Шахтна піч для термообробки круглокільцевих зварних ланцюгів
Номер патенту: 53740
Опубліковано: 17.02.2003
Автори: Бочаров Анатолій Олексійович, Бочаров Андрій Анатолійович, Ричка Василь Лукич
Формула / Реферат
Шахтна піч для термообробки круглокільцевих зварних ланцюгів, що включає утворену футерованими корпусом та кришкою камеру нагріву з нагрівальними елементами та вікнами для проходу ланцюгів, яка відрізняється тим, що верхня частина корпусу печі устаткована кінематично зв'язаними між собою горизонтальними валами з щільно розташованими по всій довжині кожної розміщеної в камері нагріву ділянки вала зірочками з однаковою кількістю зуб'їв, в послідовному зачепленні з котрими знаходиться термооброблюваний ланцюг з звисаючими до поду печі гілками, а розміщені в верхній частині корпусу вікна для проходу ланцюгів оснащені нахиленими вниз патрубками.
Текст
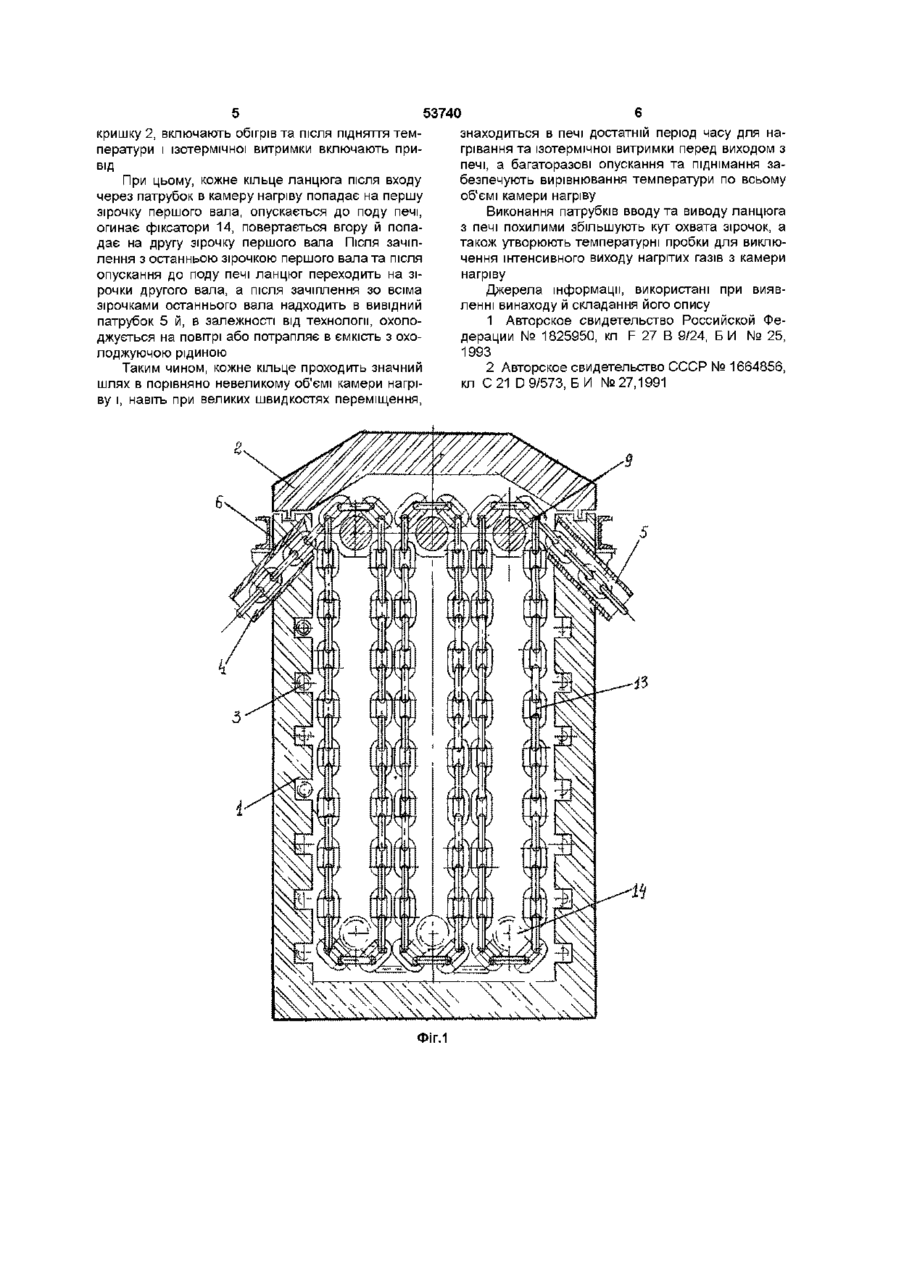
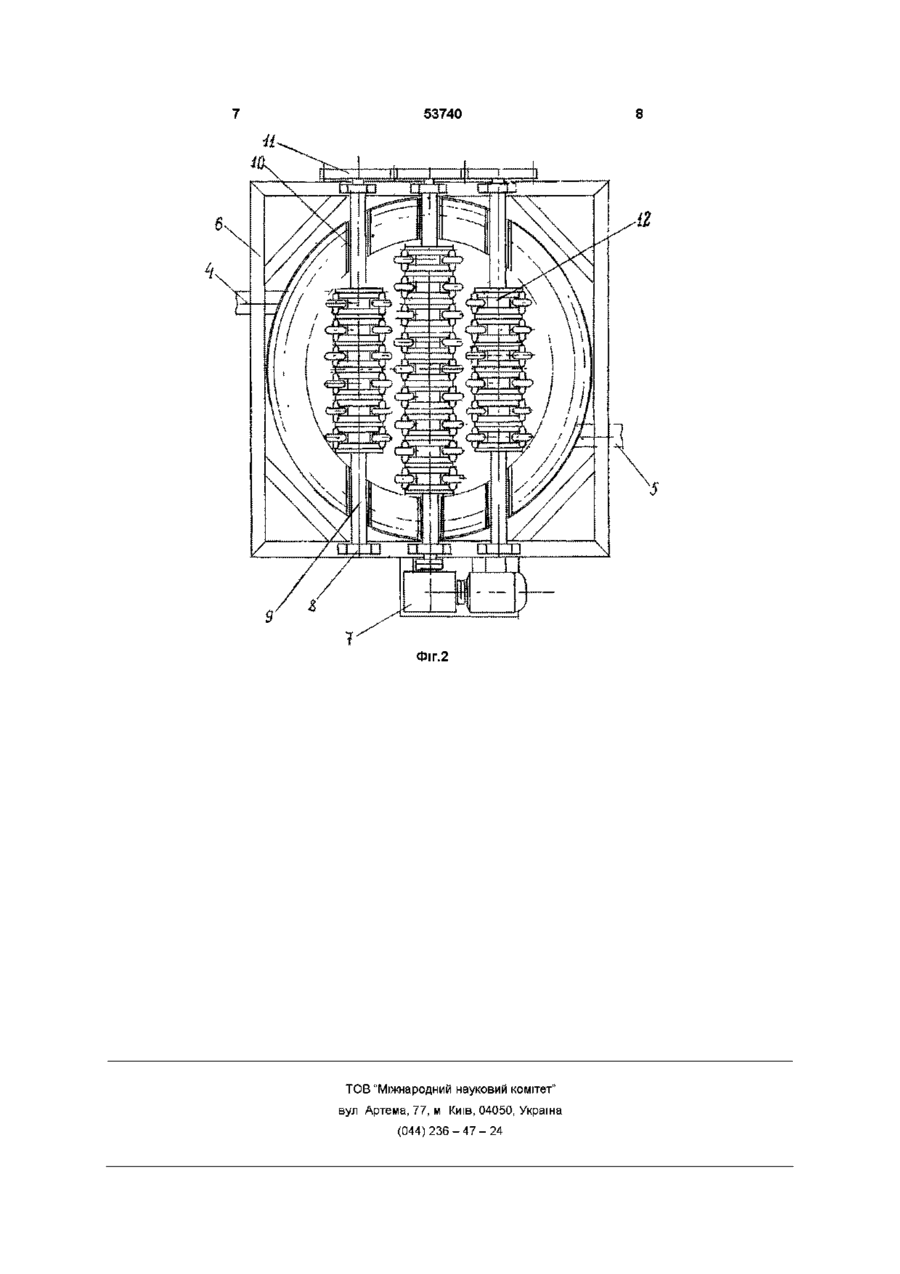
Шахтна піч для термообробки круглокільцевих зварних ланцюгів, що включає утворену футеро Винахід відноситься до термообробки круглокільцевих зварних ланцюгів та інших гнучких протяжних виробів, а також зможе знайти використання при цементації та інших способах зміцнення поверхонь гнучких протяжних виробів Відома вертикальна конвеєрна піч вміщуюча камеру нагріву з завантажними та розвантажними отворами, транспортуючий устрій в вигляді вертикального конвеєра з шарнірно закріпленими касетами, контури продольної циркуляції теплоносія з вентиляторами, калориферами роздавальними та збірними колекторами [1] Недоліками відомої вертикальної конвеєрної печі являються - низька якість термообробки виробів та невелика швидкість виходу ланцюгів з камери нагріву із-за неоднакових умов обігріву кілець ланцюга розташованих в середині касети та на периферії (ближче до стінок касети), - нераціональне використання об'єму камери нагріву, значну частину котрого займає вертикальний конвеєр, вентилятор, колектори, - збільшені габарити та велика матеріалоємкість із-за нераціонального використання об'єму камери нагріву, - збільшені витрати теплової енергії із-за збільшених габаритів печі та малої швидкості виходу ланцюга з камери нагріву Відома також піч для загартовки круглокільце ваними корпусом та кришкою камеру нагріву з нагрівальними елементами та вікнами для проходу ланцюгів, яка відрізняється тим, що верхня частина корпусу печі устаткована кінематично зв'язаними між собою горизонтальними валами з щільно розташованими по всій довжині кожної розміщеної в камері нагріву ділянки вала зірочками з однаковою КІЛЬКІСТЮ зуб'їв, в послідовному зачепленні з котрими знаходиться термооброблюваний ланцюг з звисаючими до поду печі гілками, а розміщені в верхній частині корпусу вікна для проходу ланцюгів оснащені нахиленими вниз патрубками вих зварних ланцюгів, включаюча футеровану камеру нагріву з соосно розташованими вікнами для проходу ланцюгів, механізм переміщення в вигляді обводного, приводного та з'єднаного з ним через ланцюгову передачу додаткового блоку, а також додаткових вікон для проходу ланцюгів в піч та утворення петлі [2] Особливістю роботи цієї печі є нагрів безперервно рухаючогося ланцюга до необхідної температури в два етапи попередній та остаточний нагріви При цьому, після попереднього нагріву ланцюг виходить із печі і за час знаходження поза камерою нагріву охолоджується на 100 - 120°С, а потім знову повертається в піч для остаточного нагріву Основними недоліками цієї печі являються - низькі продуктивність та якість термообробки із-за невеликої швидкості руху ланцюга так, як в камері нагріву знаходяться всього три гілки, через які послідовно проходить термооброблювальний ланцюг, а також охолоджування ланцюга під час проміжного виходу з камери нагріву, - великі розміри печі із-за некомпактного розміщення ланцюга в камері нагріву, - значні затрати теплової енергії із-за охолодження ланцюга після попереднього нагріву, наявності в камері нагріву основних та додаткових прямоточних вікон для проходу ланцюга та збільшених габаритів печі В основу винаходу поставлено задачу печі для О 1 со Ю 53740 загартовки круглокільцевих зварних ланцюгів шляхом щільного розміщення та виключення проміжного виходу ланцюгів з камери нагріву, зменшення КІЛЬКОСТІ вікон та зміни їх конструкції забезпечити збільшення продуктивності та підвищення якості термообробки, зменшення габаритів та зниження затрат теплової енергії Поставлена задача вирішується тим, що в печі для термообробки круглокільцевих зварних ланцюгів, що включає, створену футерованими корпусом та кришкою, камеру нагріву з нагрівальними елементами та вікнами для проходу ланцюгів, передбачені такі суттєві ознаки 1) Верхня частина корпусу печі устаткована горизонтальними валами з щільно розміщеними по всій довжині кожної, розташованої в камері нагріву, ДІЛЬНИЦІ валу зірочками з однаковою КІЛЬКІСТЮ зуб'їв, 2) Горизонтальні вали кінематично зв'язані між собою, а термооброблюваний ланцюг знаходиться в зачіпленні послідовно з кожною зірочкою після вільного звисання до поду печі та повернення, 3) Розміщені в верхній частині корпусу печі вікна для проходу ланцюгів виконані похилими вниз патрубками Устаткування верхньої частини корпусу печі горизонтальними, кінематично зв'язаними між собою валами з щільно розміщеними зірочками з одинаковою КІЛЬКІСТЮ зуб'їв дозволить в порівнянні з прототипом збільшити швидкість руху ланцюга, ВІДПОВІДНО й продуктивність термообробки в декілька раз (пропорційно збільшенню КІЛЬКОСТІ ГІЛОК звисаючого ланцюга при однаковій висоті камери нагріву) Збільшення швидкості виходу ланцюга з камери нагріву покращує умови наступної операції термообробки, тому, що кільця ланцюга втрачають менше тепла, а також знижується вплив температури навколишнього середовища, і, тим самим, підвищується якість термообробки Щільне компактне розміщення рухаючогося ланцюга по всьому об'єму камери нагріву зменшує габарити печі, а ВІДПОВІДНО Й її матеріалоємкість Багаторазові опускання та підіймання кожного кільця ланцюга з значною швидкістю забезпечують покращення теплообміну, вирівнянню температури по всьому об'єму камери нагріву й виключають необхідність використання циркуляційних вентиляторів Виключення необхідності проміжного виходу ланцюга з камери нагріву та додаткових вікон для проходу ланцюга, виконання вікон похилими вниз патрубками, а також зменшення габаритів печі дозволить на 25 - 30% зменшити затрати теплової енергії (тільки за рахунок виключення охолодження ланцюга на 100 - 120°С під час проміжного виходу ланцюга з камери нагріву по прототипу зменшуються затрати теплової енергії на 120 900 х 100= 13,3%) Ознаки, котрими запропонована шахтна піч для термообробки круглокільцевих зварних ланцюгів відрізняється від прототипу не виявлені в попередній техніці, що свідчить про ВІДПОВІДНІСТЬ заявленого рішення критеріям патентоздатності "новина" та "винахідницький рівень" Технічна сутність запропонованого технічного рішення пояснюється кресленнями, де на фіг 1 зображено загальний вигляд печі в розрізі, а на фіг 2 - вид зверху на піч без кришки Шахтна піч для термообробки круглокільцевих зварних ланцюгів складається з футерованих вогнетривким ІЗОЛЯЦІЙНИМ матеріалом корпусу 1 та кришки 2 створюючих вертикальну камеру нагріву та нагрівників 3 Розміщені в верхній частині корпусу печі вікна для проходу ланцюгів виконані похилими вниз патрубком 4 для входу та патрубком 5 для виходу ланцюга з камери печі До корпусу печі кріпиться знімна рама 6 на котрій розташовані привід 7 та підшипники 8 горизонтальних валів 9 Горизонтальні вали проходять в вертикальну камеру нагріву через обладнані ущільненнями пази 10 в стінках корпуса печі Горизонтальні вали кінематично зв'язані між собою за допомогою зубчатих 11 та (або) ланцюгових передач в залежності від КІЛЬКОСТІ горизонтальних валів таким чином, щоб обертання всіх валів здійснювалось з одинаковою швидкістю, а обертання крайніх валів виконувалось б в одному напрямку На ділянках валів 9, що знаходяться в камері нагріву здійснені зірочки 12 з однаковою КІЛЬКІСТЮ зуб'їв Для компактного розміщення термообробляємих ланцюгів в камері нагріву зірочки щільно розташовані на кожному валу, виконані з мінімально-можливою КІЛЬКІСТЮ зуб'їв, а плоскості зірочок одного вала розташовані між плоскостями зірочок сусіднього вала Термооброблюваний ланцюг 13 від патрубка 4 введення ланцюга в камеру нагріву до патрубка 5 виведення ланцюга знаходиться в зачіпленні послідовно зо всіма приводними зірочками 12 кожного горизонтального вала 9 Деякі ланцюги схильні до утворення вузлів на окремих ділянках при поворотах в вільному стані в процесі руху Для таких ланцюгів в нижній частині печі на петлях, утворених вільно звисаючими гілками, установлюють фіксатори 14, виконані в вигляді пустотілих циліндрів діаметром ВІДПОВІДНО діаметру привідних зірочок й призначених для виключення можливості утворення вузлів Робота шахтної печі для термообробки круглокільцевих зварних ланцюгів здійснюється слідуючим чином Перед запуском печі проводиться заправка ланцюга в піч Для цього знімають раму 6 з корпуса печі та встановлюють на підставку, висота котрої відповідає глибині камери нагріву печі Включають привід та подають ланцюг на першу зірочку першого вала Після опускання ланцюга на задану відстань кінець ланцюга підіймають та вводять в зачіплення з другою зірочкою першого вала Після останньої зірочки першого вала ланцюг подають на крайню зірочку другого вала й аналогічним образом до зачіплення з останньою зірочкою останнього вала й привід виключають При термообробці ланцюгів схильних до утворення вузлів під час повороту в вільному стані без натягу в утворені вільно звисаючими гілками ланцюга петлі вставляють фіксатори Після ЦЬОГО раму 6 з приводом, горизонтальними валами та ланцюгом встановлюють на кронштейни корпусу печі й закріплюють КІНЦІ ланцюга під час установки рами заводять в нахилені патрубки 4 і 5 й пропускають через вікна Встановлюють 53740 кришку 2, включають обігрів та після підняття температури і ізотермічної витримки включають привід При цьому, кожне кільце ланцюга після входу через патрубок в камеру нагріву попадає на першу зірочку першого вала, опускається до поду печі, огинає фіксатори 14, повертається вгору й попадає на другу зірочку першого вала Після зачіплення з останньою зірочкою першого вала та після опускання до поду печі ланцюг переходить на зірочки другого вала, а після зачіплення зо всіма зірочками останнього вала надходить в вивідний патрубок 5 й, в залежності від технологи, охолоджується на повітрі або потрапляє в ємкість з охолоджуючою рідиною Таким чином, кожне кільце проходить значний шлях в порівняно невеликому об'ємі камери нагріву і, навіть при великих швидкостях переміщення, Фіг.1 знаходиться в печі достатній період часу для нагрівання та ізотермічної витримки перед виходом з печі, а багаторазові опускання та піднімання забезпечують вирівнювання температури по всьому об'ємі камери нагріву Виконання патрубків вводу та виводу ланцюга з печі похилими збільшують кут охвата зірочок, а також утворюють температурні пробки для виключення інтенсивного виходу нагрітих газів з камери нагріву Джерела інформації, використані при виявленні винаходу й складання його опису 1 Авторское свидетельство Российской Федерации № 1825950, кп F 27 В 9/24, Б И № 25, 1993 2 Авторское свидетельство СССР № 1664856, кл С 21 D 9/573, БИ №27,1991 53740 її Фіг.2 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюA shaft furnace for the round ring welded chains heat treatment
Автори англійськоюRychka Vasyl Lukych
Назва патенту російськоюШахтная печь для термообробки круглокольцевых сварных цепей
Автори російськоюРичка Василий Лукич
МПК / Мітки
МПК: C21D 9/56, C21D 9/40, F27B 9/00
Мітки: круглокільцевих, термообробки, шахтна, зварних, ланцюгів, піч
Код посилання
<a href="https://ua.patents.su/4-53740-shakhtna-pich-dlya-termoobrobki-kruglokilcevikh-zvarnikh-lancyugiv.html" target="_blank" rel="follow" title="База патентів України">Шахтна піч для термообробки круглокільцевих зварних ланцюгів</a>
Силовий агрегат установки для локальної термообробки ланок круглоланкових ланцюгів
Номер патенту: 15564
Опубліковано: 30.06.1997
Автор: Ніколаєв Леонід Федорович
МПК: B23K 11/24, C21D 11/00
Мітки: силовий, локальної, термообробки, агрегат, установки, ланцюгів, ланок, круглоланкових
Формула / Реферат:
(57) 1. Силовой агрегат установки для локальной термообработки звеньев круглозвенных цепей, содержащий понижающий трансформатор, тиристорный контактор, гибкие токо подводы и четыре контактные губки, расположенные в одной плоскости попарно соосно, причем оси каждой пары расположены параллельно, а рабочие поверхности соосных губок расположены встречно, при этом первичная обмотка понижающего трансформатора соединена ссетью через тиристорный...
Пристрій для термообробки продукції
Номер патенту: 36059
Опубліковано: 16.04.2001
Автори: Шаврін Віктор Сергійович, Кузнєцова Олена Олександрівна, Пісарев Вячеслав Євгенович, Чалаєв Джамалудін Моршидович, Снєжкін Юрій Федорович
МПК: F25D 3/00, F25D 31/00
Мітки: пристрій, продукції, термообробки
Текст:
...розділяється на дві частини; корисний і допоміжний потоки. Корисний потік через патрубок 7 залишає регенеративний побічно-випарювальний повітроохолоджувач 4. Допоміжний потік розгортають і омивають ним протилежну вологу теплообмінну поверхню 6. Він насичується вологою, що випаровується і нагрівається приблизно до температури атмосферного повітря. Через патрубок 8 він потрапляє до першої секції 2 камери для охолодження продукції, де...
Пристрій для термообробки продукції

Номер патенту: 36058
Опубліковано: 16.04.2001
Автори: Снєжкін Юрій Федорович, Шаврін Віктор Сергійович, Чалаєв Джамалудін Моршидович, Кузнєцова Олена Олександрівна, Пісарев Вячеслав Євгенович
МПК: F25D 31/00, F25D 3/00
Мітки: пристрій, продукції, термообробки
Текст:
...за допомогою вентилятора 11 нагнітається у регенеративний побічно-випарювальний повітроохолоджувач 4, де спочатку омиває суху теплообмінну поверхню 5, охолоджуючись при цьому. Наприкінці сухої теплообмінної поверхні 5 потік повітря розділяється на дві частини; корисний і допоміжний потоки (показано стрілками). Корисний потік через патрубок 7 залишає побічно-випарювальний повітроохолоджувач 4. Допоміжний потік розгортають і омивають ним...
Спосіб термообробки швидкорізальної сталі
Номер патенту: 51139
Опубліковано: 15.11.2002
Автор: Малінов Леонід Соломонович
МПК: C21D 1/18
Мітки: спосіб, швидкорізальної, сталі, термообробки
Формула / Реферат:
Спосіб термообробки швидкорізальної сталі, який включає об'ємне і наступне гартування поверхні з використанням джерел концентрованої енергії, який відрізняється тим, що об'ємне гартування проводять при температурі 1150-1180°С.
Спосіб контролю цілісності заземлюючих чи занулюючих ланцюгів
Номер патенту: 46940
Опубліковано: 17.06.2002
Автор: Опришко Олексій Олександрович
МПК: G01R 27/20
Мітки: заземлюючих, спосіб, ланцюгів, занулюючих, цілісності, контролю
Формула / Реферат:
Спосіб контролю цілісності заземлюючих чи занулюючих ланцюгів, в якому реєструючий прилад розміщують між фазою та заземленою чи зануленою частиною обладнання, що діє в мережі змінного струму з глухозаземленим режимом нейтралі, який відрізняється тим, що реєструючим приладом з великим внутрішнім опором, що реагує на стан напруги, виконують контроль наявності напруги між фазою і заземленою чи зануленою частиною обладнання і по цьому роблять...
Попередній патент: Спосіб встановлення зв’язку через громадську телефонну станцію
Наступний патент: Високовольтний імпульсний конденсатор
Випадковий патент: Покриття, що демпфірує і стабілізує