Прес-форма для пресування порошкових матеріалів
Номер патенту: 39020
Опубліковано: 26.01.2009
Автори: Попівненко Леонід Володимирович, Роганов Лев Леонідович
Формула / Реферат
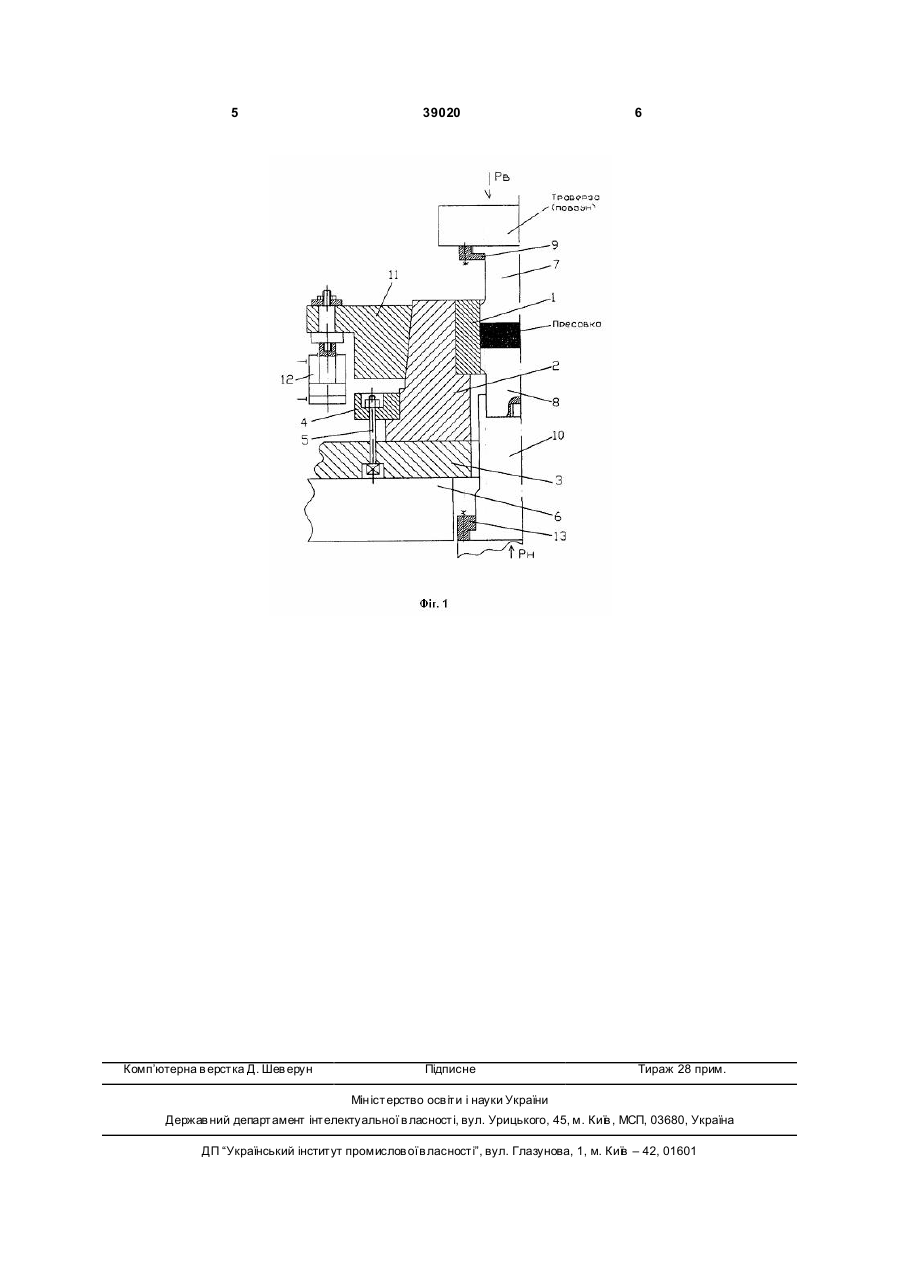
Прес-форма для пресування порошкових матеріалів, що складається з матриці, рухомого пуансона верхнього, рухомого пуансона нижнього та їх пуансоноутримувачів, яка відрізняється тим, що прес-форма додатково містить бандаж з конусною формою зовнішньої поверхні, по якій переміщується затискна втулка із приводом від окремих гідравлічних циліндрів.
Текст
Прес-форма для пресування порошкових матеріалів, що складається з матриці, рухомого пуансона верхнього, рухомого пуансона нижнього та їх пуансоноутримувачів, яка відрізняється тим, що прес-форма додатково містить бандаж з конусною формою зовнішньої поверхні, по якій переміщується затискна втулка із приводом від окремих гідравлічних циліндрів. (19) (21) u200807063 (22) 21.05.2008 (24) 26.01.2009 (46) 26.01.2009, Бюл.№ 2, 2009 р. (72) РОГАНОВ ЛЕВ ЛЕОНІДОВИЧ, UA, ПОПІВНЕНКО ЛЕОНІД ВОЛОДИМИРОВИЧ, UA (73) ДОНБАСЬКА ДЕРЖАВНА МАШИНОБУДІВНА АКАДЕМІЯ, U A 3 39020 Верхній пуансон 7 приводиться в рух від повзуна або рухливої поперечки преса (залежно від типу використовуваного пресового встаткування). Нижній пуансон 8 приводиться в рух від індивідуального привода (гідравлічний циліндр поршневого типу), що додатково встановлений на пресі. Обидва пуансони кріпляться до відповідних виконавчих органів преса за допомогою пуансоноутримувачів 9 й 10 відповідно. У конструкції прес-форми передбачена затискна втулка 11, у якої внутрішній отвір має конусну форму (кут конусності також становить 7°). Затискна втулка має можливість переміщатися по зовнішній поверхні бандажа 2. Із цією метою затискна втулка приводиться у вертикальне переміщення від двох гідравлічних циліндрів 12, додатково уведених у конструкцію пресової установки. Робочий цикл пресування порошкових матеріалів здійснюється в такий спосіб. У вихідному положенні нижній пуансон 8 уведений у матрицю 1 на величину напрямного паска, а верхній пуансон 7 перебуває у своєму крайнім верхнім положенні. За допомогою гідравлічних циліндрів 12 здійснюється переміщення затискної втулки 11 униз, у результаті чого матриця 1 деформується. Величина попередньої деформації матриці розраховується залежно від виду пресуємого матеріалу та величини тиску пресування. Після цього в матрицю 1 засинають порошкову ши хту і опускають верхній пуансон 7. Як тільки верхній пуансон 7 увійде в матрицю на величину напрямного паска, переміщення нагору надають нижньому пуансону 8. Таким чином, обидва пуансони на етапі пресування переміщаються назустріч один одному, ущільнюючи порошкову ши хту до необхідної щільності. У процесі ущільнення порошкового матеріалу під дією тиску, що діє на внутрішню 4 стінку матриці, остання буде деформуватися на деяку величину, яку розраховують попередньо. Внаслідок цього величина натягу матриці 1 у бандажі 2 різко зростає. З метою усунення задирок на контактних поверхнях бандажа 2 і затискної втулки 11 на останні наносять густе мастило. Змащення повторно наносять після п'яти циклів пресування. Після ущільнення порошкової шихти вер хній пуансон 7 підіймають у своє крайнє верхнє положення. Потім підіймають затискну втулк у 11 у її вихідне положення гідравлічними циліндрами 12. У результаті цього внутрішній діаметр матриці 1 збільшується, внаслідок чого відбувається релаксація внутрішніх напружень у її стінках від попередньої деформації та від пресування. Таким чином, створення контрольованої попередньої деформації дозволяє зменшити практично до нуля внутрішні напруження, які виникають у її стінках у процесі ущільнення порошкової шихти. Наступним етапом циклу одержання пресовки є її випресовування з матриці. Для здійснення цієї операції нижній пуансон 8 переміщають у його крайнє верхнє положення. При цьому, виходячи з матриці 1, пресовка не буде розширяться в наслідок дії внутрішніх напружень у її тілі, тому що величина останніх практично зведена до нуля, тобто релаксація напруг у тілі пресовки буде відбуватися не в момент її виходу з матриці, а усередині матриці. Після виходу пресовки з матриці 1 її видаляють на поворотний стіл, а нижній пуансон 8 опускають у його вихідне положення. У разі потреби цикл пресування повторюють знову згідно з попередньо описаними діями. Застосування об'єкта корисної моделі забезпечить можливість одержувати якісні пресовки (без розшаровуючи х тріщин) у прес-формах при тисках пресування більше 1000МПа. 5 Комп’ютерна в ерстка Д. Шев ерун 39020 6 Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMold for pressing of powder materials
Автори англійськоюRohanov Lev Leonidovych, Popivnenko Leonid Volodymyrovych
Назва патенту російськоюПресс-форма для прессования порошковых материалов
Автори російськоюРоганов Лев Леонидович, Попивненко Леонид Владимирович
МПК / Мітки
МПК: B30B 11/02, B30B 15/02
Мітки: порошкових, прес-форма, пресування, матеріалів
Код посилання
<a href="https://ua.patents.su/3-39020-pres-forma-dlya-presuvannya-poroshkovikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Прес-форма для пресування порошкових матеріалів</a>
Прес-форма для пресування порошкових матеріалів

Номер патенту: 63125
Опубліковано: 15.01.2004
Автори: Блохін Олександр Григорович, Кандиба Валерія Юр'ївна
МПК: B30B 15/02, B22C 15/00
Мітки: пресування, матеріалів, порошкових, прес-форма
Формула / Реферат:
Прес-форма для пресування порошкових матеріалів, що містить еластичну матрицю з осьовим отвором, пуансон, виконаний у вигляді конусного оправлення, обойми, піддон і кришку, яка відрізняється тим, що обойму виконано з пластичного матеріалу, границя текучості та температура плавлення якої нижчі, ніж у пресованого порошкового тіла, а пуансони з обоймою утворюють гідравлічний затвор.
Спосіб пресування виробів з порошкових матеріалів і прес-форма для його здійснення
Номер патенту: 75885
Опубліковано: 15.06.2006
Автори: Двіліс Едгар Сєргєєвіч, Хасанов Олєг Леонідовіч, Похолков Юрій Пєтровіч, Соколов Віталій Міхайловіч
МПК: B22F 3/02, B22F 3/03, B30B 15/02
Мітки: порошкових, виробів, матеріалів, здійснення, спосіб, прес-форма, пресування
Формула / Реферат:
1. Спосіб пресування виробів з порошкових матеріалів, який полягає в тому, що вміщують порошковий матеріал в формоутворюючу порожнину прес-форми, обмежену активними і пасивними формоутворюючими поверхнями суцільних або складових формоутворюючих елементів прес-форми, здійснюють взаємне переміщення формоутворюючих елементів прес-форми вздовж осі пресування, при цьому здійснюють передачу зусилля пресування від формоутворюючих елементів...
Прес-форма для порошкових матеріалів
Номер патенту: 35081
Опубліковано: 26.08.2008
Автори: Сітало Олександр Вікторович, Завражний Олександр Іванович
МПК: B28B 3/00
Мітки: матеріалів, прес-форма, порошкових
Формула / Реферат:
1. Прес-форма для порошкових матеріалів, що містить корпус з вікнами, бокові та торцеві облицювальні пластини, яка відрізняється тим, що між корпусом та боковими і торцевими облицювальними пластинами у кінцях їх довжин встановлені клинові опорні пластинки, за допомогою яких утворюються щілинні порожнини, в яких розміщується епоксидна смола, в котру занурені металеві пластини.2. Прес-форма за п. 1, яка відрізняється тим, що облицювальні...
Прес-форма для порошкових матеріалів

Номер патенту: 69826
Опубліковано: 15.09.2004
Автори: Завражний Олександр Іванович, Сітало Олександр Вікторович
МПК: B28B 3/00
Мітки: порошкових, прес-форма, матеріалів
Формула / Реферат:
1. Прес-форма для порошкових матеріалів, що включає корпус з вікнами, бокові та торцеві облицювальні пластини, яка відрізняється тим, що між корпусом та боковими і торцевими облицювальними пластинами виконані щілинні порожнини, у яких розміщена безусадочна епоксидна смола, при цьому довжини щілинних порожнин між боковими облицювальними пластинами та корпусом дорівнюють довжині виробу, що пресується, а довжини щілинних порожнин між торцевими...
Прес-форма для порошкових матеріалів
Номер патенту: 17809
Опубліковано: 03.06.1997
Автори: Завражний Олександр Іванович, UА
МПК: B28B 3/00
Мітки: матеріалів, прес-форма, порошкових
Формула / Реферат:
Пресс-форма для порошковых материалов, включающая корпус с гнездами, боковые и торцевые облицовочные пластины, отличающаяся тем, что между корпусом и боковой облицовочной пластиной выполнена щелевая полость, в которой размещена безусадочная эпоксидная смола, причем длина щелевой полости меньше рабочего пространства гнезда на величину двух толщин боковой облицовочной пластины.
Попередній патент: Йогурт з підвищеними функціональними властивостями
Наступний патент: Кожух моторного відсіку транспортного засобу
Випадковий патент: Спосіб гідростатичного зважування