Збірний кристалізатор для безперервного лиття заготівок
Номер патенту: 2989
Опубліковано: 26.12.1994
Автори: Бродський Сергій Сергійович, Борисов Юрій Миколайович, Пікус Марк Ісерович, Учитель Лев Михайлович, Угодніков Олександр Львович, Бойко Юрій Павлович

Формула / Реферат
Составной кристаллизатор для непрерывного литья заготовок, содержащий фигурные охлаждаемые рабочие стенки, торцы которых состыкованы между собой по типу «паз-выступ» посредством прокладок с образованием в угловых зонах кристаллизатора переходимых участков, отличающийся тем, что рабочие стенки эквидистантны друг другу, а прокладки установлены в верхней и нижней частях кристаллизатора перпендикулярно его противолежащей стенке и выполнены с уменьшением их толщины в направлении к выходу из кристаллизатора, при этом длина прокладок определена по формуле:
где l — длина прокладки, мм; L — длина кристаллизатора, мм.
Текст
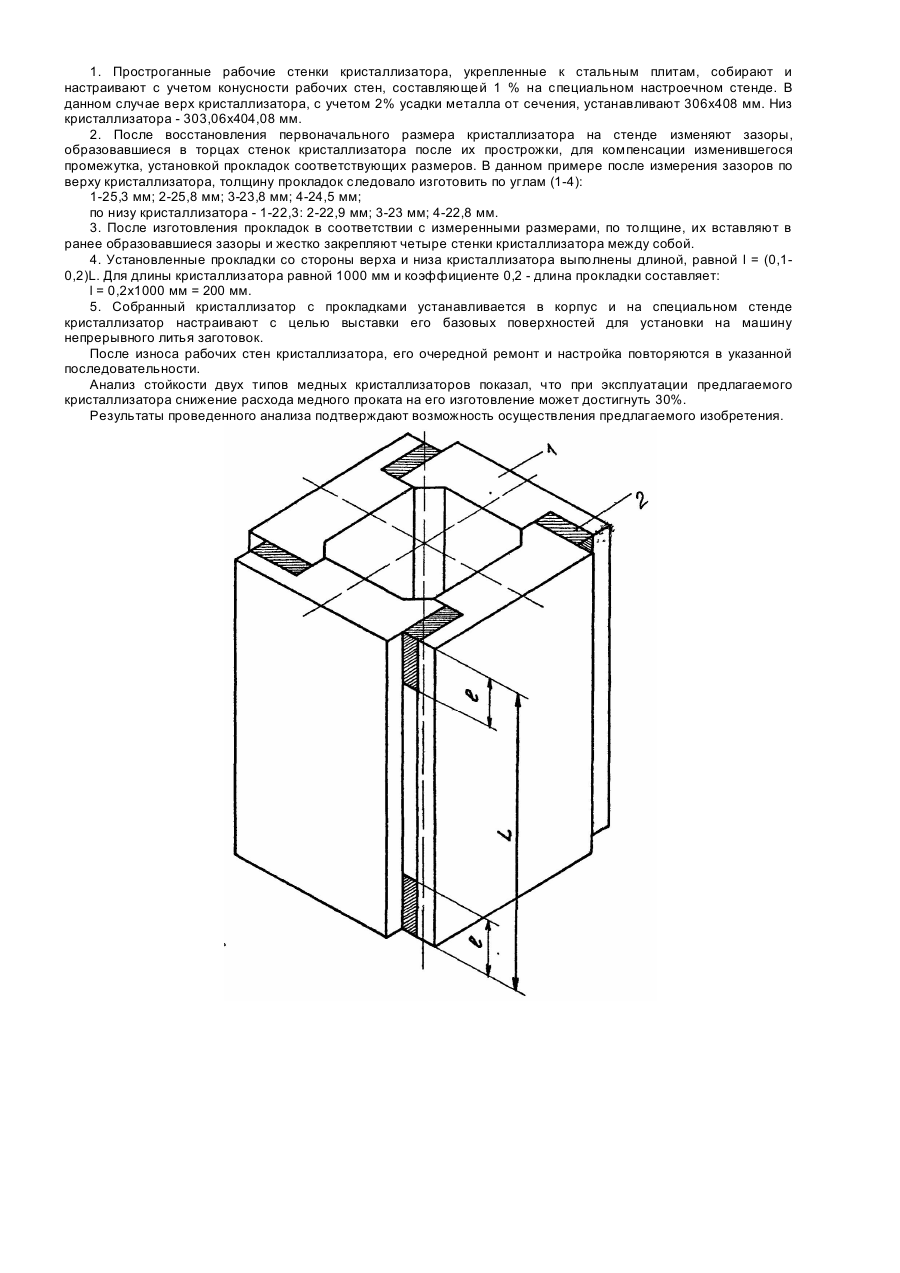
Изобретение относится к области металлургии, конкретнее к непрерывному литью заготовок. Наиболее близок к изображению по технической сущности и достигаемому результату - кристаллизатор с криволинейной полостью и способом восстановления внутренних размеров этой полости, содержащий фигурные охлаждаемые рабочие стенки, торцы которых состыкованы между собой по типу "паз-выступ" посредством прокладок с образованием в угловых зонах кристаллизатора переходных участков (патент США № 4390057, В 22 D 11/00, 1983). В период ремонта известного кристаллизатора для восстановления первоначальных размеров его настройка и регулирование осуществляется подбором прокладок различной толщины, выполненных на всю длину стенки кристаллизатора, что приводит к нарушению жесткости рабочих стен в период эксплуатации кристаллизатора, вследствие чего в процессе разливки жидкий металл проникает в зазор между стенками, кристаллизуется там и деформирует поверхность стенок, что вызывает их преждевременный ремонт. Кроме этого, известный кристаллизатора сложен в изготовлении, эксплуатации и ремонте, особенно при настройке конусности стенок, поскольку выполнен из рабочих стенок, имеющих различное поперечное сечение, что не позволяет их унифицировать и требует выполнения дополнительных работ. В основу изобретения поставлена задача усовершенствовать составной кристаллизатор для непрерывного литья заготовок, в котором за счет конструктивных изменений рабочих стенок кристаллизатора и прокладок, расположенных вне его рабочей полости, обеспечивается упрощение и унифицирование рабочих стенок кристаллизатора и прокладок, и за счет этого повышается качество ремонта и восстановление первоначального размера и конусности рабочей полости кристаллизатора, что в свою очередь приводит к повышению эксплуатационной стойкости кристаллизатора, стабилизации технологического режима литья и качества готового проката. Поставленная задача решается тем, что в составном кристаллизаторе для непрерывного литья заготовок, содержащем фигурные охлаждаемые рабочие стенки, торцы которых состыкованы между собой по типу "пазвыступ" посредством прокладок с образованием в угловых зонах кристаллизатора переходных участков согласно изобретению рабочие стенки эквидистантны друг другу, а прокладки установлены в верхней и нижней частях кристаллизатора перпендикулярно его противолежащей стенке и выполнены с уменьшением их толщины в направлении к выходу из кристаллизатора, при этом длина прокладок определяется по формуле: , где l - длина прокладки, мм; L - длина кристаллизатора, мм. Упрощение и унифицирование рабочих стенок составного кристаллизатора и прокладок, расположенных вне его рабочей полости, повышение качества ремонта и восстановление первоначального размера и конусности кристаллизатора осуществляется благодаря совокупному действию следующих конструктивных (отличительных) признаков. 1. Рабочие стенки кристаллизатора эквидистантны друг другу, имеют одинаковые площади поперечного сечения и взаимозаменяемы. 2. Прокладки установлены в верхней и нижней частях кристаллизатора перпендикулярно его противолежащей стенке. Установка прокладок только в верхней и нижней частях кристаллизатора перпендикулярно его противолежащей стенке не только упрощает ее изготовления по сравнению с изготовление на всю длину кристаллизатора, но и облегчает настройку и регулирование стенок кристаллизатора, обеспечивает возможность жесткого крепления рабочих стен в процессе разливки, Последнее объясняется тем, что прокладка выполнена не набором пластин, как это показано в прототипе, а представляет собой единое целое изделие. 3. Прокладки выполнены с уменьшением их толщины в направлении к выходу из кристаллизатора для создания необходимой конусности рабочих стенок кристаллизатора, обеспечивающей уменьшение влияния неравномерного газового зазора по периметру и высоте кристаллизатора в процессе непрерывной разливки стали. 4. Диапазон изменения коэффициентов (0,1-0,2)L выбран из условий эксплуатации кристаллизаторов. При этом оптимальная длина прокладки выбрана из условий экономии металла и возможности настройки верхней и нижней частей стен кристаллизатора. Повышение стойкости кристаллизаторов, улучшение качества литых заготовок и готового проката происходит еще и потому, что толщина снятого слоя с торцов рабочих стенок кристаллизатора компенсируется увеличением толщины прокладки с параллельно-противоположного конца данной стенки, что обеспечивает непрерывную отливку заготовок с постоянным размером поперечного сечения. При этом устанавливается стандартная технология непрерывного литья, реализуемая в автоматическом режиме, что обеспечивает стабилизацию процесса разливки, уменьшение зависаний оболочки слитка в кристаллизаторе, повышение качества литых заготовок и готового проката. Исключается необходимость после очередного ремонта кристаллизатора и связанного с этим изменения размеров заготовки, перенастраивать технологическую ось машин непрерывного литья заготовок, менять режим охлаждения, перестраивать калибры прокатных станов и т.п. Изобретение поясняется чертежом, на котором показан общий вид составленного кристаллизатора для непрерывного литья заготовок. Составной кристаллизатор состоит из рабочих стенок (1), в торцах которых установлены прокладки (2). Рабочая полость кристаллизатора образована стыковкой стенок между собой таким образом, что выступ торца одной из стенок опирается на поверхность другой стенки посредством прокладок. Параллельные стенки через прокладки жестко связаны между собой. Составной кристаллизатор работает следующим образом. Например, непрерывная разливка стали осуществляется в кристаллизатор сечением 300х400 мм, длиной 1000 мм, конусность рабочей полости в направлении разливки - 1%. После очередного ремонта рабочих стен (снятие слоя материала необходимой толщины) восстановление первоначальных размеров полости кристаллизатора осуществляют следующим образом. 1. Простроганные рабочие стенки кристаллизатора, укрепленные к стальным плитам, собирают и настраивают с учетом конусности рабочих стен, составляющей 1 % на специальном настроечном стенде. В данном случае верх кристаллизатора, с учетом 2% усадки металла от сечения, устанавливают 306х408 мм. Низ кристаллизатора - 303,06х404,08 мм. 2. После восстановления первоначального размера кристаллизатора на стенде изменяют зазоры, образовавшиеся в торцах стенок кристаллизатора после их прострожки, для компенсации изменившегося промежутка, установкой прокладок соответствующих размеров. В данном примере после измерения зазоров по верху кристаллизатора, толщину прокладок следовало изготовить по углам (1-4): 1-25,3 мм; 2-25,8 мм; 3-23,8 мм; 4-24,5 мм; по низу кристаллизатора - 1-22,3: 2-22,9 мм; 3-23 мм; 4-22,8 мм. 3. После изготовления прокладок в соответствии с измеренными размерами, по толщине, их вставляют в ранее образовавшиеся зазоры и жестко закрепляют четыре стенки кристаллизатора между собой. 4. Установленные прокладки со стороны верха и низа кристаллизатора выполнены длиной, равной l = (0,10,2)L. Для длины кристаллизатора равной 1000 мм и коэффициенте 0,2 - длина прокладки составляет: l = 0,2х1000 мм = 200 мм. 5. Собранный кристаллизатор с прокладками устанавливается в корпус и на специальном стенде кристаллизатор настраивают с целью выставки его базовых поверхностей для установки на машину непрерывного литья заготовок. После износа рабочих стен кристаллизатора, его очередной ремонт и настройка повторяются в указанной последовательности. Анализ стойкости двух типов медных кристаллизаторов показал, что при эксплуатации предлагаемого кристаллизатора снижение расхода медного проката на его изготовление может достигнуть 30%. Результаты проведенного анализа подтверждают возможность осуществления предлагаемого изобретения.
ДивитисяДодаткова інформація
Назва патенту англійськоюComposite crystallizing pan for continuous casting of billets
Автори англійськоюBorysov Yurii Mykolaiovych, Brodskyi Serhii Serhiiovych, Uchytel Lev Mykhailovych, Pikus Mark Iserovych, Boiko Yurii Pavlovych, Uhodnikov Oleksandr Lvovych
Назва патенту російськоюСборный кристаллизатор для непрерывного литья заготовок
Автори російськоюБорисов Юрий Николаевич, Бродский Сергей Сергеевич, Учитель Лев Михайлович, Пикус Марк Исерович, Бойко Юрий Павлович, Угодников Александр Львович
МПК / Мітки
МПК: B22D 11/04
Мітки: заготівок, збірний, кристалізатор, безперервного, лиття
Код посилання
<a href="https://ua.patents.su/2-2989-zbirnijj-kristalizator-dlya-bezperervnogo-littya-zagotivok.html" target="_blank" rel="follow" title="База патентів України">Збірний кристалізатор для безперервного лиття заготівок</a>
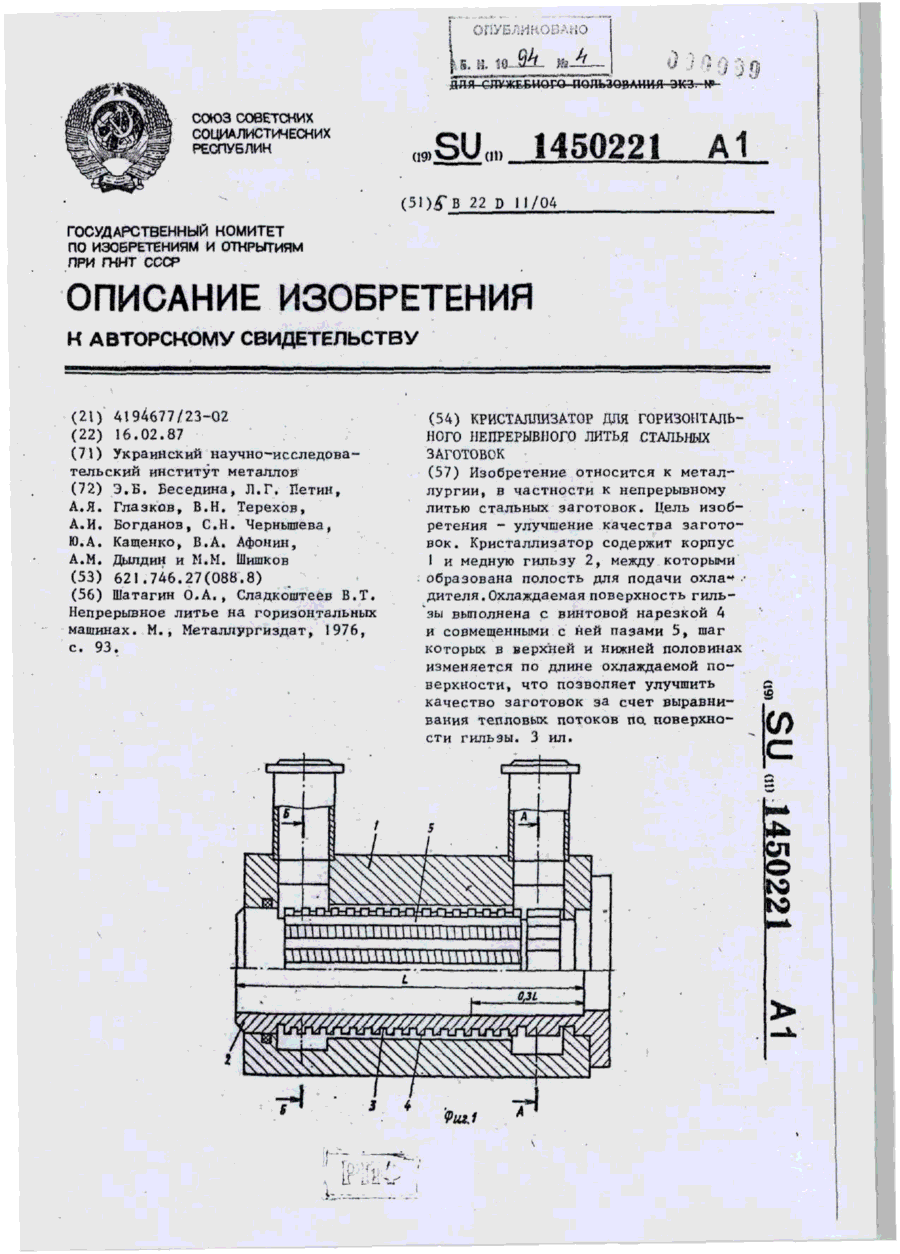
Кристалізатор для горизонтального безперервного лиття стальних заготовок
Номер патенту: 1928
Опубліковано: 20.12.1994
Автори: Глазков Анатолій Якович, Чернишова Світлана Никодимівна, Терехов Вадим Миколайович, Богданов Аркадій Іванович, Кащенко Юрій Олексійович, Дилдін Анатолій Михайлович, Беседіна Елеонора Борисівна, Афонін Володимир Олексійович, Шишков Михайло Михайлович, Петін Леонід Григорович
МПК: B22D 11/04
Мітки: стальних, безперервного, горизонтального, лиття, заготовок, кристалізатор
Формула / Реферат:
Кристаллизатор для горизонтального непрерывного литья стальных заготовок, содержащий медную гильзу и кожух, образующие полость для подачи охладителя, отличающийся тем, что, с целью улучшения качества заготовок, на охлаждаемой поверхности гильзы выполнены винтовая нарезка и совмещенные с ней пазы, причем на участке зоны начального формирования заготовки, равном 0,1...0,3 длины рабочей полости гильзы, шаг пазов в нижней половине в 1,1...1,3...
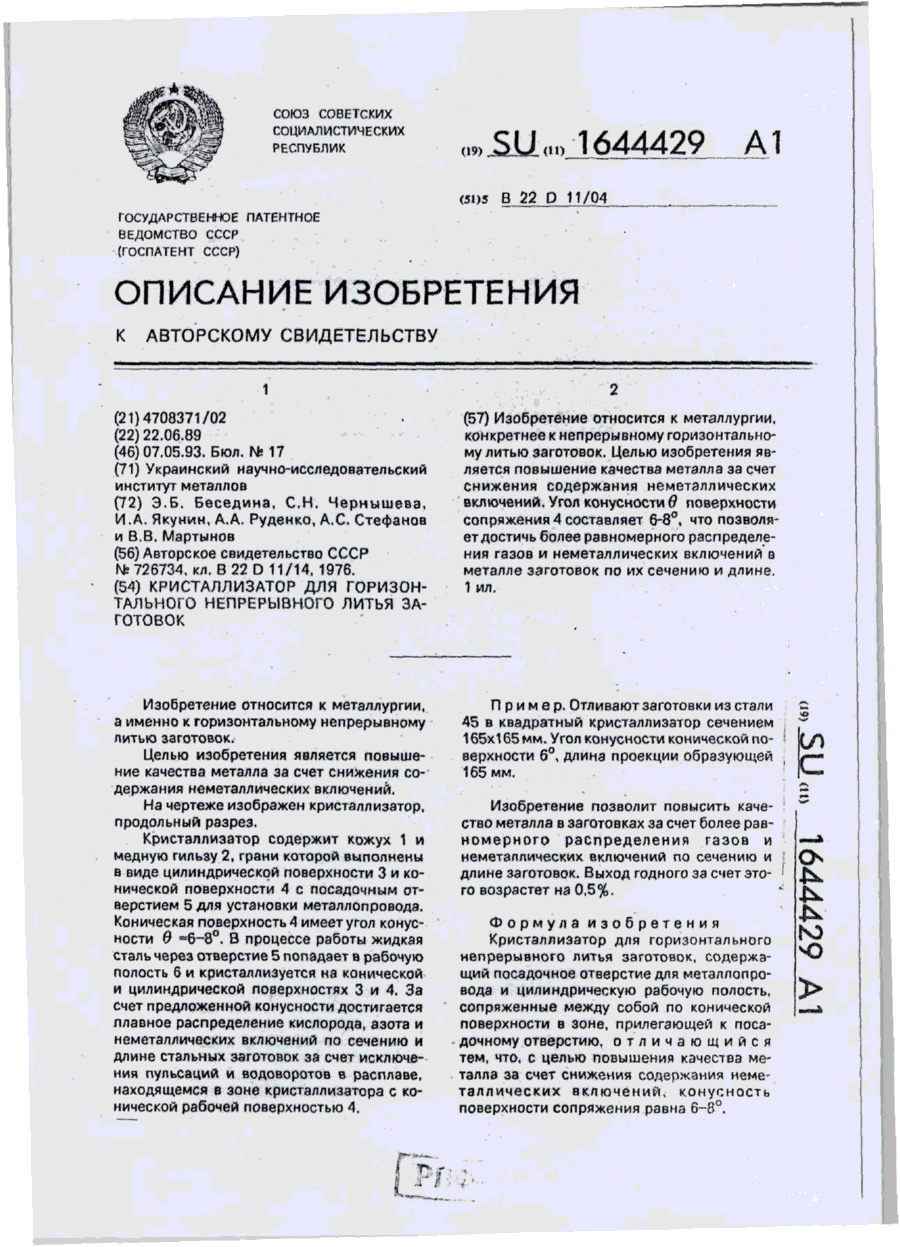
Кристалізатор для горизонтального безперервного лиття заготовок
Номер патенту: 1929
Опубліковано: 20.12.1994
Автори: Руденко Анатолій Олександрович, Чернишова Світлана Никодимівна, Беседіна Елеонора Борисівна, Якунін Іван Олексійович, Стефанов Анатолій Сергійович, Мартинов Валерій Васильович
МПК: B22D 11/04
Мітки: безперервного, лиття, кристалізатор, горизонтального, заготовок
Формула / Реферат:
Кристаллизатор ддя горизонтального непрерывного литья заготовок, содержащий посадочное отверстие для металлопровода и цилиндрическую рабочую полость, сопряженные между собой по конической поверхности в зоне, прилегающей к посадочному отверстию, отличающийся тем, что, с целью повышения качества металла за счет снижения содержания неметаллических включений, конусность поверхности сопряжения равна 6—8°.
Пристрій для горизонтального безперервного лиття порожнистих заготовок з кольорових металів та сплавів

Номер патенту: 1813
Опубліковано: 25.10.1994
Автор: Терехов Вадим Миколайович
МПК: B22D 11/04
Мітки: порожнистих, металів, безперервного, сплавів, горизонтального, лиття, заготовок, кольорових, пристрій
Формула / Реферат:
1. Устройство для горизонтального непрерывного литья полых заготовок из цветных металлов и сплавов, содержащее водоохлаждаемую гильзу с входящей в нее охлаждаемой частью графитового кристаллизатора и установленный в кристаллизатор графитовый дорн с формообразующим участком и каналами для подачи металла, выполненными в посадочном бурте, соединенном с входным участком неохлаждаемой части кристаллизатора, отличающееся тем, что высота каналов, по...
Устаткування для горизонтального безперервного лиття суцільних та порожнистих заготовок з кольорових металів та сплавів
Номер патенту: 1818
Опубліковано: 25.10.1994
Автор: Терехов Вадим Миколайович
МПК: B22D 11/04
Мітки: порожнистих, горизонтального, кольорових, сплавів, лиття, заготовок, устаткування, металів, безперервного, суцільних
Формула / Реферат:
1. Устройство для горизонтального непрерывного литья сплошных и полых заготовок из цветных металлов и сплавов, содержащее, по крайней мере, одну водоохлаждаемую гильзу с входящей в нее охлаждаемой частью графитового кристаллизатора, неохлаждаемая часть которого установлена в посадочное гнездо футеровки металлоприемника, и выполненный с возможностью установки в кристаллизатор при литье полых заготовок графитовый дорн, имеющий формооб-разующий...
Спосіб безперервного лиття стрічки
Номер патенту: 1304
Опубліковано: 25.03.1994
Автори: Маслов Валерій Вікторович, Немошкаленко Володимир Володимирович, Балан Віктор Захарович, Падерно Дмитро Юрійович, Косенко Микола Степанович, Носенко Віктор Костянтинович
МПК: B22D 11/06
Мітки: стрічки, спосіб, лиття, безперервного
Формула / Реферат:
Способ непрерывного литья ленты, преимущественно из железокремнистых сплавов, включающий подачу расплава на поверхность металлического диска и формирование на ней ленты в неокислительной атмосфере и отделение ленты от поверхности диска, отличающийся тем, что, с целью улучшения эксплуатационных свойств ленты за счет увеличения пластичности, дисперсности и однородности структуры и повышения качества поверхности ленты, в качестве...
Попередній патент: Спосіб мікрохвильової резонансної терапії с. п. сітько
Наступний патент: Пристрій для різання цукеркових пластів
Випадковий патент: Спосіб консервування рослинної маси