Диференціальний спосіб контролю якості електродних блоків акумуляторів у процесі їх складання на автоматичних лініях
Номер патенту: 51163
Опубліковано: 15.02.2005
Автори: Буряк Олександр Панасович, Скосар Юрій Іванович, Дзензерський Віктор Олександрович, Бурилов Сергій Володимирович
Формула / Реферат
Очисник вороху коренебульбоплодів від домішок має позаду вальців напроти подавального транспортера пальчасту очисну гірку, нижня вісь якої виконана нерухомою і знаходиться нижче осі вальців, а верхній її привідний вал з'єднаний з механізмом зміни і фіксації його положення у повздовжньо-вертикальній площині.
Текст
1 Спосіб контролю якості електродних блоків акумуляторів у процесі їх складання на автоматичних ЛІНІЯХ, що полягає в подачі фіксованої напруги на полюсні виводи блока електродів від зовнішнього джерела струму і в подальшому вимірі струму, який відрізняється тим, що тестування блока електродів проводять у декілька послідовних циклів, причому на першому циклі вимірюють та реєструють провідність блока електродів при напрузі 5 - 30В протягом 0,005 - 0,3с, на другому циклі - його провідність при напрузі 300 600В протягом 0,005 - 0,3с, на третьому циклі провідність при напрузі 1000 - 1700В протягом 0,005 - 0,1с і на четвертому циклі - провідність при напрузі 2000 - 4000В протягом 0,002 - 0,005с 2 Спосіб контролю якості за п 1 , який відрізняється тим, що для визначення ступеня зволоженості електродів сухозаряджених акумуляторів попередньо заміряють електрорушійну силу на їх полюсних виводах протягом 0,005 - 0,3с Винахід відноситься до електротехнічної промисловості, а саме, до виробництва акумуляторів та акумуляторних батарей В акумуляторобудівництві процедуру тестування електродних блоків акумуляторів та акумуляторних батарей(далі - пристрої) у процесі їхньої зборки на автоматичних ЛІНІЯХ проводять на стадії, що передує установці кришки корпуса та зварюванню контактних виводів Ця процедура займає важливе місце у технологічному процесі з тієї причини, що під час монтажу пристроїв можуть виникнути дефекти, своєчасна діагностика та усунення яких забезпечить високу якість виробів, що випускаються Це стосується як сухозаряджених, так і незаряджених(неформованих) акумуляторів та акумуляторних батарей До дефектів, що найбільш часто зустрічаються треба віднести такі наскрізний отвір у сепараторі, прокол сепаратора крихтою активної маси, коротке замикання електродів унаслідок влучення між ними стружки свинцевого сплаву, що утворилася при зачищенні литного облою, інверсія електродів через помилку оператора під час монтажу, надлишковий або ж недостатній стиск сепараторів міжелектродними пластинами, надлишковий зміст вологи у деталях блоків та у внутрішнєму середовищі пристрою Перелічені дефекти або відразу роблять пристрої непрацездатними, або виводять їх з ладу під час подальшої експлуатацм(через більший чи менший термін), або ж помітно знижують їхні технічні характеристики Наскрізний отвір у сепараторі може привести до виходу з ладу пристрою при його застосуванні внаслідок поступового проростання крізь сепаратор перемички між електродами Такі дефекти, як прокол сепаратора крихтою активної маси, замикання сусідніх електродів свинцевою стружкою, а також інверсія блоків - є грубим браком і підлягають негайному усуненню При надлишковому стиску пластин деформуються ребра поліетиленового сепаратора в результаті чого утруднюється, чи зовсім припиняється на деяких ділянках, циркуляція електроліту і його контакт з активною масою електродів При недостатньому стиску знижується віброудароміцність пристрою, що прискорює процес відслоювання та опливання активної маси позитивних електродів Наднормативний зміст вологи в неформованих пластинах сприяє неприпустимому зниженню густини електроліта в акумуляторних батареях, що СО (О Ю 51163 призводить до розкиду параметрів останніх Що стосується сухозаряджених пристроїв, то наднормативний зміст вологи в електродах, сепараторах, чи на поверхнях внутрішнього об'єму неминуче призводить до скорочення терміну їх зарядженості через прискорення процесів сульфатации, пасиваци електродів та до саморозряду На початку строку зберігання з цієї причини збільшується час приведення пристрою у робочий стан, а наприкінці він може виявитися непрацездатним По вищевикладених причинах зміст вологи в зібраних пристроях суворо регламентований і по існуючих нормах не повинен перевищувати 0,2% Ефективна діагностика під час реалізації щільного контролю акумуляторів та акумуляторних батарей в процесі їх виробництва повинна давати якомога повну і, що найбільш суттєво, максимально диференційовану інформацію про наявність та локалізацію визначених дефектів Існуючі способи тестування не виконують цієї функції в достатній мірі Відомий, розповсюджений на автоматичних ЛІНІЯХ зборки, спосіб контролю якості акумуляторів та акумуляторних батарей(ЗО\/ЕМА Spa, http/www sovema it), який прийнято за прототип, полягає утому, що на полюсні містки блоку електродів від зовнішнього джерела електричної енергії подають напругу(постійну чи змінну) фіксованого рівня(500 або 1000В), а потім у ланцюзі, що утворився, у якому блоки електродів служать навантаженням, вимірюють величину струму Якщо струм перевищує встановлену контрольну позначку(так званий, струм відсічення), то це свідчить про наявність дефекту і блок відбраковується няють аномальне підвищення провідності блоків Якщо використовувати напругу меншу як 2000В, то не визначається такий важливий дефект, як наскрізна мікропора в сепараторі При використанні напруги, які вищі, ніж 30В, неможливо визначити конкретну причину стрибку провідності, тому що струм відсічення в цьому діапазоні можуть дати різні дефекти коротке замикання від стружки, прокол сепаратора крихтою пасти, отвір в сепараторі Ступінь стиску сепараторів неможливо визначити ні по значенню струму провідності, тому що він дуже залежить від вологості, а ні по рівню потенціалу, оскільки він від ступеня стиску не залежить Крім того, відомий спосіб тестування не дає можливості одержати данні про зміст вологи у відсіках сухозаряджених акумуляторів та акумуляторних батарей Для того, щоб стали яснішими недоліки, властиві даному способу, розглянемо більш докладніше увесь технологічний цикл, використовуваний у теперішній час на автоматичних ЛІНІЯХ ПО виробництву акумуляторних батарей для визначення, локалізації і наступного усунення дефектів При виявленні будь-якого дефекту тестер фіксує номер дефектного блоку акумуляторної батареї, далі спрацьовує пристрій для відбраковування і батарея виштовхується на бракувальний рольганг, де дефектний блок замінюють безсумнівно справним Відбракований блок переміщують на спеціальне робоче місце, де виконують більш детальне дослідження причини несправності Основним методом при цьому служить ретельний огляд блоку на предмет виявлення металевого литтєвого облою, крихт пасти, проколу сепаратора і таке інше, усього того, що можна знайти візуально Якщо ж огляд не дав результату, то проводять демонтаж блоку, окремі електроди відправляють у хімлабораторію для визначення рівня вологості і т і Для визначення ступеня зволоженості електродних пластин сухозаряджених акумуляторів попередньо заміряють ЕРС на їхніх полюсних виводах протягом 0,005 - 0,3с Поясним більш детальніше ВІДМІНИ КОЖНОГО ступеню тестування На першому циклі контролю шляхом виміру провідності блоку при напрузі 5 30В визначають наявність короткого замикання у блоці, що викликане прямим контактом між пластинами різної полярності(через металеву стружку, крихти пасти і т і) Мала напруга, використовувана для індикації, по-перше, цілком достатня для встановлення дефекту вказаного типу, по-друге, вона зручна для побудови вимірювального ланцюга з низьким рівнем розсіювання потужності, що дає зниження собівартості вимірювальної апаратури, а по-третє - у цьому діапазоні напруги малою є ймовірність іскроутворення у зоні дотику контактних щупів прилада з полюсними містками блоку електродів акумулятора, а також інших небажаних електричних ефектів Ці трудомісткі та тривалі процедури далеко не завжди гарантують визначення причини підвищеної провідності Деякі з застосовуваних методів діагностики призводять навіть до механічного руйнування електродів, що недоцільно з усіх точок зору Причина низької ефективності описаного способу криється в тім, що одна єдина величина тестової напруги, і одне значення струму відсічення, виконують роль орієнтира для прийняття рішення Це не дозволяє розділити ті дефекти, що спричи На другому циклі контролю на контактні виводи блоків подають напругу в діапазоні 300 - 600В Це дає можливість знайти дефект, обумовлений недостатнім чи ж зайвим стиском сепараторів між електродними пластинами Він обчислюється по відношенню між рівнем потенціалу і струмом провідності Можливість використання меншої напруги пов'язана з необхідністю підвищення чутливості вимірювача до струму провідності, що, у свою чергу, призводить до суттєвого збільшення собівартості, а також до збільшення його чутливості до еле В основу винаходу покладена задача розробки повної диференціальної діагностики дефектів, що можуть утворитися при проведенні монтажу пристроїв на автоматичних ЛІНІЯХ при їх виробництві Поставлена задача вирішується тим, що в запропонованому способі контролю якості електродних блоків акумуляторів у процесі їхньої зборки на автоматичних ЛІНІЯХ тестування блоку електродів проводять у кілька послідовних циклів, причому на першому циклі вимірюють та реєструють провідність блоку електродів при напрузі 5 - 30В протягом 0,005 - 0,3с, на другому циклі - його провідність при напрузі 300 - 600В протягом 0,005 - 0,3с, на третьому циклі - провідність при напрузі 1000 1700В протягом 0,005 - 0,1с і на четвертому циклі провідність при напрузі 2000 - 4000В протягом 0,002 - 0,005с 51163 ктричних перешкод та умов експлуатації Застосування напруг, перевищуючих максимальний показник заявленого діапазону, пов'язане з необхідністю збільшення параметрів додаткового опору вимірювального ланцюга, з метою запобігання впливу рівня вимірювального струму на стан досліджуваного об'єкту(швидкий випар вологи з пор сепаратора та активного шару електроду, пробій диелектрика у зоні неповного проколу сепаратора крихтою пасти активної маси) і т і На третьому циклі контролю під час подачі імпульсів напруги в діапазоні 1000 - 1700В підвищення провідності обстежуваного блоку свідчить про часткове коротке замикання, викликане проколом сепаратора, чи крихтою, або ж виступами активного шару(без прямого контакту), чи іншими механічними дефектами(такими, як відносний зсув пластин, порушення розміру зазорів між деталями) А також про можливий пробій у зоні, що за якихось причин витончилась Однак, така напруга недостатня для виявлення наскрізного отвору у сепараторі На четвертому циклі контролю подача імпульсу напруги у межах 2000 - 4000В дає інформацію про наявність чи відсутність наскрізних отворів у сепараторах Рівень цього показника неважко полічити, виходячи з того, що пробивна напруга повітряного зазору сягає 20кВ/см(тобто - 2кВ/мм) при нормальних умовах Оскільки товщина зазору між сусідніми електродними пластинами в стартерних акумуляторних батареях має розмір 1,0 - 1,7мм, то випробувальний імпульс має бути якраз таким, як зазначено у формулі винаходу Беручи до уваги те, що під час проведення процедури тестування виникає небезпека пошкодження нормального сепаратора самим вимірювальним імпульсом, слід обмежити енергію імпульсу за рахунок зниження струму пробою Це робиться шляхом введення в ланцюг додаткового опору, а також за рахунок обмеження часу дії струму пробою(для чого достатньо скорочення тривалості вимірювального імпульсу) Експериментальне встановлено, что рівень потенціалу на полюсних містках блоку електродів сухозаряджених пристроїв має чітку залежність від вологості електродів та сепараторів Причому ця залежність по порядку величин входить у достатній для практичного використання діапазон і пропорційна рівню зволоженості При цьому потенціал не залежить від стиску електродів, що дає можливість використовувати цей показник для індикації єдиного дефекту - рівня зволоженості внутрішнього середовища пристроїв Діагностування цього ж дефекту шляхом прямого виміру струму відсічення неможливо, оскільки рівень останнього залежить ще й від стиску електродів і причини, що дали б коректний орієнтир для їхнього розділу, не мають особливостей Внаслідок цього на додатковому(попередньому) циклі контролю шляхом виміру потенціалу на полюсних містках сухозаряджених пристроїв чітко визначається тільки один дефект перезволоженість деталей блоку і комплектуючих Таким чином, запропонований диференціальний спосіб контролю якості електродних блоків акумуляторів та акумуляторних батарей у процесі їх зборки на автоматичних ЛІНІЯХ дає можливість точного визначення типу дефекту ще на стадії тестування Це позбавляє від необхідності проведення додаткових трудомістких досліджень, скорочує час монтажу акумуляторів та акумуляторних батарей, а також дає можливість збільшити КІЛЬКІСТЬ відновлених блоків і пластин, тобто, зменшити відсоток браку За наявними в авторів відомостями запропоновані істотни ознаки, що характеризують суть винаходу, не ВІДОМІ В даному розділі техніки Запропоноване технічне рішення може бути використане на підприємствах по виробництву акумуляторів та акумуляторних батарей з пастованими електродами, зокрема - свинцево - кислотних типів Критерій «промислове впровадження» підтверджується актуальністю способу і його практичною прив'язкою до реальних виробничих технологій Запропонований у винаході спосіб здійснюється таким шляхом Для проведення процедури контролю підбирають регульоване джерело струму(імпульсного чи змінного), діапазон напруги якого перекриває всі діапазони тестування(від 12 до 4000В), і обов'язково маюче високе значення внутрішнього опору Робоче місце оснащують також автоматичним реєструючим пристроєм, а також - потенціометром Джерело струму попередньо калібрують, визначаючи на безумовно справному блоці нормативний показник по струму на кожнім циклі тестування(5 - 30В, 300 - 600В, 1000 - 1700В та 2000 - 4000В) Потім, ВІДПОВІДНО до заявленого способу, на полюсні містки досліджуваного блоку електродів від джерела подають у ЧІТКІЙ ПОСЛІДОВНОСТІ, зазначений у формулі винаходу, дискретний ряд імпульсів напруги, що відповідають усім циклам виміру На кожнім циклі роблять вимір струму в ланцюзі Якщо струм перевищує нормативний показник для даного циклу, значить в акумуляторі мається саме той дефект, що визначається на цьому рівні впливу Фіксуючий пристрій автоматично індикує номер дефектного блоку в акумуляторній батареї По фіксованим записам результатів проводять аналіз технічного стану електродів дефектного блоку Для сухозаряджених акумуляторів та акумуляторних батарей здійснюють додаткове визначення надлишкової вологості блоків електродів і комплектуючих Його проводять до початку тестування по струму шляхом виміру потенціалу на полюсних виводах блоків Перевірка диференціального способу в заводських умовах підтвердила його високу ефективність Введення запропонованого способу тестування дала можливість у 90% випадків уникнути необхідності демонтажу блоків з метою визначення типу дефекту 51163 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for differentially testing quality of accumulator electrode blocks in the process of assembly of accumulator batteries at an automatic transfer line
Автори англійськоюDzenzerskyi Viktor Oleksandrovych, Skosar Yurii Ivanovych, Burylov Serhii Volodymyrovych
Назва патенту російськоюСпособ дифференциального контроля качества блоков электродов аккумуляторов в процессе сборки аккумуляторов на автоматической поточной линии
Автори російськоюДзензерский Виктор Александрович, Дзензерський Виктор Александрович, Скосар Юрий Иванович, Бурилов Сергей Владимирович
МПК / Мітки
МПК: G01R 31/36, H01M 10/04, H01M 10/42
Мітки: контролю, акумуляторів, диференціальний, спосіб, складання, процесі, лініях, якості, блоків, автоматичних, електродних
Код посилання
<a href="https://ua.patents.su/4-51163-diferencialnijj-sposib-kontrolyu-yakosti-elektrodnikh-blokiv-akumulyatoriv-u-procesi-kh-skladannya-na-avtomatichnikh-liniyakh.html" target="_blank" rel="follow" title="База патентів України">Диференціальний спосіб контролю якості електродних блоків акумуляторів у процесі їх складання на автоматичних лініях</a>
Спосіб виготовлення блоків електродних пластин для свинцево-кислотних акумуляторних батарей і технологічна лінія для його здійснення
Номер патенту: 40508
Опубліковано: 15.01.2004
Автори: Бурилов Сергій Володимирович, Скосар Вячеслав Юрійович, Дзензерський Віктор Олександрович, Лісничий Віктор Миколайович, Сіренко Максим Вікторович
МПК: H01M 10/06, H01M 2/26
Мітки: акумуляторних, електродних, лінія, спосіб, батарей, пластин, свинцево-кислотних, здійснення, технологічна, блоків, виготовлення
Формула / Реферат:
1. Спосіб виготовлення блоків електродних пластин для свинцево-кислотних акумуляторних батарей, який полягає в тому, що зі свинцевого сплаву одержують стрічку, перфорують стрічку з одночасним розтягуванням перформером утворених жилок здвоєного струмовідводу і виконують просікання вушок, потім на стрічку струмовідводів наносять активну масу шляхом намазування і, фіксуючи шари з пористого матеріалу, розділяють стрічку на окремі електродні...
Спосіб контролю якості з’єднань в процесі лазерного мікрозварювання термопар
Номер патенту: 15112
Опубліковано: 30.06.1997
Автори: Білобородченко Володимир Іванович, Саляк Мирослава Теодорівна, Бачмага Лев Васильович
МПК: B23K 26/00, G01K 7/02
Мітки: якості, процесі, контролю, лазерного, з'єднань, мікрозварювання, термопар, спосіб
Формула / Реферат:
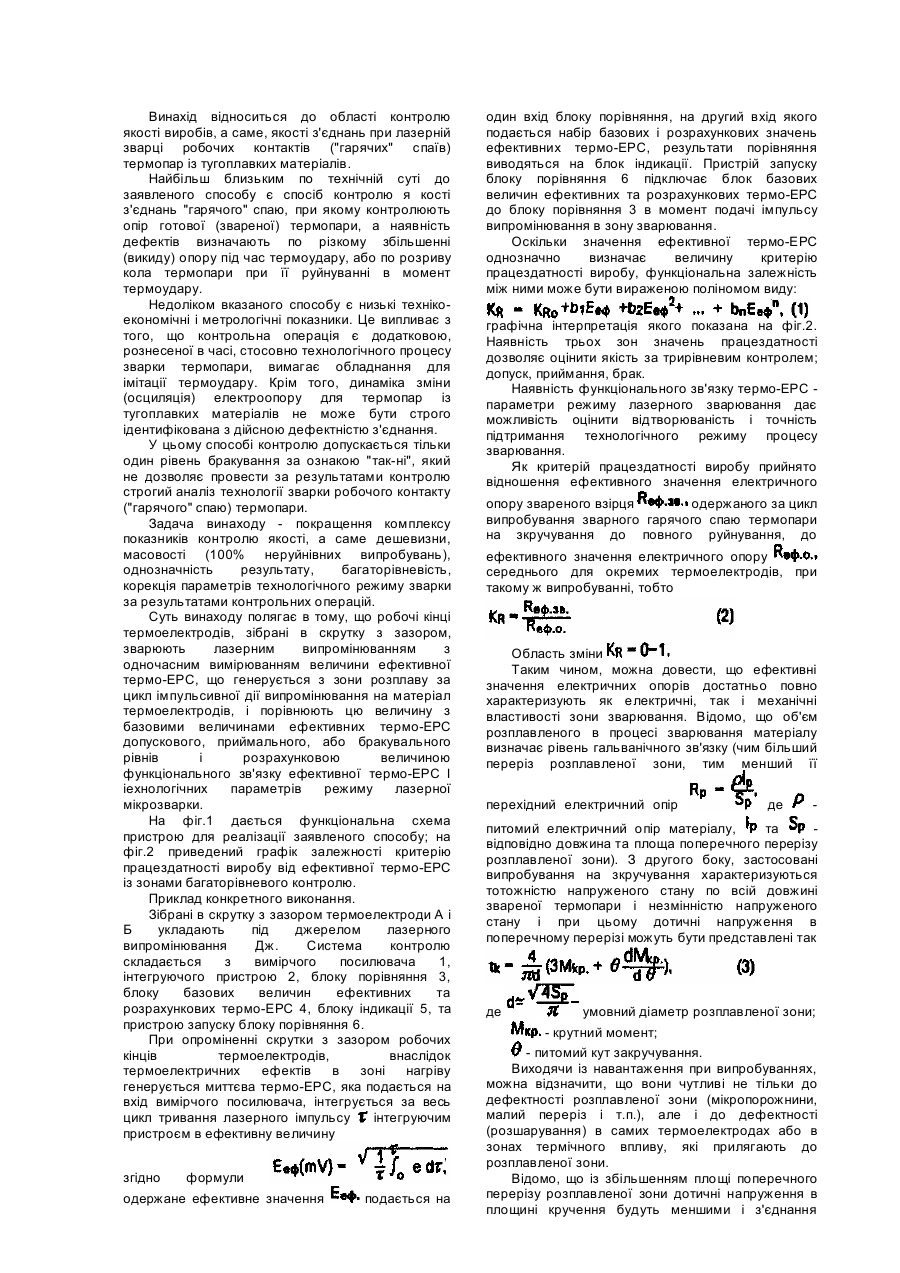
Спосіб контролю якості з'єднань в процесі лазерного мікрозварювання термопар за електричними параметрами, який відрізняється тим, що робочі кінці термоелектродів, зібрані в скрутку з зазором, зварюють лазерним випромінюванням, одночасно вимірюють величину ефективної термо-ЕPC, що генерується із зони розплавлення за цикл імпульсного впливу випромінювання на матеріал термоелектродів, і порівнюють цю величину з базовими величинами ефективних...
Спосіб термогідростатування пастованих електродних пластин в процесі оксидації та сульфатації свіжонамазаних паст і пристрій для його здійснення
Номер патенту: 40498
Опубліковано: 16.07.2001
Автори: Анікеєв Євген Володимирович, Дзензерський Віктор Олександрович, Буряк Олександр Панасович, Скосар Юрій Іванович, Гриненко Олександр Іванович, Олійник Віктор Григорович, Ларьонишев Євген Вікторович
МПК: H01M 4/16, H01M 10/06
Мітки: пастованих, свіжонамазаних, процесі, пластин, здійснення, сульфатації, електродних, оксидації, пристрій, паст, спосіб, термогідростатування
Формула / Реферат:
1. Спосіб термогідростатування пастованих електродних пластин для свинцево-кислотних акумуляторів в процесі оксидації та сульфатації свіжонамазаних паст, що полягає в укладанні пластин в пакети, розміщенні в термогідрокамері, і обробці у заданому режимі до отримання нормативного вмісту залишкового свинцю, який відрізняється тим, що крайні в пакетах електродні пластини захищають від прискореної втрати води за допомогою пристрою, створюючого...
Спосіб термообробки пастованих електродних пластин для свинцево-кислотних акумуляторів
Номер патенту: 40501
Опубліковано: 15.07.2003
Автори: Бурилов Сергій Володимирович, Буряк Олександр Панасович, Новіков Володимир Федорович, Дзензерський Віктор Олександрович
МПК: H01M 4/16
Мітки: електродних, акумуляторів, спосіб, пастованих, термообробки, пластин, свинцево-кислотних
Формула / Реферат:
Спосіб термообробки пастованих електродних пластин для свинцево-кислотних акумуляторів, що полягає в укладанні пластин у пакети, розміщенні їх у термогідрокамері та подальшій обробці, при якій спочатку пластини, зіставлені впритул, витримують при температурі 20°С, а потім розсовують і прогрівають до 70-90°С, який відрізняється тим, що передачу теплової енергії на пластини на всіх етапах термообробки проводять кондуктивним методом через...
Спосіб контролю якості з’єднань у процесі контактного стикового зварювання
Номер патенту: 18466
Опубліковано: 25.12.1997
Автори: Думчев Євген Олександрович, Череднічок Віталій Тимофійович, Шеремет Володимир Олександрович, Бондарук Андрій Всеволодович, Кучук-Яценко Сергій Іванович, Бєляєв Данило Іванович, Богорський Михайло Володимирович, Дідківський Олександр Володимирович, Ротару Іон Теодорович
МПК: B23K 11/04
Мітки: спосіб, контролю, контактного, зварювання, якості, з'єднань, процесі, стикового
Формула / Реферат:
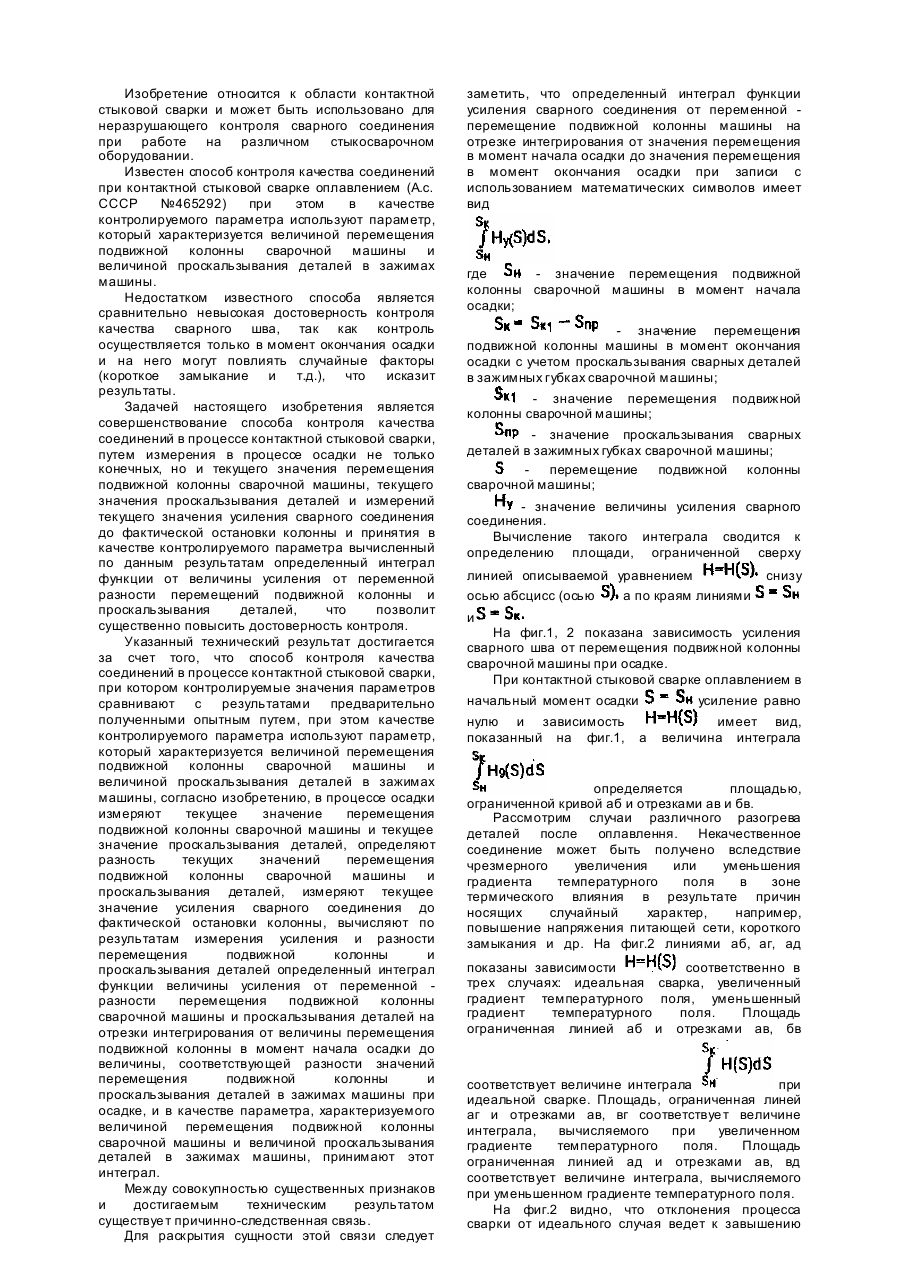
Способ контроля качества соединений в процессе контактной стыковой сварки, при котором контролируемые значения параметров сравнивают с результатами предварительно полученными опытным путем, при этом в качестве контролируемого параметра используют параметр, который характеризуется величиной перемещения подвижной колонны сварочной машины и величиной проскальзывания деталей в зажимах машины, отличающийся тем, что в процессе осадки измеряют...
Попередній патент: Тієнопіримідини як інгібітори фосфодіестерази, спосіб їх одержання та фармацевтичний препарат на їх основі
Наступний патент: Ливарно-прокатний агрегат
Випадковий патент: Спосіб одержання багатофункціонального композиційного покриття