формула / Реферат:
1. Композиція для виготовлення конструкційно-оздоблювального матеріалу, що містить спучений вермикуліт, спучений перліт і рідке натрієве скло, яка відрізняється тим, що до складу композиції додатково введено магній хлорид при наступному загальному співвідношенні компонентів, мас. %, у перерахунку на сухий залишок: спучений вермикуліт 50-60 спучений перліт 1-10 ...
Попередній патент: Композиція для виготовлення конструкційно-оздоблювального матеріалу
Наступний патент: Протиударний амортизатор
Випадковий патент: N-метиламінометилізоіндольні сполуки, композиції, що їх включають, і способи їх застосування