Касета для тонкостінних циліндричних деталей

Формула / Реферат
Кассета для тонкостенных цилиндрических деталей, содержащая корпус и вкладыш с установленными элементами в виде отверстий под размещаемые в них с гарантированным радиальным зазором детали, отличающаяся тем, что корпус снабжен вертикальными линейными двигателями в виде установленных на полом сердечнике из немагнитного материала чередующихся соленоидных трехфазных катушек и фигурных дискообразных магнитопроводов с немагнитными проставками, размещёнными с зазором в соответствующих фигурных отверстиях нижней платы вкладыша, выполненного сьемным, и образующих вместе с установочными элементами вкладыша ячейки под детали, причем на обращенных к деталям криволинейных поверхностях магнитопроводов с проставками выполнены параллельно оси канавки с радиальными отверстиями в центре для подвода сжатого воздуха в радиальный зазор между этими поверхностями и деталью.
Текст
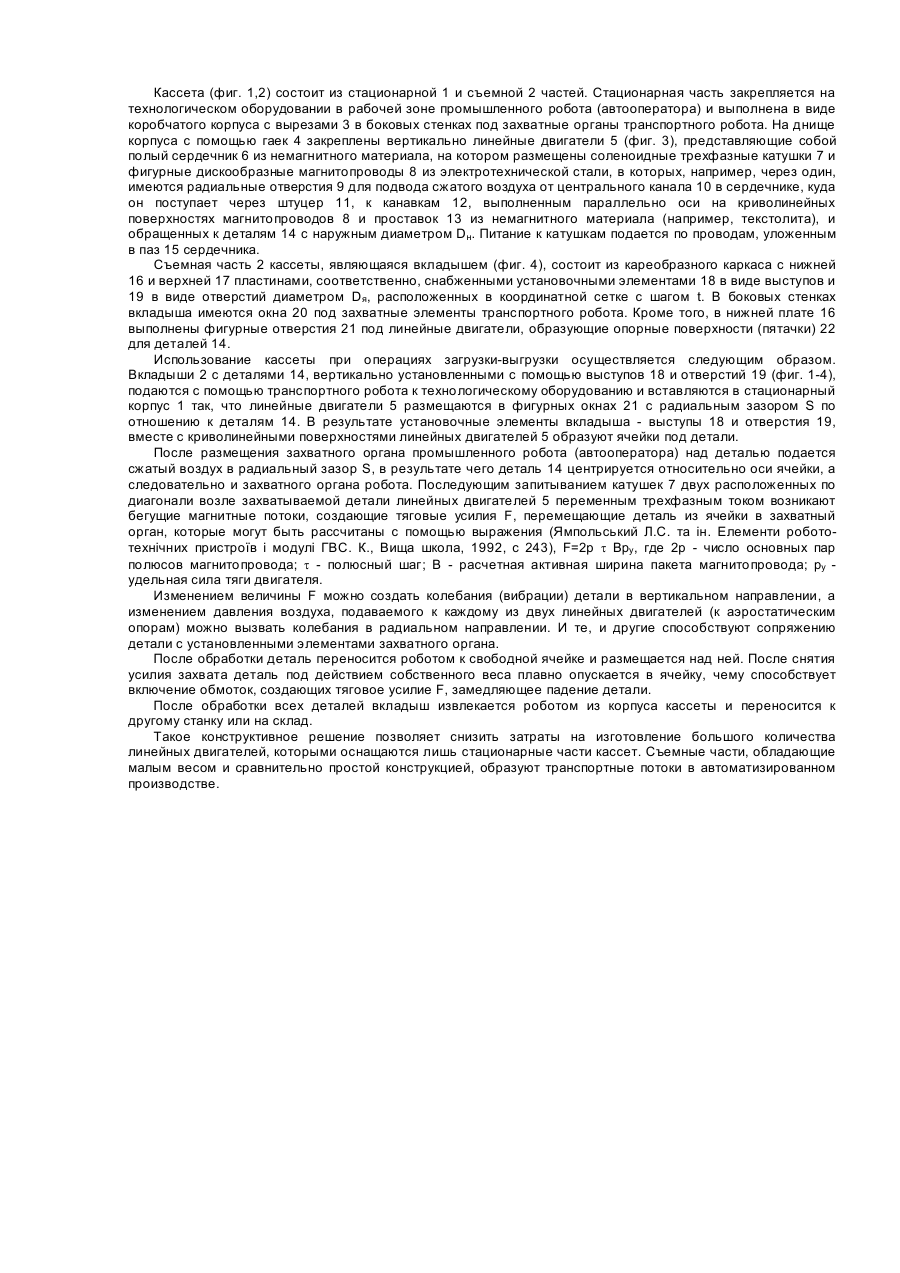
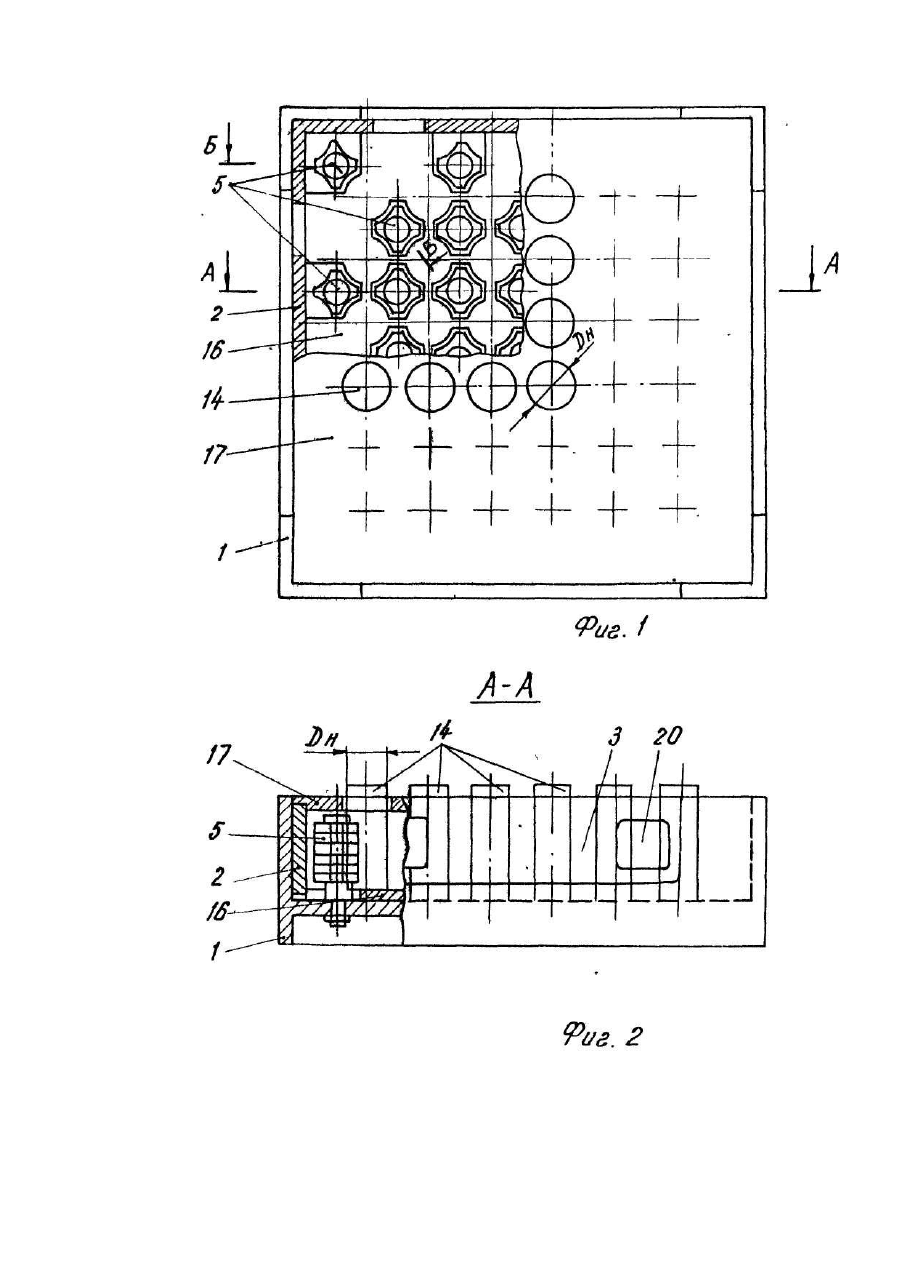
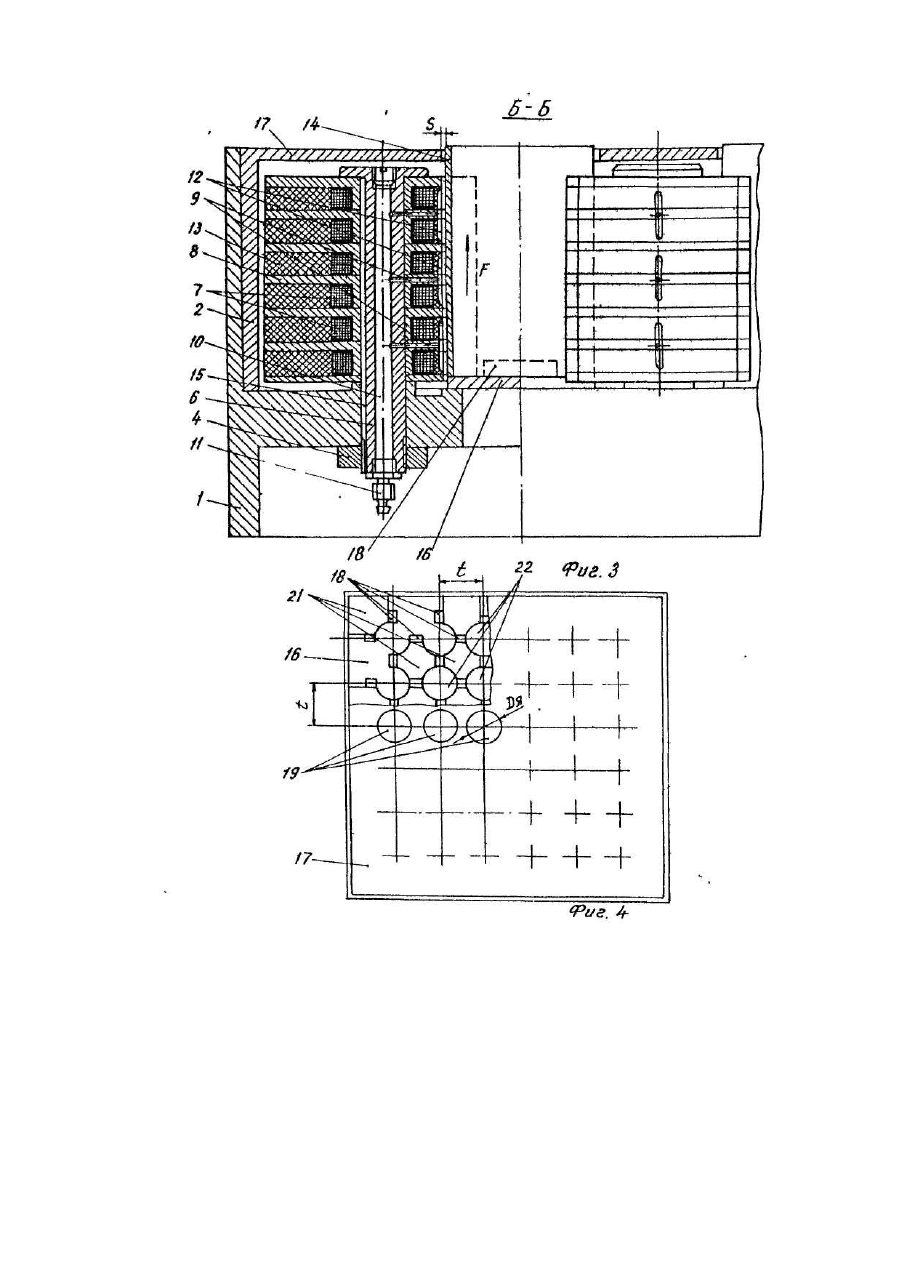
Изобретение относится к машино-приборостроению и предназначено для автоматизации загрузка тонкостенных цилиндрических деталей (ТЦД) типа гильз, стаканов, втулок и т.п. в рабочую зону технологического оборудования Известны конструкции кассет, используемых для автоматизации загрузки технологического оборудования с помощью промышленных роботов и автооператоров. Одним из примеров может служить кассета [Робототехника и гибкие автоматизированные производства. В 9-ти кн. Кн. 7. Гибкие автоматизированные производства в отраслях промышленности. Учеб пособие. Под ред. И.М. Макарова Μ., Высшая школа, 1986, с. 55-57], представляющая собой коробчатый корпус с вкладышами, снабженными упорядоченными в пространстве установочными элементами в виде отверстий для ТЦД, в которых последние размещаются в ориентированном положении с определенным гарантированным зазором. Промышленный робот, выходя в заданную координатную точку расположения очередной детали, опускается, осуществляет ее захват и извлечение из ячейки, а после выполнения заданной технологической операции возвращает деталь в ячейку. Для загрузки технологического оборудования используется унифицированная тара [Пашков Е.В., Копп В. Я., Карлов А.Г. Транспортно-нагромаджувальні і завантажувальні системы у складальному виробництві. К., УМК ВО. 1992, с. 156]. Как в предыдущем примере, детали размещаются в ячейках в ориентированном состоянии и поочередно захватываются промышленным роботом. Общим недостатком приведенных конструкций кассет является низкая точность позиционирования деталей вследствие гарантированных радиальных зазоров, что приводит к смещениям деталей относительно оси захвата и повреждениям тонкостенных деталей, обладающих малой жесткостью в радиальном и осевом направлениях, при опускании на них захватного устройства робота. Этот недостаток проявляется в полной мере при захвате цилиндрических деталей, толщина стенок которых лежит в пределах 0,1.,.0,5мм при диаметре от 25 до 80 мм, выполненных из немагнитных материалов (алюминия, титана, нержавеющей стали), не позволяющих использовать традиционное магнитные или электромагнитные захваты. В качестве прототипа может быть рассмотрена кассета для деталей типа валов [Ямпольський Л.С. и др, Елементи робото-технічних пристроїв і модулі ГВС. К., Вища школа, 1992, с. 270, табл.9.1]. Детали размещаются вертикальной поочередно захватываются промышленным роботом из упорядоченных в пространстве ячеек в виде отверстий, выполненных в верхней плате коробчатого корпуса, устанавливаемого с помощью специальных кронштейнов на станине станка (Макаров И.М. и др. Робототехника и гибкие автоматизированные производства. Кн.7. М., Высшая школа, 1986, с.70, рис. 2.24; с. 55, рис. 2.11]. Прототипу полностью присуши все недостатки, характерные приведенным выше аналогам. В основу изобретения положена задача создать такую конструкцию кассеты для тонкостенных цилиндрических деталей, в которой новое выполнение установочных элементов позволило бы повысить точность позиционирования деталей и устранить их повреждения в процессе захвата. Поставленная задача достигается тем, что в кассете, содержащей коробчатый корпус и вкладыш с установочными элементами в виде отверстий под размещаемые в них с гарантированным радиальным зазором детали, корпус снабжен вертикальными линейными двигателями в виде установленных на полом сердечнике из немагнитного материала чередующихся соленоидных трехфазных катушек и фигурных дискообразных магнитопроводов с немагнитными проставками, размещенными с зазором в соответствующих фигурных отверстиях нижней платы вкладыша, выполненного съемным, и образующих вместе с установочными элементами вкладыша ячейки под детали, причем, на обращенных к деталям криволинейных поверхностях магнитопроводов с проставками выполнены параллельно оси канавки с радиальными отверстиями в центре для подвода сжатого воздуха в радиальный зазор между этими поверхностями и деталью. При сравнении известных конструкций с предлагаемой видно, что она проявляет новые технические свойства, заключающиеся в следующем. Во-первых, применение аэростатических опор, каковыми являются криволинейные поверхности линейных двигателей, позволяет повысить точность позиционирования (центрирования) деталей в ячейках, за счет усреднения первоначальных погрешностей установки в ячейках (радиальных смешений) вследствие наличия гарантированного радиального зазора. Во-вторых, в возможности увеличения установочных радиальных зазоров благодаря имеющему место эффекту усреднения погрешностей установки. В-третьих, появляется возможность перемещать деталь в захват промышленного робота без перемещения последнего в вертикальном направлении, а также плавно принимать деталь из захвата, расположенного над ячейкой. Вчетвертых, появляется возможность создания колебаний (вибраций) детали в радиальном и осевом направлении за счет изменения тяговых усилий линейных двигателей и давления в аэростатических опорах ячеек. В-пятых, в случае необходимости можно исключить контакт деталей с установочными элементами кассеты во избежание повреждения обработанных поверхностей. В-шёстых, возможна загрузка деталей из немагнитных материалов. Эти свойства новые, так как у аналогов и прототипа наличие гарантированных зазоров приводит к радиальным смещениям деталей относительно оси захвата и их повреждениям при опускании большой массы манипулятора робота с захватом на деталь. Перемещение деталей малой массы из ячеек в захват, расположенный над ними с некоторым зазором, под действием регулируемого тягового усилия, создаваемого линейным двигателем, не приводит к их повреждениям даже при несовпадении осей. Противовключением обмоток линейного двигателя можно уменьшить скорость перемещения детали из захвата в ячейку и тем самым устранить ударные нагрузки на детали, способные вызвать их повреждения. Создание с помощью линейных двигателей колебаний детали в осевом направлении, а с помощью аэростатических опор радиальном направлении, ускоряет и повышает надежность процесса сопряжения детали с установочными элементами захвата. На фиг. 1 представлен вид сверху на кассету в сборе; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 сечение Б-Б на фиг. 1; на фиг. 4 - вид сверху на вкладыш кассеты без деталей. Кассета (фиг. 1,2) состоит из стационарной 1 и съемной 2 частей. Стационарная часть закрепляется на технологическом оборудовании в рабочей зоне промышленного робота (автооператора) и выполнена в виде коробчатого корпуса с вырезами 3 в боковых стенках под захватные органы транспортного робота. На днище корпуса с помощью гаек 4 закреплены вертикально линейные двигатели 5 (фиг. 3), представляющие собой полый сердечник 6 из немагнитного материала, на котором размещены соленоидные трехфазные катушки 7 и фигурные дискообразные магнитопроводы 8 из электротехнической стали, в которых, например, через один, имеются радиальные отверстия 9 для подвода сжатого воздуха от центрального канала 10 в сердечнике, куда он поступает через штуцер 11, к канавкам 12, выполненным параллельно оси на криволинейных поверхностях магнитопроводов 8 и проставок 13 из немагнитного материала (например, текстолита), и обращенных к деталям 14 с наружным диаметром Dн. Питание к катушкам подается по проводам, уложенным в паз 15 сердечника. Съемная часть 2 кассеты, являющаяся вкладышем (фиг. 4), состоит из кареобразного каркаса с нижней 16 и верхней 17 пластинами, соответственно, снабженными установочными элементами 18 в виде выступов и 19 в виде отверстий диаметром Dя, расположенных в координатной сетке с шагом t. В боковых стенках вкладыша имеются окна 20 под захватные элементы транспортного робота. Кроме того, в нижней плате 16 выполнены фигурные отверстия 21 под линейные двигатели, образующие опорные поверхности (пятачки) 22 для деталей 14. Использование кассеты при операциях загрузки-выгрузки осуществляется следующим образом. Вкладыши 2 с деталями 14, вертикально установленными с помощью выступов 18 и отверстий 19 (фиг. 1-4), подаются с помощью транспортного робота к технологическому оборудованию и вставляются в стационарный корпус 1 так, что линейные двигатели 5 размещаются в фигурных окнах 21 с радиальным зазором S по отношению к деталям 14. В результате установочные элементы вкладыша - выступы 18 и отверстия 19, вместе с криволинейными поверхностями линейных двигателей 5 образуют ячейки под детали. После размещения захватного органа промышленного робота (автооператора) над деталью подается сжатый воздух в радиальный зазор S, в результате чего деталь 14 центрируется относительно оси ячейки, а следовательно и захватного органа робота. Последующим запитыванием катушек 7 двух расположенных по диагонали возле захватываемой детали линейных двигателей 5 переменным трехфазным током возникают бегущие магнитные потоки, создающие тяговые усилия F, перемещающие деталь из ячейки в захватный орган, которые могут быть рассчитаны с помощью выражения (Ямпольський Л.С. та ін. Елементи робототехнічних пристроїв і модулі ГВС. К., Вища школа,1992, с 243), F=2p t Вру, где 2р - число основных пар полюсов магнитопровода; t - полюсный шаг; В - расчетная активная ширина пакета магнитопровода; ру удельная сила тяги двигателя. Изменением величины F можно создать колебания (вибрации) детали в вертикальном направлении, а изменением давления воздуха, подаваемого к каждому из двух линейных двигателей (к аэростатическим опорам) можно вызвать колебания в радиальном направлении. И те, и другие способствуют сопряжению детали с установленными элементами захватного органа. После обработки деталь переносится роботом к свободной ячейке и размещается над ней. После снятия усилия захвата деталь под действием собственного веса плавно опускается в ячейку, чему способствует включение обмоток, создающих тяговое усилие F, замедляющее падение детали. После обработки всех деталей вкладыш извлекается роботом из корпуса кассеты и переносится к другому станку или на склад. Такое конструктивное решение позволяет снизить затраты на изготовление большого количества линейных двигателей, которыми оснащаются лишь стационарные части кассет. Съемные части, обладающие малым весом и сравнительно простой конструкцией, образуют транспортные потоки в автоматизированном производстве.
ДивитисяДодаткова інформація
Назва патенту англійськоюCassette for thin-walled cylindrical components
Автори англійськоюPashkov Yevhen Valentynovych
Назва патенту російськоюКассета для тонкостенных цилиндрических деталей
Автори російськоюПашков Евгений Валентинович
МПК / Мітки
МПК: B65D 85/08
Мітки: тонкостінних, деталей, касета, циліндричних
Код посилання
<a href="https://ua.patents.su/4-19440-kaseta-dlya-tonkostinnikh-cilindrichnikh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Касета для тонкостінних циліндричних деталей</a>
Пристрій для зміцнення зовнішніх циліндричних поверхонь деталей
Номер патенту: 11416
Опубліковано: 25.12.1996
Автори: Кирилів Володимир Іванович, Калічак Теодор Миколайович, Бабей Юлій Іванович
МПК: B24B 39/00
Мітки: деталей, зовнішніх, пристрій, поверхонь, зміцнення, циліндричних
Формула / Реферат:
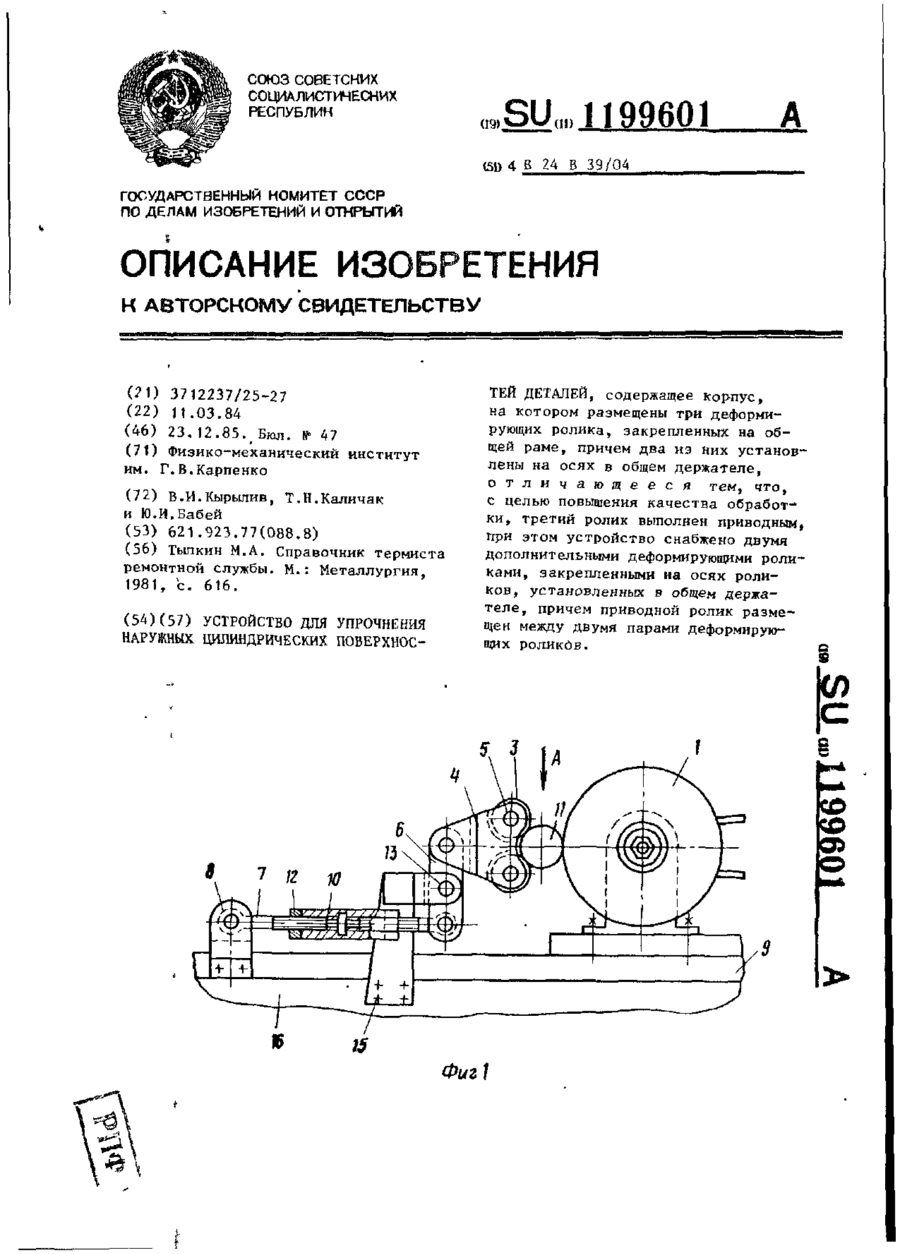
Устройство для упрочнения наружных цилиндрических поверхностей деталей, содержащее корпус, на котором размещены три деформирующих ролика, закрепленных на общей раме, причем два из них установлены на осях в общем держателе, отличающееся тем, что, с целью повышения качества обработки, третий ролик выполнен приводным, при этом устройство снабжено двумя дополнительными деформирующими роликами, закрепленными на осях роликов, установленных в...
Безцентровошліфувальний верстат для обробки зовнішніх поверхонь циліндричних деталей
Номер патенту: 20238
Опубліковано: 15.07.1997
Автори: Логовський Євген Іванович, Шишиць Микола Пилипович, Корбут Микола Антонович
МПК: B24B 5/00
Мітки: верстат, обробки, циліндричних, поверхонь, зовнішніх, безцентровошліфувальний, деталей
Формула / Реферат:
Бесцентрошлифовальный станок для обработки наружных поверхностей цилиндрических деталей, содержащих загрузочное устройство и имеющее параллельные оси вращения шлифовальный круг и ведущий барабан, а также установленный под зазором между шлифовальным кругом и ведущим барабаном поддерживающий нож, отличающийся тем, что станок дополнительно снабжен размещенным оппозитно поддерживающему ножу над регулируемым зазором между шлифовальным кругом...
Спосіб відновлення спрацьованих циліндричних деталей
Номер патенту: 13143
Опубліковано: 28.02.1997
Автори: Тетянич Іван Костянтинович, Орлова Людмила Володимирівна
МПК: B23K 11/06, B23P 6/00
Мітки: деталей, циліндричних, відновлення, спрацьованих, спосіб
Формула / Реферат:
(57) Способ восстановления изношенных цилиндрических деталей, при котором на деталь наматывают металлическую ленту, длина которой соответствует длине окружности детали, и осуществляют контактную приварку ленты к детали по винтовой линии, отличающийся тем, что приваркой ленты ее края и стык соединяют с деталью сплошной шовной сваркой.
Спосіб обжиму особливо тонкостінних циліндричних оболонок та пристрій для його здійснення
Номер патенту: 17699
Опубліковано: 20.05.1997
Автори: Білошицкий Анатолій Петрович, Горін Віктор Якович
МПК: B21D 41/00
Мітки: тонкостінних, обжиму, здійснення, циліндричних, особливої, пристрій, спосіб, оболонок
Формула / Реферат:
1. Способ обжима особо тонкостенных цилиндрических оболочек, заключается в заталкивании оболочки в зазор, образованный конической матрицей и подпорным пуансоном, отличающийся тем, что заталкивание осуществляют в изменяющийся по величине от S до 1,8S зазор за счет возвратно-поступательного движения подпорного пуансона с определенной периодичностью, например 25-50 циклов в секунду, где S - толщина стенки цилиндрической оболочки.2. Способ...
Засіб абразивоструминної обробки деталей
Номер патенту: 1584
Опубліковано: 25.10.1994
Автори: Пилипенко Віктор Васильович, Іванов Володимир Іванович, Дрозд Віталій Антонович
МПК: B24C 1/00
Мітки: абразивоструминної, обробки, деталей, засіб
Формула / Реферат:
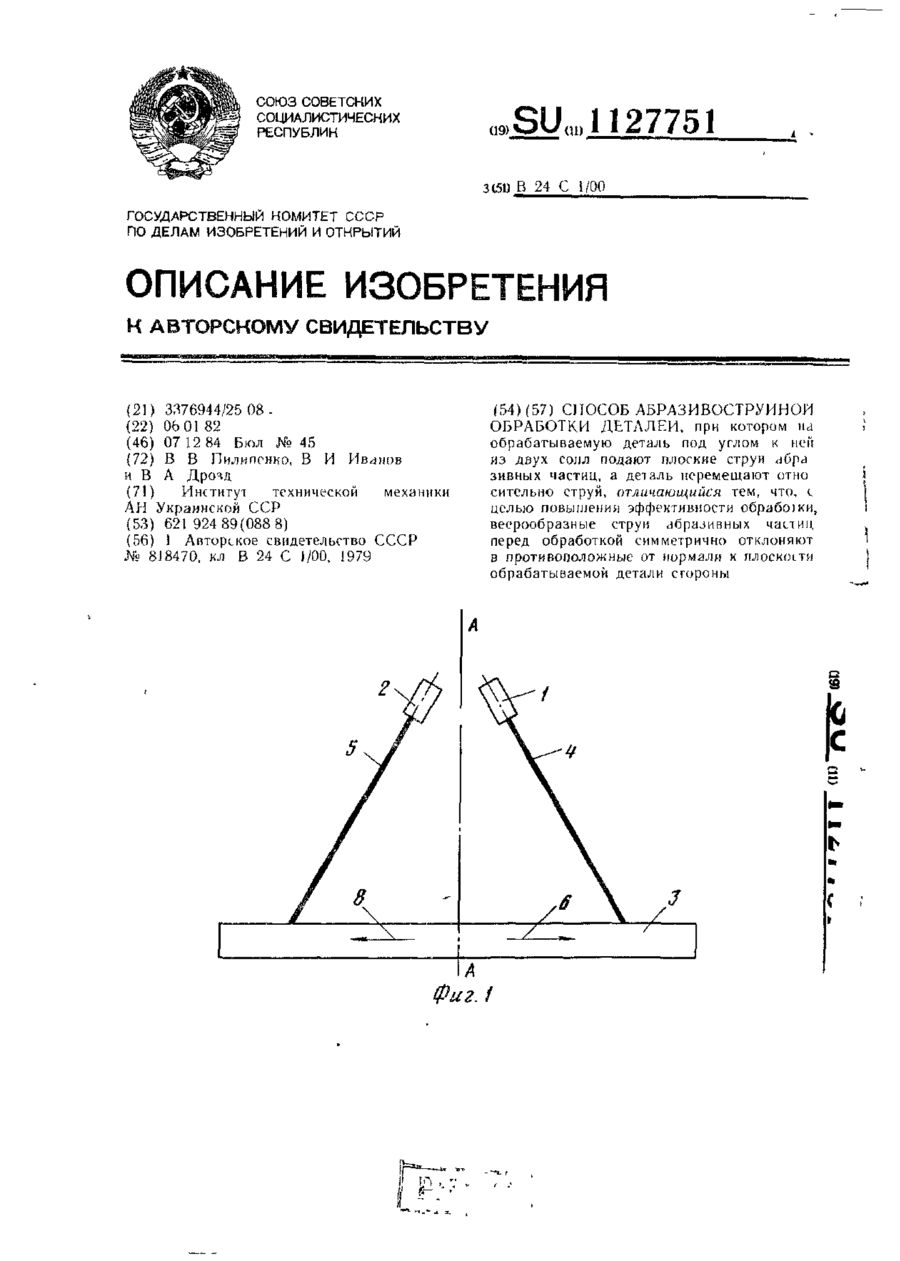
Способ абразивоструйной обработки деталей, при котором на обрабатываемую деталь под углом к ней из двух сопл подают плоские струи абразивных частиц, а деталь перемещают относительно струй, отличающийся тем, что, с целью повышения эффективности обработки, веерообразные струи абразивных частиц перед обработкой симметрично отклоняют в противоположные от нормали к плоскости обрабатываемой детали стороны.
Попередній патент: Чотирьохвалковий калібр прокатного стану
Наступний патент: Комбінований пожежний ствол
Випадковий патент: Імідазоімідазоли і триазоли як протизапальні агенти