Спосіб цинкування протяжних виробів
Номер патенту: 55851
Опубліковано: 27.12.2010
Автори: Максаков Анатолій Іванович, Максакова Анна Анатоліївна, Алімов Валерій Іванович
Формула / Реферат
Спосіб цинкування протяжних виробів, наприклад дроту, що включає нагрів виробу, який відрізняється тим, що нагрітий до 500-650 °С виріб протягують через гранульований цинк, що знаходиться під тиском при кімнатній температурі, причому тиск цинку на виріб в кожній точці поверхні складає 0,2-0,4 МПа.
Текст
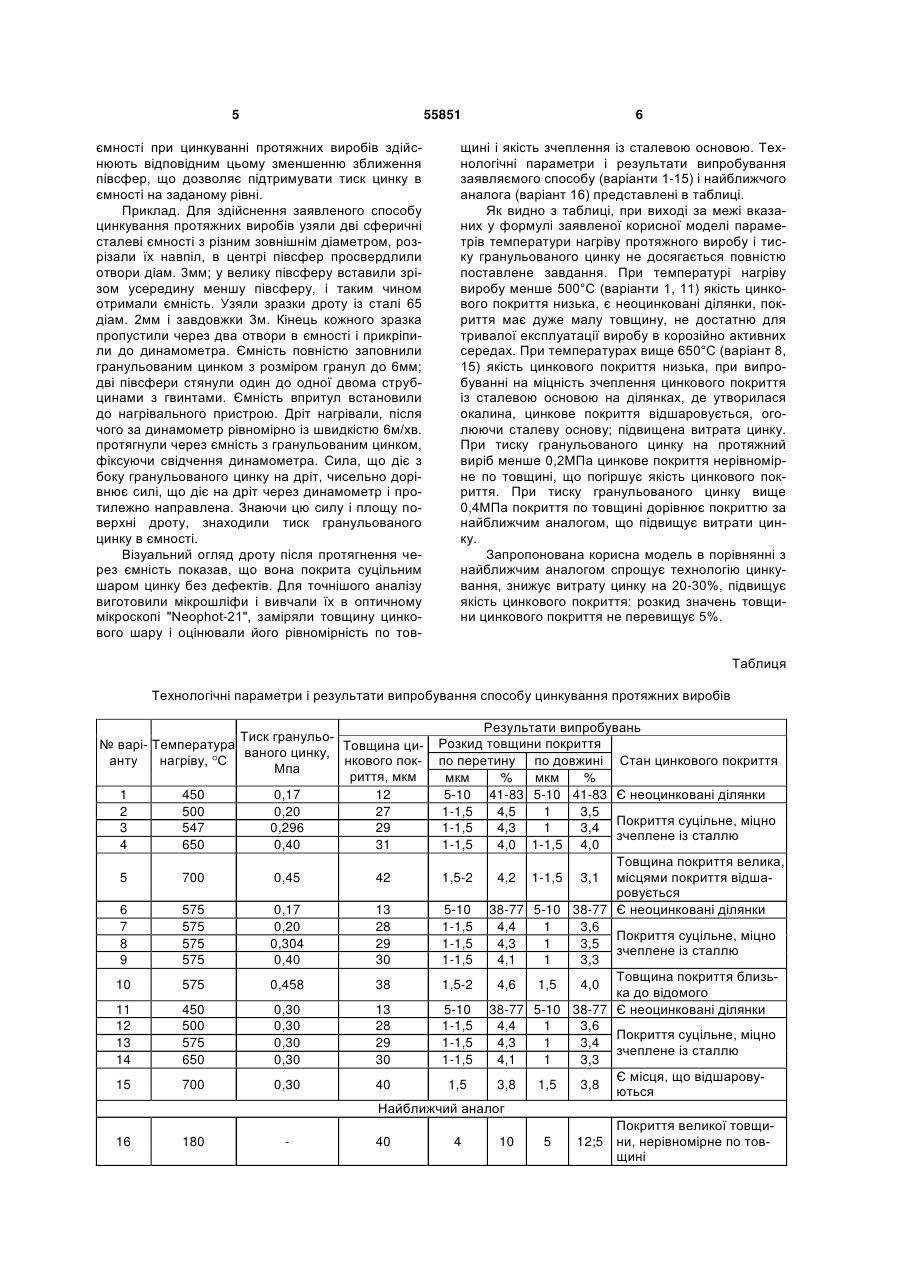
Спосіб цинкування протяжних виробів, наприклад дроту, що включає нагрів виробу, який відрізняється тим, що нагрітий до 500-650 °С виріб протягують через гранульований цинк, що знаходиться під тиском при кімнатній температурі, причому тиск цинку на виріб в кожній точці поверхні складає 0,2-0,4 МПа. (19) (21) u201007817 (22) 22.06.2010 (24) 27.12.2010 (46) 27.12.2010, Бюл.№ 24, 2010 р. (72) МАКСАКОВ АНАТОЛІЙ ІВАНОВИЧ, АЛІМОВ ВАЛЕРІЙ ІВАНОВИЧ, МАКСАКОВА АННА АНАТОЛІЇВНА (73) МАКСАКОВ АНАТОЛІЙ ІВАНОВИЧ, АЛІМОВ ВАЛЕРІЙ ІВАНОВИЧ, МАКСАКОВА АННА АНАТОЛІЇВНА 3 радіусу, розміщених з взаємним перекриттям крайок великих кіл, створюючих порожнину, заповнену гранульованим цинком, де одна з півсфер встановлена з можливістю зворотно-поступального руху уздовж осі, що проходить через отвори, виконані в центрі поверхонь півсфер, а її радіус менше радіусу іншої півсфери на середню величину гранули цинку. Суть запропонованого способу полягає в тому, що при протяганні нагрітого до температур 500650°С протяжного виробу, наприклад, дроту, через гранульований твердий цинк, що знаходиться в ємності при кімнатній температурі в твердому стані під тиском, завдяки теплу нагрітого протяжного виробу гранули цинку, що контактують з виробом, розплавляються в зоні локального контакту і за рахунок сил адгезії відбувається утворення цинкового покриття на поверхні виробу. Нагрів протяжного виробу до температури вище 500°С необхідний для забезпечення розплавлення на шляху руху виробу гранульованого цинку, що має температуру плавлення 419,5°С (Смитлз К.Дж. Металлы: Справочник. Пер. с англ. М.: Металлургия, 1980. - 447с., С. 432). Нагрів виробу нижче 500°С призводить до неповного розплавлення цинку і отримання непокритих цинком ділянок, що погіршує якість цинкового покриття. Нагрів виробу вище 650°С небажаний через можливе окиснення поверхні виробу і здобуття покриття підвищеної товщини, що погіршує якість цинкового покриття і приводить до підвищеної витрати цинку. Нагрів виробу до температур 500-650°С дозволяє спростити спосіб цинкування виробів, оскільки при цих температурах згорають жирові забруднення поверхні виробу і відбувається її термічне очищення, що дозволяє усунути операції спеціальної попередньої підготовки поверхні виробу. Нагрів виробу до температур 500-650°С дозволяє підвищити якість цинкового покриття, оскільки розплавляє лише гранули цинку, що локально контактують з нагрітим виробом, і через малу масу цинкового розплаву і його швидкої кристалізації при охолодженні виробу не утворюється напливів на цинковому покритті, що вирівнює товщину цинкового покриття по перетину і по довжині виробу. Нагрів виробу до температур 500-650°С дозволяє знизити витрату цинку, оскільки через швидке охолодження виробу при контакті з цинком не встигає вирости великий за товщиною залізоцинковий шар і не утворюється гартцинк. Експерементальним шляхом було встановлено, що тиск гранульованого цинку на протяжний виріб нижче 0,2МПа не дозволяє отримати якісне цинкове покриття без неоцинкованих ділянок, вимагає додаткової підготовки поверхні до цинкування. Тиск вище 0,4МПа підвищує витрату цинку, оскільки товщина цинкового покриття, що утворюється при цьому, зростає до невиправданої товщини. Забезпечення тиску гранульованого цинку на протяжний виріб в інтервалі 0,2-0,4МПа дозволяє підвищити якість оцинкованого покриття, оскільки 55851 4 за рахунок створення рівномірного по довжині і перетину виробу при його протягуванні тиску гранули цинку знаходяться в рівних умовах і перешкоджають утворенню нерівномірного за товщиною цинкового покриття. Забезпечення тиску гранульованого цинку на протяжний виріб в інтервалі 0,2-0,4МПа дозволяє знизити витрати цинку, оскільки після охолодження виробу нижче температури плавлення цинку гранули цинку зчитують нерівності цинкового покриття і утрудняють зростання -фази цинку. Виконання заявленого способу цинкування протяжних виробів проводиться у пристрої у вигляді ємності, виконаної у вигляді двох півсфер різного радіусу, розміщених із взаємним перекриттям кромок великих кіл, створюючих порожнину, заповнену гранульованим цинком. Одна з півсфер встановлена з можливістю зворотнопоступального руху вздовж осі, що проходить через отвори, виконані в центрі поверхонь півсфер, а її радіус менший за радіус іншої півсфери на середню величину гранули цинку. Відмінність півсфер за радіусами необхідна для забезпечення взаємного перекриття півсфер і утворення ємності; відмінність радіусів на середню величину гранули цинку необхідна для забезпечення можливості вільного руху півсфери, не допускаючи при цьому висипання гранульованого цинку із зазору півсфер. Використання рухливої півсфери пристрою для створення тиску гранульованого цинку на протяжний виріб дозволяє спростити технологію цинкування за рахунок усунення підготовчих операцій, що реалізовуються за допомогою установки додаткового устаткування, і зменшення захисту корпусу ємності від корозії; підвищити якість цинкового покриття за рахунок створення сферично симетричного тиску гранульованого цинку в будь-якій точці усередині ємності, що веде до здобуття рівномірного за товщиною цинкового покриття; знизити витрати цинку за рахунок усунення відходів гартцинку при контакті протяжного виробу з гранульованим цинком. Спосіб цинкування протяжних виробів здійснюють наступним чином. Протяжний виріб, наприклад, дріт, нагрівають до температури 500-650°С, після чого для запобігання охолоджування відразу подають в ємність, порожнина якого заповнена гранульованим цинком, що знаходиться при кімнатній температурі під тиском 0,2-0,4МПа. Тиск гранул цинку на виріб створюють зворотнопоступальним переміщенням рухливої півсфери уздовж осі, що проходить через вхідний і вихідний отвори, що забезпечується переміщенням поршня циліндрів, зменшуючи об'єм ємності. Нагрітий протяжний виріб розплавлює локальні ділянки гранул цинку, що контактують з ним; при протягуванні протяжного виробу утворюється цинкове покриття. Гранули цинку, що притискаються до виробу, згладжують нерівності цинкового покриття. Після виходу з вихідного отвору виріб намотують на котушку. Завдяки тому, що ємність є сферою, у будьякому перетині протяжного виробу, що знаходиться в ємності, на його поверхні створюється рівномірний тиск. Компенсація зменшення маси цинку в 5 55851 ємності при цинкуванні протяжних виробів здійснюють відповідним цьому зменшенню зближення півсфер, що дозволяє підтримувати тиск цинку в ємності на заданому рівні. Приклад. Для здійснення заявленого способу цинкування протяжних виробів узяли дві сферичні сталеві ємності з різним зовнішнім діаметром, розрізали їх навпіл, в центрі півсфер просвердлили отвори діам. 3мм; у велику півсферу вставили зрізом усередину меншу півсферу, і таким чином отримали ємність. Узяли зразки дроту із сталі 65 діам. 2мм і завдовжки 3м. Кінець кожного зразка пропустили через два отвори в ємності і прикріпили до динамометра. Ємність повністю заповнили гранульованим цинком з розміром гранул до 6мм; дві півсфери стянули один до одної двома струбцинами з гвинтами. Ємність впритул встановили до нагрівального пристрою. Дріт нагрівали, після чого за динамометр рівномірно із швидкістю 6м/хв. протягнули через ємність з гранульованим цинком, фіксуючи свідчення динамометра. Сила, що діє з боку гранульованого цинку на дріт, чисельно дорівнює силі, що діє на дріт через динамометр і протилежно направлена. Знаючи цю силу і площу поверхні дроту, знаходили тиск гранульованого цинку в ємності. Візуальний огляд дроту після протягнення через ємність показав, що вона покрита суцільним шаром цинку без дефектів. Для точнішого аналізу виготовили мікрошліфи і вивчали їх в оптичному мікроскопі "Neophot-21", заміряли товщину цинкового шару і оцінювали його рівномірність по тов 6 щині і якість зчеплення із сталевою основою. Технологічні параметри і результати випробування заявляємого способу (варіанти 1-15) і найближчого аналога (варіант 16) представлені в таблиці. Як видно з таблиці, при виході за межі вказаних у формулі заявленої корисної моделі параметрів температури нагріву протяжного виробу і тиску гранульованого цинку не досягається повністю поставлене завдання. При температурі нагріву виробу менше 500°С (варіанти 1, 11) якість цинкового покриття низька, є неоцинковані ділянки, покриття має дуже малу товщину, не достатню для тривалої експлуатації виробу в корозійно активних середах. При температурах вище 650°С (варіант 8, 15) якість цинкового покриття низька, при випробуванні на міцність зчеплення цинкового покриття із сталевою основою на ділянках, де утворилася окалина, цинкове покриття відшаровується, оголюючи сталеву основу; підвищена витрата цинку. При тиску гранульованого цинку на протяжний виріб менше 0,2МПа цинкове покриття нерівномірне по товщині, що погіршує якість цинкового покриття. При тиску гранульованого цинку вище 0,4МПа покриття по товщині дорівнює покриттю за найближчим аналогом, що підвищує витрати цинку. Запропонована корисна модель в порівнянні з найближчим аналогом спрощує технологію цинкування, знижує витрату цинку на 20-30%, підвищує якість цинкового покриття: розкид значень товщини цинкового покриття не перевищує 5%. Таблиця Технологічні параметри і результати випробування способу цинкування протяжних виробів Результати випробувань Розкид товщини покриття по перетину по довжині Стан цинкового покриття мкм % мкм % 5-10 41-83 5-10 41-83 Є неоцинковані ділянки 1-1,5 4,5 1 3,5 Покриття суцільне, міцно 1-1,5 4,3 1 3,4 зчеплене із сталлю 1-1,5 4,0 1-1,5 4,0 Товщина покриття велика, 42 1,5-2 4,2 1-1,5 3,1 місцями покриття відшаровується 13 5-10 38-77 5-10 38-77 Є неоцинковані ділянки 28 1-1,5 4,4 1 3,6 Покриття суцільне, міцно 29 1-1,5 4,3 1 3,5 зчеплене із сталлю 30 1-1,5 4,1 1 3,3 Товщина покриття близь38 1,5-2 4,6 1,5 4,0 ка до відомого 13 5-10 38-77 5-10 38-77 Є неоцинковані ділянки 28 1-1,5 4,4 1 3,6 Покриття суцільне, міцно 29 1-1,5 4,3 1 3,4 зчеплене із сталлю 30 1-1,5 4,1 1 3,3 Є місця, що відшарову40 1,5 3,8 1,5 3,8 ються Найближчий аналог Покриття великої товщи40 4 10 5 12;5 ни, нерівномірне по товщині Тиск гранульо№ варі- Температура Товщина циваного цинку, анту нагріву, С нкового покМпа риття, мкм 1 450 0,17 12 2 500 0,20 27 3 547 0,296 29 4 650 0,40 31 5 700 0,45 6 7 8 9 575 575 575 575 0,17 0,20 0,304 0,40 10 575 0,458 11 12 13 14 450 500 575 650 0,30 0,30 0,30 0,30 15 700 0,30 16 180 7 Комп’ютерна верстка М. Ломалова 55851 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for zinc plating extended articles
Автори англійськоюMaksakov Anatolii Ivanovych, Alimov Valerii Ivanovych, Maksakova Anna Anatoliivna
Назва патенту російськоюСпособ цинкования протяженных изделий
Автори російськоюМаксаков Анатолий Иванович, Алимов Валерий Иванович, Максакова Анна Анатольевна
МПК / Мітки
МПК: C23C 24/00
Мітки: спосіб, протяжних, цинкування, виробів
Код посилання
<a href="https://ua.patents.su/4-55851-sposib-cinkuvannya-protyazhnikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб цинкування протяжних виробів</a>
Склад розплаву для гарячого цинкування сталевих виробів
Номер патенту: 58926
Опубліковано: 15.08.2003
Автори: Алімов Валерій Іванович, Шевелев Олександр Іванович, Уманська Ірина Анатоліївна
МПК: C23C 2/06
Мітки: розплаву, виробів, гарячого, цинкування, сталевих, склад
Формула / Реферат:
Склад розплаву для гарячого цинкування сталевих виробів, що містить первинний цинк, який відрізняється тим, що він додатково містить вторинний цинк і борний ангідрид при наступному співвідношенні компонентів, мас. %: вторинний цинк 35-55 борний ангідрид 0,001-0,1 первинний цинк решта.
Спосіб збагачування цинком розплаву для цинкування сталевих виробів
Номер патенту: 30641
Опубліковано: 15.12.2000
Автори: Гончар Володимир Павлович, Мітніков Ілля Юхимович, Агапов Володимир Миколайович, Макієвський Юрій Ізотович, Куцін Володимир Семенович, Сергєєв Віктор Володимирович
МПК: C23C 2/06
Мітки: цинкування, виробів, збагачування, розплаву, спосіб, сталевих, цинком
Формула / Реферат:
Спосіб збагачення цинком розплаву для цинкування сталевих виробів, що включає збір вигарків з дзеркала розплаву, їх здрібнення, виділення з вигарків, покритих їх залишками, часток цинку та наступне уведення цих часток у розплав, який відрізняється тим, що покриті залишками вигарків частки цинку перед уведенням у розплав розміщують у перфорованому контейнері, у якому їх промивають, флюсують та сушать, а потім здійснюють уведення у розплав...
Сталева штаба з покриттям із цинкового сплаву, нанесеним методом гарячого цинкування, та спосіб її виробництва
Номер патенту: 84778
Опубліковано: 25.11.2008
Автори: Влот Марго Джулия, Маалман Теодорус Францискус Жозеф, Блікер Роберт
МПК: C23C 2/06
Мітки: спосіб, виробництва, методом, покриттям, нанесеним, штаба, цинкового, гарячого, сталева, цинкування, сплаву
Формула / Реферат:
1. Сталева штаба з нанесеним методом гарячого цинкування шаром покриття із цинкового сплаву, яка відрізняється тим, що цинковий сплав містить, мас. %:0,3-2,3 магнію,0,6-2,3 алюмінію,неминучі домішки,решта - цинк,причому вміст кремнію у шарі цинкового покриття є нижчим 0,0010 мас. %, і шар покриття із цинкового сплаву має товщину 3-12 мкм.2. Сталева штаба за п. 1, яка відрізняється тим,...
Сплав та спосіб гарячого цинкування сталі
Номер патенту: 56235
Опубліковано: 15.05.2003
Автор: Жіль Майкл
МПК: C23C 2/06, C22C 18/00
Мітки: гарячого, сплав, цинкування, сталі, спосіб
Формула / Реферат:
1. Ванна гарячого цинкування, яка включає цинковий сплав, який містить Sn та Ві, яка відрізняється тим, що вміст Sn разом з Ві становить від 1% мас. до 5% мас., вміст щонайменше одного з таких металів: Ni, Сr і Мn, становить від 0,025% мас. до 0,200% мас., решта - цинк та неминучі домішки.2. Ванна за п. 1, до складу якої входить від 0,025% мас. до 0,100% мас. Сr.3. Ванна за п. 1, до складу якої входить від 0,025% мас. до 0,200%...
Спосіб одержання цинку з відходів гарячого цинкування
Номер патенту: 51577
Опубліковано: 15.11.2002
Автори: Самохвалов Володимир Михайлович, Семенченко Петро Михайлович, Синельніков Володимир Петрович, Климанчук Владислав Владиславович, Бойко Володимир Семенович, Дюнов Павел Васильович
МПК: C22B 19/00
Мітки: спосіб, відходів, гарячого, цинку, цинкування, одержання
Формула / Реферат:
Спосіб лікування критичної ішемії верхніх кінцівок, який включає виконання періартеріальної сімпатектомії артеріальної дуги верхньої кінцівки, відрізняється тим, що виконують пряму та непряму тромбектомію.
Попередній патент: Спосіб отримання кераміки напівпровідникової калій-ніобій-фосфатної бронзи k7nb14p9o60 в умовах високих тисків та температур
Наступний патент: Спосіб лікування хронічного генералізованого пародонтиту
Випадковий патент: Спосіб доробки насіння томата