Спосіб управління летючими ножицями
Формула / Реферат
1. Спосіб управління летючими ножицями безперервно-заготовочного стана в режимі реалізації безвідхідного розкрою на сортових станах, що включає операції виміру вихідної довжини розкату, поданого в прокатку, виміри кута повороту валків при прокатці, визначення поточного коефіцієнта витяжки, прогнозування довжини розкату після стана, розрахунку розкрійного плана з обліком заданого на сортовому стані профілю, заданої на сортовому стані довжини мірного різу, довжини холодильника на сортовому стані, видачі в систему керування ножицями керуючого сигналу на різ, виміру фактичної довжини розкату після прокатки й визначення фактичного коефіцієнта витяжки, який відрізняється тим, що по обмірюваній довжині розкату, що вийшов із чорнової групи безперервно-заготовочного стана, обмірюваному коефіцієнту витяжки, визначають довжину розкату після чистової групи й розраховують перший розкрійний план, відповідно до якого визначають кількість і довжини штанг після летючих ножиць, і з урахуванням заданого на сортовому стані профілю, заданої на сортовому стані довжини мірного різу й довжини холодильника розраховують величину й вагу немірного різу на сортовому стані, розраховують і реалізовують другий розкрійний план зміною довжин штанг першого розкрійного плана шляхом зменшення довжини частини штанг на величину, пропорційну довжині немірного різу, і другої частини штанг шляхом збільшення довжини кількості штанг, що залишилися, - на величину, пропорційну вазі металу, що міг би утворитися після чистової групи безперервно-заготовочного стана у вигляді некондиційної довжини, якби всі штанги були довжиною, меншою, ніж їхня довжина по першому розкрійному плану.
2. Спосіб за п. 1, який відрізняється тим, що при нагромадженні штанг на пакетуючому рольгангу пакет зважують і по обмірюваній довжині металу, порізаного на ножицях, знаходять фактичну вагу його погонного метра, що враховують при прогнозуванні довжини металу після чистової групи при прокатці наступного розкату.
Текст
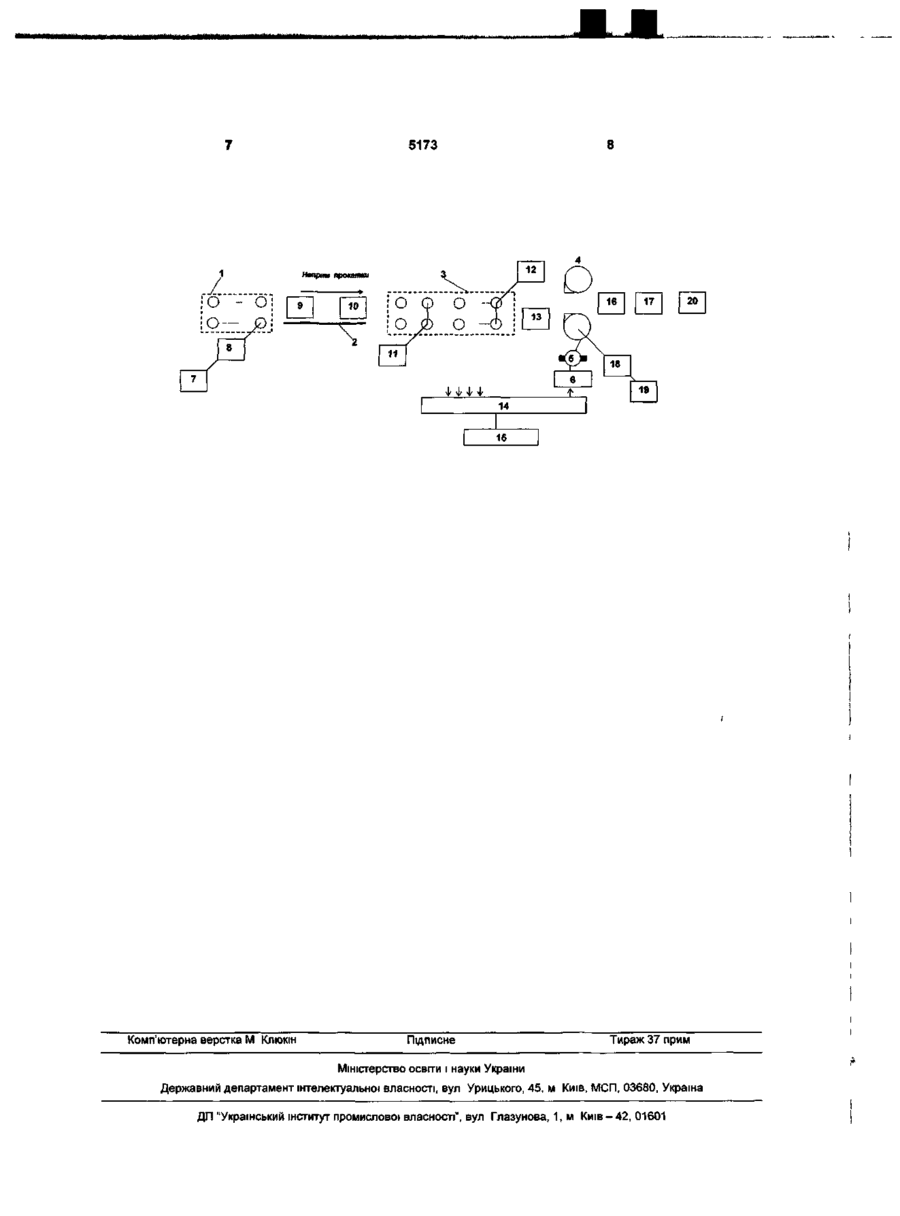
1 Спосіб управління летючими ножицями безперервно-заготовочного стана в режимі реалізації безвідхідного розкрою на сортових станах, що включає операції виміру вихідної довжини розкату, поданого в прокатку, виміри кута повороту валків при прокатці, визначення поточного коефіцієнта витяжки, прогнозування довжини розкату після стана, розрахунку розкрійного плана з обліком заданого на сортовому стані профілю, заданої на сортовому стані довжини мірного різу, довжини холодильника на сортовому стані, видачі в систему керування ножицями керуючого сигналу на різ, виміру фактичної довжини розкату після прокатки й визначення фактичного коефіцієнта витяжки, який відрізняється тим, що по обмірюваній дов жині розкату, що вийшов із чорнової групи безперервно-заготовочного стана, обмірюваному коефіцієнту витяжки, визначають довжину розкату після чистової групи й розраховують перший розкрійний план, ВІДПОВІДНО до якого визначають КІЛЬКІСТЬ І довжини штанг після летючих ножиць, і з урахуванням заданого на сортовому стані профілю, заданої на сортовому стані довжини мірного різу й довжини холодильника розраховують величину й вагу немірного різу на сортовому стані, розраховують і реалізовують другий розкрійний план зміною довжин штанг першого розкрійного плана шляхом зменшення довжини частини штанг на величину, пропорційну довжині немірного різу, і другої частини штанг шляхом збільшення довжини КІЛЬКОСТІ штанг, що залишилися, - на величину, пропорційну вазі металу, що міг би утворитися після чистової групи безперервно-заготовочного стана у вигляді некондиційної довжини, якби всі штанги були довжиною, меншою, ніж їхня довжина по першому розкрійному плану 2 Спосіб за п 1, який відрізняється тим, що при нагромадженні штанг на пакетуючому рольгангу пакет зважують і по обмірюваній довжині металу, порізаного на ножицях, знаходять фактичну вагу його погонного метра, що враховують при прогнозуванні довжини металу після чистової групи при прокатці наступного розкату СО ю Корисна модель відноситься до галузі прокатного виробництва й може бути використана при реалізації режимів розкрою прокату на безперервно-заготовчих станах гарячої прокатки Відомий спосіб розкрою прокату, реалізований у пристрої по а с СРСР № 1391813, B23D 36/00, Б І №16, ЗО 04 1988р , що включає датчики кутового положення й швидкості барабанів летучих ножиців, датчик різу( порізу), датчики положення прокату й функціональні вузли на логічних елементах, що представляють систему, яка виконує операції виділення на прокатному стані ділянки синхронізації, виміру швидкості обертання ножів барабанів летучих ножиців, кута їхнього відхилення від лінії різу( порізу в момент входу переднього торця прокату в початок ділянки синхронізації, прогнозування часу проходження переднього торця прокату на дтянці синхронізації, визначення величини прискорення (затримання), визначення чутливості й коефіцієнта підсилення системи керування, визначення й видачі сигналу керування швидкістю обертання ножів барабанів летучих ножиців для реалізації керування їхнім рухом за графіком Найбільш близьким технічним рішенням стосовно пропонованого й прийнятий за прототип є спосіб, реалізований по деклараційному патенту України №41687 А, В23Д 36/00, опубл 17 09 2001 р , Бюл №8, 2001 р , що включає операції виміру вихідної довжини розкату, поданого в о> 5173 прокатку, виміри кута повороту валків при прокатці, визначення поточного коефіцієнта витяжки, прогнозування довжини розкату після стана, розрахунку розкрійного плану, видачі в систему керування ножицями керуючого сигналу на різ, виміру фактичної довжини розкату після прокатки й визначення фактичного коефіцієнта витяжки. Загальним недоліком наведених способів є те, що розкрій на безперервно-заготовчих станах не враховує сортамент і вимоги до мірної довжини на сортових станах. Такий розкрій приводить до утворення відходів на сортових станах при порізі готового прокату на мірні довжини. В основу корисної моделі поставлено задачу вдосконалення способу автоматичного управління летучими ножицями при розкрої прокату, шляхом розрахунку розкрійного плану, що враховує сортамент і величину замовленої мірної довжини готового прокату на сортових станах гарячої прокатки, що дозволить скоротити кількість немірних довжин. Зазначений технічний результат досягається тим, що в способі автоматичного управління летучими ножицями при розкрої прокату на безперервно-заготовчому стані, що включає операції виміру вихідної довжини розкату, поданого в прокатку, виміри кута повороту валків при прокатці, визначення поточного коефіцієнта витяжки, прогнозування довжини розкату після виходу зі стану, розрахунку розкрійного плану з обліком заданого на сортовому стані профілю, заданої на сортовому стані довжини мірного різу, довжини холодильника на сортовому стані, видачі в систему керування ножицями керуючого сигналу на різ, виміру фактичної довжини розкату після прокатки й визначення фактичного коефіцієнта витяжки, по обмірюваній довжині розкату, що вийшов із чорнової групи стану, обмірюваному коефіцієнту витяжки, визначають довжину розкату після чистової групи й розраховують перший розкрійний план, відповідно до якого визначають кількість і довжину штанг після летучих ножиців, відповідно до корисної моделі, що заявляється, по обмірюваній довжині розкату, що вийшов із чорнової групи безперервно-заготовчого стана, обмірюваному коефіцієнту витяжки, визначають довжину розкату після чистової групи й розраховують перший розкрійний план, відповідно до якого визначають кількість і довжини штанг після летучих ножиців, і з урахуванням заданого на сортовому стані профілю, заданої на сортовому стані довжини мірного різу й довжини холодильника розраховують величину й вагу немірного різу на сортовому стані, розраховують і реалізовують другий розкрійний план зміною довжин штанг першого розкрійного плану шляхом зменшення довжини частини штанг на величину, пропорційну довжині немірного різу, і другу частину штанг шляхом збільшення довжини кількості штанг, що залишилося, на величину, пропорційну ваги металу, що міг би утворитися після чистової групи безперервно-заготовчого стана у вигляді некондиційної довжини, якби всі штанги були довжиною меншої, чим їхня довжина по першому розкрійному плану; при нагромадженні штанг на пакетуючому рольгангу пакет зважують і по обмі рюваній довжині металу, порізаного на ножицях, знаходять фактичну вагу його погонного метра, що враховують при прогнозуванні довжини металу після чистової групи при прокатці наступного розкату. Сутність пропозиції пояснюється кресленням, на якому представлена блок-схема способу управління ножицями при розкрої прокату. Блок-схема містить безперервно-заготовчий стан (БЗС), що включає чорнову групу 1, розкотне поле2, чистову групу 3, летучі ножиці 4, привод 5,систему керування приводом 6, датчик кута повороту 7, датчик наявності металу 8 у валках останньої кліті чорнової групи 1, датчики 9,10 і 11 наявності металу відповідно на розкотному полі 2 і у валках другої кліті чистової групи 3, датчик 12 кута повороту валків останньої кліті чистової групи 3, датчик 13 наявності металу між останньою кліттю чистової групи 3 і ножицями 4, датчики 16 і 17 наявності металу встановлені після ножиців, датчик 18 кута повороту барабанів ножиців і датчик 19 різу встановлені на механізмі ножиців. На пакетуючому рольгангу встановлені тензометричні ваги 20. Блок-схема містить також програмувальний контролер 14, до вхідних модулів якого підключені виходи зазначених датчиків і сигнал тензометричних ватів 20. Вихідні модулі контролера 14 підключені до системи керування приводом 6 і дисплею 15. Як датчики наявності металу 8111 використовуються датчики статичного струму, що виробляють сигнали при прокатці розкату у валках відповідних клітей. Як датчики 9,10,13,16 і 17 служать фотореле. Фотореле мають вузький кут зору, сприймають інфрачервоне випромінювання нагрітого металу й виробляють сигнал з появою металу в поле їхнього зору. Як датчик кута повороту 7,12 і 18 служать датчики, що виробляють фіксовану кількість імпульсів на один оберт. Датчик 19 різу виробляє сигнал при виконанні різу (автоматичний вихід ножів на різ в одній і тій же точці барабана). Як ваги служать тензометричні ваги. Спосіб здійснюється в такий спосіб. За показниками датчика 7 кута повороту й датчика 8 наявності металу визначається вихідна довжина L вих розкату після чорнової групи 1. Після заходу розкату в чистову групу 3 за показниками датчиків 11 і 13 наявності металу й за показниками датчика 12 кута повороту визначається поточний коефіцієнт витяжки Кв пот. Довжину розкату після чистової групи 3 І_чис визначають із вираження: І_чис = І_вих х Кв пот. (1). Потім розраховується перший Пл 1 розкрійний план, тобто кількість і довжина штанг у пакеті: Пл 1 =І_чис/І_нд=М1,0 (2), де І_пд - початкова довжина (довжина вільного різу, тобто довжина відрізаємо!' штанги без коректування її системою розкрою), N1 - кількість штанг на чистовій групі З, О - залишок від розподілу (число, менше одиниці). Після рішення (2) кількість штанг приймається рівним N1, якщо залишок О менше 0,1 І_нд, або N1 + 1, у противному випадку. 5173 З (1) з урахуванням умов (2) визначається вихідна розрахункова довжина І_рш штанги: І_рш = (L чис - A L)/N1 або (L чис - Д L)/ (N1+1) (3), де ДІ_ - задані технологією величини обрізі кінців першої й останньої штанг. Знаходиться теоретична вага Ртші штанги : Ртші = І_рш х Ртпм (4), де Ртпм - теоретична вага погонного метра розкату після чистової групи 3 після чистової групи 3 безперервно-заготовчого стану. Визначається кількість смуг N пес, що буде отримано після прокатки штанги вагою Ртші на сортовому стані: Nncc = Ртші /Рп, О п (5), де Рп - вага смуги заданого профілю на сортовому стані, Оп - залишок (число, менше одиниці). Далі визначається кількість мірних різів Ымр на останній смузі сортового стана: NMp = On х Рп / Рпмм, Омр (6), де Рпмм - вага погонного метра смуги на сортовому стані, Омр - залишок ( число, менше одиниці). Потім визначається вага Ромр залишку в (6): Ромр = Омр х Рпмм (7), З урахуванням (7) коректується вага Ршск штанги після чистової групи 3 безперервнозаготовчого стану: Ршск = Ртші - Ромр (8) і визначається необхідна довжина L шскі штанги: І_шск1 = Ршск х І_рш/ Ртші (9), де І_рш - довжина штанги, обчислена по першому розкрійному плану із виразу (3). Далі з виразу (7) визначається вага Рочг залишку металу на заготівлі після чистової групи З безперервно-заготовчого стану після того, як вага кожної штанги зменшиться на величину Ршск із формули (8): Рочг = (Ромр х N1) або Ромр х (N1+1) (10). Для виключення залишку Рочг після прокатки металу в чистовій групі 3 необхідно знайти величину збільшення довжини Д І_ш і кількість штанг А NLU, ЯКІ потрібно одержати з величиною збільшення в Л І_ш : А І_ш =Рмр/Ртпм (11), де Рмр - вага міри на сортовому стані, Ртпм - вага одного погонного метра готової штанги після чистової групи 3 безперервно 6 заготовчого стану. A NLU = Рочг/Рмр (12), де Рмр - вага мірного різу на сортовому стані. Далі визначається необхідна збільшена довжина штанги Іліск2 : І_шск2 =Д І_ш+ І_шс1 (13), де A І_ш - необхідне збільшення довжини штанги після чистової групи 3 безперервнозаготовчого стану, І_шск1 - необхідна довжина штанги після чистової групи 3 безперервно-заготовчого стану. Таким чином, розкрійний план Пл2 повинен бути реалізований загальною кількістю штанг, рівним чисельному значенню (2), але штангами довжиною І_шск1 і !_шск2 і кількістю відповідно, рівним (N1 - A NLU) І ANLU або / (N1+1) - ANLU / і ANLU. При цьому сигнал завдання на збільшення швидкості обертання барабанів ножиців видається після появи сигналу датчика на підставі наступної залежності: изад= І_шск1 х К або І_шск2 х К (14), де К - коеф., що враховує реальні настроєчні характеристики привода й діаметр барабана ножиців. Далі виміряються фактичні довжини штанг І_фші, відрізаних на ножицях після чистової групи З безперервно-заготовочного стану, і визначається повна довжина розкату Lpac. Потім на вагах 20 виміряється вага прокату Рпр. і визначається фактична вага Рфпм погонного метра розкату після чистової групи 3 безперервно-заготовочного стану: Рфпм = Рпр / Lpac (15). Після чого при прокатці наступного розкату у вираз (4) підставляють отримане значення Рфпм із (15). Цей прийом дозволяє практично виключити погрішності, обумовлені виробітком валків клітей чистової групи 3 безперервно-заготовчому стану. Заявлена пропозиція пройшла промислові випробування в умовах стана 730/500 цеху блюмінг 1 і стана МС 250-2 ВАТ „КГМК «Криворіжсталь». Встановлено, що в порівнянні із прийнятим способом розкрою прокату на летучих ножицях, використання пропозиції знизило утворення немірних довжин після розкрою смуги на гільйотинних ножицях з 1,5 до 0,2 відсотки. 5173 •О - О; 9 10 4 О 12 Напрям прокатки о о о О 0 1 О їв 17 20 13 11 18 фф | Ф Ф 14 6 t Ч 19 15 Комп'ютерна верстка М Клюкін Підписне Тираж 37 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул Урицького, 45, м Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул Глазунова, 1, м Київ - 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of control of flying shears
Автори англійськоюSokurenko Anatolii Valentynovych, Sheremet Volodymyr Oleksandrovych, Kekukh Anatolii Volodymyrovych, Babenko Mykhailo Antonovych, Korotchenkov Valerii Mykhailovych, Kurochkin Oleksandr Fedorovych, Yehorov Oleksandr Petrovych
Назва патенту російськоюСпособ управления летучими ножницами
Автори російськоюСокуренко Анатолий Валентинович, Шеремет Владимир Александрович, Кэкух Анатолий Владимирович, Бабенко Михаил Антонович, Коротченков Валерий Михайлович, Курочкин Александр Федорович, Егоров Александр Петрович
МПК / Мітки
МПК: B23D 36/00
Мітки: летючими, спосіб, управління, ножицями
Код посилання
<a href="https://ua.patents.su/4-5173-sposib-upravlinnya-letyuchimi-nozhicyami.html" target="_blank" rel="follow" title="База патентів України">Спосіб управління летючими ножицями</a>
Спосіб управління летючими ножицями при розкрої розкату
Номер патенту: 41687
Опубліковано: 17.09.2001
Автори: Коротченков Валерій Михайлович, Носіков Віктор Львович, Хижняк Вячеслав Якович, Бабенко Михайло Антонович, Шеремет Володимир Олександрович
МПК: B23D 36/00
Мітки: ножицями, розкату, розкрої, управління, спосіб, летючими
Формула / Реферат:
Спосіб керування летючими ножицями при розкрої розкату, який включає операції виміру вихідної довжини розкату, поданого в прокатку, виміру кута повороту валків при прокатці розкату, визначення поточного коефіцієнта витяжки, прогнозування довжини розкату після виходу зі стану, розрахунку розкрійного плану, видачі в систему управління приводом ножиць керуючого сигналу на різ, виміру фактичної довжини розкату після прокатки і визначення...
Спосіб автоматичного керування летючими ножицями для різання передніх торців прокату
Номер патенту: 58734
Опубліковано: 15.08.2003
Автори: Шеремет Володимир Олександрович, Коротченков Валерій Михайлович, Бабенко Михайло Антонович, Хижняк Вячеслав Якович, Носіков Віктор Львович
МПК: B23D 25/00, B23D 36/00
Мітки: прокату, керування, різання, спосіб, ножицями, летючими, автоматичного, передніх, торців
Формула / Реферат:
Спосіб автоматичного керування летючими ножицями для різання передніх торців прокату, що включає операції виділення на прокатному стані ділянки синхронізації, виміру швидкості обертання ножів барабанів летючих ножиць, кута їхнього відхилення від лінії різання в момент входу переднього торця прокату в початок ділянки синхронізації, прогнозування часу проходження переднього торця прокату на ділянці синхронізації, визначення величини...
Спосіб різання комбінованими дисковими кромкокришильними ножицями
Номер патенту: 47149
Опубліковано: 17.06.2002
Автори: Білобров Юрій Миколайович, Реука Юрій Юрійович, Бортник Валерій Вікторович, Калашников Андрій Анатолійович, Гриценко Сергій Анатолійович
МПК: B23D 19/00
Мітки: комбінованими, кромкокришильними, ножицями, спосіб, дисковими, різання
Формула / Реферат:
Спосіб різання комбінованими дисковими кромкокришильними ножицями, при якому обертають нижній дисковий ніж із кромкокришильними ножами і верхній дисковий ніж, який відрізняється тим, що нижній дисковий ніж обертають з кутовою швидкістю, більшою кутової швидкості верхнього дискового ножа, що забезпечує рівність лінійних швидкостей верхнього дискового ножа і кромкокришильних ножів.
Спосіб одержання прокату мірної довжини

Номер патенту: 44534
Опубліковано: 15.02.2002
Автори: Блохін Дмитро Порфирович, Довгаль Петро Григорович, Сокуренко Анатолій Валентинович, Квашин Валерій Миколайович, Приходько Євгенія Валер'янівна, Білоус Геннадій Пилипович, Костюченко Михайло Іванович, Худик Валеріан Тарасович
МПК: B23D 31/00, B21B 1/16
Мітки: спосіб, прокату, довжини, мірної, одержання
Формула / Реферат:
1. Спосіб одержання прокату мірної довжини, який включає прогнозування кількості одержаних із розкату готового профілю мірних прутків, порізку розкату летючими ножицями на штаби довжиною, кратною довжині мірних прутків, підрівнювання передніх кінців штаб та порізку їх пакетів на мірні прутки, який відрізняється тим, що момент відділення від розкату кратної штаби визначають по числу обертань валків чистової кліті після проходження його...
Система впливу на пацієнтів повітряним середовищем, збагаченим летючими біологічно активними речовинами
Номер патенту: 14765
Опубліковано: 18.02.1997
Автори: Мєшков Володимир Вікторович, Верещагін Вячеслав Леонідович
Мітки: пацієнтів, система, збагаченим, активними, летючими, біологічно, середовищем, впливу, повітряним, речовинами
Формула / Реферат:
1. Система для воздействия на пациентов воздушной средой, обогащенной летучими биологически активными веществами, например, ароматическими соединениями и/или фитонцидами растений, содержащая помещение с приспособлениями для размещения пациентов, приспособление для создания потока воздушной среды, устройства для выделения биологически активных веществ в воздушную среду, выполненные преимущественно в виде сопряженных с элементами подачи воздуха...
Попередній патент: Резервуар з газованим киснем напоєм
Наступний патент: Полоз струмоприймача електрорухомого складу
Випадковий патент: Спосіб стереотаксичного видалення внутрішньомозкових гематом