Прес-форма для порошкових матеріалів
Формула / Реферат
1. Прес-форма для порошкових матеріалів, що включає корпус (матрицю) з порожниною для формування виробів, один чи декілька пуансонів, які виконані з можливістю переміщення відносно матриці, облицювальні пластини, прикріплені до робочих поверхонь порожнини матриці, яка відрізняється тим, що облицювальні пластини (вставки) виконані двошаровими з зовнішнім шаром з металокерамічного твердого сплаву.
2. Прес-форма згідно з п. 1, яка відрізняється тим, що усередину порожнини корпусу (матриці) додатково поміщені одна чи більше центральних пластин (вставок), які є тришаровими і містять два протилежно розташованих шари з металокерамічного твердого сплаву.
3. Прес-форма згідно з будь-яким з пп. 1, 2, яка відрізняється тим, що облицювальні пластини (вставки) виконані з фасонним зовнішнім шаром з металокерамічного твердого сплаву.
4. Прес-форма згідно з будь-яким з пп. 1-3, яка відрізняється тим, що шари облицювальних та центральних пластин (вставок) з'єднані між собою за допомогою плівкового клею гарячого затвердіння та пазів і уступів, утворених відповідно на зовнішньому та внутрішньому шарах.
5. Прес-форма згідно з будь-яким з пп. 1-3, яка відрізняється тим, що шари облицювальних та центральних пластин (вставок) з'єднані між собою за допомогою плівкового клею гарячого затвердіння та плішкового кріплення.
Текст
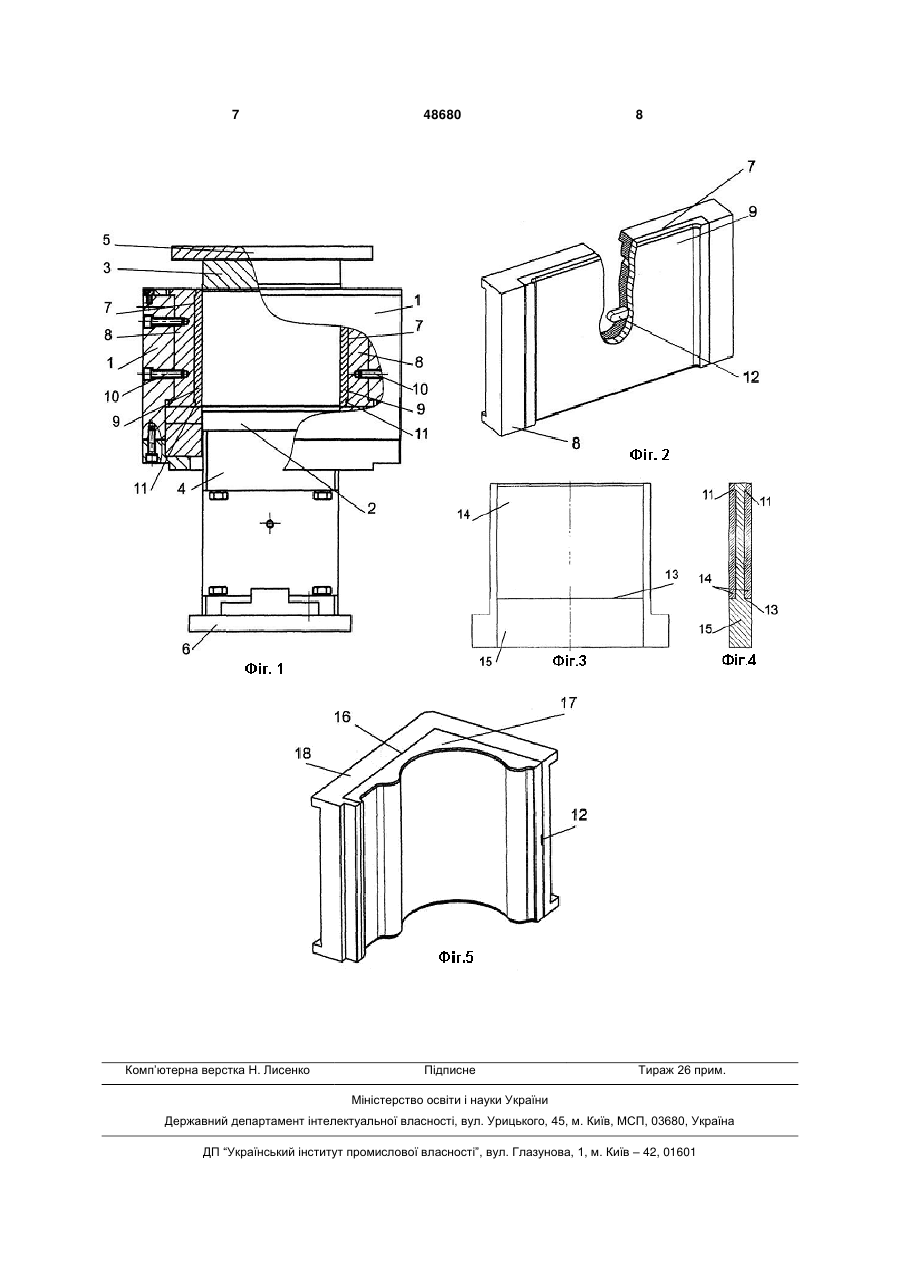
1. Прес-форма для порошкових матеріалів, що включає корпус (матрицю) з порожниною для формування виробів, один чи декілька пуансонів, які виконані з можливістю переміщення відносно матриці, облицювальні пластини, прикріплені до робочих поверхонь порожнини матриці, яка відрізняється тим, що облицювальні пластини (вставки) виконані двошаровими з зовнішнім шаром з металокерамічного твердого сплаву. 2. Прес-форма згідно з п. 1, яка відрізняється тим, що усередину порожнини корпусу (матриці) додатково поміщені одна чи більше центральних 3 і з'єднані між собою за допомогою клейової речовини, шляхом спікання чи пайки. Як приклад, листи робочих ділянок матриці виконані зі сталі або алюмінієвого сплаву. Але така прес-форма, у випадку пресування напівсухої суміші з підвищеними абразивними властивостями, має недолік через збільшений знос по стикам листів (пластин) через меншу твердість матеріалу у з'єднанні (хоча б маленький зазор між пластинами фактично має місце) і недоцільна для пресування лицьових видів цегли чи блоків через низьку якість отриманої поверхні. Також, суттєвим недоліком є великі витрати на виготовлення такої прес-форми, у випадку використання листів з дорогих надтвердих матеріалів, через суттєву ширину кожного з листів (пластин) і пов'язану з цим велику кількість необхідного матеріалу для виготовлення листів. Відома прес-форма для порошкових матеріалів, яка описана у патенті України на винахід №17809 А (МПК 2006 В28В3/00, публ. 03.06.97.), що складається із корпусу з гніздами, бокових та торцевих облицювальних пластин, причому між корпусом і боковою облицювальною пластиною виконана щілинна порожнина, в якій розміщена незсідна епоксидна смола, причому довжина щілинної порожнини менше робочого простору гнізда на величину двох товщин бокової облицювальної пластини. Недоліком такої прес-форми, що містить суцільні вставки (облицювальні пластини) є те, що для виробництва цегли чи блоків методом напівсухого пресування порошкових матеріалів з підвищеними абразивними властивостями доцільно застосування облицювальних пластин виготовлених з зносостійких матеріалів - твердих сплавів, які відрізняються підвищеною крихкістю та ламкістю. Облицювальні пластини у гнізді пресформи утримуються попереднім зусиллям розклинювання, що не дає змоги застосовувати пластини з більш зносостійких і, в той же час, більш крихких і ламких матеріалів. Крім того, суттєвим недоліком є те, що пластина, яка більш-менш забезпечує стійкість до руйнування, має досить велику найменшу можливу товщину, а облицювальна пластина великої товщини має велику вартість, так як твердий сплав має велику ціну за 1кг. Тобто, застосування суцільних пластин з твердого сплаву у даній конструкції економічно недоцільна. Відома прес-форма для порошкових матеріалів, яка описана у деклараційному патенті України на винахід №69826 А (МПК 2006 В28В3/00, публ. 15.09.04.), що включає корпус з вікнами, бокові та торцеві облицювальні пластини, причому між корпусом та боковими і торцевими облицювальними пластинами виконані щілинні порожнини, у яких розміщена безусадочна (незсідна) епоксидна смола, при цьому довжини щілинних порожнин між боковими облицювальними пластинами та корпусом дорівнюють довжині виробу, що пресується, а довжини щілинних порожнин між торцевими облицювальними пластинами та корпусом менші за ширину виробу, що пресується, на 10...20мм. У якості прикладу матеріалу для 48680 4 виготовлення облицювальних пластин авторами наводиться карбід кремнію, або інший керамічний матеріал. Недоліком такої прес-форми, що містить суцільні вставки (облицювальні пластини) також, як і у попередньому аналогу, є те, що для виробництва цегли чи блоків методом напівсухого пресування порошкових матеріалів з підвищеними абразивними властивостями доцільно застосування облицювальних пластин виготовлених з зносостійких матеріалів - твердих сплавів, які відрізняються підвищеною крихкістю та ламкістю. Карбід кремнію чи інші керамічні матеріали, у випадку їх використання, особливо є дуже крихкими і ламкими. Отже, кріплення цільних облицювальних пластин у таку конструкцію, у зв'язку з їх крихкістю і ламкістю призводить до їх руйнування. Облицювальні пластини у гнізді прес-форми утримуються попереднім зусиллям розклинювання, що не дає змоги застосовувати пластини з більш зносостійких і, в той же час, більш крихких і ламких матеріалів. Також, суттєвим недоліком використання керамічних матеріалів для виготовлення облицювальних пластин (вставок) є те, що дані матеріали не дозволяють отримати з них облицювальні пластини фігурної форми при виготовленні вставок для виробництва фігурної (фасонної) цегли чи блоків, оскільки керамічні матеріали неможливо обробляти на електроерозійному обладнані чи іншим відомим методом. Керамічні матеріали можна використовувати лише у випадку виготовлення облицювальних пластин пласкої форми. Крім того, суттєвим недоліком також, як і у попередньому аналогу, є те, що пластина, яка більш-менш забезпечує стійкість до руйнування має досить велику найменшу можливу товщину. А облицювальна пластина великої товщини має велику вартість, так як твердий сплав має велику ціну за 1кг. Тобто, застосування суцільних пластин з твердого сплаву у даній конструкції для пресування напівсухих сумішей з абразивними властивостями економічно недоцільна. Найбільш близькою по технічної суті до рішення, що заявляється, є прес-форма для порошкових матеріалів за патентом України №69826 А. В основу корисної моделі, що пропонується, поставлена задача вдосконалення прес-форми для порошкових матеріалів, а саме облицювальних пластин (вставок) внутрішньої поверхні, які підлягають впливу матеріалу з підвищеними абразивними властивостями і інтенсивно зношуються в процесі роботи. Поставлена задача досягається тим, що облицювальні пластини (вставки) виконані двошаровими з тонким зовнішнім шаром з металокерамічного гарячепресованого твердого сплаву і внутрішнім шаром з високоякісної конструкційної сталі з кріпильними елементами, причому зовнішній та внутрішній шари зазвичай з'єднуються між собою клеємеханічним способом за допомогою плівкового клею гарячого затвердіння, що дозволяє забезпечити щільне прилягання вставок до внутрішньої поверхні прес-форми та запобігає зміщенню вставок відносно корпусу 5 прес-форми. Застосування двошарових облицювальних пластин з зовнішнім металокерамічним шаром при виробництві облицювальної цегли чи блоків дає цілий ряд переваг: 1) зносостійкість в порівнянні з застосуванням одношарових пластин з сталі марок 20Х чи X12 у 20-30 разів вище в залежності від абразивності матеріалу, що підлягає пресуванню; 2) зменшення часу простоїв пресового обладнання за рахунок меншої кількості перестановок прес-форм; 3) виготовлення великих партій цегли чи блоків зі стабільними розмірами; 4) можливість виготовлення складних фігурних виробів з точними геометричними параметрами; 5) зниження собівартості продукції; 6) межа міцності на згинання у металокерамічних сплавів в декілька разів вище, ніж у керамічних, що у комплексі зі стальним шаром вставки дозволяє використовувати більш тонкі пластини, ніж з інших матеріалів, що економічно доцільно; 7) поруватість та зернистість металокерамічних сплавів дуже низька, на відміну від керамічних сплавів, що дозволяє отримати крупногабаритні твердосплавні пластини необхідні для зносостійкості і отримання виробів з високою якістю поверхні; Більш докладно сутність пропонованої корисної моделі пояснюється кресленнями, де: на Фіг.1 зображений загальний вигляд пропонованої прес-форми для порошкових матеріалів; на Фіг.2 зображена бокова двошарова облицювальна пластина (вставка) прес-форми; на Фіг.3, 4 зображена центральна пластина (вставка) прес-форми з двома робочими поверхнями для одночасного виробництва декількох виробів у прес-формі; на Фіг.5 зображено кутовий варіант двошарової облицювальної пластини (вставки) пресформи з фасонною поверхнею для виробництва фігурних виробів. Прес-форма для порошкових матеріалів, що пропонується, складається, як мінімум, з корпусу (матриці) 1, який має порожнину для формування виробів з боковими робочими поверхнями, нижнього пуансону 2 та верхнього пуансону 3, пуансонотримача 4, верхньої перехідної плити 5, нижньої перехідної плити 6, бокових облицювальних пластин (вставок) 7, що мають внутрішній шар зі сталі та зовнішній шар з твердого сплаву 9, внутрішній шар вставки 8 прикріплений кріпильними елементами 10 до порожнини корпусу (матриці) 1. Зовнішній шар 9 облицювальної пластини (вставки) 7 приєднаний до внутрішнього шару 8 клеємеханічним способом за допомогою плівкового клею гарячого затвердіння та за допомогою 48680 6 утворення пазів та уступів 11 на зовнішньому та внутрішньому шарах 9 та 8, або за допомогою плівкового клею гарячого затвердіння та плішкового кріплення 12. На Фіг.3, 4 зображена центральна пластина (вставка) 13, яка одна чи декілька розміщується усередині порожнини корпусу 1, як перегородка, і має два зовнішніх твердосплавних шари 14 та один внутрішній шар із сталі 15 і застосовується у варіанті конструкції прес-форми для формування двох чи більше цеглин або блоків одночасно двома поверхнями. Зовнішні шари 14 приєднані до внутрішнього шару 15 клеємеханічним способом за допомогою плівкового клею гарячого затвердіння та за допомогою утворення пазів та уступів 11 на зовнішніх та внутрішньому шарах 14 та 15. На Фіг.5 зображена кутова двошарова облицювальна пластина (вставка) 16 прес-форми з фасонною твердосплавною металокерамічною поверхнею (шаром) 17 для виробництва фігурних виробів. Зовнішній шар 17 кутової облицювальної пластини (вставки) 16 приєднаний до внутрішнього шару кутової форми 18 із сталі клеємеханічним способом за допомогою плівкового клею гарячого затвердіння та плішкового кріплення 12. Для кутових вставок 16, також, може бути використане вищеописане з'єднання за допомогою плівкового клею гарячого затвердіння та за допомогою утворення пазів та уступів на зовнішньому та внутрішньому шарах 17 та 18. Прес-форма для порошкових матеріалів працює таким чином. Дозована порція порошкової суміші потрапляє у прес-форму, далі за рахунок переміщення назустріч один одному нижнього 2 і верхнього 3 пуансонів та обмеження робочого об'єму з боків корпусом прес-форми 1 з наявними вставками 7, або 7 та 13 чи 16, іншим можливим набором вставок, подана порошкова суміш підлягає пресуванню. При цьому, за рахунок тертя ковзання, наявні у суміші абразивні частки активно діють на зовнішні поверхні твердосплавного шару вставок 9 або 14. Найбільш економічно доцільним, як описано вище, є використання у якості матеріалу для зовнішніх поверхонь вставок металокерамічного твердого сплаву, який забезпечує цілу низку переваг по відношенню до інших матеріалів. Таким чином, дана корисна модель дозволяє отримувати високоякісні вироби з різних порошкових матеріалів великими партіями, одночасно зменшуючи собівартість продукції. Відповідність даної корисної моделі критерію патентоздатності «промислова придатність» не викликає сумнівів і підтверджується наведеними прикладами виконання, перевіреними на практиці на опитних зразках та виробництві. 7 Комп’ютерна верстка Н. Лиcенко 48680 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMould for powder materials
Автори англійськоюYusubov Sarakhad Hadzhymamudovych
Назва патенту російськоюПресс-форма для порошковых материалов
Автори російськоюЮсубов Сарахад Гаджимамудович
МПК / Мітки
МПК: B28B 3/00, B30B 15/02
Мітки: матеріалів, прес-форма, порошкових
Код посилання
<a href="https://ua.patents.su/4-48680-pres-forma-dlya-poroshkovikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Прес-форма для порошкових матеріалів</a>
Прес-форма для порошкових матеріалів
Номер патенту: 35081
Опубліковано: 26.08.2008
Автори: Сітало Олександр Вікторович, Завражний Олександр Іванович
МПК: B28B 3/00
Мітки: порошкових, матеріалів, прес-форма
Формула / Реферат:
1. Прес-форма для порошкових матеріалів, що містить корпус з вікнами, бокові та торцеві облицювальні пластини, яка відрізняється тим, що між корпусом та боковими і торцевими облицювальними пластинами у кінцях їх довжин встановлені клинові опорні пластинки, за допомогою яких утворюються щілинні порожнини, в яких розміщується епоксидна смола, в котру занурені металеві пластини.2. Прес-форма за п. 1, яка відрізняється тим, що облицювальні...
Прес-форма для порошкових матеріалів

Номер патенту: 69826
Опубліковано: 15.09.2004
Автори: Завражний Олександр Іванович, Сітало Олександр Вікторович
МПК: B28B 3/00
Мітки: матеріалів, порошкових, прес-форма
Формула / Реферат:
1. Прес-форма для порошкових матеріалів, що включає корпус з вікнами, бокові та торцеві облицювальні пластини, яка відрізняється тим, що між корпусом та боковими і торцевими облицювальними пластинами виконані щілинні порожнини, у яких розміщена безусадочна епоксидна смола, при цьому довжини щілинних порожнин між боковими облицювальними пластинами та корпусом дорівнюють довжині виробу, що пресується, а довжини щілинних порожнин між торцевими...
Прес-форма для пресування порошкових матеріалів

Номер патенту: 63125
Опубліковано: 15.01.2004
Автори: Блохін Олександр Григорович, Кандиба Валерія Юр'ївна
МПК: B30B 15/02, B22C 15/00
Мітки: порошкових, матеріалів, прес-форма, пресування
Формула / Реферат:
Прес-форма для пресування порошкових матеріалів, що містить еластичну матрицю з осьовим отвором, пуансон, виконаний у вигляді конусного оправлення, обойми, піддон і кришку, яка відрізняється тим, що обойму виконано з пластичного матеріалу, границя текучості та температура плавлення якої нижчі, ніж у пресованого порошкового тіла, а пуансони з обоймою утворюють гідравлічний затвор.
Прес-форма для пресування порошкових матеріалів
Номер патенту: 39020
Опубліковано: 26.01.2009
Автори: Роганов Лев Леонідович, Попівненко Леонід Володимирович
МПК: B30B 11/02, B30B 15/02
Мітки: матеріалів, порошкових, пресування, прес-форма
Формула / Реферат:
Прес-форма для пресування порошкових матеріалів, що складається з матриці, рухомого пуансона верхнього, рухомого пуансона нижнього та їх пуансоноутримувачів, яка відрізняється тим, що прес-форма додатково містить бандаж з конусною формою зовнішньої поверхні, по якій переміщується затискна втулка із приводом від окремих гідравлічних циліндрів.
Прес-форма для порошкових матеріалів
Номер патенту: 17809
Опубліковано: 03.06.1997
Автори: Завражний Олександр Іванович, UА
МПК: B28B 3/00
Мітки: порошкових, матеріалів, прес-форма
Формула / Реферат:
Пресс-форма для порошковых материалов, включающая корпус с гнездами, боковые и торцевые облицовочные пластины, отличающаяся тем, что между корпусом и боковой облицовочной пластиной выполнена щелевая полость, в которой размещена безусадочная эпоксидная смола, причем длина щелевой полости меньше рабочего пространства гнезда на величину двух толщин боковой облицовочной пластины.
Попередній патент: Одновалкова зубчаста дробарка ударної дії
Наступний патент: Спосіб паралельного ключового хешування
Випадковий патент: Паштет функціонального призначення