Спосіб давидова для вільного редукування труб зі стоншуванням стінки

Формула / Реферат
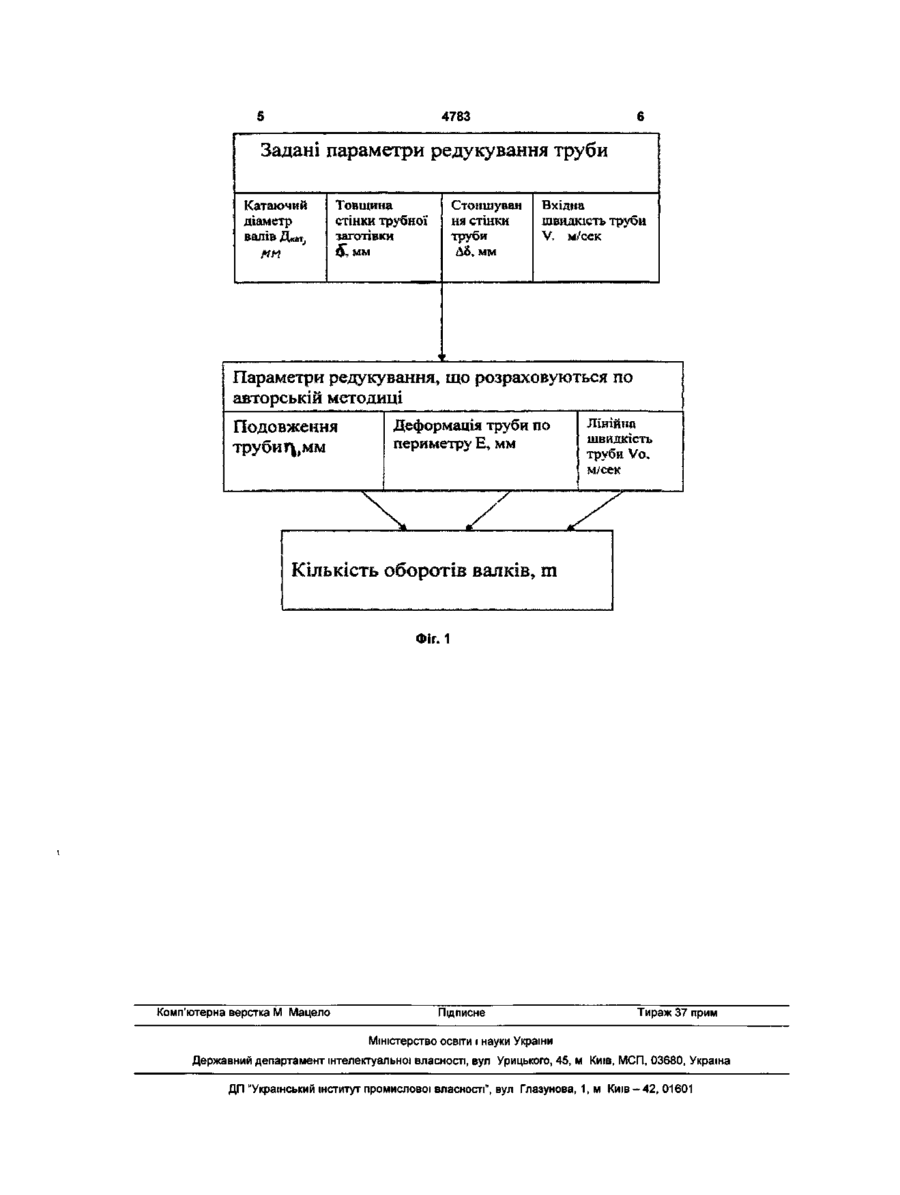
Спосіб для вільного редукування труб зі стоншуванням стінки, що включає деформацію трубної заготовки у калібрах, утворених привідними валками, частоту обертання яких вибирають залежно від катаючого діаметра валків, периметра, товщини та швидкості руху труби до та після деформації, який відрізняється тим, що розрахунок кількості обертів валків ![]() здійснюють у додатковій залежності від значення деформації труби по периметру
здійснюють у додатковій залежності від значення деформації труби по периметру ![]() та подовження труби
та подовження труби ![]() , які розраховують для заданої величини стоншування стінки труби
, які розраховують для заданої величини стоншування стінки труби ![]() , при цьому
, при цьому
![]() ,
,
де ![]() - лінійна швидкість труби,
- лінійна швидкість труби,
![]() - катаючий діаметр валків,
- катаючий діаметр валків,
![]() - товщина труби в i-тому калібрі.
- товщина труби в i-тому калібрі.
Текст
Спосіб для вільного редукування труб зі стоншуванням стінки, що включає деформацію трубної заготовки у калібрах, утворених привідними валками, частоту обертання яких вибирають залежно від катаючого діаметра валків, периметра, товщини та швидкості руху труби до та після деформації, який відрізняється тим, що розрахунок Корисна модель відноситься до трубного виробництва. Відомий спосіб вільного редукування труб [1], що включає деформацію трубної заготовки зі зменшенням її периметру за допомогою впливу на її зовнішню поверхню валків, що безперервно обертаються та утворюють ряд послідовно розміщених калібрів, крізь які зі вказаною швидкістю рухається трубна заготовка. Частота обертання валків у кожному калібрі розраховується на основі закону збереження постійності потоків металу труби крізь її поперечний переріз на всіх етапах технологічного циклу, параметри кожного з яких характеризуються напругами, що діють на поперечному перерізі труби. При такому аналізі процесу деформації труби вільне редукування завжди характеризується збільшенням товщини стінки труби при зменшенні її периметру. Недоліком відомого способу є неможливість регулювання товщини труб, що редукуються, а це знижує якість готових труб. Найбільш близьким за технологічною суттю та за результатом, що досягається, є відомий спосіб холодного редукування зварних трубних виробів [2], що включає деформацію зварної труби, яка виходить зі зварного стану, у ряді послідовно розміщених калібрів, утворених приводними валками, що відрізняються тим, що частоту обертання вал кількості обертів валків т , здійснюють у додатковій залежності від значення деформації труби по периметру Е, та подовження труби гц, які розраховують для заданої величини стоншування стінки труби A5j, при цьому mi=F(Ei,Tii,5i,ViIflKaT), де Vj - лінійна швидкість труби, Дкат - катаючий діаметр валків, A5j - товщина труби в і-тому калібрі. ків coj вибирають у діапазоні, який визначається рівнянням: Dj < OOj < Di де h 0 , P - товщина стінки та периметр трубної заготовки відповідно; Pj - периметр труби у і-тій кліті; Vrj - швидкість трубної заготовки; Dj - катаючий діаметр валків по дну калібру у і-тім калібрі, мм; dj - відстань між валками по дну калібру у ітім калібрі, мм. Відомий спосіб дозволяє за рахунок витримки у певному діапазоні частоти обертання та параметрів приводних редукуючи валків забезпечити збереження постійної товщини стінки труби при її редукуванні по діаметру. Основним недоліком відомого способу є неможливість одержання готових труб з товщиною стінки у мінусовому допуску, що знижує вихід готового продукту та, відповідно, економічну ефективність способу. В основу корисної моделі поставлена задача удосконалення способу редукування трубних заго CO 00 4783 тівок шляхом вибору таких параметрів та умов їх деформації у приводних валках редукційного стану, які забезпечать отримання готової труби з товщиною стінки у мінусовому допуску. Поставлена задача вирішується тим, що в способі Давидова для вільного редукування труб зі стоншуванням стінки, що включає деформацію трубної заготовки в калібрах, здійснених приводними валками, частоту обертання яких визначають у залежності від катаючого діаметра валків, периметра, товщини та швидкості руху труби до і після деформації, згідно з винаходом, розрахунок обертів валків здійснюють за авторською методикою у додатковій залежності від оптимального значення подовження труби, яке розраховують для заданої величини стоншування її стінки при збереженні умов пластичної деформації по периметру, при цьому редукування трубної заготовки проводять у одній кліті редукційно-калібрувального стану. Спосіб, що заявляється, дозволяє провести редукування трубної заготовки зі стоншенням її стінки на одній кліті редукційного стану, постаченої приводними валками круглого калібру. Між суттєвими ознаками корисної моделі та одержаним технічним результатом є причиннонаслідковий зв'язок, що розкривається при аналізі теоретичних основ редукування у круглому калібрі без оправки, тобто вільного редукування. Формування металу при вільному редукуванні труби супроводжується нерівномірним розподілом радіальних, тангенціальних та осьових напруг та деформацією по перерізу труби та вздовж осередку деформації. Значні тангенціальні стискаючі напруги призводять до зменшення розмірів труби у тангенціальному напрямі та до збільшення у осьовому та радіальному. При малих обжиманнях (ступінь редукування) труби по діаметру (деформація по периметру
ДивитисяДодаткова інформація
Назва патенту англійськоюDavidov"s method for free reduction of tubes with thinning of walls
Назва патенту російськоюСпособ давыдова для свободного редуцирования труб с утоньшением стенки
МПК / Мітки
МПК: B21B 17/00
Мітки: стоншуванням, стінки, вільного, труб, давидова, редукування, спосіб
Код посилання
<a href="https://ua.patents.su/4-4783-sposib-davidova-dlya-vilnogo-redukuvannya-trub-zi-stonshuvannyam-stinki.html" target="_blank" rel="follow" title="База патентів України">Спосіб давидова для вільного редукування труб зі стоншуванням стінки</a>
Спосіб виробництва прямошовних труб з регульованою висотою внутрішнього ґрата
Номер патенту: 65484
Опубліковано: 15.03.2004
Автор: Давидов Фома Давидович
МПК: B21C 37/08
Мітки: висотою, труб, внутрішнього, регульованою, спосіб, виробництва, ґрата, прямошовних
Формула / Реферат:
Спосіб виробництва прямошовних труб з регульованою висотою внутрішнього ґрату, що включає формування трубної заготовки, зварювання її крайок, нагрівання і редукування, який відрізняється тим, що проводять гаряче редукування трубної заготовки зі стоншенням її стінки при швидкісному режимі, що розраховується за авторською методикою, при цьому число обертів валків редукційного стана визначають як функцію діаметра труби, її товщини, подовження,...
Спосіб виробництва двошарових труб
Номер патенту: 65483
Опубліковано: 15.03.2004
Автор: Давидов Фома Давидович
МПК: B21C 37/06
Мітки: труб, спосіб, двошарових, виробництва
Формула / Реферат:
Спосіб виробництва двошарових труб, що включає складання зчеплених з зазором труб, нагрівання і редукування зовнішньої труби, який відрізняється тим, що редукування проводять при швидкісному режимі, який забезпечує стовщення стінки зовнішньої труби на від товщини труби d, при цьому оптимальне число обертів валків редукційного стану
Спосіб редукування литих заготовок
Номер патенту: 37413
Опубліковано: 15.05.2002
Автори: Омельяненко Микола Іванович, Карнаушенко Ніл Андрійович, Дубінський Борис Євгенійович, Шебаніц Едуард Миколайович, Налча Георгій Іванович, Радушев Олексій Олександрович, Васекін Андрій Валерійович, Кліменко Владислав Антонович, Климанчук Владислав Владиславович, Грекова Наталія Нілівна
МПК: B21B 1/38
Мітки: спосіб, литих, редукування, заготовок
Формула / Реферат:
Cпociб редукування литих заготовок на слябінгу з перемінним обтиском горизонтальними і вертикальними валками, який відрізняється тим, що сумарний обтиск вертикальними валками визначають виразомде Вз і bсл - ширина литої заготовки i катаного сляба, мм; - природне (вільне) розширення,...
Спосіб ультразвукового контролю товщини стінки труб
Номер патенту: 29300
Опубліковано: 16.10.2000
Автори: Гуляєв Геннадій Іванович, Кожевніков Володимир Іванович, Анікєєв Яків Фокич
МПК: G01N 29/07, G01N 29/04
Мітки: товщини, спосіб, труб, контролю, ультразвукового, стінки
Формула / Реферат:
Спосіб ультразвукового контролю товщини стінки труб, відповідно котрому у стінку труби, яка зазнає поступально-обертальне переміщення через імерсійну рідину, за допомогою випромінювача проводять зведення ультразвукових коливань та сприймають приймачем сигнали, котрі пройшли через стінку труби, а величину товщини стінки визначають шляхом порівняння амплітуд цих сигналів з амплітудами сигналів від еталонів, якій відрізняється тим що контроль...
Спосіб виробництва труб безперервним пічним зварюванням
Номер патенту: 60963
Опубліковано: 15.10.2003
Автор: Давидов Фома Давидович
МПК: B21B 23/00
Мітки: пічним, труб, безперервним, виробництва, спосіб, зварюванням
Формула / Реферат:
Спосіб виробництва труб безперервним пічним зварюванням, що включає підготовку штрипса, нагрівання його в тунельних печах, формування трубної заготовки, зварювання її кромок, редукування, прокатування, калібрування, розрізання на мірні довжини та охолодження труби, який відрізняється тим, що редукування здійснюють зі стоншуванням стінки труби на величину яка є рівною або...
Попередній патент: Система автоматичного керування глибиною підводного апарата
Наступний патент: Спосіб реконструкції і пластики післяопераційних порожнин в скроневій кістці
Випадковий патент: Пристрій для підготовки корінця книжкового блока до незшивного клейового скріплення