Прес для штампування черепиці
Номер патенту: 56264
Опубліковано: 15.05.2003
Автори: Болотських Микола Степанович, Федоров Георгій Дмитрович, Савченко Олександр Григорович, Корнілов Костянтин Володимирович, Крот Олександр Юлійович

Формула / Реферат
Штампувальний прес, що включає нижню і зв'язану з приводом зворотно-поступального руху верхню прямокутні матриці, кожна з яких має робочу поверхню для формування профілю черепиці, та калібрувальні пояси, який відрізняється тим, що кутові зони калібрувальних поясів верхньої матриці виконані рухомими і обладнані пружними прокладками, товщина і жорсткість яких вибрані такими, щоб забезпечити переміщення кутових зон у перпендикулярному відносно матриці напрямку на величину, що становить 25-40 % від мінімальної висоти щілини між калібрувальними поясами наприкінці штампування.
Текст
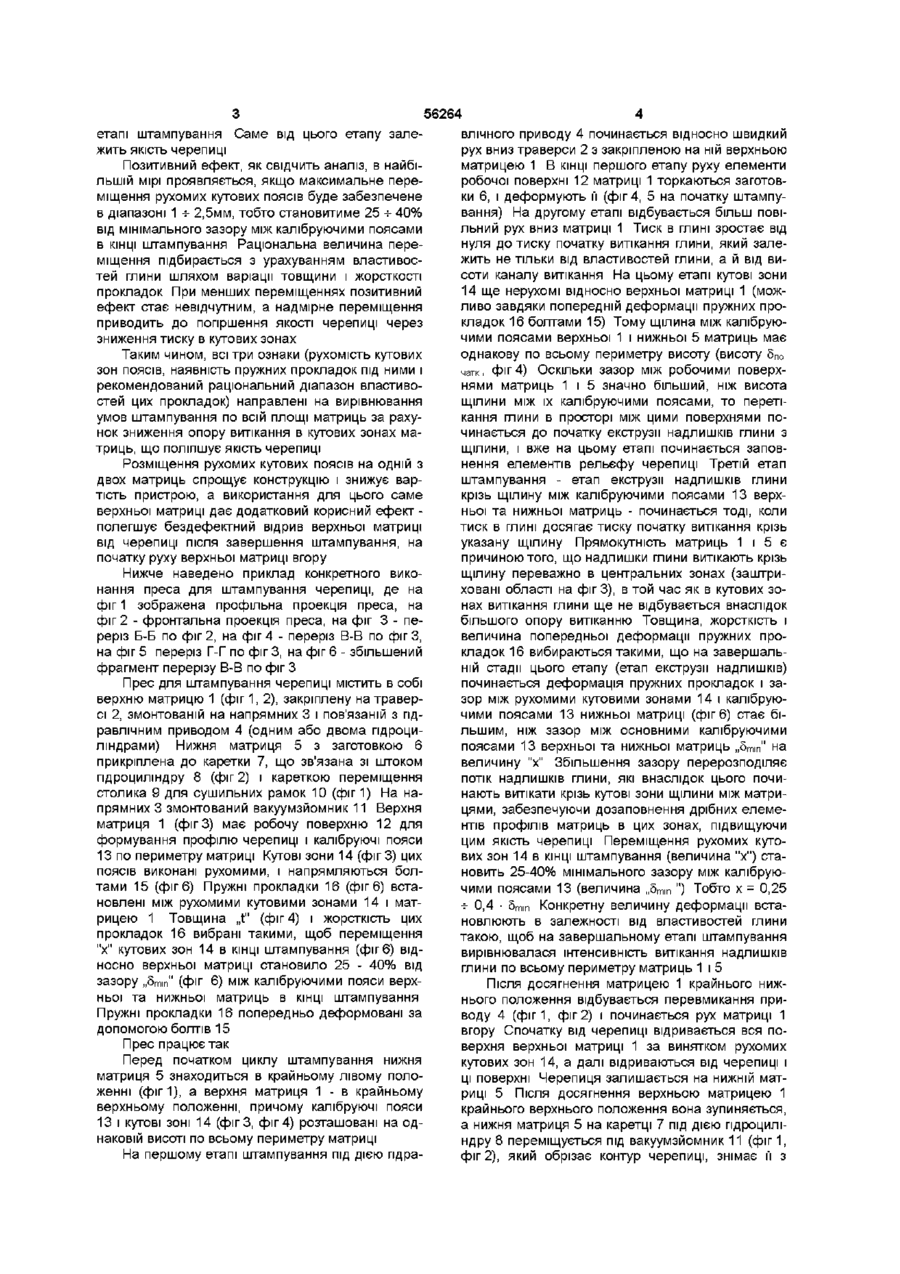
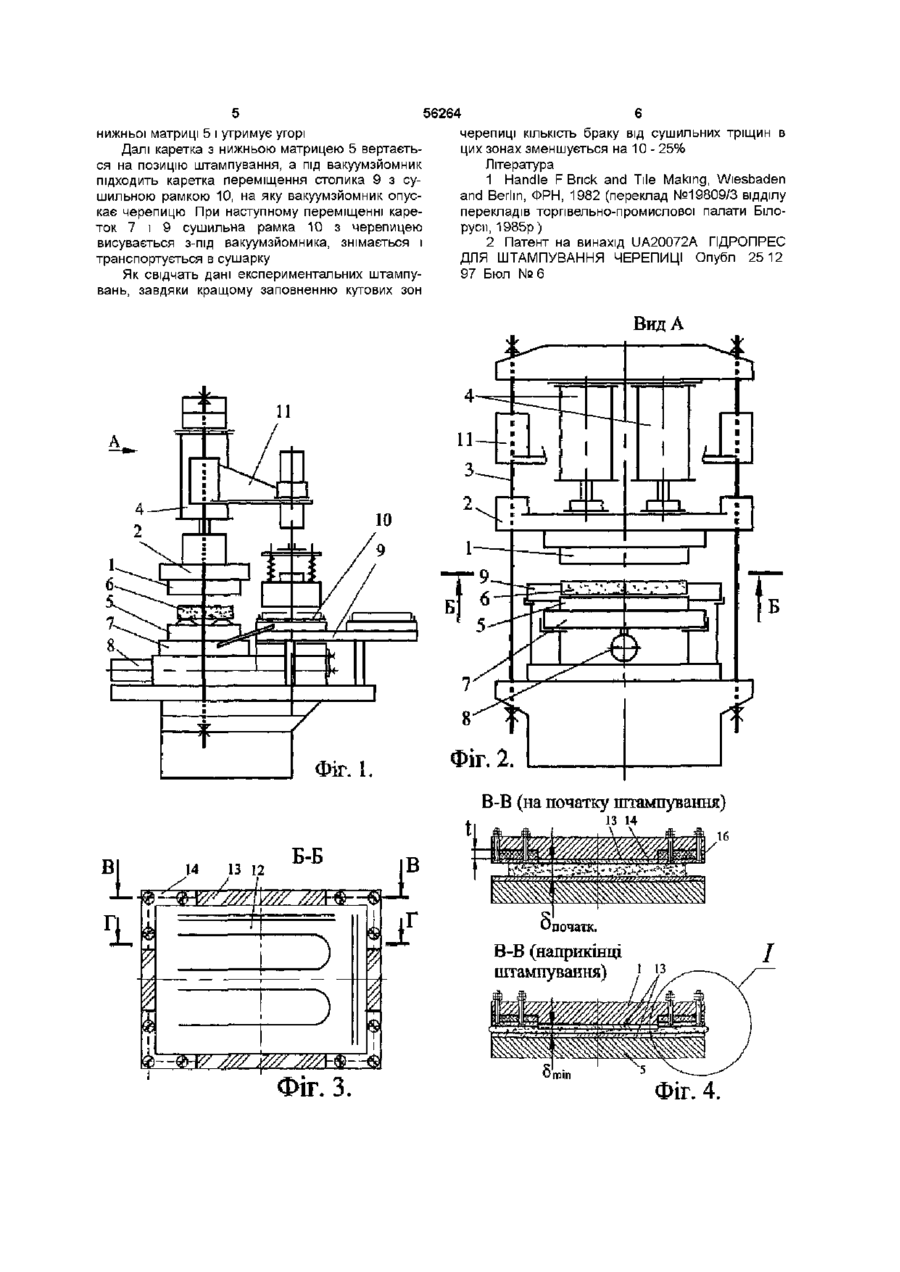
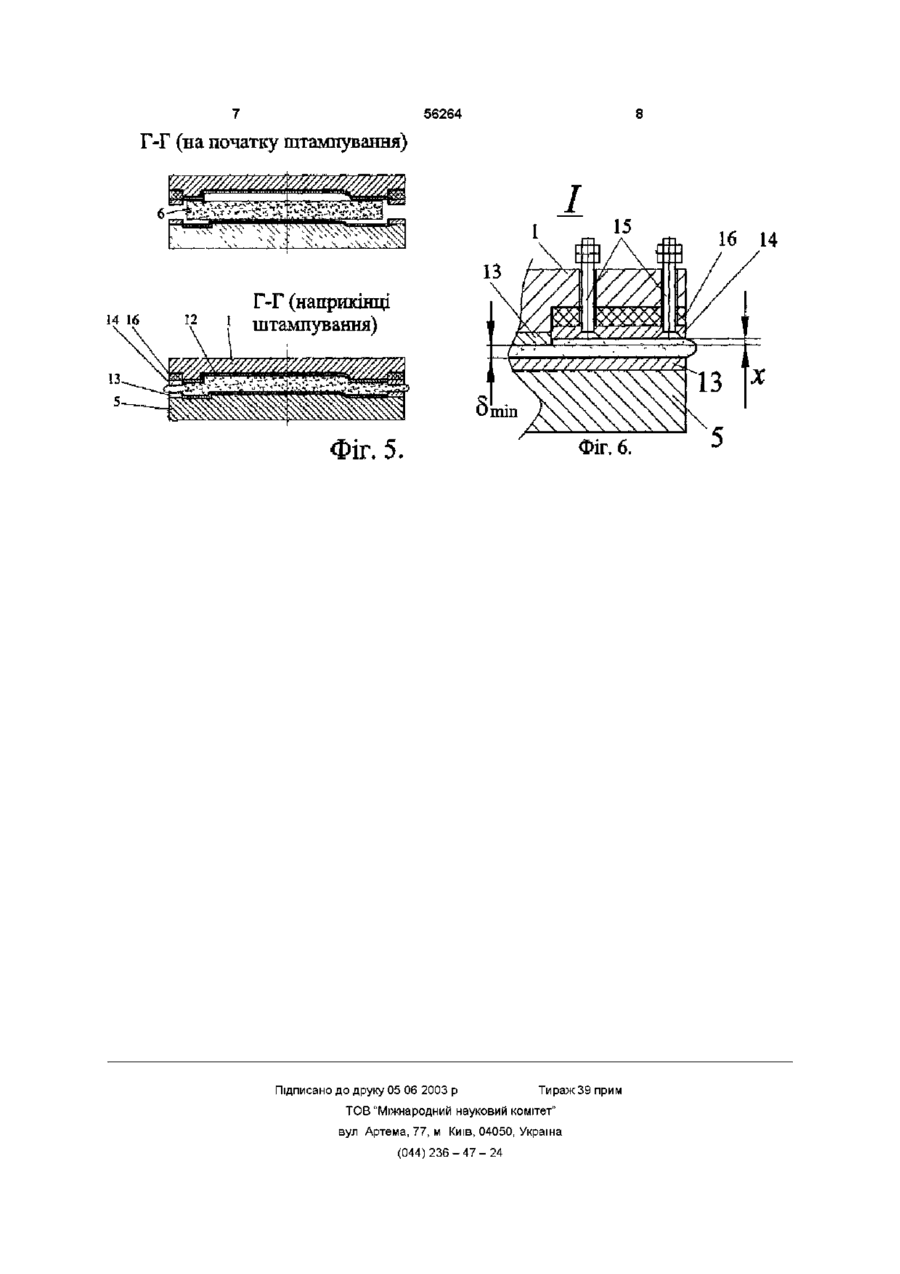
Штампувальний прес, що включає нижню і зв'язану з приводом зворотно-поступального руху верхню прямокутні матриці, кожна з яких має робочу поверхню для формування профілю черепиці, та калібрувальні пояси, який відрізняється тим, що кутові зони калібрувальних поясів верхньої матриці виконані рухомими і обладнані пружними прокладками, товщина і жорсткість яких вибрані такими, щоб забезпечити переміщення кутових зон у перпендикулярному відносно матриці напрямку на величину, що становить 25-40 % від мінімальної висоти щілини між калібрувальними поясами наприкінці штампування Винахід відноситься до обладнання для виготовлення керамічної черепиці штампуванням з попередньо сформованої глиняної заготовки Основними елементами пресів для штампування керамічної черепиці є верхня і нижня прямокутні матриці Кожна з матриць має робочу поверхню для формування рельєфу черепиці і закріплені нерухомо по периметру матриць калібруючі пояси, які утворюють між матрицями щілину однакової по периметру висоти (умовно назвемо цю висоту "5") При зближенні матриць глина заготовки, об'єм якої більше об'єму майбутньої черепиці, стискається і заповнює елементи рельєфу черепиці, а надлишок глини витікає крізь вищезгадану щілину Висота щілини по мірі зближення сушки Органічною причиною цього недоліку є прямокутність форми черепиці, при якій умови штампування центральних і кутових зон неоднакові Винахід направлений на розв'язання задачі поліпшення якості штампованої керамічної черепиці за рахунок зменшення різниці в умовах штампування по всій площі матриць шляхом зниження опору витіканню надлишків глини в кутових зонах Поставлена задача розв'язується тим, що у штампувальному пресі, що містить в собі нижню і пов'язану з приводом зворотно-поступального руху верхню прямокутні матриці, кожна з яких має робочу поверхню для формування профілю черепиці і калібруючі пояси, згідно винаходу, кутові зони калібруючих поясів верхньої матриці виконані рухомими і обладнані пружними прокладками, товщина І жорсткість яких вибрані такими, щоб забезпечити переміщення кутових зон у перпендикулярному відносно матриці напрямку на величину, що становить 25 -ь 40% від мінімальної висоти щілини між калібруючими поясами наприкінці штампування МатрИЦЬ ЗМеНШуЄТЬСЯ ВІД ПОЧаТКОВОЇ (5 ПО чатк) ДО мінімальної (5mm) і в КІНЦІ штампування звичайно становить 3 -ь 6мм Матриці відомих пресів виконувались з гіпсу [1] Більш досконалим є вибраний як прототип прес для штампування керамічної черепиці, який містить в собі нижню і пов'язану з гідравлічним приводом зворотно-поступального руху верхню матриці, які мають робочу поверхню з антиадгезійного матеріалу і закріплені по периметру металеві планки, що утворюють калібруючі пояси [2] Недоліком прототипу є низька якість черепиці, що є наслідком недостатнього заповнення елементів профілю в кутових зонах матриць і може призводити до появи тріщин в цих зонах в процесі Виконання кутових зон калібруючих поясів рухомими дозволяє регулювати інтенсивність витікання глини крізь щілину в кутових зонах за рахунок зміни висоти щілини "5" в цих зонах в процесі витікання Наявність пружної прокладки забезпечує можливість такого регулювання на завершальному О (О (О ю 56264 етапі штампування Саме від цього етапу залевлічного приводу 4 починається відносно швидкий жить якість черепиці рух вниз траверси 2 з закріпленою на ній верхньою матрицею 1 В КІНЦІ першого етапу руху елементи Позитивний ефект, як свідчить аналіз, в найбіробочої поверхні 12 матриці 1 торкаються заготовльшій мірі проявляється, якщо максимальне переки 6, і деформують її (фіг 4, 5 на початку штампуміщення рухомих кутових поясів буде забезпечене вання) На другому етапі відбувається більш повів діапазоні 1 -ь 2,5мм, тобто становитиме 25 -ь 40% льний рух вниз матриці 1 Тиск в глині зростає від від мінімального зазору між калібруючими поясами нуля до тиску початку витікання глини, який залев КІНЦІ штампування Раціональна величина пережить не тільки від властивостей глини, а й від виміщення підбирається з урахуванням властивоссоти каналу витікання На цьому етапі кутові зони тей глини шляхом варіації товщини і жорсткості 14 ще нерухомі відносно верхньої матриці 1 (можпрокладок При менших переміщеннях позитивний ливо завдяки попередній деформації пружних проефект стає невідчутним, а надмірне переміщення кладок 16 болтами 15) Тому щілина між калібруюприводить до погіршення якості черепиці через чими поясами верхньої 1 і нижньої 5 матриць має зниження тиску в кутових зонах однакову по всьому периметру висоту (висоту 5П0 Таким чином, всі три ознаки (рухомість кутових чатк, фіг 4) Оскільки зазор між робочими поверхзон поясів, наявність пружних прокладок під ними і нями матриць 1 і 5 значно більший, ніж висота рекомендований раціональний діапазон властивощілини між їх калібруючими поясами, то перетістей цих прокладок) направлені на вирівнювання кання глини в просторі між цими поверхнями поумов штампування по всій площі матриць за рахучинається до початку екструзії надлишків глини з нок зниження опору витікання в кутових зонах мащілини, і вже на цьому етапі починається заповтриць, що поліпшує якість черепиці нення елементів рельєфу черепиці Третій етап Розміщення рухомих кутових поясів на одній з штампування - етап екструзії надлишків глини двох матриць спрощує конструкцію і знижує варкрізь щілину між калібруючими поясами 13 верхтість пристрою, а використання для цього саме ньої та нижньої матриць - починається тоді, коли верхньої матриці дає додатковий корисний ефект тиск в глині досягає тиску початку витікання крізь полегшує бездефектний відрив верхньої матриці указану щілину Прямокутність матриць 1 і 5 є від черепиці після завершення штампування, на причиною того, що надлишки глини витікають крізь початку руху верхньої матриці вгору щілину переважно в центральних зонах (заштриНижче наведено приклад конкретного викоховані області на фіг 3), в той час як в кутових зонання преса для штампування черепиці, де на нах витікання глини ще не відбувається внаслідок фіг 1 зображена профільна проекція преса, на більшого опору витіканню Товщина, жорсткість і фіг 2 - фронтальна проекція преса, на фіг 3 - певеличина попередньої деформації пружних прореріз Б-Б по фіг 2, на фіг 4 - переріз В-В по фіг З, кладок 16 вибираються такими, що на завершальна фіг 5 переріз Г-Г по фіг 3, на фіг 6 - збільшений ній стадії цього етапу (етап екструзії надлишків) фрагмент перерізу В-В по фіг З починається деформація пружних прокладок і заПрес для штампування черепиці містить в собі зор між рухомими кутовими зонами 14 і калібруюверхню матрицю 1 (фіг 1, 2), закріплену на траверчими поясами 13 нижньої матриці (фіг 6) стає бісі 2, змонтованій на напрямних 3 і пов'язаній з гідльшим, ніж зазор між основними калібруючими равлічним приводом 4 (одним або двома гідроципоясами 13 верхньої та нижньої матриць „5тщ" на ліндрами) Нижня матриця 5 з заготовкою 6 величину "х" Збільшення зазору перерозподіляє прикріплена до каретки 7, що зв'язана зі штоком ПОТІК надлишків глини, які внаслідок цього почигідроциліндру 8 (фіг 2) і кареткою переміщення нають витікати крізь кутові зони щілини між матристолика 9 для сушильних рамок 10 (фіг 1) На нацями, забезпечуючи дозаповнення дрібних елемепрямних 3 змонтований вакуумзйомник 11 Верхня нтів профілів матриць в цих зонах, підвищуючи матриця 1 (фігЗ) має робочу поверхню 12 для цим якість черепиці Переміщення рухомих кутоформування профілю черепиці і калібруючі пояси вих зон 14 в КІНЦІ штампування (величина "х") ста13 по периметру матриці Кутові зони 14 (фіг 3) цих новить 25-40% мінімального зазору між калібруюпоясів виконані рухомими, і напрямляються болчими поясами 13 (величина „5тщ ") Тобто х = 0,25 тами 15 (фіг 6) Пружні прокладки 16 (фіг 6) вста-ь 0,4 • 5 m Конкретну величину деформації встаm новлені між рухомими кутовими зонами 14 і матновлюють в залежності від властивостей глини рицею 1 Товщина „t" (фіг 4) і жорсткість цих такою, щоб на завершальному етапі штампування прокладок 16 вибрані такими, щоб переміщення вирівнювалася інтенсивність витікання надлишків "х" кутових зон 14 в КІНЦІ штампування (фіг 6) відглини по всьому периметру матриць 1 і 5 носно верхньої матриці становило 25 - 40% від зазору „5mm" (фіг 6) між калібруючими пояси верхПісля досягнення матрицею 1 крайнього нижньої та нижньої матриць в КІНЦІ штампування нього положення відбувається перевмикання приПружні прокладки 16 попередньо деформовані за воду 4 (фиг 1, фіг 2) і починається рух матриці 1 допомогою болтів 15 вгору Спочатку від черепиці відривається вся поПрес працює так верхня верхньої матриці 1 за винятком рухомих Перед початком циклу штампування нижня кутових зон 14, а далі відриваються від черепиці і матриця 5 знаходиться в крайньому лівому полоці поверхні Черепиця залишається на нижній матженні (фиг 1), а верхня матриця 1 - в крайньому риці 5 Після досягнення верхньою матрицею 1 верхньому положенні, причому калібруючі пояси крайнього верхнього положення вона зупиняється, 13 і кутові зоні 14 (фіг 3, фіг 4) розташовані на ода нижня матриця 5 на каретці 7 під дією гідроцилінаковій висоті по всьому периметру матриці ндру 8 переміщується під вакуумзйомник 11 (фіг 1, фіг 2), який обрізає контур черепиці, знімає її з На першому етапі штампування під дією гідра нижньої матриці 5 і утримує угорі Далі каретка з нижньою матрицею 5 вертається на позицію штампування, а під вакуумзйомник підходить каретка переміщення столика 9 з сушильною рамкою 10, на яку вакуумзйомник опускає черепицю При наступному переміщенні кареток 7 і 9 сушильна рамка 10 з черепицею висувається з-під вакуумзйомника, знімається і транспортується в сушарку Як свідчать дані експериментальних штампувань, завдяки кращому заповненню кутових зон 56264 черепиці КІЛЬКІСТЬ браку від сушильних тріщин в цих зонах зменшується на 10 - 25% Література 1 Handle F Brick and Tile Making, Wiesbaden and Berlin, ФРН, 1982 (переклад №19809/3 відділу перекладів торпвельно-промислової палати Білоруси, 1985р) 2 Патент на винахід UA20072A ГІДРОПРЕС ДЛЯ ШТАМПУВАННЯ ЧЕРЕПИЦІ Опубл 25 12 97 Бюл № 6 Вид А А В-В (на початку штампування) 'почата. В-В (наприкінці штампування) ' ФІГ. 3. 13 Фіг. 4. 7 56264 Г-Г (на початку штампування) 16 14 із ^ 16 І2 1 Г-Г (наприкінці штампування) Фіг. 5. Підписано до друку 05 06 2003 р Фіг. 6. Тираж 39 прим ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюPress for tile stamping
Автори англійськоюFedorov Heorhii Dmytrovych, Bolotskykh Mykola Stepanovych, Savchenko Oleksandr Hryhorovych, Krot Oleksandr Yuliiovych
Назва патенту російськоюПресс для штамповки черепицы
Автори російськоюФедоров Георгий Дмитриевич, Болотских Николай Степанович, Савченко Александр Григорьевич, Крот Александр Юлиевич
МПК / Мітки
МПК: B28B 3/10
Мітки: штампування, черепиці, прес
Код посилання
<a href="https://ua.patents.su/4-56264-pres-dlya-shtampuvannya-cherepici.html" target="_blank" rel="follow" title="База патентів України">Прес для штампування черепиці</a>
Гідропрес для штампування черепиці

Номер патенту: 20072
Опубліковано: 25.12.1997
Автори: Білан Володимир Демидович, Лисяк Генадій Миколайович, Ковтун Олександр Павлович, Федоров Георгій Дмитрович, Тимощенков Володимир Георгійович, Лущан Микола Миколайович, Савченко Олександр Григорович
МПК: B28B 3/10
Мітки: штампування, гідропрес, черепиці
Формула / Реферат:
1. Гидропресс для штампования черепицы, содержащий раму, матрицу, связанную с приводом возвратно-поступательного движения, толкатель заготовок с подвижной рамкой, а также вакуумсъемник для перемещения черепицы с матрицы на сушильную рамку, отличающийся тем, что он снабжен связанным с матрицей столиком, на котором размещены направляющие сушильной рамки, перпендикулярные направлению движения матрицы, а подвижная рамка связана с рамой упругой...
Спосіб напівсухого пресування керамічної черепиці
Номер патенту: 9641
Опубліковано: 30.09.1996
Автори: Паламар Орест Степанович, Дигдалович Андрій Михайлович, Чернікова Ірина Валеріївна, Бек Маркіян Васильович, Бек Юрій Маркіянович, Чень Степан Матвійович, Дубина Володимир Іванович
МПК: B28B 3/00
Мітки: напівсухого, пресування, керамічної, спосіб, черепиці
Формула / Реферат:
Спосіб напівсухого пресування керамічної черепиці, що включає засипку прес-порошку в прес-форми, пресування його та виштовхування (відбір) відпресованої черепиці, який відрізняється тим, що пресування здійснюють у прес-формі з пазами.
Багатопозиційний прес для штампування виробів

Номер патенту: 5603
Опубліковано: 28.12.1994
Автори: Шумейко Андрій Дмитрович, Шумейко Павло Дмитрович, Шумейко Дмитро Іванович
МПК: B21D 43/00
Мітки: штампування, виробів, багатопозиційний, прес
Формула / Реферат:
(57) 1. Многопозиционный пресс для штамповки изделий, содержащий ползун, стол, расположенные в технологической последовательности нижние инструменты, смонтированные на столе, и верхние инструменты, закрепленные на ползуне, средство для загрузки в прессе детали, грейферные линейки для перемещения деталей между инструментами, установленные с возможностью перемещения в вертикальном и горизонтальном направлениях, соединенные между собой...
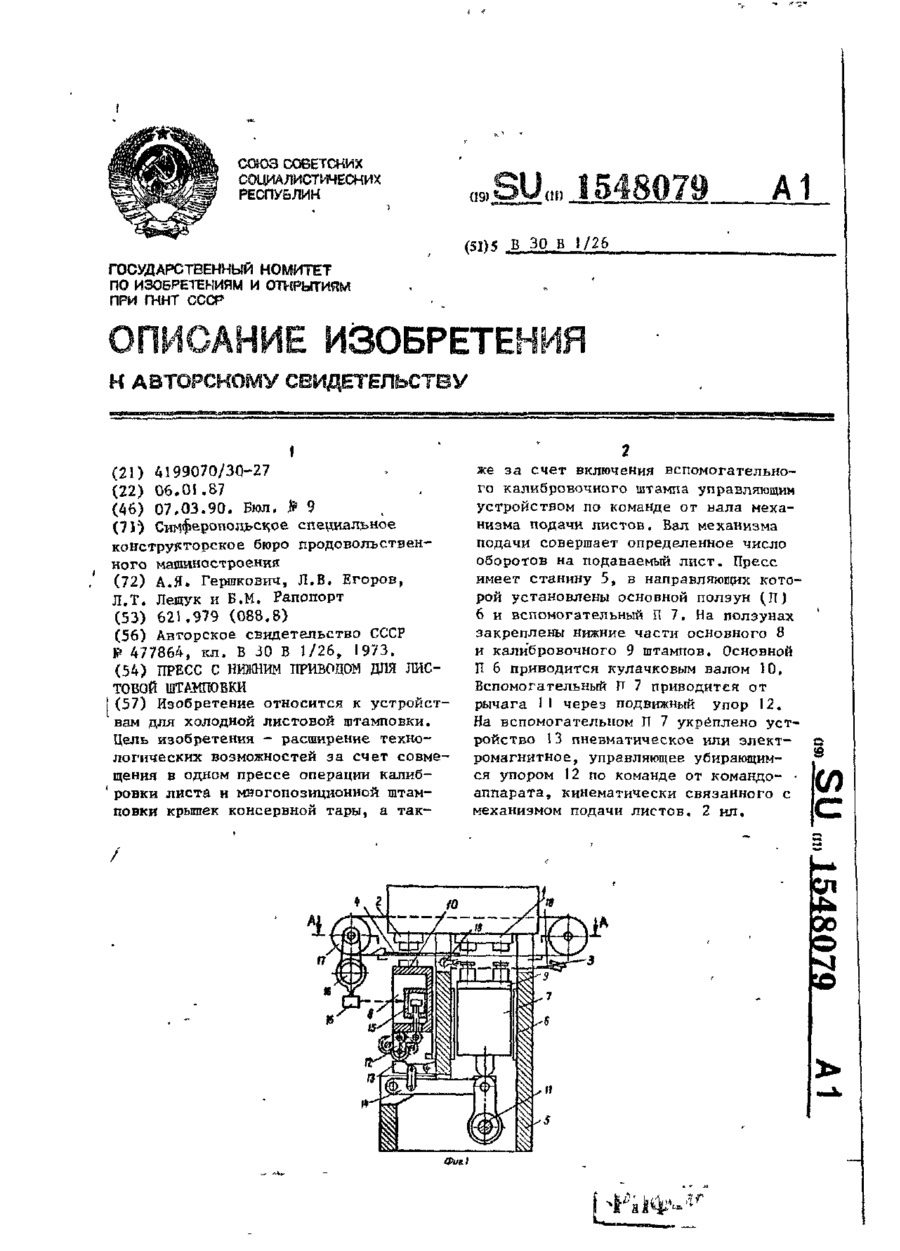
Прес з нижнім приводом для листового штампування
Номер патенту: 12144
Опубліковано: 25.12.1996
Автори: Гершкович Олександр Яковлевич, Єгоров Леонід Васильович, Лещук Леонід Трохимович, Рапопорт Борис Мойсейович
МПК: B30B 1/26
Мітки: нижнім, листового, штампування, прес, приводом
Формула / Реферат:
1. Пресс с нижним приводом для листовой штамповки, содержащий станину ползун, направляющие ползуна и привод ползуна с кривошипно-шатунным механизмом, отличающийся тем, что, с целью расширения технологических возможностей, пресс снабжен механизмом подачи листовых заготовок, дополнительными направляющими, парал-лельными имеющимся направляющим, дополнительным ползуном, кинематически связанным с упомянутым приводом посредством системы...
Спосіб виготовлення черепиці різного профілю та інших виробів товщиною 6-20 мм методом роздільного вібрування і профільно-площинного формування та пристрій для його здійснення
Номер патенту: 36604
Опубліковано: 16.04.2001
Автори: Черняк Михайло Вадимович, Черняк Вадим Павлович
МПК: B28B 1/00, B32B 13/00, B28B 5/00, B28B 21/02
Мітки: здійснення, виготовлення, пристрій, спосіб, різного, черепиці, профільно-площинного, товщиною, виробів, методом, профілю, інших, вібрування, роздільного, формування
Формула / Реферат:
1. Cпосіб виготовлення черепиці різного профілю та інших виробів товщиною 6 - 20 мм методом роздільного вібрування і профільно-площинного формування, що включає ущільнення заздалегідь підготовленої бетонної суміші шляхом вібрації, формування виробів, витримки в формах до отвердіння і расформування, який відрізняється тим, що бетонну суміш з добавкою щебеню фракції 2 - 5 мм завантажують для ущільнення на прокладку, розташовану на плиті...
Попередній патент: Полімерсилікатна суміш
Наступний патент: Активатор
Випадковий патент: Солі метил-(r)-7-[3-аміно-4-(2,4,5-трифторфеніл)-бутирил]-3-трифторметил-5,6,7,8-тетрагідроімідазо[1,5-a]піразин-1-карбоксилату