Токарний багатоцільовий верстат
Номер патенту: 47848
Опубліковано: 25.02.2010
Автори: Дмитрієв Дмитро Олексійович, Кузнєцов Юрій Миколайович, Подольський Михаил Ігорович
Формула / Реферат
1. Токарний багатоцільовий верстат, що містить станину з напрямними, шпиндельну бабку із шпиндельним вузлом і затискним патроном, задню бабку і інструментальну систему, розташовану з можливістю переміщення по напрямних на корпусі рухомої частини, що встановлена на штангах постійної довжини, кінці яких шарнірно зв'язані з корпусом, а кожний протилежний кінець шарнірно зв'язаний з приводом подачі, який відрізняється тим, що станина жорстко зв'язана через трикутні опори по краях з горизонтальною траверсою, на якій розташовані напрямні для додаткової інструментальної системи з можливістю її переміщення в повздовжньому горизонтальному напрямку.
2. Токарний багатоцільовий верстат за п. 1, який відрізняється тим, що додаткова інструментальна система виконана у вигляді свердлильно-фрезерної головки з окремими приводами обертання інструмента і переміщення перпендикулярно до горизонтальної траверси.
3. Токарний багатоцільовий верстат за п. 1, який відрізняється тим, що додаткова інструментальна система виконана у вигляді лазерної головки або плазмотрона з можливістю переміщення перпендикулярно до горизонтальної траверси.
Текст
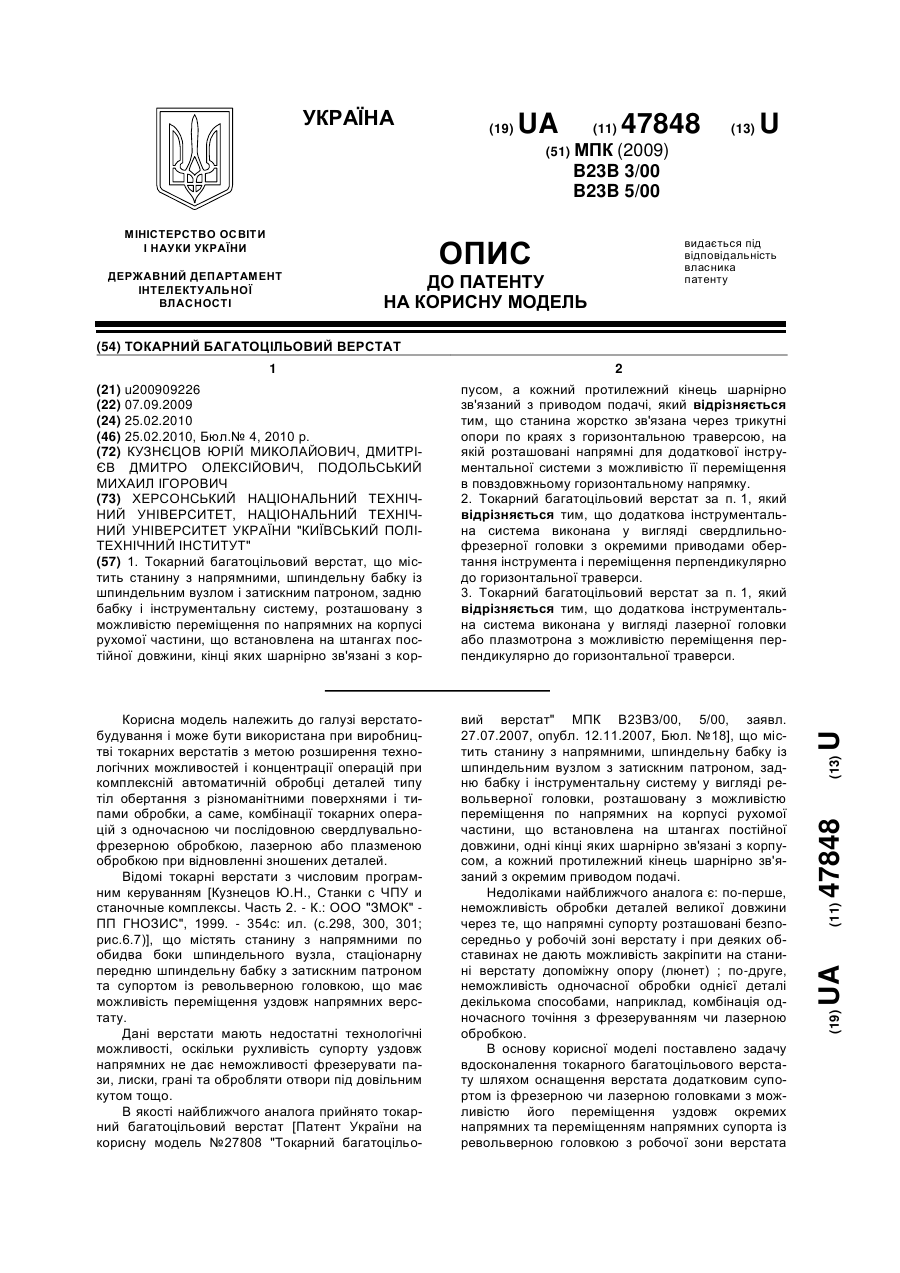
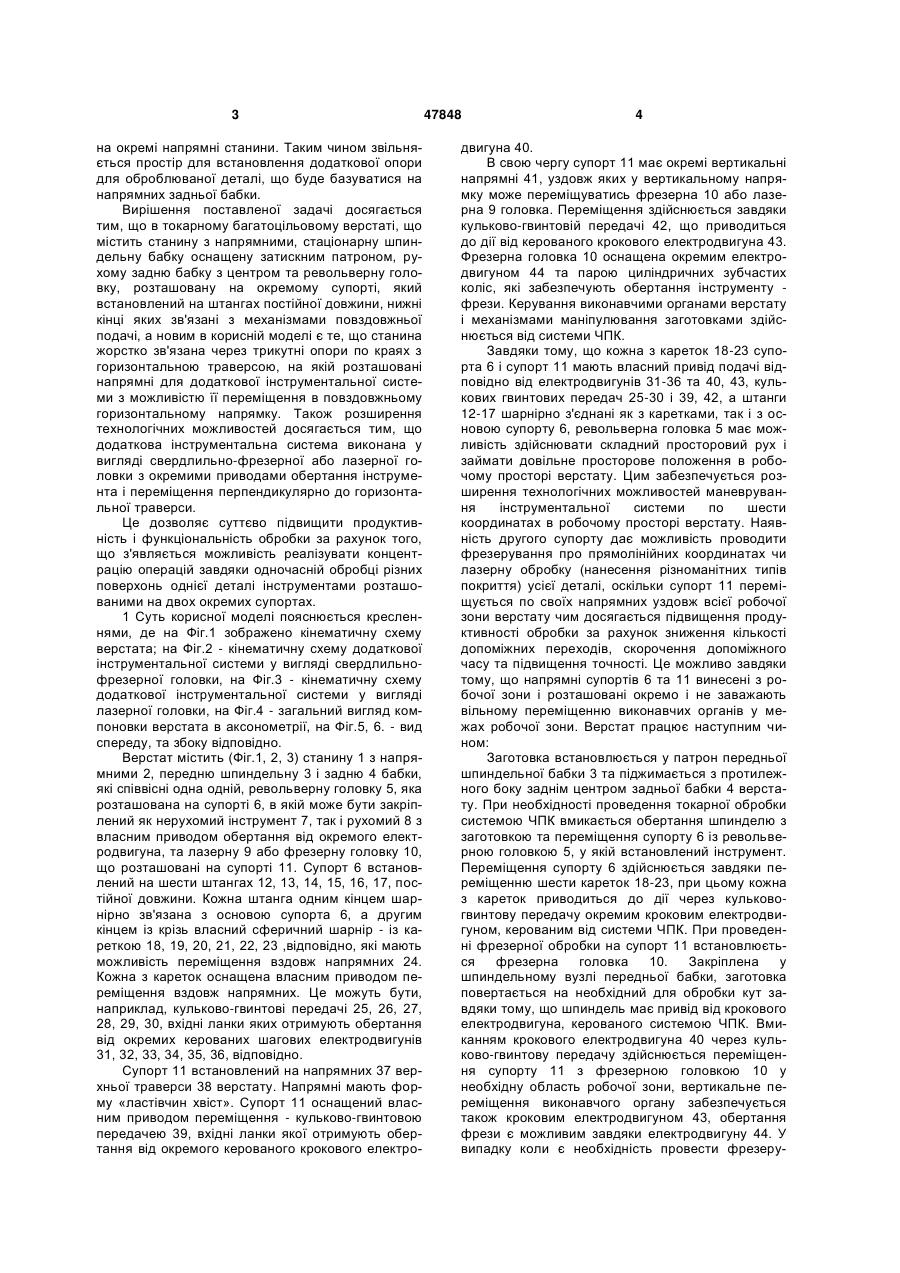
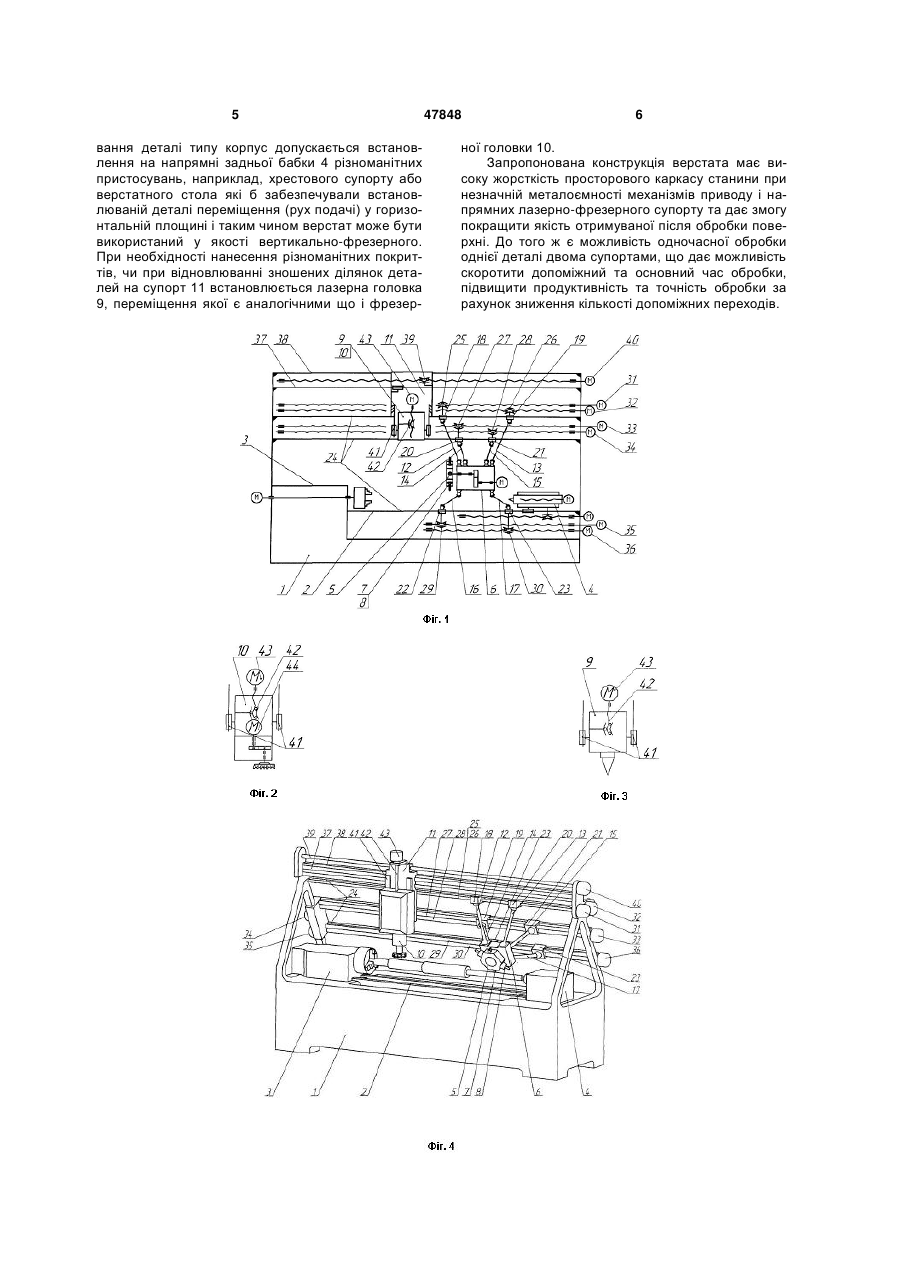
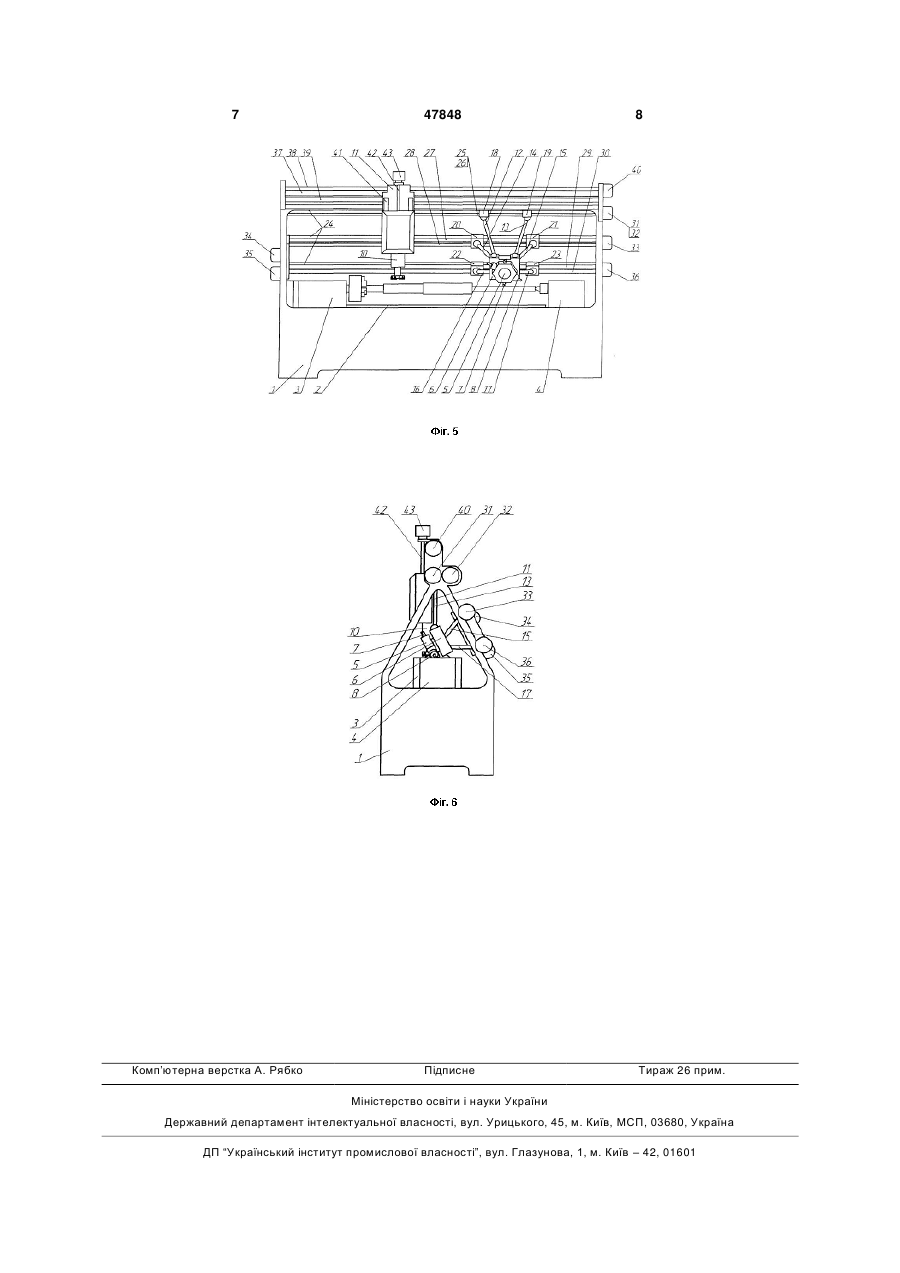
1. Токарний багатоцільовий верстат, що містить станину з напрямними, шпиндельну бабку із шпиндельним вузлом і затискним патроном, задню бабку і інструментальну систему, розташовану з можливістю переміщення по напрямних на корпусі рухомої частини, що встановлена на штангах постійної довжини, кінці яких шарнірно зв'язані з кор 3 на окремі напрямні станини. Таким чином звільняється простір для встановлення додаткової опори для оброблюваної деталі, що буде базуватися на напрямних задньої бабки. Вирішення поставленої задачі досягається тим, що в токарному багатоцільовому верстаті, що містить станину з напрямними, стаціонарну шпиндельну бабку оснащену затискним патроном, рухому задню бабку з центром та револьверну головку, розташовану на окремому супорті, який встановлений на штангах постійної довжини, нижні кінці яких зв'язані з механізмами повздовжньої подачі, а новим в корисній моделі є те, що станина жорстко зв'язана через трикутні опори по краях з горизонтальною траверсою, на якій розташовані напрямні для додаткової інструментальної системи з можливістю її переміщення в повздовжньому горизонтальному напрямку. Також розширення технологічних можливостей досягається тим, що додаткова інструментальна система виконана у вигляді свердлильно-фрезерної або лазерної головки з окремими приводами обертання інструмента і переміщення перпендикулярно до горизонтальної траверси. Це дозволяє суттєво підвищити продуктивність і функціональність обробки за рахунок того, що з'являється можливість реалізувати концентрацію операцій завдяки одночасній обробці різних поверхонь однієї деталі інструментами розташованими на двох окремих супортах. 1 Суть корисної моделі пояснюється кресленнями, де на Фіг.1 зображено кінематичну схему верстата; на Фіг.2 - кінематичну схему додаткової інструментальної системи у вигляді свердлильнофрезерної головки, на Фіг.3 - кінематичну схему додаткової інструментальної системи у вигляді лазерної головки, на Фіг.4 - загальний вигляд компоновки верстата в аксонометрії, на Фіг.5, 6. - вид спереду, та збоку відповідно. Верстат містить (Фіг.1, 2, 3) станину 1 з напрямними 2, передню шпиндельну 3 і задню 4 бабки, які співвісні одна одній, револьверну головку 5, яка розташована на супорті 6, в якій може бути закріплений як нерухомий інструмент 7, так і рухомий 8 з власним приводом обертання від окремого електродвигуна, та лазерну 9 або фрезерну головку 10, що розташовані на супорті 11. Супорт 6 встановлений на шести штангах 12, 13, 14, 15, 16, 17, постійної довжини. Кожна штанга одним кінцем шарнірно зв'язана з основою супорта 6, а другим кінцем із крізь власний сферичний шарнір - із кареткою 18, 19, 20, 21, 22, 23 ,відповідно, які мають можливість переміщення вздовж напрямних 24. Кожна з кареток оснащена власним приводом переміщення вздовж напрямних. Це можуть бути, наприклад, кульково-гвинтові передачі 25, 26, 27, 28, 29, 30, вхідні ланки яких отримують обертання від окремих керованих шагових електродвигунів 31, 32, 33, 34, 35, 36, відповідно. Супорт 11 встановлений на напрямних 37 верхньої траверси 38 верстату. Напрямні мають форму «ластівчин хвіст». Супорт 11 оснащений власним приводом переміщення - кульково-гвинтовою передачею 39, вхідні ланки якої отримують обертання від окремого керованого крокового електро 47848 4 двигуна 40. В свою чергу супорт 11 має окремі вертикальні напрямні 41, уздовж яких у вертикальному напрямку може переміщуватись фрезерна 10 або лазерна 9 головка. Переміщення здійснюється завдяки кульково-гвинтовій передачі 42, що приводиться до дії від керованого крокового електродвигуна 43. Фрезерна головка 10 оснащена окремим електродвигуном 44 та парою циліндричних зубчастих коліс, які забезпечують обертання інструменту фрези. Керування виконавчими органами верстату і механізмами маніпулювання заготовками здійснюється від системи ЧПК. Завдяки тому, що кожна з кареток 18-23 супорта 6 і супорт 11 мають власний привід подачі відповідно від електродвигунів 31-36 та 40, 43, кулькових гвинтових передач 25-30 і 39, 42, а штанги 12-17 шарнірно з'єднані як з каретками, так і з основою супорту 6, револьверна головка 5 має можливість здійснювати складний просторовий рух і займати довільне просторове положення в робочому просторі верстату. Цим забезпечується розширення технологічних можливостей маневрування інструментальної системи по шести координатах в робочому просторі верстату. Наявність другого супорту дає можливість проводити фрезерування про прямолінійних координатах чи лазерну обробку (нанесення різноманітних типів покриття) усієї деталі, оскільки супорт 11 переміщується по своїх напрямних уздовж всієї робочої зони верстату чим досягається підвищення продуктивності обробки за рахунок зниження кількості допоміжних переходів, скорочення допоміжного часу та підвищення точності. Це можливо завдяки тому, що напрямні супортів 6 та 11 винесені з робочої зони і розташовані окремо і не заважають вільному переміщенню виконавчих органів у межах робочої зони. Верстат працює наступним чином: Заготовка встановлюється у патрон передньої шпиндельної бабки 3 та піджимається з протилежного боку заднім центром задньої бабки 4 верстату. При необхідності проведення токарної обробки системою ЧПК вмикається обертання шпинделю з заготовкою та переміщення супорту 6 із револьверною головкою 5, у якій встановлений інструмент. Переміщення супорту 6 здійснюється завдяки переміщенню шести кареток 18-23, при цьому кожна з кареток приводиться до дії через кульковогвинтову передачу окремим кроковим електродвигуном, керованим від системи ЧПК. При проведенні фрезерної обробки на супорт 11 встановлюється фрезерна головка 10. Закріплена у шпиндельному вузлі передньої бабки, заготовка повертається на необхідний для обробки кут завдяки тому, що шпиндель має привід від крокового електродвигуна, керованого системою ЧПК. Вмиканням крокового електродвигуна 40 через кульково-гвинтову передачу здійснюється переміщення супорту 11 з фрезерною головкою 10 у необхідну область робочої зони, вертикальне переміщення виконавчого органу забезпечується також кроковим електродвигуном 43, обертання фрези є можливим завдяки електродвигуну 44. У випадку коли є необхідність провести фрезеру 5 вання деталі типу корпус допускається встановлення на напрямні задньої бабки 4 різноманітних пристосувань, наприклад, хрестового супорту або верстатного стола які б забезпечували встановлюваній деталі переміщення (рух подачі) у горизонтальній площині і таким чином верстат може бути використаний у якості вертикально-фрезерного. При необхідності нанесення різноманітних покриттів, чи при відновлюванні зношених ділянок деталей на супорт 11 встановлюється лазерна головка 9, переміщення якої є аналогічними що і фрезер 47848 6 ної головки 10. Запропонована конструкція верстата має високу жорсткість просторового каркасу станини при незначній металоємності механізмів приводу і напрямних лазерно-фрезерного супорту та дає змогу покращити якість отримуваної після обробки поверхні. До того ж є можливість одночасної обробки однієї деталі двома супортами, що дає можливість скоротити допоміжний та основний час обробки, підвищити продуктивність та точність обробки за рахунок зниження кількості допоміжних переходів. 7 Комп’ютерна верстка А. Рябко 47848 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюTurning multipurpose machine tool
Автори англійськоюKuznietsov Yurii Mykolaiovych, Dmytriev Dmytro Oleksiiovych, Podolskyi Mykhail Ihorovych
Назва патенту російськоюТокарный многоцелевой станок
Автори російськоюКузнецов Юрий Николаевич, Дмитриев Дмитрий Алексеевич, Подольский Михаил Игоревич
МПК / Мітки
Мітки: багатоцільовий, токарний, верстат
Код посилання
<a href="https://ua.patents.su/4-47848-tokarnijj-bagatocilovijj-verstat.html" target="_blank" rel="follow" title="База патентів України">Токарний багатоцільовий верстат</a>
Токарний багатоцільовий верстат
Номер патенту: 31223
Опубліковано: 25.03.2008
Автори: Кузнєцов Юрій Миколайович, Дмитрієв Дмитро Олексійович
МПК: B23B 5/00
Мітки: токарний, багатоцільовий, верстат
Формула / Реферат:
Токарний багатоцільовий верстат, що містить станину з напрямними, співвісні передню і задню бабки, кожна з яких оснащена шпиндельним вузлом із затискним патроном, та револьверну головку, розташовану на супорті, який встановлений на штангах постійної довжини, нижні кінці яких зв’язані з механізмами поздовжньої подачі, розташованими паралельно осі шпиндельних вузлів, який відрізняється тим, що верстат додатково оснащений другим дзеркально...
Токарний багатоцільовий верстат
Номер патенту: 31226
Опубліковано: 25.03.2008
Автори: Кузнєцов Юрій Миколайович, Дмитрієв Дмитро Олексійович
МПК: B23B 5/00
Мітки: верстат, токарний, багатоцільовий
Формула / Реферат:
Токарний багатоцільовий верстат, що містить станину з напрямними, передню і задню бабки та револьверну головку, розташовану на супорті, який встановлений на штангах постійної довжини, нижні кінці яких зв'язані з механізмами поздовжньої подачі, розташованими паралельно осі шпиндельних вузлів, який відрізняється тим, що з протилежного боку супорта розміщена додаткова револьверна головка, співвісна першій револьверній головці, а задня бабка...
Токарний багатоцільовий верстат
Номер патенту: 30376
Опубліковано: 25.02.2008
Автори: Кузнєцов Юрій Миколайович, Самойленко Олексій Васильович, Дмитрієв Дмитро Олексійович
Мітки: токарний, багатоцільовий, верстат
Формула / Реферат:
Токарний багатоцільовий верстат, що містить станину з напрямними, нерухому передню та рухому задню співвісні шпиндельні бабки, кожна з яких оснащена шпиндельним вузлом із затискним патроном, та револьверну головку, розташовану на супорті з можливістю переміщення вздовж напрямних, який відрізняється тим, що супорт виконаний у вигляді поворотної платформи з вертикальною віссю повороту, основа якої встановлена на штангах постійної довжини, нижні...
Токарний багатоцільовий верстат
Номер патенту: 27808
Опубліковано: 12.11.2007
Автори: Дмитрієв Дмитро Олексійович, Кузнєцов Юрій Миколайович
Мітки: багатоцільовий, токарний, верстат
Формула / Реферат:
1. Токарний багатоцільовий верстат, що містить станину з напрямними, шпиндельну бабку із шпиндельним вузлом і затискним патроном, задню бабку і револьверну головку, розташовану на корпусі рухомої частини з можливістю переміщення по напрямних, який відрізняється тим, що корпус рухомої частини встановлений на штангах постійної довжини, верхні кінці яких шарнірно зв'язані з ним, а кожний нижній кінець шарнірно зв'язаний з кроковим двигуном через...
Малогабаритний токарний верстат з автоматичним переміщенням супорта та задньої бабки
Номер патенту: 56165
Опубліковано: 15.05.2003
Автор: Романіка Костянтин Васильович
МПК: B23B 3/00
Мітки: бабки, малогабаритний, переміщенням, верстат, задньої, супорта, автоматичним, токарний
Формула / Реферат:
1. Малогабаритний токарний верстат з автоматичним переміщенням супорта та задньої бабки, до якого входять станина, передня бабка, упорно-напрямні планки, задня бабка та супорт, що складається з основи, виконаної з можливістю лінійного переміщення паралельно до осі шпинделя та перпендикулярного переміщення зміною довжини упорної колонки, повернутої в бік передньої бабки, та різцетримач, на кожній стороні нижньої частини якого встановлено по...
Попередній патент: Спосіб підготовки лляного волокна
Наступний патент: Водний атракціон “біжучий по воді”
Випадковий патент: Спосіб визначення важких металів в біологічних рідинах та розчинах