Спосіб відновлення профілю зношеної зубчастої частини великогабаритної шестірні
Номер патенту: 51712
Опубліковано: 26.07.2010
Автори: Бавикин Олександр Єгорович, Бойченко Володимир Миколайович, Зінченко Олена Антонівна, Олєйнік Алєксандр Івановіч, Бєлова Марія Алєксандровна, Маховський Юрій Олексійович
Формула / Реферат
1. Спосіб відновлення профілю зношеної зубчастої частини великогабаритної шестірні, що включає додання за допомогою металообробного устаткування заданих параметрів зубчастої частини шестірні, утвореної поверхнею виступів і западин зубів, а також поверхнею профілю їх робочої і неробочої частини, шліфування поверхні зуба шестірні, який відрізняється тим, що зношену поверхню виступів зубів піддають механічному впливу, у результаті якого утворюють поверхні виступів зубів, геометричні параметри яких відповідають первісним, потім піддають механічному впливу поверхні профілю робочої й, при наявності зношування, неробочої частини зубів, при цьому впливом на тіло шестірні формують у ньому поверхні западин зубів з умовою збереження первісної висоти останніх за рахунок того, що переміщують поверхню западин зубів у тіло шестірні на глибину, яка відповідна висоті вилученої зношеної верхньої частини зубів при формуванні поверхні їхнього виступу.
2. Спосіб за п. 1, який відрізняється тим, що зношену верхню частину зубів видаляють на висоту 12-22 мм щодо рівня поверхні виступів зубів.
Текст
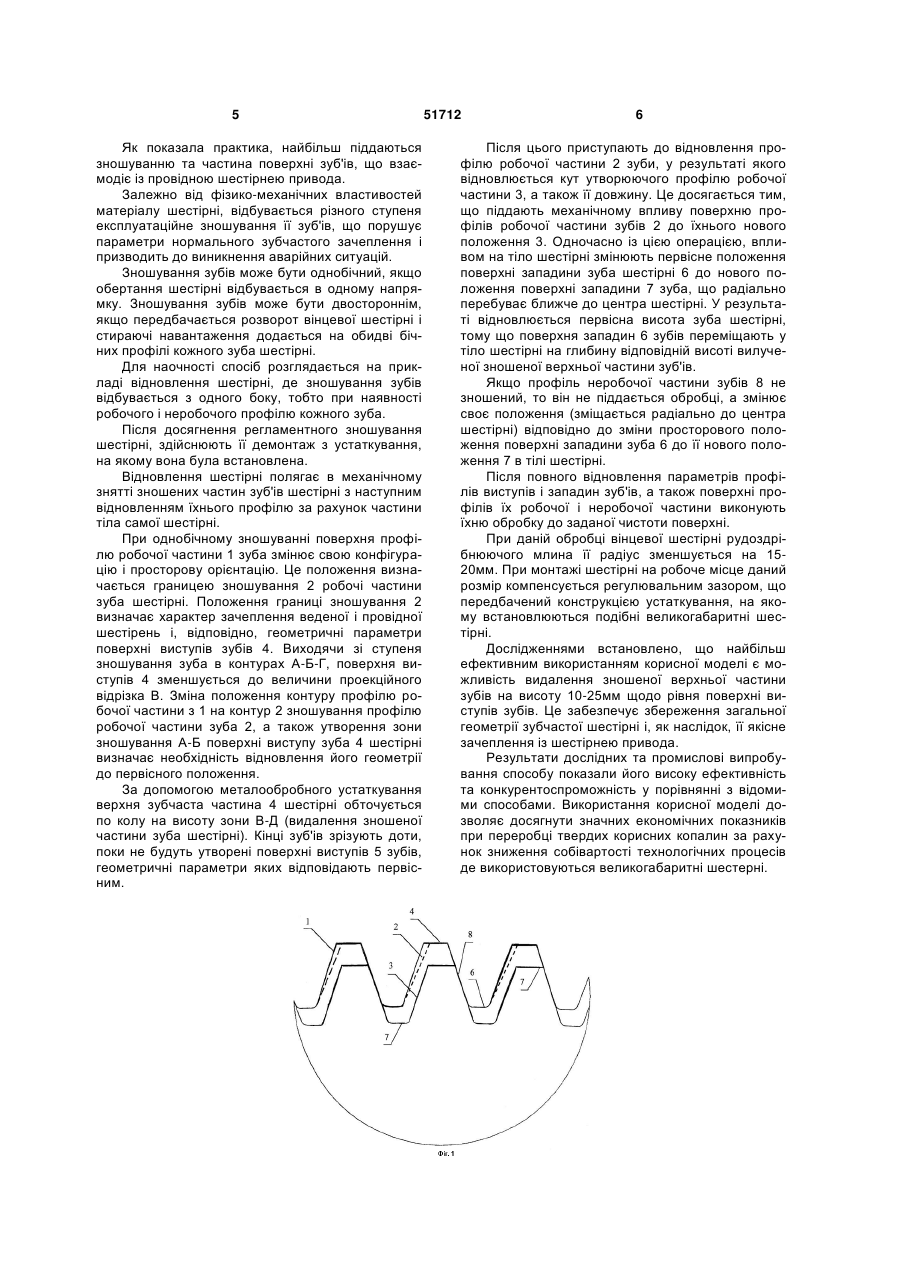
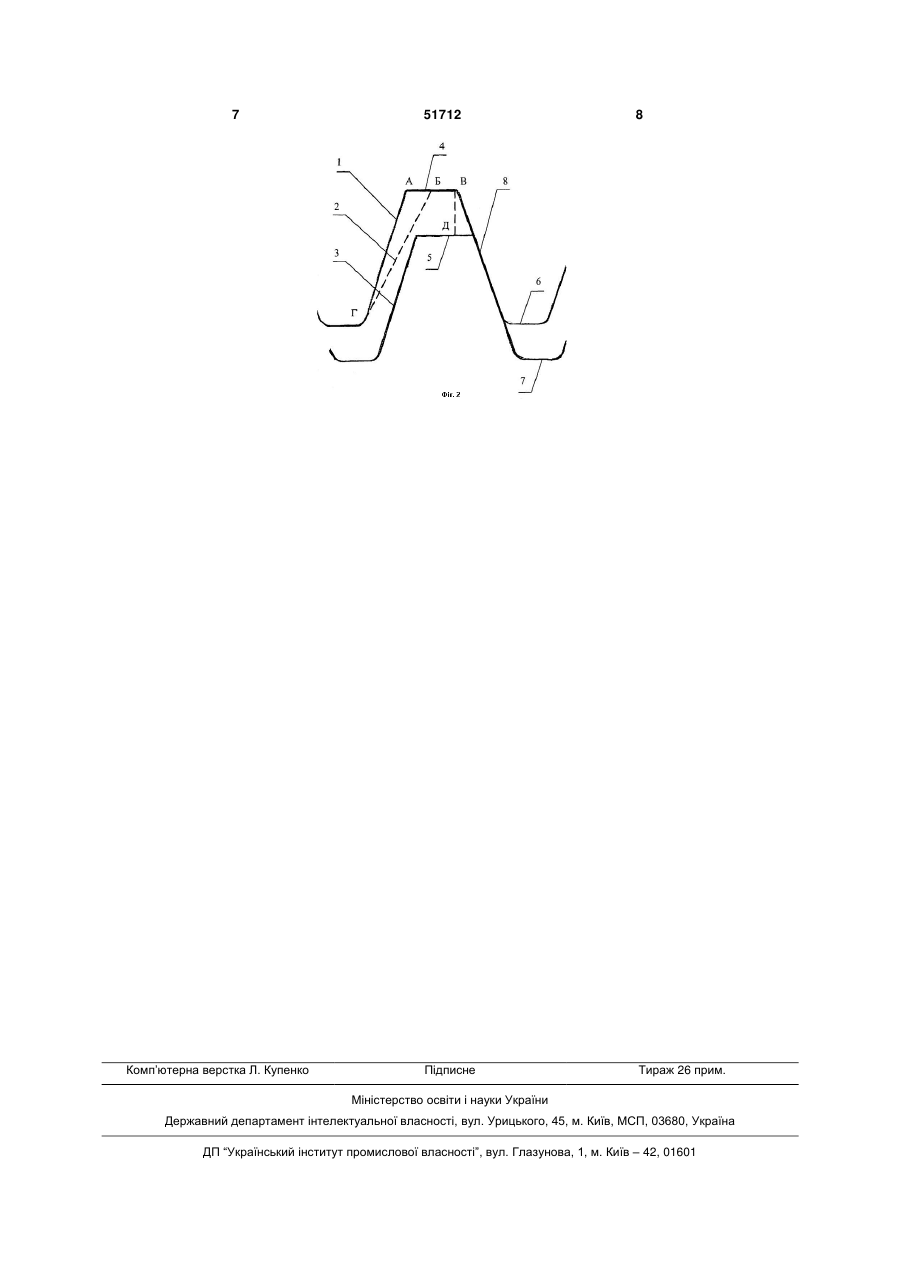
1. Спосіб відновлення профілю зношеної зубчастої частини великогабаритної шестірні, що включає додання за допомогою металообробного устаткування заданих параметрів зубчастої частини шестірні, утвореної поверхнею виступів і западин зубів, а також поверхнею профілю їх робочої і неробочої частини, шліфування поверхні зуба ше 3 металообробного устаткування заданих параметрів поверхонь виступів і западин зубів (http://www.niatop.ru/.osstanovlenie-iznoshennyihtortsovyih-poverhnostey-zubev-shesteren.html). У відомому способі відновлення шестірень здійснюється шляхом попереднього наплавлення на зношену поверхню металу, міцносні характеристики якого повинні відповідати характеристикам тіла відновлюваних зубів шестірні. Наплавленню передує прогрів тіла шестірні до заданої температури, що забезпечує необхідну ступінь адгезії металу шестірні з шаром металу, що наплавляється. Після наплавлення, за допомогою металообробного устаткування, видаляють надлишки металу і доводять профіль зубів до проектних розмірів. Недоліком даного способу є те, що застосування будь-якого виду наплавлення не гарантує формування необхідної кристалічної структури наплавляемого металу. Висока температура наплавлення визначає формування певної кристалічної решітки наплава, яка, як правило, відрізняється від кристалічних решіток тіла деталі, з якого складається зношений зуб шестірні. Крім того, при невідповідності температур тіла шестірні і наплавляємого металу погіршуються умови адгезії, що порушує цілісність кристалічних решіток і, відповідно, знижує міцносні властивості деталі в цілому. Виконання ремонту вищевказаним способом не дозволяє значно продовжити строк експлуатації шестірні і надалі вимагає повторного виконання відбудовних робіт або її утилізацію. Це підвищує собівартість металургійної сировини, знижує економічну ефективність гірничо-збагачувального виробництва. Завданням корисної моделі є вдосконалення способу відновлення великогабаритних шестірень за рахунок відновлення профілю і параметрів зубів, що досягається формуванням відновлюваного зуба за рахунок видалення його зношеної і деформованої частини і формування його нижньої частини за рахунок частини кільцевого тіла шестірні. Технічний результат при реалізації корисної моделі, що заявляється, полягає: - у забезпеченні збереження параметрів зуб'ів шестірні і їх заданих фізико-механічних властивостей; - у запобіганні зміни фізико-механічних властивостей відновлених зуб'ів і забезпеченні їх нормального експлуатаційного ресурсу; - у зниженні експлуатаційних витрат і зменшенні собівартості продукції, що переробляється, за рахунок повторного використання великогабаритної шестірні з повним робочим ресурсом; Поставлене завдання вирішується за рахунок того, що спосіб відновлення профілю зношеної зубчастої частини великогабаритної шестірні включає додання за допомогою металообробного устаткування заданих параметрів зубчастої частини шестірні, утвореною поверхнею виступів і западин зубів, а також поверхнею профілю їх робочої і неробочої частини, шліфування поверхні зуба шестірні. Відповідно до корисної моделі, зношену поверхню виступів зубів піддають механічному впливу, у результаті якого утворюють поверхні виступів 51712 4 зубів, геометричні параметри яких відповідають первісним, потім піддають механічному впливу поверхні профілю робочої й, при наявності зношування, неробочої частини зубів, при цьому впливом на тіло шестірні формують у ньому поверхні западин зуб’ів з умовою збереження первісної висоти останніх за рахунок того, що переміщують поверхню западин зуб’ів у тіло шестірні на глибину, яка відповідна висоті вилученої зношеної верхньої частини зуб'ів при формуванні поверхні їхнього виступу. Для підвищення якості зв'язку відновлюваної шестірні з веденою або провідною шестірнею агрегату, а також збереження параметрів зубчастого з'єднання без необхідності істотної зміни міжосьової відстані, зношену верхню частину зуб'ів видаляють на висоту 12-22мм щодо рівня поверхні виступів зубів. Заявлений спосіб ілюструється схемами: - на Фіг.1 зображений контур зубчастої частини шестірні в первісному стані, контур зношування руб'їв, а також контур відновлених зуб'ів; - на Фіг.2 - зуб шестірні із її зубчастої частини в первісному стані, контур зношування зуба, а також контур відновлених зуб'ів. На схемах прийняті наступні позначення: 1 - контур профілю робочої частини зуба шестірні в первісному стані; 2 - границя зношування профілю робочої частини зуба шестірні після певного строку експлуатації; 3 - контур профілю робочої частини зуба шестірні у відновленому стані; 4 - поверхня виступу зуба шестірні в первісному стані; 5 - поверхня виступу зуба шестірні у відновленому стані; 6 - поверхня западини зуба шестірні в первісному стані; 7 - поверхня западини зуба шестірні у відновленому стані. 8 - контур профілю неробочої частини зуба шестірні в первісному і відновленому стані; А-Г - границя поверхні профілю зуба шестірні в первісному стані; Б-Г - границя поверхні профілю зуба шестірні при його зношуванні в процесі експлуатації; А-Б - зона зношування поверхні виступу зуба шестірні; В - зона поверхні виступу зуба шестірні у зношеному вигляді після експлуатації шестірні; В-Д - висота зони видалення зношеної частини зуба шестірні. Спосіб відновлення профілю зношеної зубчастої частини великогабаритної шестірні реалізується в такий спосіб. У процесі експлуатації великогабаритного гірничо-збагачувального устаткування, наприклад, млинів різної ступені подрібнювання, відбувається природне експлуатаційне зношування їхніх конструктивних елементів. Тіла обертання приводяться в рух за рахунок взаємодії великогабаритних шестірень, що взаємодіють із приводами. Протягом строку експлуатації відбувається регламентне зношування зубчастої поверхні шестірень. 5 Як показала практика, найбільш піддаються зношуванню та частина поверхні зуб'ів, що взаємодіє із провідною шестірнею привода. Залежно від фізико-механічних властивостей матеріалу шестірні, відбувається різного ступеня експлуатаційне зношування її зуб'ів, що порушує параметри нормального зубчастого зачеплення і призводить до виникнення аварійних ситуацій. Зношування зубів може бути однобічний, якщо обертання шестірні відбувається в одному напрямку. Зношування зубів може бути двостороннім, якщо передбачається розворот вінцевої шестірні і стираючі навантаження додається на обидві бічних профілі кожного зуба шестірні. Для наочності спосіб розглядається на прикладі відновлення шестірні, де зношування зубів відбувається з одного боку, тобто при наявності робочого і неробочого профілю кожного зуба. Після досягнення регламентного зношування шестірні, здійснюють її демонтаж з устаткування, на якому вона була встановлена. Відновлення шестірні полягає в механічному знятті зношених частин зуб'ів шестірні з наступним відновленням їхнього профілю за рахунок частини тіла самої шестірні. При однобічному зношуванні поверхня профілю робочої частини 1 зуба змінює свою конфігурацію і просторову орієнтацію. Це положення визначається границею зношування 2 робочі частини зуба шестірні. Положення границі зношування 2 визначає характер зачеплення веденої і провідної шестірень і, відповідно, геометричні параметри поверхні виступів зубів 4. Виходячи зі ступеня зношування зуба в контурах А-Б-Г, поверхня виступів 4 зменшується до величини проекційного відрізка В. Зміна положення контуру профілю робочої частини з 1 на контур 2 зношування профілю робочої частини зуба 2, а також утворення зони зношування А-Б поверхні виступу зуба 4 шестірні визначає необхідність відновлення його геометрії до первісного положення. За допомогою металообробного устаткування верхня зубчаста частина 4 шестірні обточується по колу на висоту зони В-Д (видалення зношеної частини зуба шестірні). Кінці зуб'ів зрізують доти, поки не будуть утворені поверхні виступів 5 зубів, геометричні параметри яких відповідають первісним. 51712 6 Після цього приступають до відновлення профілю робочої частини 2 зуби, у результаті якого відновлюється кут утворюючого профілю робочої частини 3, а також її довжину. Це досягається тим, що піддають механічному впливу поверхню профілів робочої частини зубів 2 до їхнього нового положення 3. Одночасно із цією операцією, впливом на тіло шестірні змінюють первісне положення поверхні западини зуба шестірні 6 до нового положення поверхні западини 7 зуба, що радіально перебуває ближче до центра шестірні. У результаті відновлюється первісна висота зуба шестірні, тому що поверхня западин 6 зубів переміщають у тіло шестірні на глибину відповідній висоті вилученої зношеної верхньої частини зуб'ів. Якщо профіль неробочої частини зубів 8 не зношений, то він не піддається обробці, а змінює своє положення (зміщається радіально до центра шестірні) відповідно до зміни просторового положення поверхні западини зуба 6 до її нового положення 7 в тілі шестірні. Після повного відновлення параметрів профілів виступів і западин зуб'ів, а також поверхні профілів їх робочої і неробочої частини виконують їхню обробку до заданої чистоти поверхні. При даній обробці вінцевої шестірні рудоздрібнюючого млина її радіус зменшується на 1520мм. При монтажі шестірні на робоче місце даний розмір компенсується регулювальним зазором, що передбачений конструкцією устаткування, на якому встановлюються подібні великогабаритні шестірні. Дослідженнями встановлено, що найбільш ефективним використанням корисної моделі є можливість видалення зношеної верхньої частини зубів на висоту 10-25мм щодо рівня поверхні виступів зубів. Це забезпечує збереження загальної геометрії зубчастої шестірні і, як наслідок, її якісне зачеплення із шестірнею привода. Результати дослідних та промислові випробування способу показали його високу ефективність та конкурентоспроможність у порівнянні з відомими способами. Використання корисної моделі дозволяє досягнути значних економічних показників при переробці твердих корисних копалин за рахунок зниження собівартості технологічних процесів де використовуються великогабаритні шестерні. 7 Комп’ютерна верстка Л. Купенко 51712 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of renewal of profile of worn part of large gear
Автори англійськоюBavykin Oleksandr Yehorovych, Makhovskyi Yurii Oleksiiovych, Zinchenko Olena Antonivna, Boichenko Volodymyr Mykolaiovych, Olieinik Alieksandr Ivanovich, Bielova Maria Alieksandrovna
Назва патенту російськоюСпособ восстановления профиля изношенной зубчатой части крупногабаритной шестерни
Автори російськоюБавыкин Александр Егорович, Маховский Юрий Алексеевич, Зинченко Елена Антоновна, Бойченко Владимир Николаевич, Олейник Александр Иванович, Белова Мария Александровна
МПК / Мітки
МПК: B23P 6/00
Мітки: відновлення, профілю, великогабаритної, частини, зношеної, зубчастої, спосіб, шестірні
Код посилання
<a href="https://ua.patents.su/4-51712-sposib-vidnovlennya-profilyu-znosheno-zubchasto-chastini-velikogabaritno-shestirni.html" target="_blank" rel="follow" title="База патентів України">Спосіб відновлення профілю зношеної зубчастої частини великогабаритної шестірні</a>
Спосіб відновлення працездатності зношеної зубчастої передачі приводу
Номер патенту: 57580
Опубліковано: 15.03.2005
Автори: Маховський Юрій Олексійович, Сіліч Алєксандр Анатольєвіч, Бавикин Олександр Єгорович, Рибак Валерій Якович, Сизранцев Владімір Ніколаєвіч, Розенберг Олег Олександрович, Ратманов Едуард Владіміровіч, Півень Володимир Олександрович, Пащенко Володимир Олександрович
МПК: B23P 6/00, B23F 9/00, B23F 5/00
Мітки: передачі, зубчастої, зношеної, приводу, спосіб, відновлення, працездатності
Формула / Реферат:
Екстрактор для одержання екстрактів з дикорослих трав складається з завантажувального бункера, штагеля та подрібнювача для подачі в робочу зону підготовленої сировини, шнекового пристрою для його переміщення, пристрою для подачі екстрагента, змішувача, бункер для відводу шроту та пристрою для відводу концентрату. При цьому на валу шнека, який має змінний крок, розташовані лопатки під фіксованим кутом до поверхні.
Спосіб відновлення зношеної поверхні ротора турбокомпресора
Номер патенту: 79656
Опубліковано: 10.07.2007
Автори: Тулба Пєтр Пєтровіч, Кондратьєв Алєксандр Стєпановіч, Туголуков Олександр Володимирович, Онищенко Гедалій Давидович, Кіло Валєрій Анатольєвіч, Кустановіч Гєннадій Мотальовіч, Налєгач Сергій Олександрович, Кононов Сєргєй Міхайловіч
МПК: B23P 6/00
Мітки: ротора, зношеної, спосіб, відновлення, турбокомпресора, поверхні
Формула / Реферат:
1. Спосіб відновлення зношеної поверхні ротора турбокомпресора з елементами замкового з'єднання для установки лопаток, що включає операції видалення зношеної поверхні ротора механічною обробкою, виготовлення ремонтної деталі з наступним її напресовуванням на оброблену поверхню ротора, який відрізняється тим, що ремонтну деталь виконують у вигляді втулки з матеріалу з межею тривалої міцності 1,5-2,2 межі тривалої міцності матеріалу ротора, а...
Спосіб відновлення профілю поверхні кочення колеса рейкового транспорту
Номер патенту: 46678
Опубліковано: 15.05.2002
Автор: Матвєєв Володимир Валентинович
Мітки: поверхні, колеса, профілю, транспорту, відновлення, рейкового, кочення, спосіб
Формула / Реферат:
Спосіб відновлення профілю поверхні кочення колеса рейкового транспорту, що включає нарощування нагрітої до заданої температури зношеної поверхні кочення колеса шляхом наплавлення на неї металу і видалення металу з відновлюваної поверхні кочення колеса до одержання заданого профілю, який відрізняється тим, що необхідну температуру зношеної поверхні кочення колеса забезпечують шляхом додаткового технологічного наплавлення металу на частину...
Об’ємна заготівка для відновлення зношеної п’яти ковша екскаватора
Номер патенту: 49241
Опубліковано: 26.04.2010
Автори: Чірков Ігор Анатолійович, Мамій Олександр Юрійович
МПК: B23P 6/04, B23P 25/00
Мітки: ковша, об'ємна, заготівка, відновлення, п'яти, зношеної, екскаватора
Формула / Реферат:
1. Об'ємна заготівка для відновлення зношеної п'яти ковша екскаватора, що містить об'ємну заготівку у вигляді фасонної відливки, яка має крізні технологічні отвори під електрозаклепки і отвори під засув механізму відкриття днища ковша екскаватора, проектні зовнішню і бічну сторони і прилеглу до зношеної п'яти екскаватора увігнуту сторону, яка відрізняється тим, що об'ємна заготівка виконана зі змінним перерізом, що зменшується в подовжньому...
Шліцьовий вал та спосіб відновлення профілю його шліців
Номер патенту: 88022
Опубліковано: 10.09.2009
Автори: Настасенко Валентин Олексійович, Русаков Виктор Васильович
МПК: B23P 6/00, F16D 3/00, F16B 3/00
Мітки: спосіб, шліцьовий, відновлення, профілю, вал, шліців
Формула / Реферат:
1. Спосіб відновлення зношених бічних сторін шліців шліцьового вала, який відрізняється тим, що уздовж осі вала по осі симетрії профілю шліців у радіальному напрямку зі сторони їх головок виконують прорізі на глибину, рівну або більшу висоти шліців, у які вводять клинові вставки, що збільшують ширину шліців до перекриття зношування їхніх бічних сторін.2. Спосіб за п. 1, який відрізняється тим, що бічні сторони шліців після введення...
Попередній патент: Гнучкий спірально-фасонний конвеєр
Наступний патент: Спосіб хірургічного лікування гострого деструктивного холециститу з місцевим перитонітом у пацієнтів з тяжким загальним станом
Випадковий патент: Пересадний спосіб вирощування насіння гібридів цукрових буряків, створених на основі цитоплазматичної чоловічої стерильності