Спосіб безперервного розливу заготівок прямокутного поперечного перерізу
Номер патенту: 4927
Опубліковано: 28.12.1994
Автори: Плискановський Олександр Станіславович, Носоченко Олег Васильович, Богаченко Олексій Георгієвич, Ленський Валерій Георгійович, Юшко Ігор Олегович, Ісаєв Олег Борисович, Ємельянов Володимир Володимирович, Ніколаїв Геннадій Андрійович, Ревтов Микола Іванович
Формула / Реферат
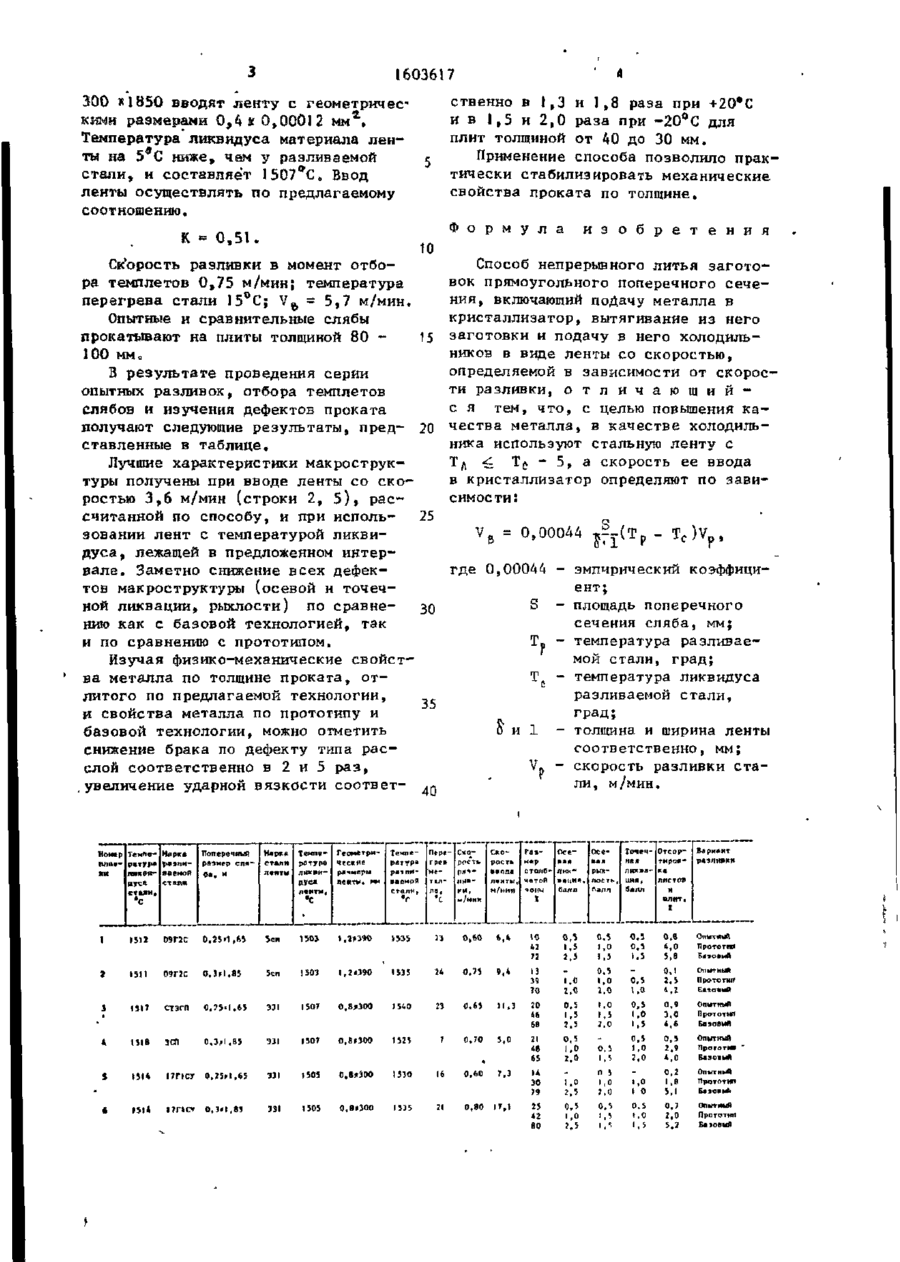
Способ непрерывного литья заготовок прямоугольного поперечного сечения, включающий подачу металла в кристаллизатор, вытягивание из него заготовки и подачу в него холодильников в виде ленты со скоростью, определяемой в зависимости от скорости разливки, отличающийся тем, что, с целью повышения качества металла, в качестве холодильника используют стальную ленту с Тл £ Тс - 5, а скорость ее ввода в кристаллизатор определяют по зависимости:
где 0,00044 - эмпирический коэффициент;
S - площадь поперечного сечения сляба, мм;
Тр - температура разливаемой стали, град;
Тc - температура ликвидуса разливаемой стали, град;
d и 1— толщина и ширина ленты соответственно, мм;
Vp - скорость разливки стали, м/мин.
Текст
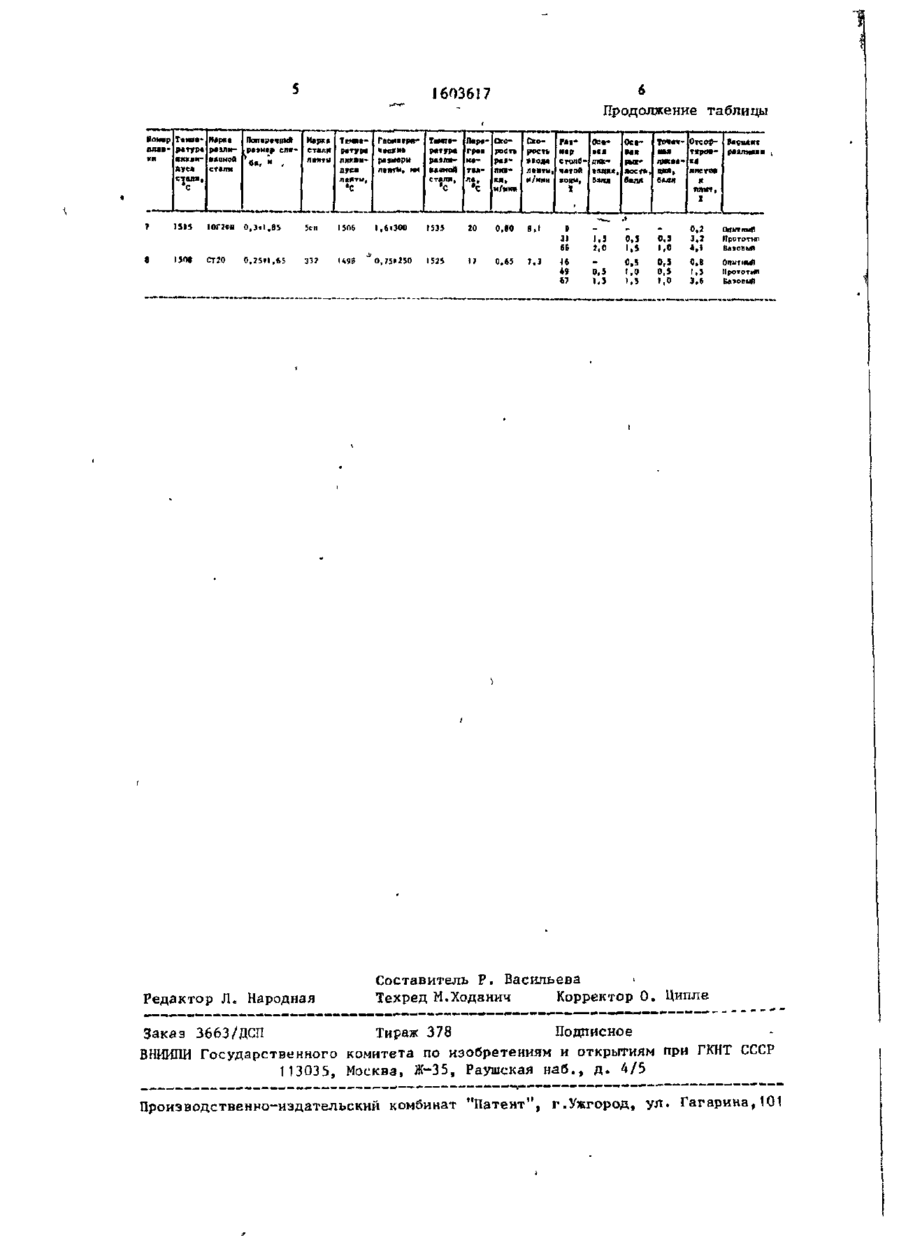
Изобретение относи гея к металлургии, в частности к непрерывной разливке металлов. Цель - повышение качества м е т а л л а . Металл подают в кристаллизатор и вводят в него холодильник в виде ленты со скоростью, зависящей от скорости литья и р а с с ч и тываемой по формуле \ ' в = К(т 1 р ~Т с)чо, при этом ленту выполняют из с т а л и , температура ликвидус которой не п р е вышает температуру разливаемой с т а л и , что позволяет повысить качество металла за счет полного расплавления ленты. 1 табл чеяием 250 > 1650 из промежуточного ковша подается сталь марки 3 сп ( т с = 1515°С). В расплав вводят лент^ с геометрическими размерами 0,3 * х 0 , 0 0 ? м и температурой ликвидуса на 10°С ниже, чем у разливаемой стапи, и составляющей 5О5°С. Скорость ввода леитп ретушируют зависимостью Скорость разливки в момент отбора всех темплетов сое тав пяла 0,6 м/мин, reMneparvpa перегрена 20 С К = 0,00044 I = 0,30 V& = 3,6 м/шш. (скорость в в о д а ) П р и м е р 2. При разливке с т а ли 09Г2С с і емперсі і vpon ликвидуса 1512°С в кристаллизатор сечением 1603617 ственно в 1,3 и 1,8 раза при +20°С и в 1,5 и 2,0 раза при -20°С для плит толщиной от 40 до 30 мм. Применение способа позволило практически стабилизировать механические свойства проката по толщине. M850 вводят ленту с геометрическими размерами 0,4 а 0,00012 м м г . Температура ликвидуса материала л е н ты на 5 в С ниже, чем у разливаемой стали, и составляет 1507 а С о Ввод ленты осуществлять по предлагаемому соотношению. Ф о р м у л а К - 0,51. Ск'орость раэливки в момент отбора темплетов 0,75 м/мин; температура перегрева стали 15°С; Vft = 5,7 м/мин. Опытные и сравнительные слябы прокатывают на плиты толщиной 80 100 ммо В результате проведения серии опытных разливок, отбора темплетов слябов и изучения дефектов проката получают следующие результаты, представленные в таблице. Лучшие характеристики макроструктуры получены при вводе ленты со скоростью 3,6 м/мин (строки 2, 5 ) , р а с считанной по способу, и при использовании лент с температурой ликвидуса, лежащей в предложенном интерв а л е . Заметно снижение всех дефектов макроструктуры (осевой и точечной ликвации, рыхлости) по сравнению как с базовой технологией, так и по сравнению с прототипом. Изучая физико-механические свойства металла по толщине проката, о т литого по предлагаемой технологии, и свойства металла по прототипу и базовой технологии, можно отметить снижение брака по дефекту типа р а с слой соответственно в 2 и 5 р а з , .увеличение ударной вязкости соответ tOHttp ВЛИВ P«TJ>P« Нарка рв sли Поперечный размер спя Марке стали Температура васмай стали, лектм, стали, •с •с 1 рвтурв пекти, им ст aim чесяие 15)1 09Г1С 0.2$'1,М SCH 1ЭИ О9Г2С 0.3.1,85 5сп 1501 1,3*390 150Э 1,2*390 и з о б р е т е н и я 10 Способ непрерьюного литья з а г о т о вок прямоугольного поперечного с е ч е ния, включающий поДачу металла в кристаллизатор, вытягивание из него 15 заготовки и подачу в него холодильников в виде ленты со скоростью, определяемой в зависимости от скорости разливки, о т л и ч а ю щ и й с я тем, что, с целью повышения к а 20 чества металла, в качестве холодильника используют стальную ленту с Т л ^ Т е - 5» а скорость ее ввода в кристаллизатор определяют по зависимости: 25 VB = 0,00044 ^ - ( Т р - T c ) V p , где 0,00044 - эмпирический коэффициент; S - площадь поперечного 30 сечения сляба, мм; Тр - температура разливаемой стали, град; Т е - температура ликвидуса разливаемой стали, 35 град; 0 и 1 - толщина и ширина ленты соответственно, мм; V. - скорость разливки стали, м/мин. 40 грев V 53 ррсть рость ІІИ"Щ, н/инн вал чатой •«" на я ТИроВ иня, балл ЛИСТОВ Галл кер •вния. м/мнн X 0,60 10 42 72 I ?:' 0,5 1,0 1 ,5 то 2 1535 0,75 » ••* 1.0 1.0 0,5 1,0 1.0 1.0 1.5 2.0 13 ЗІ 3 1517 стэгп О,75>1,65 Э31 1507 0,8*300 15І0 23 0,*5 11,3 10 46 68 0.5 1.5 2.5 * ilia sen 0,3.1 .BS Э31 1507 0.8*300 1525 7 0,70 5,0 21 65 S 1514 І7Г1СТ в m* І7ГІО О,3'1,85 331 1505 0,8*300 1530 331 1505 О.віЗОО 1535 16 0,60 7,3 14 30 79 0,80 17,1 25 42 ВО 2.0 1.0 2.5 0.5 1 ,0 0,5 0.5 1.5 о.в 4,0 5,8 ПрОТОТНІ 0,1 1.5 Опытный Базовый 1 .5 0 5 1 ,0 0.S ' .5 0,5 1.0 0,5 1,0 1,5 0.9 1,0 4,в Опытный Прототип Базовый 0,5 0,5 0,15.1,65 и ПЛИТ, 0,5 Опытный 2,0 *.о Базовый 0.2 ОпьгтньА Прототип E9?OSWfi 0,7 2,0 5.2 Опытный Прототип Ваэояый 1,0 1 0 0.5 1.0 1.5 ПрОТОТМТГ 1603617 Продолжение таблицы Помар мавки Темі а- K*P*a Поперечный Hep*. ТемпеJ U T T P * раали- р«*нер е л я - стали ратур* ВЙСНОЙ 1ШХІНл вити ли* а и '«і, - . стади, ЛСИТІІ, • с *C ISIS ІОГІСВ о,jii.es 5cn Тамі*ратура pa і ли Парі- Скограв рость кар«| СкоPaiOetрость и«р «••да CrtMlfl Oei Tc*m N1 Nft* рмг лхква стели, Гаоивгркяаскна paswepu ла. И/мин ваші еилт •с t506 I.SiJOO I5J5 •с 20 кк. •f«m 0,(0 8,1 юим, t ) tins ст:о 0,ISM,65 ээ? Редактор Л. Народная l«» O,7S»15O 132* 17 0.65 7,3 -' в 31 66 J 64ЛЛ 16 49 67 1,0 _ 0.5 Ь5 . ОтсРрТяров!К (лшпмяжт И плш, I 0,5 о.э 1,0 0,2 3,1 А.1 tрототип 0.3 1,0 0,5 0,5 0.8 NS ОгтигниП Ірототіві 1,! 1,0 3,6 US Составитель Р. Васильева Техред М.Ходзнич Корректор О. Ципле Заказ 3663/ДСП Тираж 378 Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-издательский комбинат "Патент", г.Ужгород, ул. Гагарина,101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for continuous pouring of blanks of rectangular cross section
Автори англійськоюNosochenko Oleh Vasyliovych, Revtov Mykola Ivanovych, Bohachenko Oleksii Heorhievych, Plyskanovskyi Oleksandr Stanislavovych, Isaiev Olrh Borysovych, Yemelianov Volodymyr Volodymyrovych, Yushko Ihor Olehovych, Lenskyi Valerii Heorhiiovych
Назва патенту російськоюСпособ непрерывной разливки заготовок прямоугольного поперечного сечения
Автори російськоюНосоченко Олег Васильевич, Ревтов Николай Иванович, Богаченко Алексей Георгиевич, Плискановский Александр Станиславович, Исаев Олег Борисович, Емельянов Владимир Владимирович, Юшко Игорь Олегович, Ленский Валерий Георгиевич
МПК / Мітки
МПК: B22D 11/00
Мітки: розливу, безперервного, поперечного, заготівок, перерізу, прямокутного, спосіб
Код посилання
<a href="https://ua.patents.su/4-4927-sposib-bezperervnogo-rozlivu-zagotivok-pryamokutnogo-poperechnogo-pererizu.html" target="_blank" rel="follow" title="База патентів України">Спосіб безперервного розливу заготівок прямокутного поперечного перерізу</a>
Збірний кристалізатор для безперервного лиття заготівок

Номер патенту: 2989
Опубліковано: 26.12.1994
Автори: Угодніков Олександр Львович, Пікус Марк Ісерович, Учитель Лев Михайлович, Борисов Юрій Миколайович, Бойко Юрій Павлович, Бродський Сергій Сергійович
МПК: B22D 11/04
Мітки: кристалізатор, безперервного, лиття, заготівок, збірний
Формула / Реферат:
Составной кристаллизатор для непрерывного литья заготовок, содержащий фигурные охлаждаемые рабочие стенки, торцы которых состыкованы между собой по типу «паз-выступ» посредством прокладок с образованием в угловых зонах кристаллизатора переходимых участков, отличающийся тем, что рабочие стенки эквидистантны друг другу, а прокладки установлены в верхней и нижней частях кристаллизатора перпендикулярно его противолежащей стенке и выполнены с...
Спосіб розливу сталі

Номер патенту: 130
Опубліковано: 30.04.1993
Автори: Сарамутін Валерій Іванович, Ігнатьєв Вадим Петрович, Фролов Володимир Миколайович, Грєбєнюков Анатолій Васильович, Трілевська Людмила Микитівна, Воронов Юрій Федосович, Явойський Володимир Іванович
МПК: B22D 7/00
Формула / Реферат:
Формула изобретенияСпособ разливки стали, включающий заполнение изложницы металлом сверху и регулирование скорости разливки с учетом содержания кремния в стали, отличающийся тем, что, с целью обеспечения высокого качества слитка за счет повышения скорости разливки полуспокойной стали до максимально допустимой для данного химического состава стали, скорость разливки регулируют в зависимости от величины произведения – процентное...
Спосіб розливу зливків киплячоі сталі і пристрій для його здійснення
Номер патенту: 5056
Опубліковано: 28.12.1994
Автор: Коржавін Андрій Сидорович
МПК: B22D 7/00
Мітки: зливків, здійснення, спосіб, пристрій, киплячоі, сталі, розливу
Формула / Реферат:
1. Способ разливки слитков кипящей стали, включающий заливку металла в изложницу сверху, обдувку его кислородом и последующую кристаллизацию, отличающийся тем, что, с целью уменьшения химической неоднородности слитков из кипящей малоокисленной стали и увеличения выхода годного, кислород подают на стенки изложницы со стороны ее верхнего торца. 2. Устройство для разливки слитков кипящей стали, содержащее разливочный ковш изложницы,...
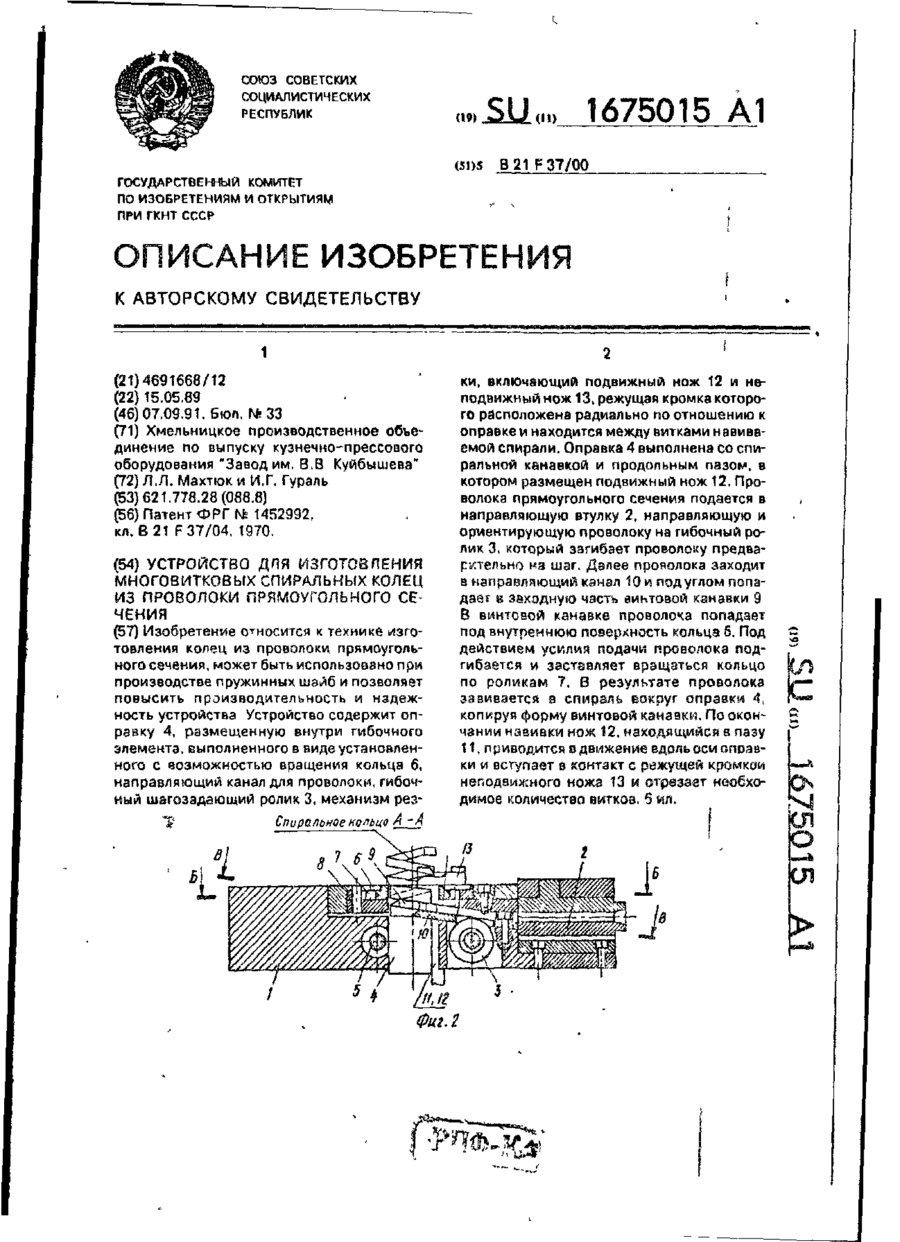
Пристрій для виготовлення багатовиткових спіральових кілець з дроту прямокутного перерізу
Номер патенту: 4982
Опубліковано: 28.12.1994
Автори: Махтюк Леонід Лейбович, Гураль Іван Григорович
МПК: B21F 37/00
Мітки: виготовлення, прямокутного, перерізу, багатовиткових, пристрій, кілець, спіральових, дроту
Формула / Реферат:
Устройство для изготовления многовитковых спиральных колец из проволоки прямоугольного сечения, содержащее установленные в корпусе две плиты, образующие направляющий канал для проволоки, гибочный шагозадающий ролик, навивочную оправку, гибочный элемент и механизм резки, включающий подвижный и неподвижный ножи, отличающееся тем, что, с целью увеличения производительности и повышения надежности, гибочный элемент выполнен в виде кольца,...
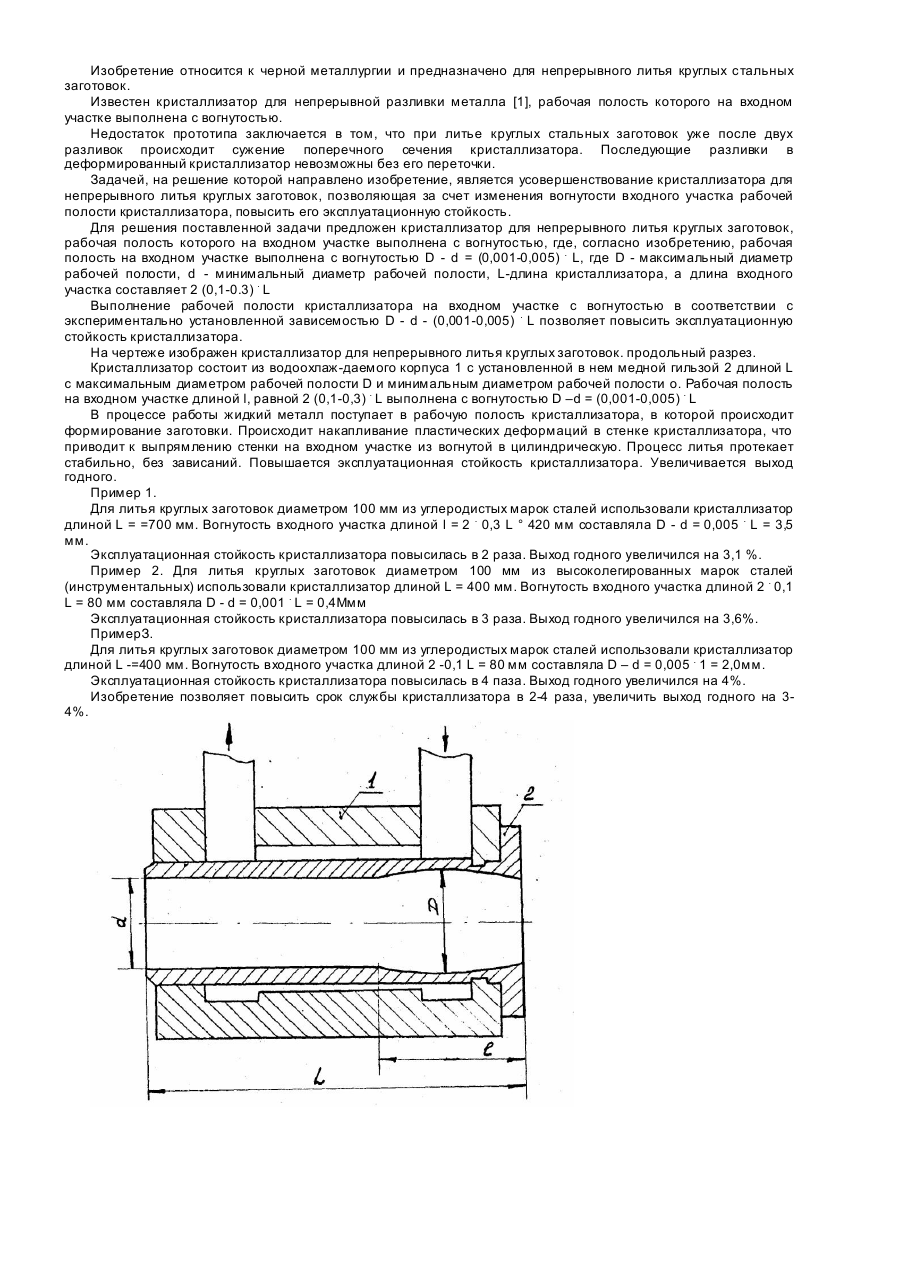
Кристалізатор для безперервного лиття круглих заготовок
Номер патенту: 2287
Опубліковано: 26.12.1994
Автори: Афонін Володимир Олексійович, Мартинов Валерій Васильович, Белкін Юхим Львович, Якунін Іван Олексійович, Руденко Анатолій Олександрович, Шишков Михайло Михайлович, Беседіна Елеонора Борисівна, Чернишова Світлана Никодимівна, Глібов Євген Валеріанович
МПК: B22D 11/04
Мітки: круглих, лиття, заготовок, безперервного, кристалізатор
Формула / Реферат:
Кристаллизатор для непрерывного литья круглых заготовок, рабочая полость которого на входном участке выполнена с вогнутостью, отличающийся тем? что рабочая полость на входном участке выполнена с вогнутостью Д-d = (0,001...0,005) . L, гдеD - максимальный диаметр рабочей полости,d -минимальный диаметр рабочей полости,L - длина кристаллизатора, а длина входного участка составляет 2:(0,1...0,3) . L
Попередній патент: Опорно-поворотний пристрій
Наступний патент: Контактна пара
Випадковий патент: Спосіб оцінки якості гігієни вимені корів