Спосіб ремонта трубопроводу
Номер патенту: 4851
Опубліковано: 28.12.1994
Автори: Пархоменко Ірина Юріївна, Іващенко Георгій Антонович, Бут Віктор Степанович

Формула / Реферат
1. Способ ремонта трубопровода, включающий выявление дефектного участка, деление дефектного участка и ремонтной катушки на идентичные элементы, вырезку элементов дефектного участка, замену их элементами ремонтной катушки и сварку их с трубопроводом на остающихся подкладных элементах, отличающийся тем, что, с целью снижения трудоемкости ремонтных работ за счет уменьшения времени на подготовку рабочего места под сварку и повышения качества сварных соединений, дефектный участок делят на четыре элемента, а ремонтную катушку - на два элемента, один из которых равен трем элементам дефектного участка, затем на ремонтируемом трубопроводе вырезают два противоположно расположенных элемента дефектного участка, один из которых расположен в нижней части трубопровода, заменяют его идентичным элементом ремонтной катушки, сваривают с трубопроводом, после вырезают два оставшихся элемента на дефектном участке, устанавливают второй элемент ремонтной катушки и сваривают с трубопроводом.
2. Способ по п.1, отличающийся тем, что, с целью расширения технологических возможностей, нижний элемент приваривают к трубопроводу изнутри.
Текст
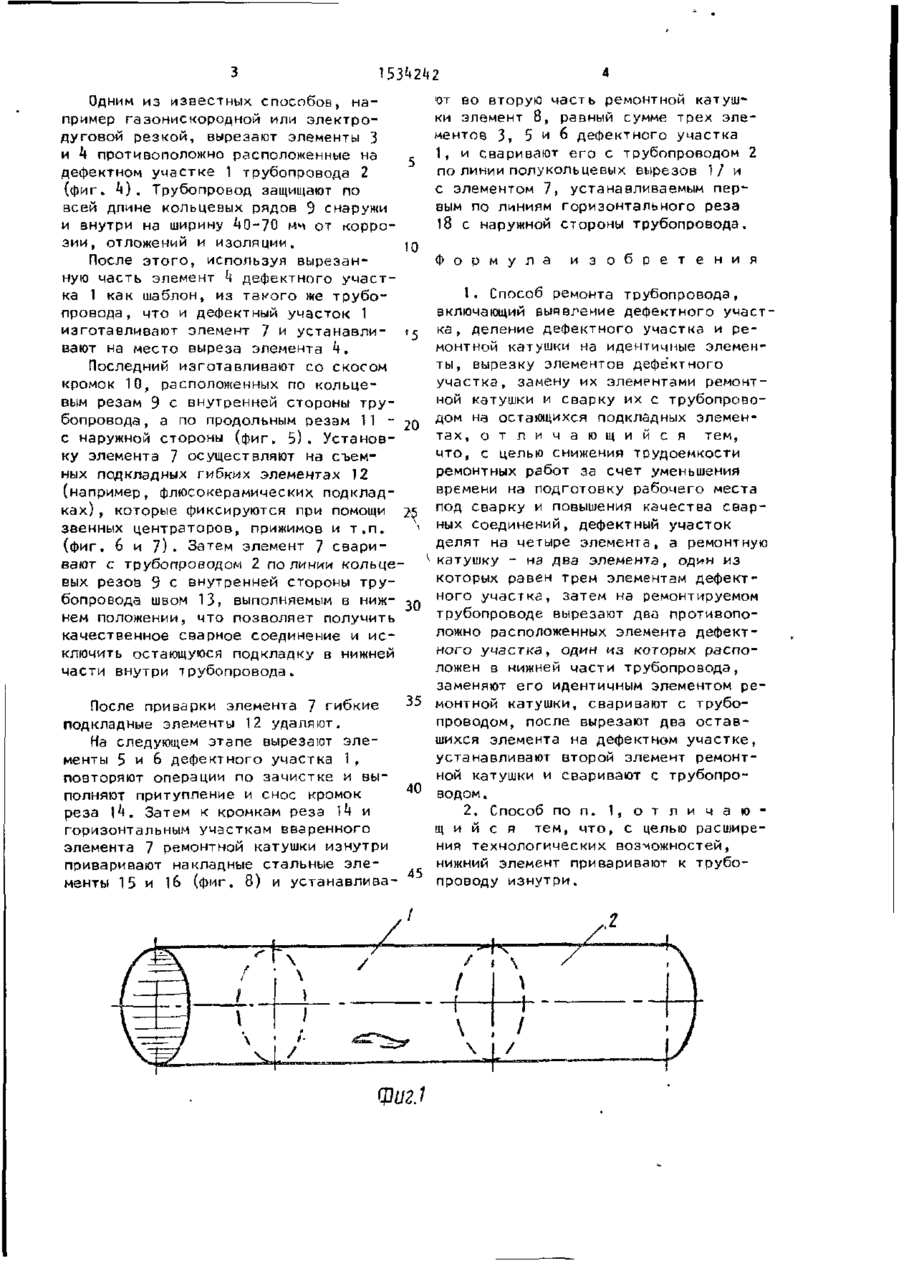
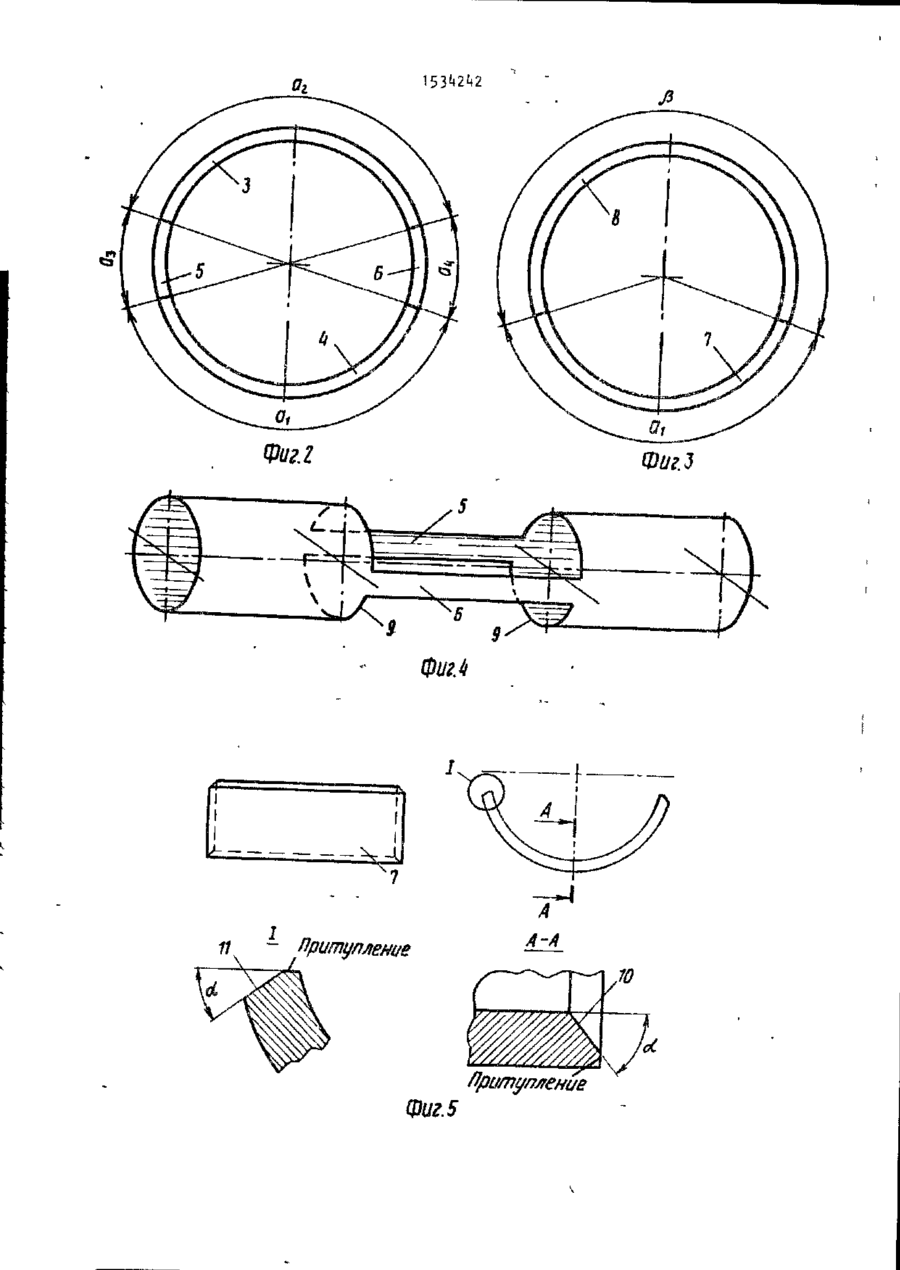
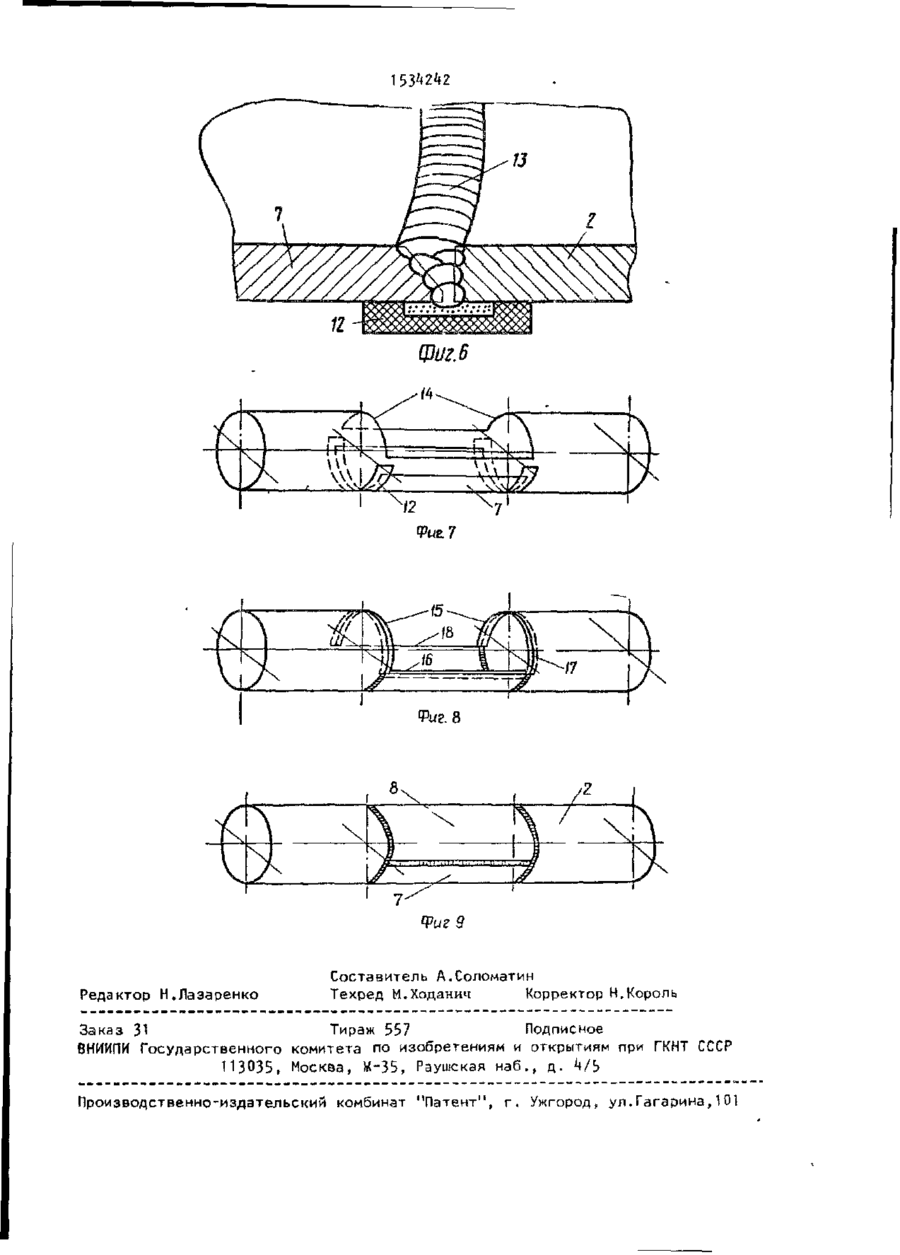
союз советских ';ОЦИАЛИСТИЧЕСНИХ РЕСПУБЛИК (5П5 F 16 L 55/18 ГОСУДАРСТВЕННЫЙ КОМИТЕТ ПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМ ПРИ ГКНТ СССР 1 (21) U3289V25-29 (22) 30.05.88 " * {hb) 0 7 . 0 1 . 3 0 . Бюл. № 1 ( 7 0 Институт электросварки им. Е.О.Патонэ (72) Г.А.Иващенко, В.С.Бут *' и И.Ю.Пархоменко ' (53) 621.6^3 (088.8) - (56) Авторское свидетельство СССР К° 1267097, к л . F 16 L 55/18, 1986. СПОСОБ РЕМОНТА ТРУБОПРОВОДА (57) Изобретение относится к трубопроводному транспорту жидкостей и газов и может быть использовано в различных областях техники, в т.ч. при ремонте подводных трубопроводов. Цель изобретения - снижение трудоемкости ремонтных работ за счет уменьшения времени на подготовку рабочего Изобретение относится к трубопроводному транспорту жидкостей и газов и предназначено для ремонта трубопроводов с заменой дефектного участка, и может быть использовано в различных областях техники, в том числе при ремонте подводных трубопроводов. Цель изобретения - снижение трудоемкости ремонтных работ за счет уменьшения времени на подготовку рабочего места под сварку, повышение качества сварных соединений. На фиг. 1-9 схематически изображена последовательность по замене дефектного участка ремонтной катушкой, а так же выполнение кромок и сварки места под сварку, повышение качества сварных соединений. Способ включает выявление дефектного участка, деление дефектного участка и ремонтной катушки на идентичные элементы. Дефектный часток делят на четыре элемента, а ремонтную катушку - на два элемента, один из которых равен трем элементам дефектного участка. Затем на ремонтируемом трубопроводе вырезают два противоположно расположенных элемента дефектного участка, один из которых расположен в нижней части трубопровода, и заменяют его идентичным элементом ремонтной катушки, сваривают с трубопроводом. После этого вырезают два оставшихся элемента па дефектном участке, устанавливают второй элемент ремонт пой катушки и сваривают с трубопроводом. 1 з.п,ф-лы, 9 ил. при замене нижнего элемента, примыкающего к труднодоступному месту. Способ осуществляется следующим образом. Дефектный участок 1 трубопровода 2 различают при помощи шаблона на элементы, модпежащие последова гельной вырезке. Трубопровод размечается на четыре элемента 3-6 (фиг. 2 ) , а катушка - на два элемента 7 и 8 (фиг. 3 ) . Причем элемент k на тоубопроводе 2 равен элементу 7 ^^ ремонтной кат ушке, а элемент 8 на катушке равен сумме элементов 3, 5 и 6 на трубопроводе. 153^2 Одним из известных способов, н а от во вторую часть ремонтной катушпример газонискородной или электроки элемент 8, равный сумме трех эледуговой р е з к о й , вырезают элементы 3 ментов 3, 5 и 6 дефектного участка и k противоположно расположенные на 1, и сваривают его с трубопроводом 2 дефектном участке 1 трубопровода 2 по линии полукольцевых вырезов 1/ и (фиг. М . Трубопровод защищают по с элементом 7, устанавливаемым пер*всей длине кольцевых рядов 9 снаружи вым по линиям горизонтального реза и внутри на ширину *tO-7O мм от корро18 с наружной стороны трубопровода. з и и , отложений и изоляции. Ф о р м у л а и з о б р е т е н и я После э т о г о , используя вырезанную часть элемент U дефектного у ч а с т 1. Способ ремонта трубопровода, ка 1 как шаблон, из т а к о г о же т р у б о включающий выявление дефектного участпровода, что и дефектный участок 1 к а , деление дефектного участка и реизготавливают элемент 7 и устанавлимонтной катушки на идентичные элеменвают на место выреза элемента h. ты, вырезку элементов дефектного Последний изготавливают со скосом у ч а с т к а , замену их элементами ремонткромок 10, расположенных по кольценой катушки и сварку их с трубопрововым резам 9 с внутренней стороны т р у дом на остающихся подкладных элеменбопровода, а по продольным резам 11 - 20 тах, о т л и ч а ю щ и й с я тем, с наружной стороны (фиг. 5 ) . Установч т о , с целью снижения трудоемкости ку элемента 7 осуществляют на съемремонтных работ за счет уменьшения ных подкладных гибких элементах 12 времени на подготовку рабочего места (например, флюсокерамических подкладпод сварку и повышения качества сварках) , которые фиксируются при помощи ных соединений, дефектный участок звенных центраторов, прижимов и т . п . делят на четыре элемента, а ремонтную (фиг, 6 и 7 ) . Затем элемент 7 сварикатушку - на два элемента, один из вают с трубопроводом 2 по линии кольцекоторых равен трем элементам дефектвых резов 9 с внутренней стороны т р у ного у ч а с т к а , затем на ремонтируемом бопровода швом 13, выполняемым в ниж30 трубопроводе вырезают два противопонем положении, что позволяет получить ложно расположенных элемента дефекткачественное сварное соединение и и с ного участка, один из которых распоключить остающуюся подкладку в нижней ложен в нижней части трубопровода, части внутри трубопровода. заменяют его идентичным элементом ре35 монтной катушки, сваривают с трубоПосле приварки элемента 7 гибкие проводом, после вырезают два о с т а в подкладные элементы 12 удаляют. шихся элемента на дефектном у ч а с т к е , На следующем этапе вырезают элеустанавливают второй элемент ремонтменты 5 и 6 дефектного участка 1 , ной катушки и сваривают с трубопроповторяют операции по зачистке и вы40 водом . полняет притупление и снос кромок реза ]h. Затем к кромкам реза \h и 2. Способ по п . 1 , о т л и ч а ю горизонтальным участкам вваренного щ и й с я тем, ч т о , с целью расширеэлемента 7 ремонтной катушки изнутри ния технологических возможностей, приваривают накладные стальные эленижний элемент приваривают к трубоменты 15 и 16 (фиг. 8) и устанавлива- 45 проводу и з н у т р и . Щиг.1 Фиг. 5 Яритул/гение Щиг. 6 с. ! \І2 Фиг. 8 Фиг 9 Редактор Н.Лазаренко Составитель А.Соломатин Техред М.Ходанич Корректор Н. Король Заказ 31 Тираж 557 Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, М-35, Раушская н а б . , д . Производственно-издательский комбинат "Патент", г . Ужгород, ул.Гагарина,101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for repair of pipeline
Автори англійськоюIvaschenko Heorhii Antonovych, But Viktor Stepanovych, Parkhomenko Iryna Yuriivna
Назва патенту російськоюСпособ ремонта трубопровода
Автори російськоюИващенко Георгий Антонович, Бут Виктор Степанович, Пархоменко Ирина Юрьевна
МПК / Мітки
МПК: F16L 55/18
Мітки: трубопроводу, спосіб, ремонта
Код посилання
<a href="https://ua.patents.su/4-4851-sposib-remonta-truboprovodu.html" target="_blank" rel="follow" title="База патентів України">Спосіб ремонта трубопроводу</a>
Спосіб ремонта трубопровода
Номер патенту: 3133
Опубліковано: 26.12.1994
Автори: Савич Ігор Маврикійович, Асніс Аркадій Юхимович, Катунян Сергій Абрамович, Зозуляк Юрій Дмитрович, Галюк Василь Харитонович, Титаренко Володимир Іванович, Седов Юрій Дмитрович, Іващенко Георгій Антонович, Бут Віктор Степанович
МПК: B23P 6/00
Мітки: ремонта, трубопровода, спосіб
Формула / Реферат:
Способ ремонта трубопровода, находящегося под давлением, включающий зачистку и замер поврежденного участка, размещение на нем накладки, выполненной по крайней мере в виде двух корыт, сварку их между собой и приварку накладки к телу трубопровода, отличающийся тем, что, с целью расширения технологических возможностей за счет увеличения площади ремонтируемого участка со сквозным дефектом и повышения динамической прочности сварного соединения,...
Спосіб приварки технологічних елементів до трубопроводу
Номер патенту: 3136
Опубліковано: 26.12.1994
Автори: Титаренко Володимир Іванович, Галюк Василь Харитонович, Кеменов Віктор Іванович, Старицький Валентин Ільіч, Бурак Ярослав Йосифович, Савич Ігор Маврикійович, Зозуляк Юрій Дмитрович, Іващенко Георгій Антонович, Бут Віктор Степанович, Асніс Аркадій Юхимович
МПК: B23K 31/02
Мітки: елементів, приварки, трубопроводу, технологічних, спосіб
Формула / Реферат:
Способ приварки технологических элементов к трубопроводу, находящемуся под давлением, при котором технологический элемент изготавливают из двух половин, которые устанавливают на защищенный участок трубопровода и сваривают между собой продольными швами, а затем приваривают технологический элемент к трубопроводу кольцевыми швами, отличающийся тем, что, с целью повышения качества и надежности сварных швов и снижения опасности разрушения...
Спосіб очистки внутрішньої поверхні трубопроводу
Номер патенту: 2148
Опубліковано: 26.12.1994
Автори: Перуєв Олександр Анатолійович, Жилін Анатолій Микитович
МПК: B08B 9/04
Мітки: спосіб, очистки, поверхні, трубопроводу, внутрішньої
Формула / Реферат:
Способ очистки внутренней поверхности трубопровода, по которому в жидкости, заполняющей трубопровод, подачей импульсов сжатого воздуха генерируют ударные волны для циклического воздействия двумя волнами со сдвигом времени их воздействия на каждый разрушаемый участок отложений, отличающийся тем, что в каждом цикле генерируют две независимые ударные волны, при этом второй волной воздействуют со сдвигом во времени относительно первой, равным...
Спосіб приварки технологічних елементів до трубопроводу
Номер патенту: 3135
Опубліковано: 26.12.1994
Автори: Іващенко Георгій Антонович, Цуркаленко Лев Васильович, Дудко Данііл Андрійович, Бут Віктор Степанович, Сидорук Володимир Степанович, Зацерковний Сергій Анатольович
МПК: B23K 31/02
Мітки: технологічних, елементів, приварки, трубопроводу, спосіб
Формула / Реферат:
1. Способ приварки технологических адементов к трубопроводу по авт. св. N1058182, отличающийся тем, что, с целью повышения безопасности сварочных работ путем уменьшения объема разогреваемого металла стенки трубы и снижения температуры его нагрева в процессе сварки и повышения качества и надежности сварных швов, сварку выполняют отдельными точками, каждую последующую точку выполняют после затвердевания от одной десятой до портного...
Спосіб очищення внутрішньої поверхні трубопроводу
Номер патенту: 53
Опубліковано: 30.04.1993
Автори: Щукін Ярослав Володимирович, Сльоз Леонід Гедальович
МПК: B08B 9/04
Мітки: спосіб, поверхні, очищення, трубопроводу, внутрішньої
Формула / Реферат:
Способ очистки внутренней поверхности трубопровода путем осуществляемого посредством пневмопатрона пневмовзрыва, генерирующего ударные волны в заполненном жидкостью трубопроводе, отличающийся тем, что воздействие ударными волнами увеличивают, сообщая воздушным струям, истекающим из сопел пневмопатрона, сверхзвуковую скорость при фиксированных параметрах торможения сжатого воздуха.
Попередній патент: Спосіб електродугового зварювання
Наступний патент: Спосіб агломерації рудних матеріалів
Випадковий патент: Робоче обладнання скрепера