Спосіб редукування литих заготовок
Номер патенту: 37413
Опубліковано: 15.05.2002
Автори: Карнаушенко Ніл Андрійович, Васекін Андрій Валерійович, Радушев Олексій Олександрович, Климанчук Владислав Владиславович, Шебаніц Едуард Миколайович, Дубінський Борис Євгенійович, Налча Георгій Іванович, Грекова Наталія Нілівна, Омельяненко Микола Іванович, Кліменко Владислав Антонович
Формула / Реферат
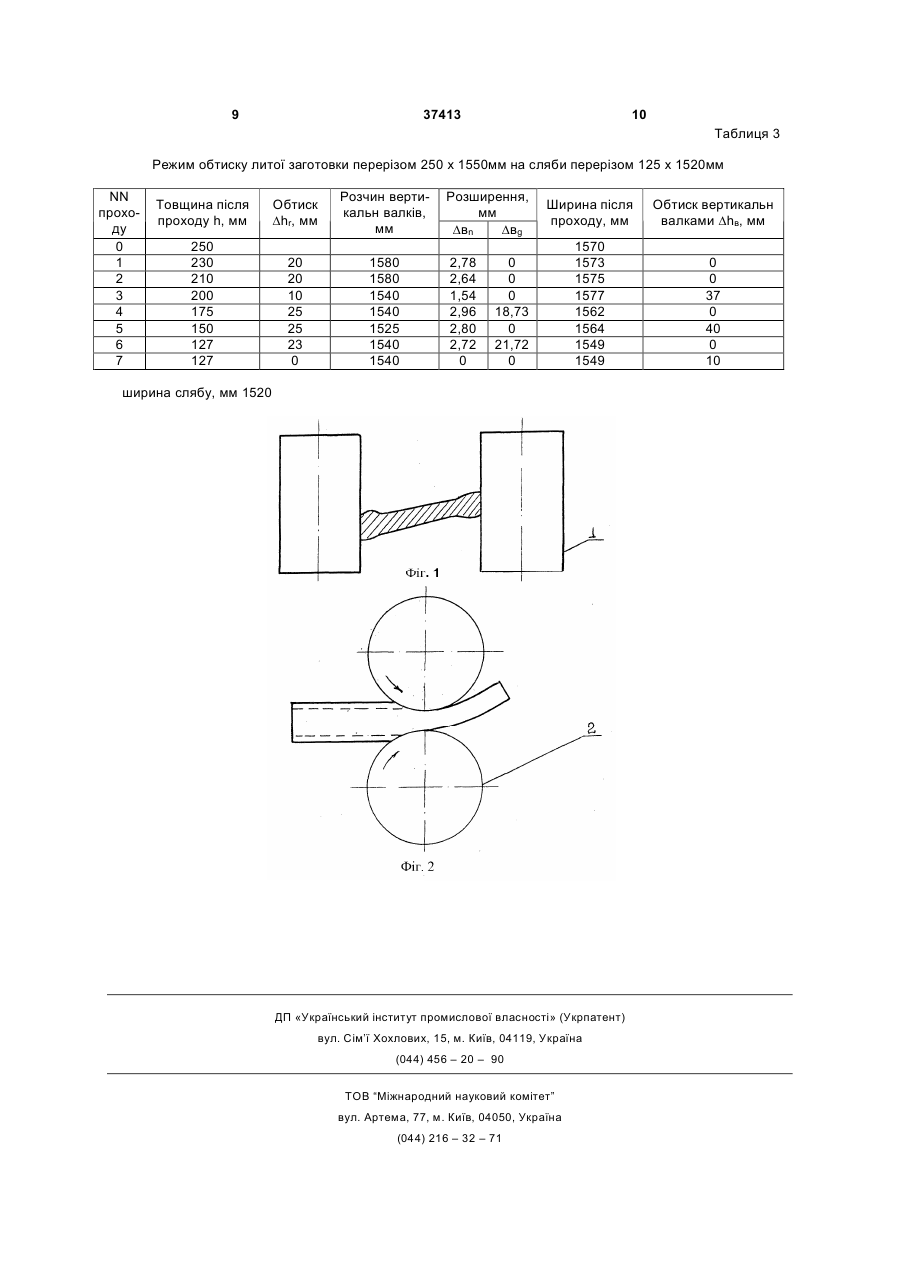
Cпociб редукування литих заготовок на слябінгу з перемінним обтиском горизонтальними і вертикальними валками, який відрізняється тим, що сумарний обтиск вертикальними валками визначають виразом
![]()
де Вз і bсл - ширина литої заготовки i катаного сляба, мм;
![]() - природне (вільне) розширення, яке відбувається при обтиску розкату без напливів i дорівнює
- природне (вільне) розширення, яке відбувається при обтиску розкату без напливів i дорівнює
600<В<2000 мм - середня ширина розкату.
![]() - фактори форми осередку деформації при прокатуванні в горизонтальних валках;
- фактори форми осередку деформації при прокатуванні в горизонтальних валках;
![]() - обтиск розкату по товщині, мм;
- обтиск розкату по товщині, мм;
lд - довжина осередку деформації, мм;
hср - середня товщина в осередку деформації, мм;
![]() - додаткове розширення, що виникає при обтиску напливів на широких гранях i дорівнює
- додаткове розширення, що виникає при обтиску напливів на широких гранях i дорівнює
Вср - середня ширина розкату при обтиску в вертикальних валках, мм;
Н - товщина розкату, мм;
![]() - коефіцієнт обтиску в горизонтальних валках;
- коефіцієнт обтиску в горизонтальних валках;
![]() - попередній обтиск вертикальними валками, мм, а число проходів у вертикальних валках визначають за критерієм збереження стійкості штаби при прокатуванні, i якщо воно перевищує кількість необхідних обтисків горизонтальними валками, то останні здійснюють тільки в проходах, де знімаються напливи, при цьому в передостанніх проходах горизонтальними валками збільшують обтиск.
- попередній обтиск вертикальними валками, мм, а число проходів у вертикальних валках визначають за критерієм збереження стійкості штаби при прокатуванні, i якщо воно перевищує кількість необхідних обтисків горизонтальними валками, то останні здійснюють тільки в проходах, де знімаються напливи, при цьому в передостанніх проходах горизонтальними валками збільшують обтиск.
Текст
Cпociб редукування литих заготовок на слябінгу з перемінним обтиском горизонтальними і вертикальними валками, який відрізняється тим, що сумарний обтиск вертикальними валками визначають виразом å Dhâ = (B ç - b ñë ) + å Db ï + å Db ä , ìì , де Вз і bсл - ширина литої заготовки i катаного сляба, мм; 2 Винахід стосується обробки металів тиском, зокрема отримання катаних слябів широкого сортаменту по ширині І товщині для подальшої прокатки на безперервному широкоштабовому стані (БШС). Особливого значення цей спосіб набуває в зв'язку з високими вимогами до структурної і хімічної однорідності металу, що йде для виробництва холоднокатаної листової сталі, зокрема автолиста. Відомий спосіб редукування широких безперервнолитих слябів на спеціальних редукувальних станах, що мають горизонтальні валки і одну або дві пари вертикальних валків з глибокими калібрами (А.С. СССР №304004 кл. 821 В 1/38). Глибокі калібри дозволяють збільшити обтиск у вертикальних валках, однак врізати калібри у (19) UA 600
ДивитисяДодаткова інформація
Автори англійськоюOmelianenko Mykola Ivanovych, Shebanits Eduard Mykolaiovych, Nalcha Heorhii Ivanovych, Klymanchuk Vladislav Vladislavovych, Vasekin Andrii Valeriiovych, Radushev Oleksii Oleksandrovych
Автори російськоюОмельяненко Николай Иванович, Шебаниц Эдуард Николаевич, Налча Георгий Иванович, Климанчук Владислав Владиславович, Васекин Андрей Валерьевич, Радушев Алексей Александрович
МПК / Мітки
МПК: B21B 1/38
Мітки: заготовок, литих, редукування, спосіб
Код посилання
<a href="https://ua.patents.su/5-37413-sposib-redukuvannya-litikh-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Спосіб редукування литих заготовок</a>
Спосіб оптимізації якості поверхні литих заготовок
Номер патенту: 44840
Опубліковано: 15.03.2002
Автори: Паршат Лотар, Францен Ханс Уве, Деппе Герд-Йоахім, Плешучнігг Фріц-Петер, Турм Ханс Гюнтер
МПК: B22D 11/16
Мітки: заготовок, оптимізації, поверхні, литих, якості, спосіб
Формула / Реферат:
1. Спосіб оптимізації якості поверхні литих заготовок, зокрема сталевих литих заготовок, на установці для безперервного розливу, в якій рідкий метал вводять в проточний кристалізатор і у частково затверділому стані витягують з кристалізатора, який включає вимір переміщення литої заготовки чутливими елементами, що вимірюють випромінювання з поверхні заготовки безконтактним способом без затримки у часі, причому чутливі елементи розташовані з...
Спосіб прокатування плоских заготовок
Номер патенту: 23203
Опубліковано: 19.05.1998
Автори: Васильєв Олександр Геннадійович, Маслов Василь Олександрович, Ніколаев Віктор Олександрович, Тилик Василь Трохимович, Ситий Володимир Іванович, Штехно Олег Миколайович, Богатирь Віктор Петрович, Ксензук Феофан Андрійович, Дишлевич Ігор Йосипович, Мовшович Вілорд Соломонович, Прокопенко Едуард Васильович, Котькорло Володимир Маркович, Калабухов Віктор Іванович
МПК: B21B 1/22
Мітки: прокатування, спосіб, плоских, заготовок
Формула / Реферат:
Способ прокатки плоских заготовок, включающий обжатие исходных слябов в нескольких проходах в вертикальных и горизонтальных валках стана слябинг с неравномерным обжатием по проходам, отличающийся тем, что бездефектный конец слитка прокатывают передним в начале в паре вертикальные валки - горизонтальные валки, а дефектный конец при реверсе валков в паре горизонтальные валки - вертикальные валки и при этом обжатие по ширине слитка (раската) в...
Спосіб прокатування заготовок на обтискних і заготовочних станах
Номер патенту: 32627
Опубліковано: 15.02.2001
Автори: Маншилін Олександр Гейнійович, Тартачний Віктор Сергійович, Дишлевич Ігор Йосипович, Прядко Любов Давидівна, Феофілактов Андрій Вікторович, Юнаков Олександр Михайлович, Корінь Андрій Олександрович, Шульгін Григорій Митрофанович, Ревякін Олег Вікторович
МПК: B21B 1/02
Мітки: обтискних, прокатування, спосіб, станах, заготовок, заготовочних
Текст:
...калібр, коли заготовка має випуклі крайні зони й угнуту середину (подвійне бочкоутворення), походить первісний обтиск випуклих зон, що, в свою чергу, наводить до появи на поверхні прокату закотів і зморшок, а також збільшує значення дефекту "риб'ячий хвіст" Найбільш близьким до запропонованого винаходу є спосіб прокатування напівфабрикатів на обтискних і заготовочних станах, за яким заготовку деформують із дворазовим переходом від...
Спосіб прокатки заготовок
Номер патенту: 6060
Опубліковано: 29.12.1994
Автори: Шульгін Григорій Митрофанович, Тільга Степан Сергійович, Губайдулін Вячеслав Фуатович, Костюченко Михайло Іванович, Левічев Павло Олексійович, Остапенко Віктор Володимирович, Максаков Анатолій Іванович, Нечепоренко Володимир Андрійович
МПК: B21B 1/02
Мітки: прокатки, заготовок, спосіб
Формула / Реферат:
1. Способ прокатки заготовок, включающий последовательное формирование из исходной заготовки в многоручьевых калибрах двухниточного раската, состоящего из разноосных заготовок, соединенных между собой перемычкой, поворот заготовок вокруг их продольных осей в противоположные стороны и продольное разделение раската, отличающийся тем, что, с целью повышения технологичности процесса, смежные грани заготовок двухниточного раската формируют в...
Пристрій для редукування заготовки
Номер патенту: 28063
Опубліковано: 16.10.2000
Автор: Наливайченко Володимир Юрієвич
МПК: B30B 15/00
Мітки: редукування, заготовки, пристрій
Текст:
...канала матрицы и выполнена с выступами параллельными продольной оси пуансона, установленного с обеспечением постоянного контакта поверхности выступов его направляющей части, примыкающей к рабочей, с поверхностью полости корпуса, а направлением заготовке на позиции обработки служат, по меньшей мере, три поверхности, обращенные в полость корпуса, одна из которых размещена на подавателе, имеющем ограничители перемещения в полость корпуса, а...
Попередній патент: Спосіб одержання фламіну
Наступний патент: Пневматична шина
Випадковий патент: Максимально-диференційний тепловий пожежний сповіщувач