Спосіб визначення механічних властивостей металу зони осьової ліквації товстолистового прокату
Номер патенту: 5206
Опубліковано: 15.02.2005
Автори: Лепіхов Леонід Сергійович, Харчевніков Валерій Павлович, Александров Валерій Димитрович, Белов Борис Федорович, Карлікова Яна Петрівна, Ісаєв Олег Борисович, Троцан Анатолій Іванович, Крейденко Фіра Семенівна, Полозюк Олег Євгенович, Бродецький Ігор Леонідович

Формула / Реферат
Спосіб визначення механічних властивостей металу зони осьової ліквації товстолистового прокату, що включає визначення залежності між параметрами, що характеризують досліджувані механічні властивості, і часткою площі руйнації, яка пройшла через зону осьової ліквації, зразків, які піддаються механічним випробуванням, який відрізняється тим, що частку площі руйнації, яка пройшла по зоні осьової ліквації, визначають скануванням поверхні руйнації і наступної обробки цифрового зображення в графічному редакторі, а значення механічних властивостей розраховують відповідно до виразу
М = aS2 - bS + с,
де М - значення механічної властивості в напрямку товщини прокату,
при S = 1 - для металу зони осьової ліквації і при S = 0 - для основного металу,
S - частка площі поверхні руйнації, яка пройшла по зоні осьової ліквації,
а, b, с - коефіцієнти, які визначають експериментальним шляхом для даного конкретного випадку.
Текст
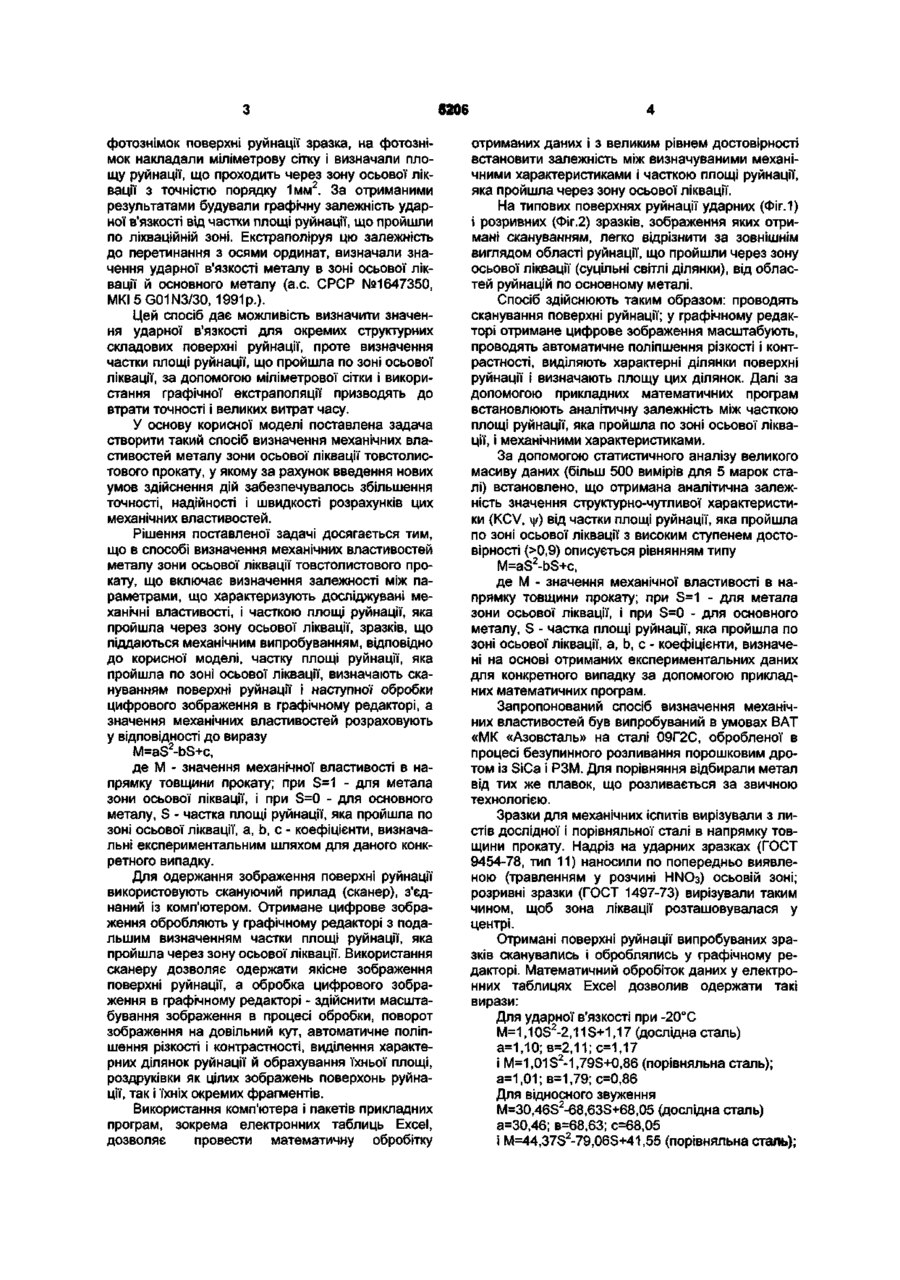
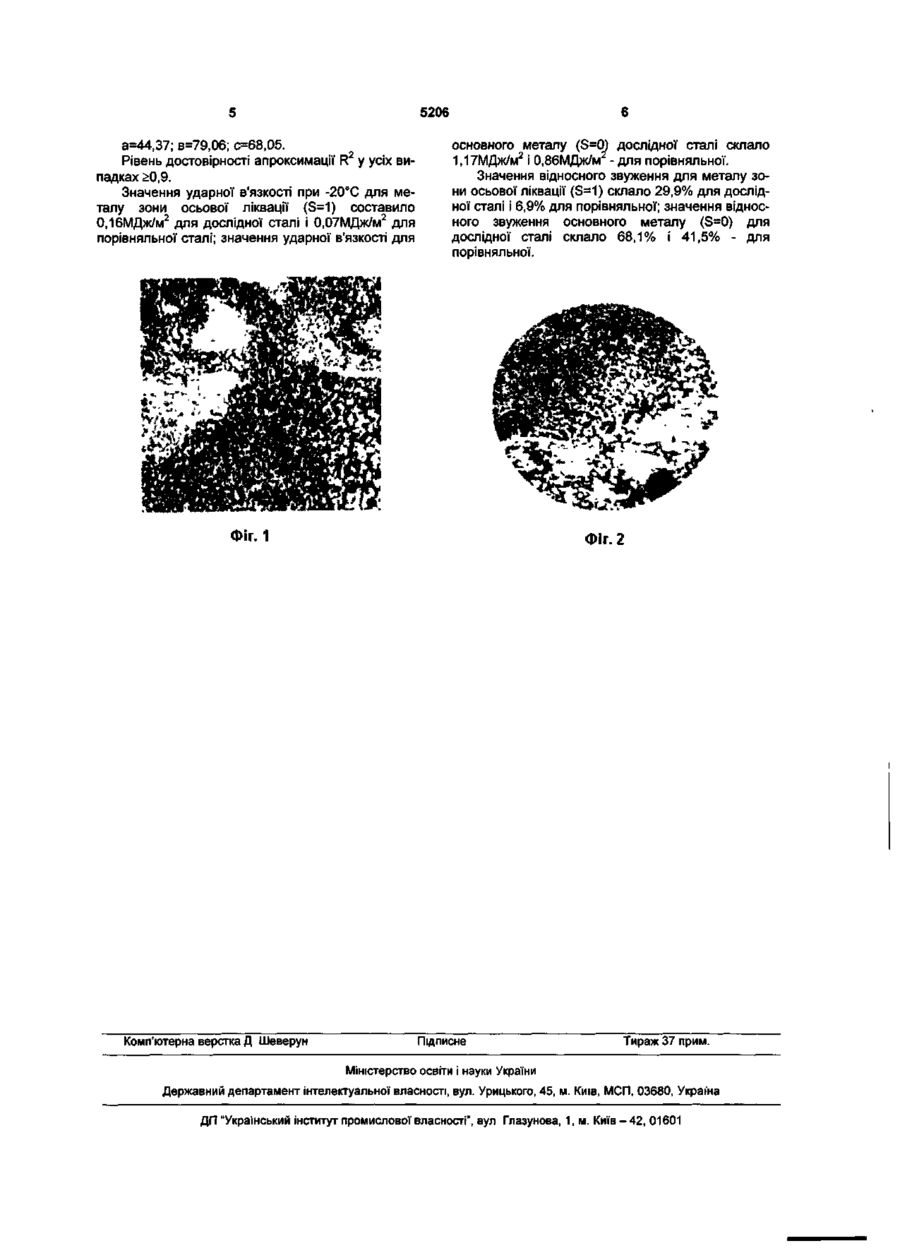
Спосіб визначення механічних властивостей металу зони осьової ліквації товстолистового прокату, що включає визначення залежності між параметрами, що характеризують досліджувані механічні властивості, і часткою площі руйнації, яка пройшла через зону осьової ліквації, зразків, які піддаються механічним випробуванням, який відрізняється тим, що частку площі руйнації, яка пройшла по зоні осьової ліквації, визначають скануванням поверхні руйнації і наступної обробки цифрового зображення в графічному редакторі, а значення механічних властивостей розраховують відповідно до виразу М = aS - bS + с, де М - значення механічної властивості в напрямку товщини прокату, при S = 1 - для металу зони осьової ліквації і при S = 0 - для основного металу, S - частка площі поверхні руйнації, яка пройшла по зоні осьової ліквації, а, Ь, с - коефіцієнти, які визначають експериментальним шляхом для даного конкретного випадку. Корисна модель відноситься до досліджень механічних властивостей металу, зокрема, до визначення властивостей структурних складових поверхні руйнації товстолистового прокату у zнапрямку. Промислові іспити товстолистового прокату передбачають оцінку його властивостей уздовж і поперек напрямку прокатки. Проте в ряді випадків подібних іспитів виявляється недостатньо, оскільки при високих значеннях механічних характеристик на подовжніх і поперечних зразках властивості по товщині листу (у z-напрямку) виявляються аномально низькими, причому розкид досягає великих розмірів. Різке зниження пластичності у z-напрямку, що виявляється в умовах складнонапруженого стану, представляє практичний інтерес, тому що може значно знижувати несучу спроможність вузлів і деталей конструкції, що відчувають знакозмінні навантаження у вертикальному напрямку. Це особливо характерно для товстолистового прокату з безперервнолитої сталі, де умовиїїкристалізації викликають утворення зони осьової ліквації, властивості і структура котрої істотно відрізняються від основного металу. Незначна товщина цієї області, що має розміри від 10-30 до 200-300 мікрон, унеможливлює безпосереднє визначення в ній механічних характеристик, за винятком мікротвердості. Відомі стандартні методи визначення ударної в'язкості (KCV) за іспитами на ударний згин зразків із круглим або гострим надрізом і відносним звуженням (у) за іспитами на статичний розтяг (Металловедение и термическая обработка металлов.- М.: Металлургия, 1983, т.1.- С.119-120). Застосування цих методів без роздільного урахування часток площі руйнації, що проходить по осьовій зоні й основному металі, не дозволяє визначати значення \\і і KCV у z-напрямку з достатнім ступенем надійності окремо для основного металу і металу зони осьової ліквації, що пояснюється високою структурною чутливістю цих механічних властивостей і пов'язані з тим, що руйнація зразків поширюється частково по основному металі, частково - по зоні осьової ліквації. Найбільше близьким за технічною суттю і досягаємим результатам є спосіб визначення механічних властивостей сталі і сплавів, за яким зразки з V-образним надрізом навантажували ударним згином, вимірювали ударну в'язкість, робили CD О CM ю 5206 фотознімок поверхні руйнації зразка, на фотознімок накладали міліметрову сітку і визначали площу руйнації, що проходить через зону осьової лік2 вації з точністю порядку 1мм . За отриманими результатами будували графічну залежність ударної в'язкості від частки площі руйнації, що пройшли по лікваційній зоні. Екстраполіруя цю залежність до перетинання з осями ординат, визначали значення ударної в'язкості металу в зоні осьової ліквації й основного металу (а.с. СРСР №1647350, MKI5G01N3/30, 1991р.). Цей спосіб дає можливість визначити значення ударної в'язкості для окремих структурних складових поверхні руйнації, проте визначення частки площі руйнації, що пройшла по зоні осьової ліквації, за допомогою міліметрової сітки і використання графічної екстраполяції призводять до втрати точності і великих витрат часу. У основу корисної моделі поставлена задача створити такий спосіб визначення механічних властивостей металу зони осьової ліквації товстолистового прокату, у якому за рахунок введення нових умов здійснення дій забезпечувалось збільшення точності, надійності і швидкості розрахунків цих механічних властивостей. Рішення поставленої задачі досягається тим, що в способі визначення механічних властивостей металу зони осьової ліквації товстолистового прокату, що включає визначення залежності між параметрами, що характеризують досліджувані механічні властивості, і часткою площі руйнації, яка пройшла через зону осьової ліквації, зразків, що піддаються механічним випробуванням, відповідно до корисної моделі, частку площі руйнації, яка пройшла по зоні осьової ліквації, визначають скануванням поверхні руйнації і наступної обробки цифрового зображення в графічному редакторі, а значення механічних властивостей розраховують у відповідності до виразу M=aS2-bS+c, де М - значення механічної властивості в напрямку товщини прокату; при S=1 - для метала зони осьової ліквації, і при S=0 - для основного металу, S - частка площі руйнації, яка пройшла по зоні осьової ліквації, а, Ь, с - коефіцієнти, визначальні експериментальним шляхом для даного конкретного випадку. Для одержання зображення поверхні руйнації використовують скануючий прилад (сканер), з'єднаний із комп'ютером. Отримане цифрове зображення обробляють у графічному редакторі з подальшим визначенням частки площі руйнації, яка пройшла через зону осьової ліквації. Використання сканеру дозволяє одержати якісне зображення поверхні руйнації, а обробка цифрового зображення в графічному редакторі - здійснити масштабування зображення в процесі обробки, поворот зображення на довільний кут, автоматичне поліпшення різкості і контрастності, виділення характерних ділянок руйнації й обрахування їхньої площі, роздруківки як цілих зображень поверхонь руйнації, так і їхніх окремих фрагментів. Використання комп'ютера і пакетів прикладних програм, зокрема електронних таблиць Excel, дозволяє провести математичну обробітку отриманих даних і з великим рівнем достовірності встановити залежність між визначуваними механічними характеристиками і часткою площі руйнації, яка пройшла через зону осьової ліквації. На типових поверхнях руйнації ударних (Фіг. 1) і розривних (Фіг.2) зразків, зображення яких отримані скануванням, легко відрізнити за зовнішнім виглядом області руйнації, що пройшли через зону осьової ліквації (суцільні світлі ділянки), від областей руйнацій по основному металі. Спосіб здійснюють таким образом: проводять сканування поверхні руйнації; у графічному редакторі отримане цифрове зображення масштабують, проводять автоматичне поліпшення різкості і контрастності, виділяють характерні ділянки поверхні руйнації і визначають площу цих ділянок. Далі за допомогою прикладних математичних програм встановлюють аналітичну залежність між часткою площі руйнації, яка пройшла по зоні осьової ліквації, і механічними характеристиками. За допомогою статистичного аналізу великого масиву даних (більш 500 вимірів для 5 марок сталі) встановлено, що отримана аналітична залежність значення структурно-чутливої характеристики (KCV, v|/) від частки площі руйнації, яка пройшла по зоні осьової ліквації з високим ступенем достовірності (>0,9) описується рівнянням типу M=aS2-bS+c, де М - значення механічної властивості в напрямку товщини прокату; при S=1 - для метала зони осьової ліквації, і при S=0 - для основного металу, S - частка площі руйнації, яка пройшла по зоні осьової ліквації, а, Ь, с - коефіцієнти, визначені на основі отриманих експериментальних даних для конкретного випадку за допомогою прикладних математичних програм. Запропонований спосіб визначення механічних властивостей був випробуваний в умовах ВАТ «МК «Азовсталь» на сталі 09Г2С, обробленої в процесі безупинного розливання порошковим дротом із SiCa і РЗМ. Для порівняння відбирали метал від тих же плавок, що розливається за звичною технологією. Зразки для механічних іспитів вирізували з листів дослідної і порівняльної сталі в напрямку товщини прокату. Надріз на ударних зразках (ГОСТ 9454-78, тип 11) наносили по попередньо виявленою (травленням у розчині НЫОз) осьовій зоні; розривні зразки (ГОСТ 1497-73) вирізували таким чином, щоб зона ліквації розташовувалася у центрі. Отримані поверхні руйнації випробуваних зразків сканувались і оброблялись у графічному редакторі. Математичний обробіток даних у електронних таблицях Excel дозволив одержати такі вирази: Для ударної в'язкості при -20°С M=1,10S2-2,11S+1,17 (дослідна сталь) а=1,10;в=2,11;с=1,17 і M=1,01S2-1,79S+0,86 (порівняльна сталь); а=1,01;в=1,79;с=0,86 Для відносного звуження M=30,46S2-68,63S+68,05 (дослідна сталь) а=30,46; в=68,63; с=68,05 і M=44,37S2-79,06S+41,55 (порівняльна сталь); 5206 а=44,37; в=79,06; с=68,05. Рівень достовірності апроксимації R2 у усіх випадках >0,9. Значення ударної в'язкості при -20°С для металу зони осьової ліквації (S=1) составило 0,16МДж/м для дослідної сталі і 0,07МДж/м2 для порівняльної сталі; значення ударної в'язкості для основного металу (S=C0 дослідної сталі склало 1,17МДж/м2 і 0,86МДж/м - для порівняльної. Значення відносного звуження для металу зони осьової ліквації (S=1) склало 29,9% для дослідної сталі і 6,9% для порівняльної; значення відносного звуження основного металу (S=0) для дослідної сталі склало 68,1% і 41,5% - для порівняльної. Фіг. 1 Комп'ютерна верстка Д Шеверун Фіг. 2 Підписне Тираж 37 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул Глазунова, 1, м. Київ-42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of determining mechanical properties of metal within the center segregation area of plate rolled metal
Автори англійськоюBrodetskyi Ihor Leonidovych, Trotsan Anatolii Ivanovych, Kreidenko Fira Semenivna, Belov Borys Fedorovych, Aleksandrov Valerii Dymytrovych, Lepikhov Leonid Serhiiovych, Isaiev Olrh Borysovych
Назва патенту російськоюСпособ определения механических свойств металла в зоне осевой ликвации толстолистового проката
Автори російськоюБродецкий Игорь Леонидович, Троцан Анатолий Иванович, Крейденко Фира Семенивна, Белов Борис Федорович, Александров Валерий Димитриевич, Лепихов Леонид Сергеевич, Исаев Олег Борисович
МПК / Мітки
МПК: G01N 3/30
Мітки: товстолистового, зони, властивостей, металу, прокату, спосіб, осьової, механічних, визначення, ліквації
Код посилання
<a href="https://ua.patents.su/4-5206-sposib-viznachennya-mekhanichnikh-vlastivostejj-metalu-zoni-osovo-likvaci-tovstolistovogo-prokatu.html" target="_blank" rel="follow" title="База патентів України">Спосіб визначення механічних властивостей металу зони осьової ліквації товстолистового прокату</a>
Спосіб виробництва товстолистового прокату
Номер патенту: 69842
Опубліковано: 15.09.2004
Автори: Бочек Анатолій Павлович, Ларіонов Олександр Олексійович, Климанчук Владислав Владиславович, Шебаніц Едуард Миколайович, Самохвалов Володимир Михайлович, Пушков Валерій Васильйович, Бойко Володимир Семенович, Фентісов Ігор Миколайович, Мурашкін Олександр Вікторович
МПК: B21B 1/26
Мітки: спосіб, прокату, товстолистового, виробництва
Формула / Реферат:
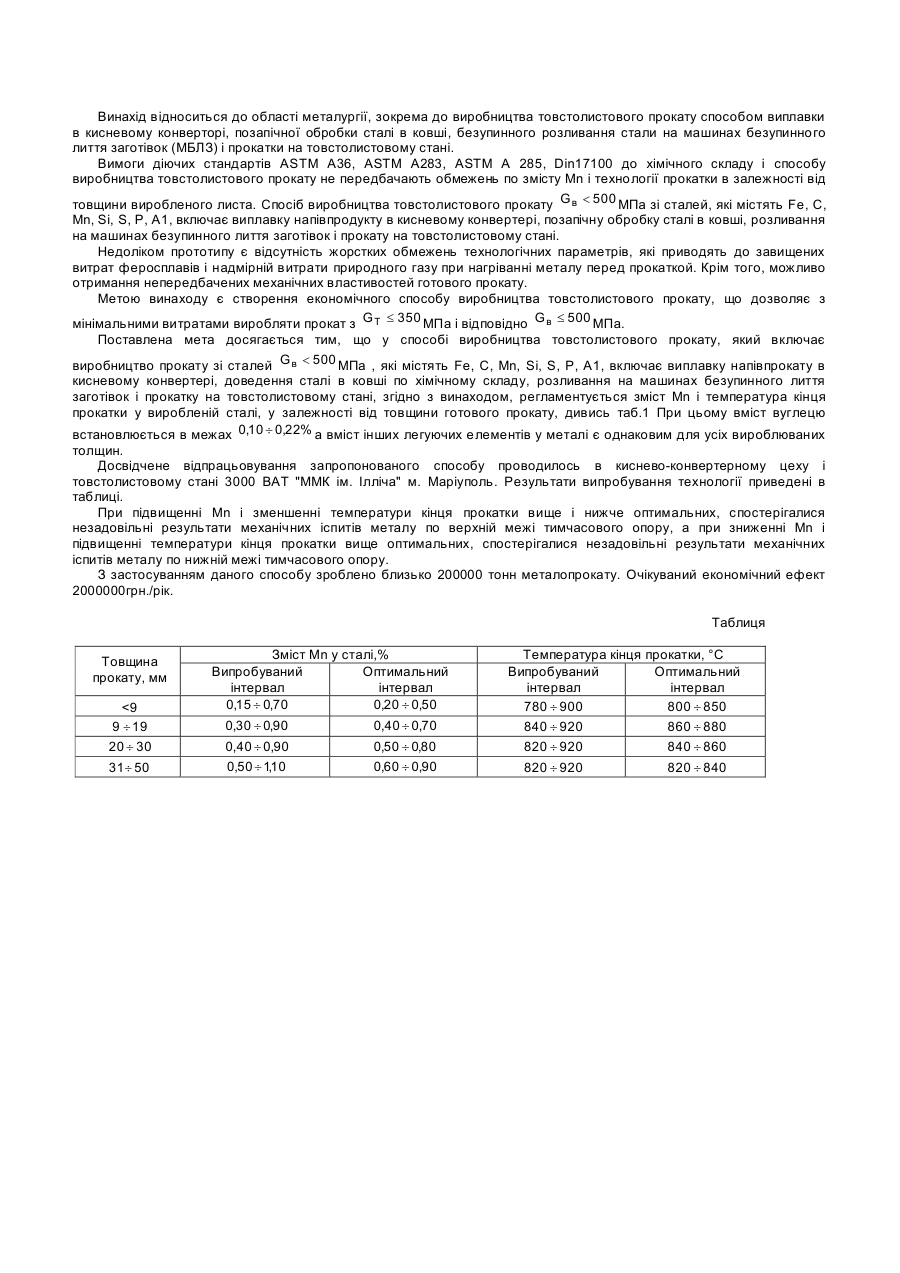
Спосіб виробництва товстолистового прокату з Gв ≤ 500 МПа зі сталей, які містять Fe, С, Mn, Si, S, P, Al, що включає виплавку напівпродукту в кисневому конверторі, доведення сталі в ковші по хімічному складу, розливання на машинах безупинного лиття заготівок і прокатку на товстолистовому стані, який відрізняється тим, що вміст Mn і температуру кінця прокатки, залежно від товщини готового прокату, встановлють в наступних межах: ...
Установка для експериментального визначення фізико-механічних властивостей порошкових матеріалів

Номер патенту: 40142
Опубліковано: 16.07.2001
Автори: Грибков Едуард Петрович, Лаптев Олександр Михайлович, Сатонін Олександр Володимирович, Воробйов Юрій Анатолійович, Потапкін Віктор Федорович
МПК: B22F 3/03
Мітки: матеріалів, фізико-механічних, експериментального, порошкових, визначення, установка, властивостей
Формула / Реферат:
1. Установка для експериментального визначення фізико-механічних властивостей порошкових матеріалів, що включає плаваючу матрицю з циліндричною внутрішньою поверхнею і два пуансони, сполучених із силовимірювальним механізмом, що пресує, відрізняється тим, що для спрощення конструкції і підвищення точності результатів експериментальних досліджень, плаваюча матриця виконана роз'ємною, при цьому обидві її половини містять провушини, за...
Спосіб визначення фізико-механічних властивостей абразивного інструменту
Номер патенту: 29073
Опубліковано: 16.10.2000
Автори: Пащенко Евген Олександрович, Філоненко Сергій Федорович, Покладій Георгій Григорович
Мітки: інструменту, фізико-механічних, спосіб, визначення, властивостей, абразивного
Формула / Реферат:
Спосіб визначення фізико-механічних властивостей абразивного інструменту, що включає здійснення правки абразивного інструменту з одночасним визначенням характеристик, за якими роблять висновки про фізико-механічні властивості абразивного інструменту, який відрізняється тим, що як вищезгадані характеристики реєструють акустичну емісію, а фізико-механічні властивості визначають за кутом нахилу кривої накопичення енергії сигналів акустичної...
Пристрій для визначення механічних властивостей листового матеріалу
Номер патенту: 35279
Опубліковано: 15.03.2001
Автори: Тормахов Микола Миколайович, Румянцева Наталія Вікторівна, Волинець Вікторія Миколаївна, Неспрядько Валерій Петрович
Мітки: визначення, механічних, пристрій, матеріалу, властивостей, листового
Формула / Реферат:
Пристрій для визначення механічних властивостей листового матеріалу, що містить корпус, направляючі, пуансон та тримач для зразка, який відрізняється тим, що направляючі виконані у вигляді пари пружних елементів, прикріплених своїми середніми точками до пуансона, а крайніми - до корпуса, і мають датчики переміщення, зафіксовані з обох боків одного з пружних елементів, а до пуансона прироблені датчики зусилля продавлювання, встановлені з двох...
Спосіб визначення фізико-механічних властивостей матеріалу та пристрій для його здійснення
Номер патенту: 50486
Опубліковано: 15.10.2002
Автори: Мощенок Василь Іванович, Стоєв Петро Ілліч, Глушкова Діана Борисівна, Ковтун Геннадій Прокопович
МПК: G01N 3/40
Мітки: матеріалу, здійснення, фізико-механічних, визначення, спосіб, пристрій, властивостей
Формула / Реферат:
1. Спосіб визначення фізико-механічних властивостей матеріалу, який полягає в тому, що поверхню матеріалу обробляють різанням за допомогою індентора, що знаходиться під навантаженням, вимірюють і реєструють силу різання, а також частоту утворення відколків елементів стружки, проводять обробку даних і визначають фізико-механічні властивості матеріалу, який відрізняється тим, що здійснюють невільне різання поверхні матеріалу шляхом його...
Попередній патент: Трос дистанційного керування
Наступний патент: Умивальник-душ
Випадковий патент: Спосіб контролю приходу та витрати рідини в каліброваній ємності місткістю більше п'яти кубічних метрів