Верстат для гарячого закочування кінців трубчастих заготівок
Номер патенту: 52955
Опубліковано: 15.01.2003
Автори: Капорович Світлана Володимирівна, Капорович Світлана Едуардівна, Послушняк Олексій Володимирович
Формула / Реферат
1. Верстат для гарячого закочування кінців трубчастих заготівок, що містить змонтовані на загальній станині обертовий шпиндель для кріплення заготівки, інструмент, що формує, який має можливість повороту навколо осі, перпендикулярної осі шпинделя, а також штовхач заготівок, який відрізняється тим, що формуючий інструмент виконаний складеним з дисків, розміщених на поворотній втулці ковзання, центр повороту якої збігається з віссю повороту формуючого інструмента, а привід повороту встановлений на станині і шарнірно зв'язаний з інструментом.
2. Верстат за п. 1, який відрізняється тим, що втулка ковзання розміщена на підшипниках кочення, які встановлені на поворотній осі формуючого інструмента, при цьому товщину дисків вибирають за умови можливості їх повороту відносно один одного і відносно втулки ковзання в процесі деформації.
Текст
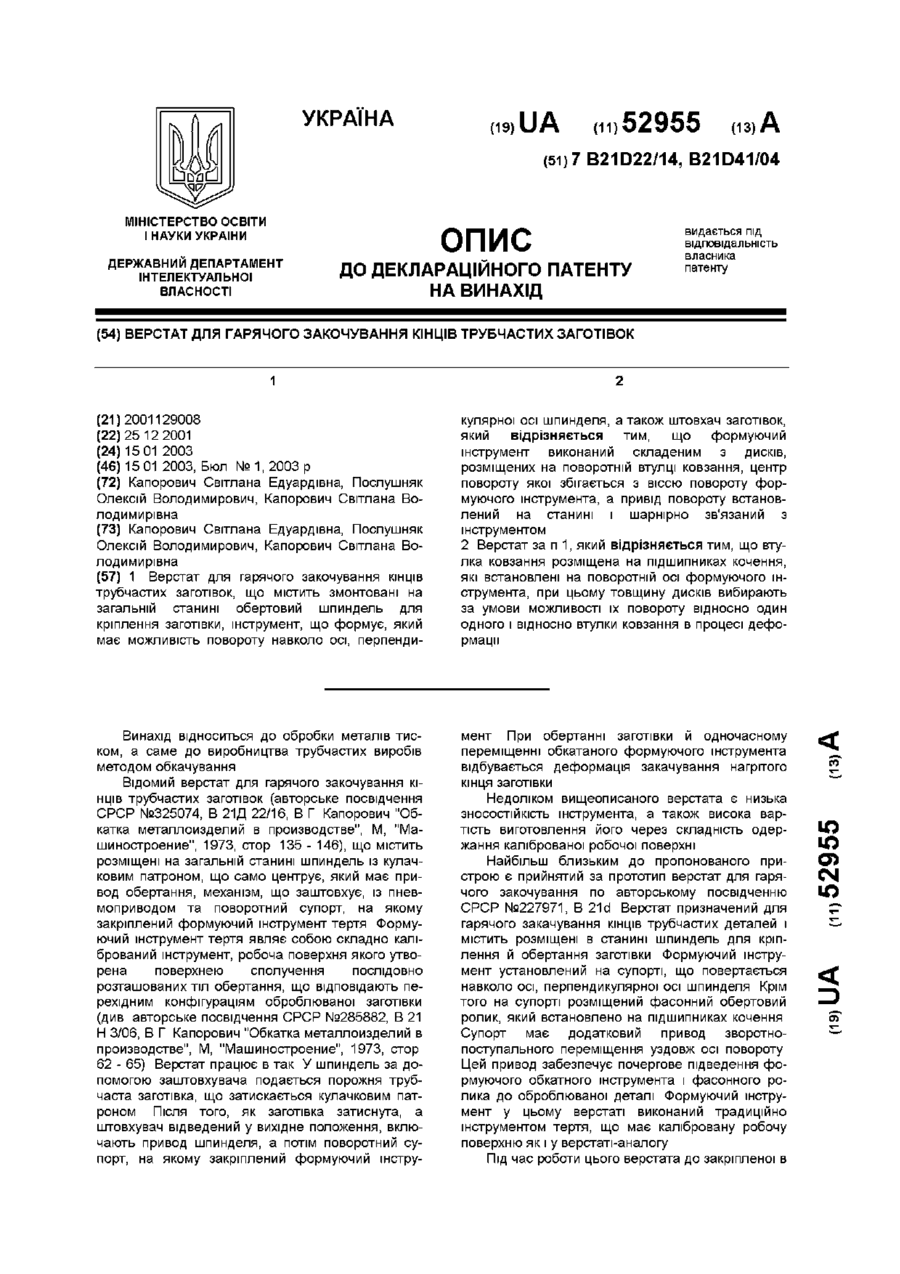
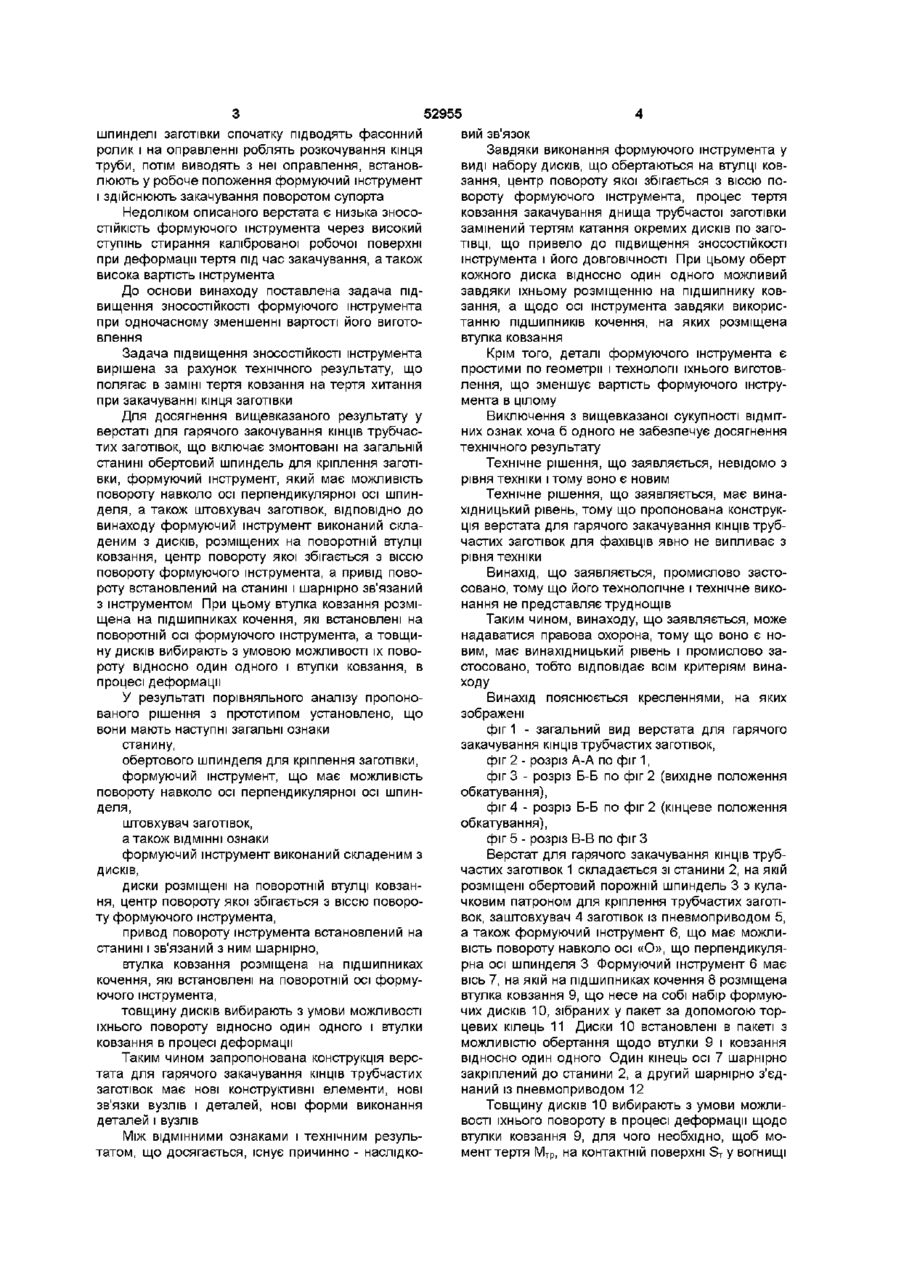
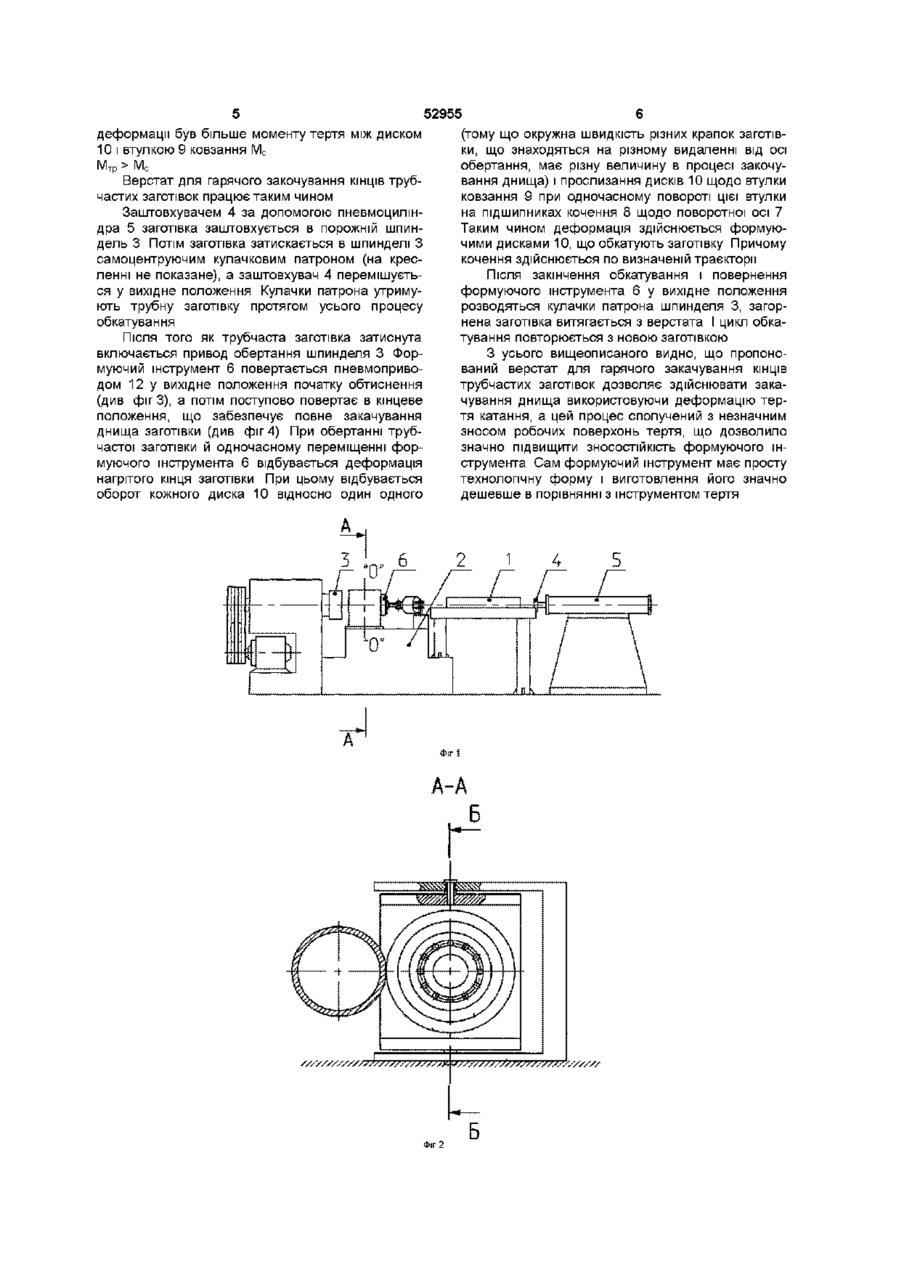
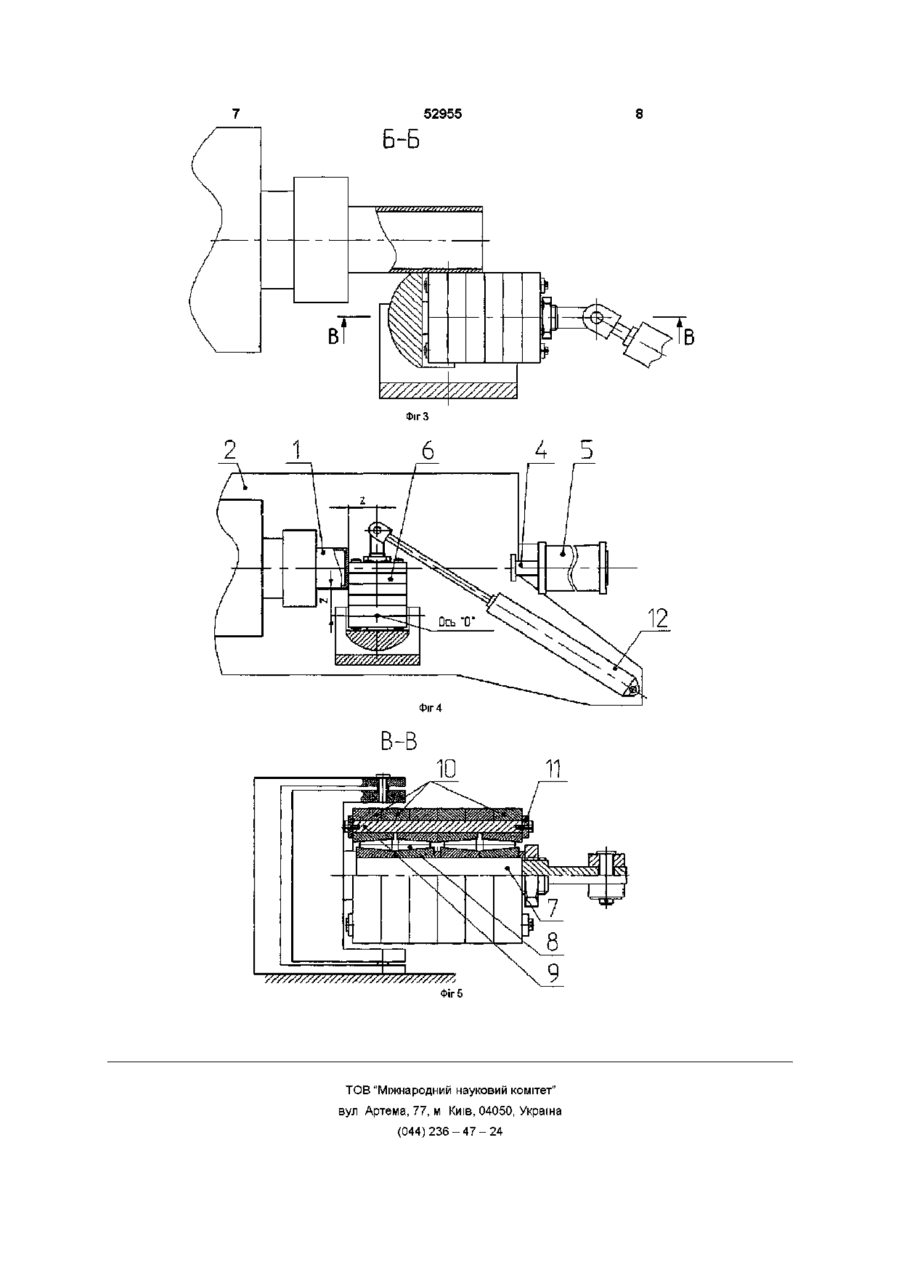
1 Верстат для гарячого закочування КІНЦІВ трубчастих заготівок, що містить змонтовані на загальній станині обертовий шпиндель для кріплення заготівки, інструмент, що формує, який має можливість повороту навколо осі, перпенди кулярної осі шпинделя, а також штовхач заготівок, який відрізняється тим, що формуючий інструмент виконаний складеним з дисків, розміщених на поворотній втулці ковзання, центр повороту якої збігається з віссю повороту формуючого інструмента, а привід повороту встановлений на станині і шарнірно зв'язаний з інструментом 2 Верстат за п 1, який відрізняється тим, що втулка ковзання розміщена на підшипниках кочення, які встановлені на поворотній осі формуючого інструмента, при цьому товщину дисків вибирають за умови можливості їх повороту відносно один одного і відносно втулки ковзання в процесі деформації Винахід відноситься до обробки металів тиском, а саме до виробництва трубчастих виробів методом обкачування Відомий верстат для гарячого закочування КІНЦІВ трубчастих заготівок (авторське посвідчення СРСР №325074, В 21Д 22/16, В Г Капорович "Обкатка металлоизделий в производстве", М, "Машиностроение", 1973, crop 135 - 146), що містить розміщені на загальній станині шпиндель із кулачковим патроном, що само центрує, який має привод обертання, механізм, що заштовхує, із пневмоприводом та поворотний супорт, на якому закріплений формуючий інструмент тертя Формуючий інструмент тертя являє собою складно калібрований інструмент, робоча поверхня якого утворена поверхнею сполучення послідовно розташованих тіл обертання, що відповідають перехідним конфігураціям оброблюваної заготівки (див авторське посвідчення СРСР №285882, В 21 Н 3/06, В Г Капорович "Обкатка металлоизделий в производстве", М, "Машиностроение", 1973, crop 62 - 65) Верстат працює в так У шпиндель за допомогою заштовхувача подається порожня трубчаста заготівка, що затискається кулачковим патроном Після ТОГО, ЯК заготівка затиснута, а штовхувач відведений у вихідне положення, включають привод шпинделя, а потім поворотний супорт, на якому закріплений формуючий інстру мент При обертанні заготівки й одночасному переміщенні обкатаного формуючого інструмента відбувається деформація закачування нагрітого кінця заготівки Недоліком вищеописаного верстата є низька ЗНОСОСТІЙКІСТЬ інструмента, а також висока вартість виготовлення його через складність одержання каліброваної робочої поверхні Найбільш близьким до пропонованого пристрою є прийнятий за прототип верстат для гарячого закочування по авторському посвідченню СРСР №227971, В 21 d Верстат призначений для гарячого закачування КІНЦІВ трубчастих деталей і містить розміщені в станині шпиндель для кріплення й обертання заготівки Формуючий інструмент установлений на супорті, що повертається навколо осі, перпендикулярної осі шпинделя Крім того на супорті розміщений фасонний обертовий ролик, який встановлено на підшипниках кочення Супорт має додатковий привод зворотнопоступального переміщення уздовж осі повороту Цей привод забезпечує почергове підведення формуючого обкатного інструмента і фасонного ролика до оброблюваної деталі Формуючий інструмент у цьому верстаті виконаний традиційно інструментом тертя, що має калібровану робочу поверхню як і у верстаті-а налогу Під час роботи цього верстата до закріпленої в ю ю о> ю 52955 шпинделі заготівки спочатку підводять фасонний ролик і на оправленні роблять розкочування кінця труби, потім виводять з неї оправлення, встановлюють у робоче положення формуючий інструмент і здійснюють закачування поворотом супорта Недоліком описаного верстата є низька ЗНОСОСТІЙКІСТЬ формуючого інструмента через високий ступінь стирання каліброваної робочої поверхні при деформації тертя під час закачування, а також висока вартість інструмента До основи винаходу поставлена задача підвищення ЗНОСОСТІЙКОСТІ формуючого інструмента при одночасному зменшенні вартості його виготовлення Задача підвищення ЗНОСОСТІЙКОСТІ інструмента вирішена за рахунок технічного результату, що полягає в заміні тертя ковзання на тертя хитання при закачуванні кінця заготівки Для досягнення вищевказаного результату у верстаті для гарячого закочування КІНЦІВ трубчастих заготівок, що включає змонтовані на загальній станині обертовий шпиндель для кріплення заготівки, формуючий інструмент, який має можливість повороту навколо осі перпендикулярної осі шпинделя, а також штовхувач заготівок, ВІДПОВІДНО ДО винаходу формуючий інструмент виконаний складеним з дисків, розміщених на поворотній втулці ковзання, центр повороту якої збігається з віссю повороту формуючого інструмента, а привід повороту встановлений на станині і шарнірно зв'язаний з інструментом При цьому втулка ковзання розміщена на підшипниках кочення, які встановлені на поворотній осі формуючого інструмента, а товщину дисків вибирають з умовою можливості їх повороту відносно один одного і втулки ковзання, в процесі деформації У результаті порівняльного аналізу пропонованого рішення з прототипом установлено, що вони мають наступні загальні ознаки станину, обертового шпинделя для кріплення заготівки, формуючий інструмент, що має можливість повороту навколо осі перпендикулярної осі шпинделя, штовхувач заготівок, а також ВІДМІННІ ознаки формуючий інструмент виконаний складеним з дисків, диски розміщені на поворотній втулці ковзання, центр повороту якої збігається з віссю повороту формуючого інструмента, привод повороту інструмента встановлений на станині і зв'язаний з ним шарнірно, втулка ковзання розміщена на підшипниках кочення, які встановлені на поворотній осі формуючого інструмента, товщину дисків вибирають з умови можливості їхнього повороту відносно один одного і втулки ковзання в процесі деформації Таким чином запропонована конструкція верстата для гарячого закачування КІНЦІВ трубчастих заготівок має нові конструктивні елементи, нові зв'язки вузлів і деталей, нові форми виконання деталей і вузлів Між ВІДМІННИМИ ознаками і технічним результатом, що досягається, існує причинно - наслідко вии звязок Завдяки виконання формуючого інструмента у виді набору дисків, що обертаються на втулці ковзання, центр повороту якої збігається з віссю повороту формуючого інструмента, процес тертя ковзання закачування днища трубчастої заготівки замінений тертям катання окремих дисків по заготівці, що привело до підвищення ЗНОСОСТІЙКОСТІ інструмента і його ДОВГОВІЧНОСТІ При цьому оберт кожного диска відносно один одного можливий завдяки їхньому розміщенню на підшипнику ковзання, а щодо осі інструмента завдяки використанню ПІДШИПНИКІВ кочення, на яких розміщена втулка ковзання Крім того, деталі формуючого інструмента є простими по геометрії і технології їхнього виготовлення, що зменшує вартість формуючого інструмента в цілому Виключення з вищевказаної сукупності ВІДМІТНИХ ознак хоча б одного не забезпечує досягнення технічного результату Технічне рішення, що заявляється, невідомо з рівня техніки і тому воно є новим Технічне рішення, що заявляється, має винахідницький рівень, тому що пропонована конструкція верстата для гарячого закачування КІНЦІВ трубчастих заготівок для фахівців явно не випливає з рівня техніки Винахід, що заявляється, промислово застосовано, тому що його технологічне і технічне виконання не представляє труднощів Таким чином, винаходу, що заявляється, може надаватися правова охорона, тому що воно є новим, має винахідницький рівень і промислово застосовано, тобто відповідає всім критеріям винаходу Винахід пояснюється кресленнями, на яких зображені фіг 1 - загальний вид верстата для гарячого закачування КІНЦІВ трубчастих заготівок, фіг 2 - розріз А-А по фіг 1, фіг 3 - розріз Б-Б по фіг 2 (вихідне положення обкатування), фіг 4 - розріз Б-Б по фіг 2 (кінцеве положення обкатування), фіг 5 - розріз В-В по фіг З Верстат для гарячого закачування КІНЦІВ трубчастих заготівок 1 складається зі станини 2, на якій розміщені обертовий порожній шпиндель 3 з кулачковим патроном для кріплення трубчастих заготівок, заштовхувач 4 заготівок із пневмоприводом 5, а також формуючий інструмент 6, що має можливість повороту навколо осі «О», що перпендикулярна осі шпинделя 3 Формуючий інструмент 6 має вісь 7, на якій на підшипниках кочення 8 розміщена втулка ковзання 9, що несе на собі набір формуючих дисків 10, зібраних у пакет за допомогою торцевих кілець 11 Диски 10 встановлені в пакеті з можливістю обертання щодо втулки 9 і ковзання відносно один одного Один кінець осі 7 шарнірно закріплений до станини 2, а другий шарнірно з'єднаний із пневмоприводом 12 Товщину дисків 10 вибирають з умови можливості їхнього повороту в процесі деформації щодо втулки ковзання 9, для чого необхідно, щоб момент тертя М тр , на контактній поверхні ST у вогнищі деформації був більше моменту тертя між диском 10 і втулкою 9 ковзання Мс М тр > Мс Верстат для гарячого закочування КІНЦІВ трубчастих заготівок працює таким чином Заштовхувачем 4 за допомогою пневмоциліндра 5 заготівка заштовхується в порожній шпиндель 3 Потім заготівка затискається в шпинделі З самоцентруючим кулачковим патроном (на кресленні не показане), а заштовхувач 4 перемішується у вихідне положення Кулачки патрона утримують трубну заготівку протягом усього процесу обкатування Після ТОГО ЯК трубчаста заготівка затиснута включається привод обертання шпинделя 3 Формуючий інструмент 6 повертається пневмоприводом 12 у вихідне положення початку обтиснення (див фігЗ), а потім поступово повертає в кінцеве положення, що забезпечує повне закачування днища заготівки (див фіг 4) При обертанні трубчастої заготівки й одночасному переміщенні формуючого інструмента 6 відбувається деформація нагрітого кінця заготівки При цьому відбувається оборот кожного диска 10 відносно один одного 52955 (тому що окружна швидкість різних крапок заготівки, що знаходяться на різному видаленні від осі обертання, має різну величину в процесі закочування днища) і прослизання дисків 10 щодо втулки ковзання 9 при одночасному повороті цієї втулки на підшипниках кочення 8 щодо поворотної осі 7 Таким чином деформація здійснюється формуючими дисками 10, що обкатують заготівку Причому кочення здійснюється по визначеній траєкторії Після закінчення обкатування і повернення формуючого інструмента 6 у вихідне положення розводяться кулачки патрона шпинделя 3, загорнена заготівка витягається з верстата І цикл обкатування повторюється з новою заготівкою З усього вищеописаного видно, що пропонований верстат для гарячого закачування КІНЦІВ трубчастих заготівок дозволяє здійснювати закачування днища використовуючи деформацію тертя катання, а цей процес сполучений з незначним зносом робочих поверхонь тертя, що дозволило значно підвищити ЗНОСОСТІЙКІСТЬ формуючого інструмента Сам формуючий інструмент має просту технологічну форму і виготовлення його значно дешевше в порівнянні з інструментом тертя Фіг 1 Фіг 2 52955 Б-Б Фіг З А 2 5 '///////////////У////////////////, Фіг 5 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюWorkbench for hot beading of ends of tubular half-finished products
Автори англійськоюKaporovych Svitlana Eduardivna, Poslushniak Oleksii Volodymyrovych
Назва патенту російськоюСтанок для горячей закатки концов трубчатых заготовок
Автори російськоюКапорович Светлана Эдуардовна, Послушняк Алексей Владимирович
МПК / Мітки
МПК: B21D 22/14, B21D 41/00
Мітки: гарячого, закочування, трубчастих, верстат, кінців, заготівок
Код посилання
<a href="https://ua.patents.su/4-52955-verstat-dlya-garyachogo-zakochuvannya-kinciv-trubchastikh-zagotivok.html" target="_blank" rel="follow" title="База патентів України">Верстат для гарячого закочування кінців трубчастих заготівок</a>
Інструмент для обкатування трубчастих заготівок
Номер патенту: 29681
Опубліковано: 15.11.2000
Автори: Середа Віктор Григорович, Денисенко Олександр Анатольович, Пиц Ярослав Євгенович
МПК: B21D 22/18
Мітки: обкатування, трубчастих, інструмент, заготівок
Текст:
...во внутренней полости основания. При этом рабочая часть крепится к основанию, например, винтами, а внутренняя полость - для предотвращения вытекания СОЖ, уплотняется по периметру, например, резиновым шнуром круглого сечения. В основании инструмента выполнены отверстия для подвода СОЖ во внутреннюю полость и к цилиндрическим стаканам. Причем, СОЖ подается во внутреннюю полость под давлением, достаточным для ее вытеснения в зону обкатки, когда...
Верстат для оброблення кінців гумовотканинних конвеєрних стрічок
Номер патенту: 6199
Опубліковано: 29.12.1994
Автори: Хмелєвцов Володимир Володимирович, Ткаченко Олексій Іванович, Черська Ганна Сергіївна, Єнтеліс Марк Давидович, Носко Євген Михайлович, КУЗНЕЦОВ ОЛЕКСАНДР СТЕПАНОВИЧ
МПК: B29D 29/00, B29B 11/00
Мітки: стрічок, кінців, оброблення, верстат, конвеєрних, гумовотканинних
Формула / Реферат:
(57) 1. Станок для разделки концов резинотканевых конвейерных лент, содержащий стол, прижимную балку, эксцентриковые валы, связанные с направляющими, на которых установлена фрезерная головка, отличающийся тем, что он снабжен дополнительной прижимной балкой и каретками, установленными с возможностью перемещения и фиксации на балках, которые рас положены по концам стола напротив друг друга, при этом направляющие надеты на эксцентриковые...
Спосіб різки холодних металевих заготівок
Номер патенту: 31300
Опубліковано: 15.12.2000
Автори: Сизий Юрій Анатолійович, Кулик Генадий Григорович
МПК: B23D 45/00
Мітки: заготівок, спосіб, металевих, холодних, різки
Текст:
...плоским. Така перевага конічного диску над плоским досягається тільки у тому разі якщо нормальна до поверхні заготівки складова зусилля різання має напрямок який проходить крізь центри ваги площин перерізів конічного диска площиною нормальною до цієї складової зусилля різання. При цьому величенна моментів інерції цих перерізів значно більше моментів інерції перерізів плоского диска такого же діаметра і товщини на однаковій відстані від точки...
Спосіб безперервного лиття заготівок
Номер патенту: 41024
Опубліковано: 15.08.2001
Автори: МАХМУДОВ Олександр Гафарович, КРАВЦОВ Владлен Васильович
МПК: B22D 11/16
Мітки: заготівок, безперервного, спосіб, лиття
Формула / Реферат:
Спосіб безперервного лиття заготівок, що включає подачу рідкого металу в герметичний металоприймач, подачу в металоприймач інертного газу під тиском, подачу металу з металоприймача в кристалізатор, безперервне витягування заготівок із кристалізатора, який відрізняється тим, що додатково вимірюють поточну швидкість витягування заготівок із кристалізатора, а поточний тиск інертного газу в металоприймачі встановлюють по...
Спосіб нагрівання сталевих заготівок у нагрівальній печі
Номер патенту: 51118
Опубліковано: 15.11.2002
Автори: Новікова Олена Вікторівна, Курбатов Юрій Леонідович
МПК: C21D 1/34
Мітки: спосіб, нагрівання, заготівок, нагрівальний, сталевих, печі
Формула / Реферат:
Винахід відноситься до оптичного приладобудування і, зокрема, може бути використаний в професійних та побутових цілях для читання чи пошуку дрібних деталей при слабкому освітленні.Відома накладна лупа, яка містить позитивну двовипуклу лінзу, та сферичні зони поверхонь, на яких нанесені дзеркальні покриття. [Авторське свідоцтво SU, №1553939, кл. G02B25/00, 1990].Прете, такій лупі притаманні недоліки через те, що обмежується сфера...
Попередній патент: Адсорбційний тепловий акумулятор
Наступний патент: Прямолінійно направляючий механізм
Випадковий патент: Зварювальний пальник