Спосіб рівняння пильних дисків
Номер патенту: 5038
Опубліковано: 28.12.1994
Автори: Іщенко Анатолій Олексійович, Попов Борис Васильович, Корчагін В'ячеслав Олександрович, Ситов Олег Миколайович, Кім Юрій Єфімович, Сідоров Павел Іванович, Слоним Олександр Зосімович
Формула / Реферат
Способ правки пильных дисков, включающий вращение диска, приложение в направлений, перпендикулярном к его плоскости, усилий знакопеременного упругопластического изгиба и радиальное перемещение зоны приложения этих усилий от периферии диска к его центру и обратно, при этом величину усилий изгиба уменьшают до нуля на периферии диска при обратном перемещении зоны не менее чем за один оборот диска, отличающийся тем, что, с целью повышения качества правки и производительности, величину усилий знакопеременного изгиба при перемещении зоны приложения усилий от периферии диска к его центру сохраняют постоянной, скорость перемещения зоны приложения усилий за один оборот диска равномерно уменьшают от максимально возможного значения до нуля, а при обратном перемещении сохраняют постоянной и равной минимальному значению, которое выбирают из условия обеспечения необходимого для правки числа знакопеременных деформаций изгиба каждого участка диска не менее трех.
Текст
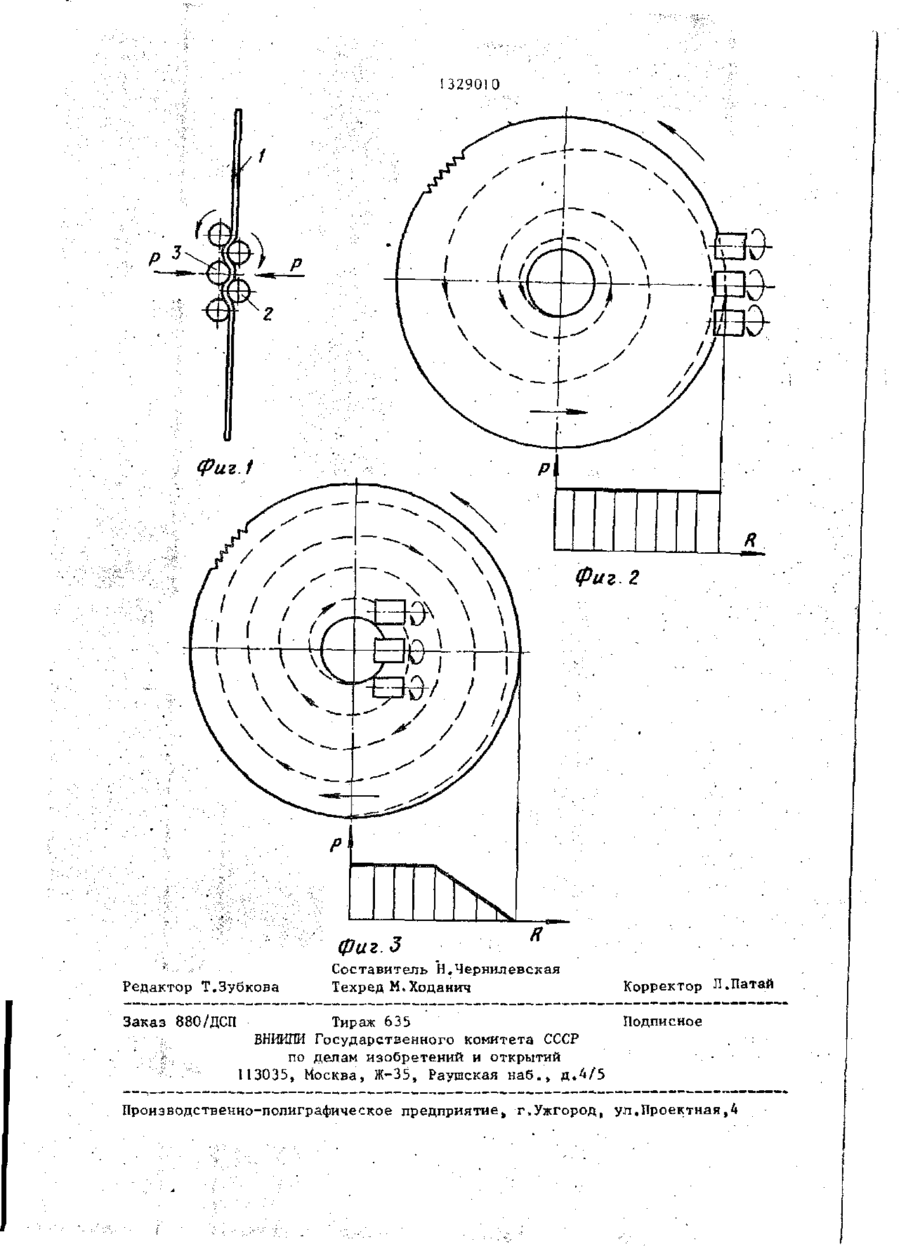
ДЛЯ J Ы1О1О ПОЛЫОШНИЯ ЖЛ N союз СОВЕТСИИХ СОЦИАЛИСТИЧЕСКИХ РЕСПУБЛИК 4 В 2]. D і/02 ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО ДЕЛАМ ИЗОБРЕТЕНИИ И ОТКРЫТИИ ЮБРЕТІ Н АВТОРСНОМУ СВИДЕТЕЛЬСТВУ (21) 4026203/31-27 (22) 25.02.86 (71) Ждановскии металлургический институт (72) А.А.Йщенко, В.А.Корчагин, П.И.Сидоров, А.З.Слоним, Б.В.Попов, Ю.Е.Ким и О.Н.Сытов (53) 621,982.45 (088.8 ) (56) Авторское свидетельство СССР * 1198802, кл. В 21 D 1/02, П.06.84 (непублик.) (54) СПОСОБ ПРАВКИ ПИЛЬНЫХ ДИСКОВ (57) Изобретение относится к области обработки металлов давлением, точнее к способам подготовки дисков пил горячей резки проката. Цель изобрете ния - повышение качества правки и производительности. Пильный диск (Д) і зажимают между приводными деформирующими роликами 2 и холостыми роликами 3. При вращении роликов 2 Д 1 начинает вращаться, а зона знакопере менного изгиба начинает перемещаться в радиальном относительно Д 1 нап равлении от периферии к центру, причем скорость постепенно уменьшают до нуля вблизи центра, а давление на Д 1 поддерживается во время перемещения постоянным. За^ем зону знакопеременного изгиба начинают перемещать в обратном направления с минимальной, но постоянной скоростью и постоянным давлением. 3 ил. \ 00 о о 1 1329010 Изобретение относится к обработротов диска достигает нулевого знаке металлов давлением, а точнее чения . Такое соотношение скоростей к способам подготовки дисков пил обеспечивает чи (їло знакопеременных горячей резки проката. деформаций каждого участка диска боЦелью изобретения является повылее трех. Процесс правки окончен. шение качества правки и производиПредлагаемый способ правки пильтельности, ных дисков по сравнению с применяеФиг.1 поясняет процесс правки дисмым в СССР и за рубежом способом ка посредством знакопеременного изправки ударами пневмомолотка по пильгиба деформирующими роликами; на ному диску, лежащему на плите, позфиг.2 - изображена схема правки на воляет повысить точность правки с I стадии процесса, когда зона знако7-10 мм до 1 МУ. I переменного изгиба перемещается от Способ позвсляет также значительпериферии к центру диска при постоян15 но повысить производительность проном давлении Р деформирующих ролицесса правки, улучшить условия труда ков на полотно диска; на фиг.З - схевследствие устранения шума. Кроме ма правки на I стадии процесса, когI того, устранение большого торцового да зона знакопеременного изгиба пебиения диска позволяет сократить ремещается от центра к периферии отходы разрезаемого металла в струждиска. ку из-за уменьпения ширины пропила, Способ может быть осуществлен слеулучшить качество торцов разрезаедующим образом. Пильный диск 1 диамых профилей и снизить на 25-30% метром 2000 мм и толщиной 10 мм зажирасход пильных дисков вследствие покается между пркводными деформирующивышения их стойкости. ми роликами 2 и холостыми роликами 3, имеющими длину 300 мм и диаметр 250 мм, с усилием 7000 кг. Взаимодействие этих роликов создает в материале диска усилия знакопеременного изгиба. Одновременно с прижатием роликов к полотну пильного диска приводные ролики 2 начинают вращаться со скоростью 0,2 м/с, вращая вместе с сЪбой диск, а зону знакопеременного изгиба начинает перемещать в радиальном относительно диска направлении со скоростью 240 мм/об, и постепенно уменьшают ее до нуля у посадочного места диска вблизи центра. Такое перемещение изображено на фиг,2 в виде траектории, имеющей форму спирал'и с уменьшающимся шагом. Давление со стороны роликов на диск поддерлсивается во время перемещения зоны от периферии к центру постоянным и равным 7000 кг. Ф о р м у л а и з о б р е т е н и я Способ правки пильных дисков, включа30 ющий вращение диска, приложение в направлении, перпендикулярном к его плоскости, усилий знакопеременного упругопластического изгиба и радиальное перемещение зоны приложения этих 35 усилий от периферии диска к его центру и обратно, при этом величину усилий изгиба уменьшают до нуля на периферии диска при обратном перемещении зоны не менее чем за один оборот дис40 ка, о т л и ч а ю т и ' й е я тем, что, с целью повышения качества правки и производительности, величину усилий знакопеременного изгиба при перемещении зоны приложения 45 усилий от периферии диска к его центру сохраняют постоянной, скорость перемещения зоны приложения усилий После достижения зоной изгиба поза один оборот диска равномерно садочного отверстия ее начинают пеуменьшают от максимально возможного ремещать в обратном направлении с минимальной, но постоянной скоростью 50 значения до нуля, а при обратном перемещении сохраняют постоянной и 30 мм/об., что отражено на фиг.З равной минимальному значению, кототраекторией в виде спирали с постоянрое выбирают из условия обеспечения ным шагом. Давление при этом остаетнеобходимого для правки числа знася постоянным, но после прохождения зоной середины радиуса диска давление 55 копеременных деформаций изгиба каждого участка диска не менее трех. постепенно сбрасывается и за 25 обо 329010 to фиг. З Редактор Т.Зубкова Заказ 880/ДСП ; < ; Составитель Н.Чернилевская Техред М,Ходанич Тираж 635 В И П Государственного комитета СССР Н ИИ по делам изобретений и открытий 113035, Москва, Ж-35, Раушская н а б . , д . 4 / 5 Корректор Л.ПатаЙ Подписное Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,
ДивитисяДодаткова інформація
Назва патенту англійськоюStarwritermethod for dressing saw blades
Автори англійськоюIschenko Anatolii Oleksiiovych, Korchahin Viacheslav Oleksandrovych, Sidorov Pavlo Ivanovych, Slonym Oleksandr Zosimovych, Popov Borys Vasyliovych, Kim Yurii Yefimovych, Sytov Oleh Mykolaiovych
Назва патенту російськоюStarwriterспособ правки пильных дисков
Автори російськоюИщенко Анатолий Алексеевич, Корчагин Вячеслав Александрович, Сидоров Павел Иванович, Слоним Александр Зосимович, Попов Борис Васильевич, Ким Юрий Ефимович, Ситов Олег Николаевич
МПК / Мітки
МПК: B21D 1/00
Мітки: дисків, рівняння, спосіб, пильних
Код посилання
<a href="https://ua.patents.su/4-5038-sposib-rivnyannya-pilnikh-diskiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб рівняння пильних дисків</a>
Спосіб рівняння пиляльних дисків
Номер патенту: 4281
Опубліковано: 27.12.1994
Автори: Іщенко Анатолій Олексійович, Корчагін В'ячеслав Олександрович, Гребе Олександр Констянтинович, Пащук Віталій Олександровіч
МПК: B21D 1/00
Мітки: пиляльних, дисків, рівняння, спосіб
Формула / Реферат:
Способ правки пильных дисков, включающий вращение диска и изгиб его плоскости перпендикулярными знакопеременными усилиями в упругопластической области с перемещением зоны приложения этих усилий по спирали от периферии диска к его центру на первом этапе и в противоположном направлении на втором этапе, отличающийся тем, что, с целью упрощения процесса и повышения качества изделия, вращение диска производят путем приложения к его торцу...
Пристрій для зміцнення зубчастих дисків
Номер патенту: 18029
Опубліковано: 01.01.1993
Автори: Бережна Олена Анатоліївна, Іщенко Анатолій Олексійович, Корчагін В'ячеслав Олександрович
МПК: B23F 19/00, B23D 45/00, C21D 7/00
Мітки: дисків, пристрій, зміцнення, зубчастих
Формула / Реферат:
1. Устройство для упрочнения пильных дисков, содержащее планшайбу для установки зубчатого пильного диска с возможностью его вращения, инструмент поверхностного пластического деформирования металла, привод вращения и механизм подачи, отличающееся тем, что инструмент для поверхностного пластического деформирования металла выполнен в виде цевочного колеса, установленного на выходном в злу привода вращения, взаимодействующего своими пальцами с...
Склад робочого шару полірувальної стрічки для шліфування гнучких магнітних дисків
Номер патенту: 2636
Опубліковано: 26.12.1994
Автори: Нігмадьянов Олександр Адгамович, Пєтров Олександр Олександрович, Сакварс Едвін Євгенович
МПК: C09D 127/02, C09D 167/02
Мітки: гнучких, робочого, шліфування, стрічки, полірувальної, дисків, склад, шару, магнітних
Формула / Реферат:
Состав для рабочего слоя полировальной ленты для шлифовки гибких магнитных дисков, включающий абразивный наполнитель, частично омыленный сополимер винилхлорида с винилацетатом, диалкилпо-лиэтиленгликовый эфир ортофосфорной кислоты, олеиновую кислотуй органический растворитель, отличающийся тем, что состав содержит в качестве абразивного наполнителя карбид кремния и оксид алюминия, в качестве органического растворителя ацетон, метилаль,...
Інструмент для очищення поверхні

Номер патенту: 1719
Опубліковано: 25.10.1994
Автор: Рахманов Микола Миколайович
МПК: A46B 7/00
Мітки: інструмент, поверхні, очищення
Формула / Реферат:
Инструмент дня очистки поверхности, содержащий установленные на приводном валу фланцы, между которыми по их окружности параллельно оси вала установлены пальцы, и очистные элементы, корпус каждого из которых выполнен в виде диска с отверстиями по периферии для попеременной установки на пальце по мере износа рабочей поверхности, отличающийся тем, что он имеет для крепления на них дисков, расположенные между фланцами по их периферии, параллельно...
Спосіб виготовлення гнутих профілей
Номер патенту: 2979
Опубліковано: 26.12.1994
Автори: Здибель Микола Маркович, Марченко Віктор Семенович, Калужський Володимир Борисович
МПК: B21D 5/06
Мітки: гнутих, виготовлення, профілей, спосіб
Формула / Реферат:
1. Способ изготовления гнутых профилей преимущественно швеллерного типа путем многопереходной подгибки в валках боковых стенок профиля, отличающийся тем, что, с целью снижения трудоемкости при изготовлении одинаковых профилей из различных марок материалов, гибку ведут с сохранением величины контакта горизонтальной стенки профиля с нижним валком постоянной на всех переходах и равной ширине горизонтальной стенки готового профиля. 2....
Попередній патент: Пристрій для електрохімічної обробки води
Наступний патент: Перетворювач переміщення у послідовність імпульсів
Випадковий патент: Пристрій для одержання секрету вагінальних залоз ремонтних свинок