Процес формування конструктивних елементів бурових штанг
Номер патенту: 52524
Опубліковано: 25.08.2010
Автори: Третяк Ксенія Сергіївна, Головченко Володимир Олексійович, Ремха Юрій Степанович, Помазан Сергій Григорович, Помазан Мирослав Сергійович

Формула / Реферат
Процес формування конструктивних елементів бурових штанг шляхом пластичної деформації нагрітого металу, при якому використовують товстостінну трубну заготовку заданих довжини, прямолінійності, термічної обробки та співвідношення зовнішнього діаметра до товщини стінки, який відрізняється тим, що нагрівання кінців заготовки виконують в межах до виникнення рекристалізації металу, а пластичну деформацію кінців заготовки реалізують за умови збереження цілісності полікристалічної структури металопрокату.
Текст
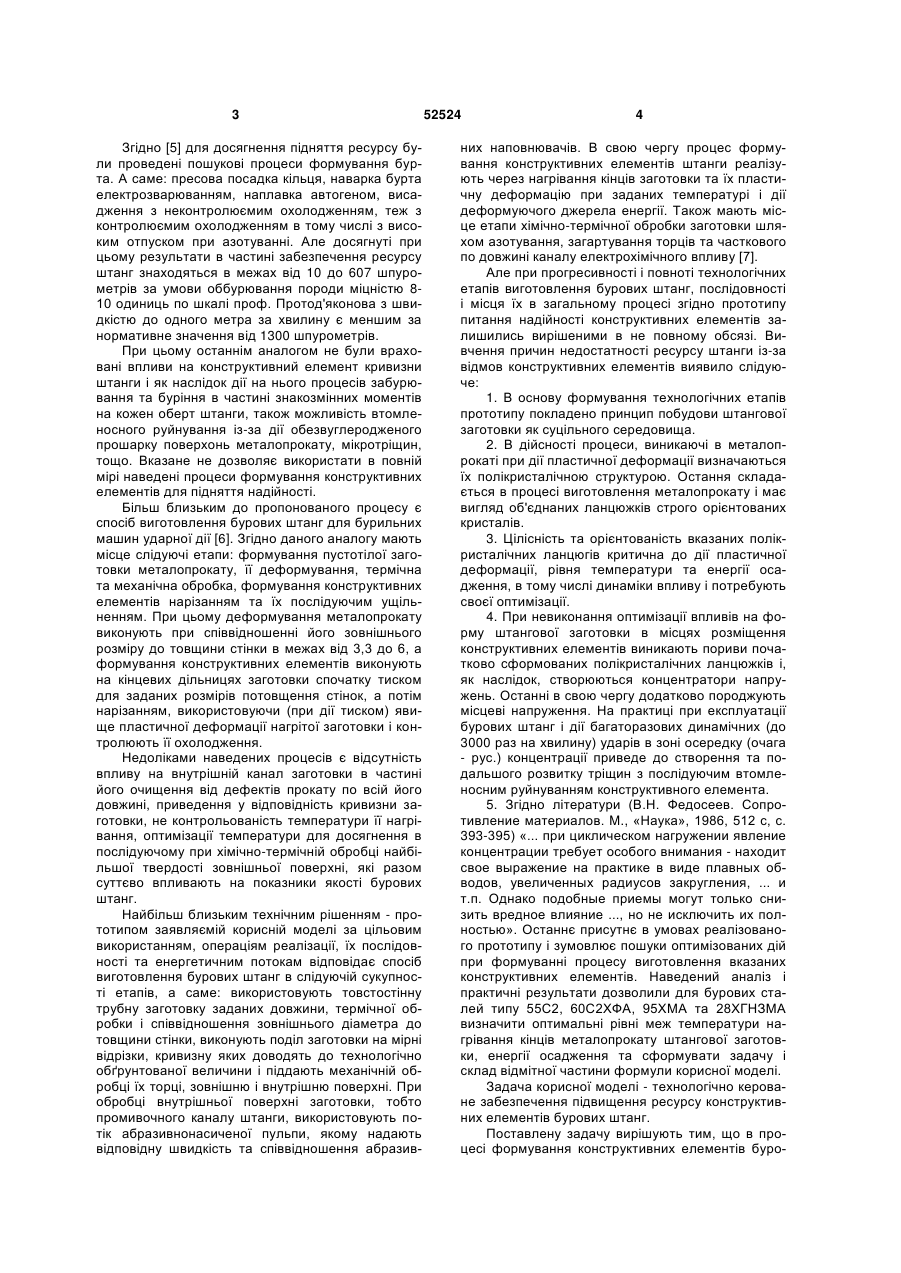
Процес формування конструктивних елементів бурових штанг шляхом пластичної деформації нагрітого металу, при якому використовують товстостінну трубну заготовку заданих довжини, прямолінійності, термічної обробки та співвідношення зовнішнього діаметра до товщини стінки, який відрізняється тим, що нагрівання кінців заготовки виконують в межах до виникнення рекристалізації металу, а пластичну деформацію кінців заготовки реалізують за умови збереження цілісності полікристалічної структури металопрокату. (19) (21) u201003243 (22) 22.03.2010 (24) 25.08.2010 (46) 25.08.2010, Бюл.№ 16, 2010 р. (72) ГОЛОВЧЕНКО ВОЛОДИМИР ОЛЕКСІЙОВИЧ, ПОМАЗАН СЕРГІЙ ГРИГОРОВИЧ, ПОМАЗАН МИРОСЛАВ СЕРГІЙОВИЧ, ТРЕТЯК КСЕНІЯ СЕРГІЇВНА, РЕМХА ЮРІЙ СТЕПАНОВИЧ (73) ГОЛОВЧЕНКО ВОЛОДИМИР ОЛЕКСІЙОВИЧ, ПОМАЗАН СЕРГІЙ ГРИГОРОВИЧ, ПОМАЗАН МИРОСЛАВ СЕРГІЙОВИЧ, ТРЕТЯК КСЕНІЯ СЕРГІЇВНА, РЕМХА ЮРІЙ СТЕПАНОВИЧ 3 Згідно [5] для досягнення підняття ресурсу були проведені пошукові процеси формування бурта. А саме: пресова посадка кільця, наварка бурта електрозварюванням, наплавка автогеном, висадження з неконтролюємим охолодженням, теж з контролюємим охолодженням в тому числі з високим отпуском при азотуванні. Але досягнуті при цьому результати в частині забезпечення ресурсу штанг знаходяться в межах від 10 до 607 шпурометрів за умови оббурювання породи міцністю 810 одиниць по шкалі проф. Протод'яконова з швидкістю до одного метра за хвилину є меншим за нормативне значення від 1300 шпурометрів. При цьому останнім аналогом не були враховані впливи на конструктивний елемент кривизни штанги і як наслідок дії на нього процесів забурювання та буріння в частині знакозмінних моментів на кожен оберт штанги, також можливість втомленосного руйнування із-за дії обезвуглеродженого прошарку поверхонь металопрокату, мікротріщин, тощо. Вказане не дозволяє використати в повній мірі наведені процеси формування конструктивних елементів для підняття надійності. Більш близьким до пропонованого процесу є спосіб виготовлення бурових штанг для бурильних машин ударної дії [6]. Згідно даного аналогу мають місце слідуючі етапи: формування пустотілої заготовки металопрокату, її деформування, термічна та механічна обробка, формування конструктивних елементів нарізанням та їх послідуючим ущільненням. При цьому деформування металопрокату виконують при співвідношенні його зовнішнього розміру до товщини стінки в межах від 3,3 до 6, а формування конструктивних елементів виконують на кінцевих дільницях заготовки спочатку тиском для заданих розмірів потовщення стінок, а потім нарізанням, використовуючи (при дії тиском) явище пластичної деформації нагрітої заготовки і контролюють її охолодження. Недоліками наведених процесів є відсутність впливу на внутрішній канал заготовки в частині його очищення від дефектів прокату по всій його довжині, приведення у відповідність кривизни заготовки, не контрольованість температури її нагрівання, оптимізації температури для досягнення в послідуючому при хімічно-термічній обробці найбільшої твердості зовнішньої поверхні, які разом суттєво впливають на показники якості бурових штанг. Найбільш близьким технічним рішенням - прототипом заявляємій корисній моделі за цільовим використанням, операціям реалізації, їх послідовності та енергетичним потокам відповідає спосіб виготовлення бурових штанг в слідуючій сукупності етапів, а саме: використовують товстостінну трубну заготовку заданих довжини, термічної обробки і співвідношення зовнішнього діаметра до товщини стінки, виконують поділ заготовки на мірні відрізки, кривизну яких доводять до технологічно обґрунтованої величини і піддають механічній обробці їх торці, зовнішню і внутрішню поверхні. При обробці внутрішньої поверхні заготовки, тобто промивочного каналу штанги, використовують потік абразивнонасиченої пульпи, якому надають відповідну швидкість та співвідношення абразив 52524 4 них наповнювачів. В свою чергу процес формування конструктивних елементів штанги реалізують через нагрівання кінців заготовки та їх пластичну деформацію при заданих температурі і дії деформуючого джерела енергії. Також мають місце етапи хімічно-термічної обробки заготовки шляхом азотування, загартування торців та часткового по довжині каналу електрохімічного впливу [7]. Але при прогресивності і повноті технологічних етапів виготовлення бурових штанг, послідовності і місця їх в загальному процесі згідно прототипу питання надійності конструктивних елементів залишились вирішеними в не повному обсязі. Вивчення причин недостатності ресурсу штанги із-за відмов конструктивних елементів виявило слідуюче: 1. В основу формування технологічних етапів прототипу покладено принцип побудови штангової заготовки як суцільного середовища. 2. В дійсності процеси, виникаючі в металопрокаті при дії пластичної деформації визначаються їх полікристалічною структурою. Остання складається в процесі виготовлення металопрокату і має вигляд об'єднаних ланцюжків строго орієнтованих кристалів. 3. Цілісність та орієнтованість вказаних полікристалічних ланцюгів критична до дії пластичної деформації, рівня температури та енергії осадження, в тому числі динаміки впливу і потребують своєї оптимізації. 4. При невиконання оптимізації впливів на форму штангової заготовки в місцях розміщення конструктивних елементів виникають пориви початково сформованих полікристалічних ланцюжків і, як наслідок, створюються концентратори напружень. Останні в свою чергу додатково породжують місцеві напруження. На практиці при експлуатації бурових штанг і дії багаторазових динамічних (до 3000 раз на хвилину) ударів в зоні осередку (очага - рус.) концентрації приведе до створення та подальшого розвитку тріщин з послідуючим втомленосним руйнуванням конструктивного елемента. 5. Згідно літератури (В.Н. Федосеев. Сопротивление материалов. M., «Наука», 1986, 512 с, с. 393-395) «... при циклическом нагружении явление концентрации требует особого внимания - находит свое выражение на практике в виде плавных обводов, увеличенных радиусов закругления, ... и т.п. Однако подобные приемы могут только снизить вредное влияние ..., но не исключить их полностью». Останнє присутнє в умовах реалізованого прототипу і зумовлює пошуки оптимізованих дій при формуванні процесу виготовлення вказаних конструктивних елементів. Наведений аналіз і практичні результати дозволили для бурових сталей типу 55С2, 60С2ХФА, 95ХМА та 28ХГНЗМА визначити оптимальні рівні меж температури нагрівання кінців металопрокату штангової заготовки, енергії осадження та сформувати задачу і склад відмітної частини формули корисної моделі. Задача корисної моделі - технологічно кероване забезпечення підвищення ресурсу конструктивних елементів бурових штанг. Поставлену задачу вирішують тим, що в процесі формування конструктивних елементів буро 5 вих штанг шляхом пластичної деформації нагрітого металу використовують товстостінну трубну заготовку заданих довжини, кривизни, термічної обробки та співвідношення зовнішнього діаметра до товщини стінки, який відрізняється тим, що нагрівання кінців заготовки виконують в межах до виникнення рекристалізації металу, а пластичну деформацію кінців заготовки реалізують за умови збереження цілісності полікристалічної структури металопрокату. Далі заготовку природно охолоджують, традиційно нарізанням виконують обробку осадженого металу, забезпечують чистоту поверхонь, піддають її (заготовку) хімічно-термічній обробці шляхом каталітичного газового азотування та загартовують енергопередаючі торці штанги. Завдяки керованих дій згідно відмітної частини формули корисної моделі, тобто оптимізованих температури нагрівання кінцевих дільниць штангової заготовки і механічного на них впливу з метою осадження металу (пластичної деформації) досягнуто зняття явища створення концентрації напружень та як наслідок рішення питання підвищення ресурсу конструктивних елементів і штанги в цілому. Порівняльний аналіз запропонованого процесу з відомим рівнем техніки у відповідності наведеним джерелам інформації та виконаним практичним у виготовленні і експлуатації наробкам не виявив його (рівня) впливу на досягнення позитивного результату згідно поставленої задачі. Таким чином, пропоноване технічне рішення відповідає вимогам корисності і новизни, призначене для використання у промисловості, зокрема у галузях добування корисних копалин, енергетичному і транспортному будівництві, здійснене за допомогою конструкційних легованих сталей на діючому машинобудівному обладнанні, промислово освоєних металургійною та машинобудівною галузями, по своїй якості і технічному рівню є імпортозамініючою і експортноспроможною продукцією; рішення здійснене також на засадах визнаних наукових методів і при його реалізації в умовах гірничих робіт забезпечується досягнення практичного результату, чим виконано вимоги промислової придатності, які вбачали автори. Крім того, ознаки відмітної частини знайшли своє використання при формуванні різьбової частини 38 К2/1" (діаметр 38 мм, різьба круглоупорна, дві нитки на один дюйм) бурових штанг з металопрокату діаметром 33 мм, призначених для роботи з потужними гідроперфораторами (ударна потужність ≤20 кВт, при частоті ударів до 6000 на хвилину). Суть корисної моделі пояснюється описом технологічних операцій пропонованого процесу та відповідними кресленнями (Фігури 1, 2, 3). Трубний товстостінний металопрокат у вигляді циліндричних прутків бурових пустотілих гарячекатаних із, наприклад, легованої сталі 28ХГНЗМА (ТУ 14-15370-98 або ТУ 14-1-681-73) довжиною до 6 мет 33 9 1,,2 1 0 мм, твердістю ≤54 HRC, рів, діаметром кривизною ≤3...4 мм на 1000 мм довжини надходить до виробника штанг. При цьому металопрокат має поверхневі дефекти у вигляді обезвугле 52524 6 родженого прошарку - ≤0,3 мм, мікротріщин - ≤0,6 мм, розкатаних забруднень в т.ч. шлакових, пузирів, окалини, тощо - ≤0,3 мм. Наведені дефекти прокату негативно впливають на показники призначення штанг в частині втомленесного і концентраторного руйнування. Також наведені дефекти поверхонь (зовнішньої та промивочного каналу) заготовки обмежують можливість в повній мірі досягнення потенційних можливостей легованих сталей і потребують свого зняття. Крім того,значна твердість заготовок (≤54 HRC) породжує труднощі їх механічної обробки і неможливість якісного хімічно-термічного азотування. Після вхідного контролю металопрокату останній з використанням стрічковопилкового верстату піддають поділу на мірні відрізки. Відрізок зображено на фіг. 1 у складі власне ставу 1, внутрішнього каналу 2, торців 3, поверхневих дефектів 4. Далі мірний відрізок піддають відпусканню значенням температури за умови зменшення твердості металу з ≤54 HRC до 33-34 HRC і досягнення при послідуючому азотуванні твердості 75-80 HRA, також піддають правці на пресовому обладнанні до величини непрямолінійності ≤0,1 %, механічній обробці поверхонь від наведених вище дефектів 4, підрізають торці 3, точать фаски, галтелі і закруглення. Обробку зовнішньої поверхні (ставу 1) відрізка виконують на безцентрово-шліфовальному верстаті. Зняття дефектів 4 внутрішнього каналу 2 реалізують з допомогою абразивнонасиченої пульпи шляхом її інтенсивного проходження каналом 2 з швидкістю, перевищуючою осадність абразивного наповнювача. Таким чином виконані операції впливу на відрізок бурової сталі (порізка, відпускання, правка, очищення поверхонь від дефектів, підрізання торців, точіння перехідних елементів, тощо) забезпечили підготовку до власне процесу формування конструктивних елементів бурових штанг. За наведеними підготовчими етапами послідовно виконують нагрівання кінців заготовки та осадження її металу на основі пластичної деформації. При цьому, як правило, нагрівання кінців виконують з використанням генератора струмів високої частоти до значення температури згідно [6, 7] 1150-1200°С. Вказані межі температури штангової заготовки з урахуванням інформації про структурні зміни в металі у відповідності з діаграмою стану легованих сталей при впливах на неї наведених температур свідчать про наступне. В металі нагрітих кінців штангової заготовки відбувається рекристалізація (Э. Зибель. Горячая обработка давлением. Werkstoff-Handbuch Stahl und Eisen, 1953, Verlag Stahleisen M.B.H. Dusseldorf, 919 s., s. 764-773) полікристалічних структур. При охолодженні наведені структури займають положення відмінне від кристалічних ланцюжків метала власне ставу 1 (фіг. 1). Тобто природно на межі кінців і власне ставу 1 штанги створюються наведені вище концентратори напружень з відповідними впливами на надійність штанги при їх експлуатації. Останнє визначило необхідність введення в процес формування конструктивних елементів нового етапу, а саме оптимізації температури нагрівання кінців за умови паритетності збереження єдності полікристалічної структури металу по дов 7 52524 жині заготовки та набуття при оптимальній температурі нагрівання кінців відповідного рівня показників пластичної деформації. Згідно проведених досліджень оптимізована зона температури нагрівання металу для легованих бурових сталей знаходиться в межах від 750 до 985°С. За межею верхнього значення температури має місце помітний процес рекристалізацій, повне його завершення наступає при значеннях 1145-1150°С. Для осадження до заданих форм кінців штангової заготовки (шестигранник, бурт, конус)використовують універсальну ковальську машину типу УКМП на основі пневматичного джерела енергії осадження. Згідно прототипу корисної моделі енергія впливів на розігріті кінці заготовки знаходиться в межах ≥190,314 джоулів (інформація з Актуприймальних випробувань ковальської машини УКМП) при частоті впливів 1100-1400 тиснень за хвилину. Аналіз механіки осадження нагрітого металу виявив, в межах температурної зони нагрівання заготовки і збереження при цьому полікристалічних ланцюжків, має місце критичність забезпечення їх цільності від рівня енергії впливу та характеру його дії в частині жорсткості зовнішньої характеристики джерела енергії. Останнє разом визначило пошук оптимізованої дії джерела енергії осадження при процесі формування конструктивних елементів бурових штанг. Такою величиною згідно комп'ютерного моделювання енергії осаджень (так званого «м'якого впливу») при температурі металопрокату штангової заготовки з легованої сталі (в межах до 985°С) є значення ≤150 Дж. Таким чином наведені оптимізовані і взаємозв'язані значення температури нагрівання і енергії осадження металу в процесі формування конструктивних елементів бурових штанг дозволили вирішити поставлену задачу пропонованої корисної моделі. На кресленнях фіг. 2 та фіг. 3 відображено бурову штангу з сформованими конструктивними елементами, де 5 - бурт, 6 - шестигранник, 7 - посадочний конус під бурову коронку. Після формування конструктивних елементів їх оброблюють відповідним верстатним забезпе Комп’ютерна верстка Д. Шеверун 8 ченням (шестигранник 6 - вертикально-фрезерним верстатом; бурт 5 - токарним; конус 7 - токарноревольверним та круглошліфувальним); став 1 заготовки піддають обробці на безцентровошліфовальному верстаті, а промив очний канал дією абразивнонаповненою пульпи. Далі підготовлену заготовку (її поверхні) ущільнюють за допомогою каталітичного газового азотування. Останньою операцією процесу формування конструктивних елементів є загартування торців 3 до твердості в 50-55 HRC. Наведений перелік етапів процесу формування конструктивних елементів і штанги в цілому дозволив створити імпортозаміщуючий та експортноспроможний машинобудівний виріб з рішенням питань згідно поставленої задачі корисної моделі. Джерела інформації: 1. ОСТ 24.073.06.81. Штанги буровые и муфты к ним для подземных буровых станков и бурильных установок. Конструкция и размеры. 1981. 2. Рекламні проспекти на перфоратори і бурильні головки, виробництва ВАТ «Криворіжгірмаш», м. Кривий Ріг, 2008, E-mail: kzgm@alba.dp ua. 3. Буровой инструмент Secoroc. Каталог продукции - перфораторное оборудование Atlas Copco Secoroc AB, 2006, 80 с., с. 5, www.atlascopco.com. 4. Каталог горношахтного и строительного оборудования Atlas Copco, 2008, 64 с., с. 19-23, www.atlascopco.ru. 5. Разработка технологии изготовления надежного бурового инструмента из пустотелого проката, определение необходимых номенклатуры и объемов потребления бурового инструмента народным хозяйством страны, разработка рекомендаций по организации его централизованного производства на предприятиях Минчермета СССР. Отчет о научно-исследовательской работе 2.2-2-Э-40-88-Р. Институт НИГРИ, г. Кривой Рог, 1989, 166 с, с. 55-56. 6. UA № 10725А, С 23 С 8/24, Е 21 В 17/00, Е 21 В Н 3/04, Е 21 В 19/06, 25.12.1996. Бюл. № 4. 7. UA № 82160, С2, Е 21 В 17/00, С 23 С 8/24,11.03.2008. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюProcess of formation of structural elements of drilling rods
Автори англійськоюHolovchenko Volodymyr Oleksiiovych, Pomazan Serhii Hryhorovych, Pomazan Mykoslav Serhiiovych, Tretiak Ksenia Serhiivna, Remkha Yurii Stepanovych
Назва патенту російськоюПроцесс формирования конструктивных элементов буровых штанг
Автори російськоюГоловченко Владимир Алексеевич, Помазан Сергей Григорьевич, Помазан Мирослав Сергеевич, Третьяк Ксения Сергеевна, Ремха Юрий Степанович
МПК / Мітки
МПК: C23C 8/24, E21B 17/00
Мітки: процес, бурових, елементів, штанг, формування, конструктивних
Код посилання
<a href="https://ua.patents.su/4-52524-proces-formuvannya-konstruktivnikh-elementiv-burovikh-shtang.html" target="_blank" rel="follow" title="База патентів України">Процес формування конструктивних елементів бурових штанг</a>
Напрямний пристрій для бурових штанг
Номер патенту: 11756
Опубліковано: 16.01.2006
Автори: Сурело Володимир Олександрович, Рутковський Олександр Юрійович
МПК: E21B 19/00
Мітки: напрямний, пристрій, бурових, штанг
Формула / Реферат:
1. Напрямний пристрій для бурових штанг, який містить корпус, напрямну обойму з отвором для проходу бурової штанги і пружні елементи, який відрізняється тим, що у корпусі концентрично встановлені підшипник, зовнішня і напрямна обойми з рівномірно розташованими по колам гніздами, у яких розміщені пружні елементи, які виконані у вигляді циліндрів, при цьому обойми встановлені через пружні елементи з зазором між ними, рівним або більшим...
Напрямний пристрій для бурових штанг
Номер патенту: 8712
Опубліковано: 15.08.2005
Автори: Рутковський Максим Олександрович, Рутковський Олександр Юрійович, Сурело Володимир Олександрович
МПК: E21B 19/00
Мітки: штанг, напрямний, бурових, пристрій
Формула / Реферат:
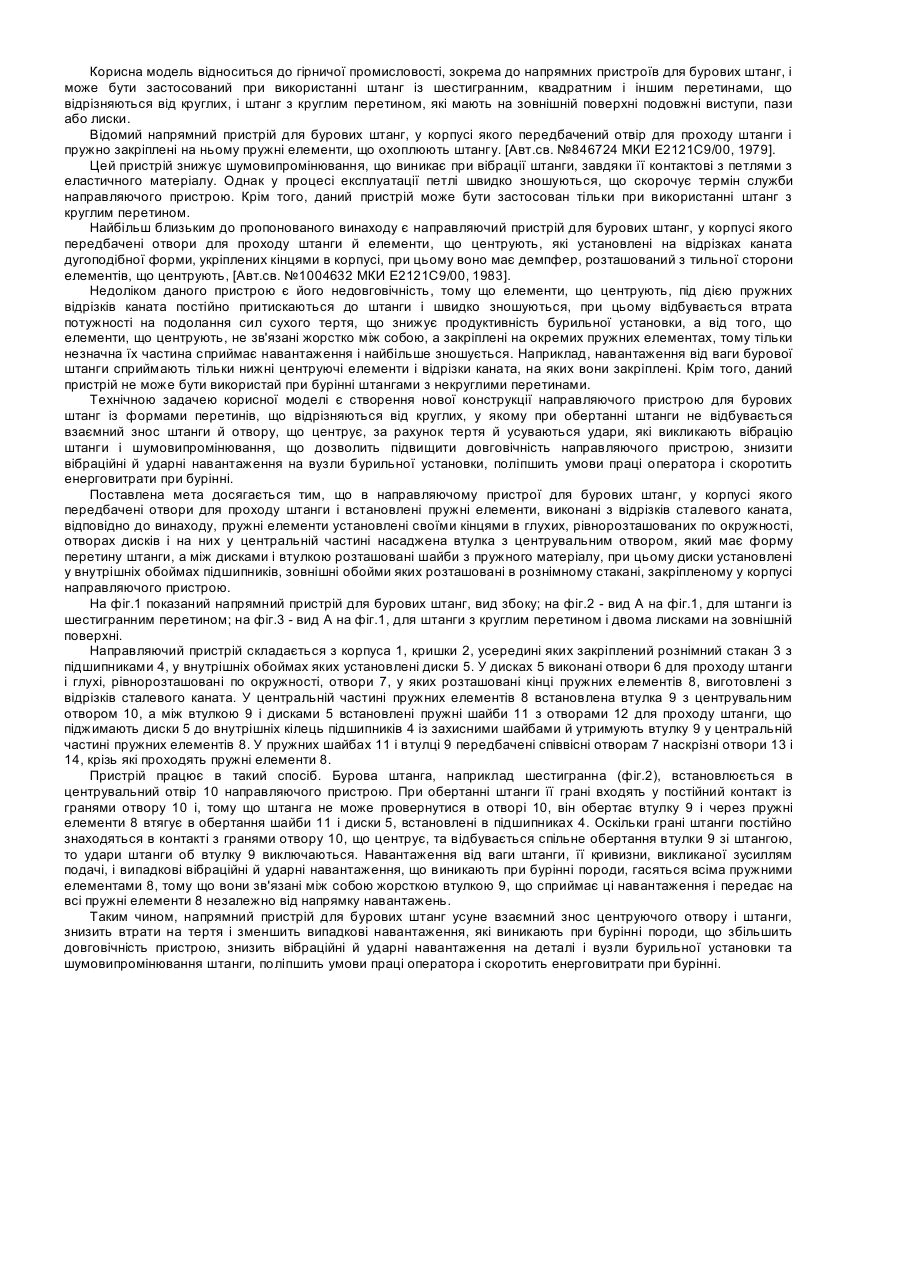
Напрямний пристрій для бурових штанг, що містить корпус у якому передбачені отвори для проходу штанги і встановлені пружні елементи, виконані з відрізків сталевого каната, який відрізняється тим, що пружні елементи установлені своїми кінцями в глухих, рівно розташованих по окружності отворах дисків, і на них у центральній частині насаджена втулка з центрувальним отвором, який має форму перерізу штанги, а між дисками і втулкою розташовані...
Напрямний пристрій для бурових штанг
Номер патенту: 8002
Опубліковано: 15.07.2005
Автори: Сурело Володимир Олександрович, Рутковський Максим Олександрович, Рутковський Олександр Юрійович
МПК: E21B 19/00
Мітки: пристрій, напрямний, бурових, штанг
Формула / Реферат:
Напрямний пристрій для бурових штанг, у якому передбачені отвори для проходу штанги і встановлені пружні елементи, який відрізняється тим, що корпус з'єднаний з основою за допомогою відрізків каната, одні кінці яких закріплені в різьбових втулках, встановлених у стійках основи, а інші розташовані в співвісних взаємно перпендикулярних отворах корпуса з можливістю подовжнього зміщення в ньому, при цьому в корпусі послідовно встановлені...
Направляючий пристрій для бурових штанг
Номер патенту: 9981
Опубліковано: 17.10.2005
Автори: Сурело Володимир Олександрович, Рутковський Олександр Юрійович
МПК: E21B 19/00
Мітки: направляючий, пристрій, штанг, бурових
Формула / Реферат:
1. Направляючий пристрій для бурових штанг, корпус якого має отвори для проходу бурової штанги та містить пружні елементи, виконані з відрізків сталевого каната, закріплені своїми кінцями в корпусі, та центруючі елементи, установлені на пружних елементах, який відрізняється тим, що кожний із пружних елементів одним з кінців жорсткозакріплений у втулці, яка має зовнішню різь і лиски, та встановлений цим кінцем в одному із співвісних...
Спосіб виготовлення бурових штанг для бурильних машин ударнообертової дії
Номер патенту: 82160
Опубліковано: 11.03.2008
Автори: Головченко Володимир Олексійович, Помазан Сергій Григорович
МПК: C23C 8/24, E21B 17/00
Мітки: бурових, штанг, виготовлення, ударнообертової, машин, бурильних, спосіб, дії
Формула / Реферат:
Спосіб виготовлення бурових штанг для бурильних машин ударно-обертової дії, при якому використовують товстостінну трубну заготовку заданих довжини, параметрів термічної обробки і співвідношення зовнішнього діаметра і товщини стінки, виконують поділ заготовки на мірні відрізки, кривизну яких доводять до технологічно обґрунтованої величини та піддають механічній обробці їх торці і зовнішню поверхню, після чого нагрівають та деформують кінці...
Попередній патент: Мікропроцесорний вимірювач поляризаційного опору
Наступний патент: Механізм розрізання деталей низу взуття по товщині
Випадковий патент: Перехідник вентиля барила з обмеженням витрати