Багатопозиційний прес для штампування виробів
Номер патенту: 5603
Опубліковано: 28.12.1994
Автори: Шумейко Павло Дмитрович, Шумейко Андрій Дмитрович, Шумейко Дмитро Іванович

Формула / Реферат
(57) 1. Многопозиционный пресс для штамповки изделий, содержащий ползун, стол, расположенные в технологической последовательности нижние инструменты, смонтированные на столе, и верхние инструменты, закрепленные на ползуне, средство для загрузки в прессе детали, грейферные линейки для перемещения деталей между инструментами, установленные с возможностью перемещения в вертикальном и горизонтальном направлениях, соединенные между собой управляющий и управляемый пневмораспределители, копир, установленный на грейферных линейках с возможностью взаимодействия с управляющим пневмораспределителем, пневмоцилиндр, связанный с управляемым пневмораспределителем, отличающийся тем, что он снабжен дополнительным вертикальным копиром, установленным на грейферных линейках управляемый пневмораспределитель установлен с возможностью взаимодействия с дополнительным копиром, а пневмоцилиндр установлен перед прессом и шток его связан со средством для загрузки деталей в пресс.
2. Многопозиционный пресс, отличающийся тем, что пневмоцилиндр установлен перпендикулярно столу.
Текст
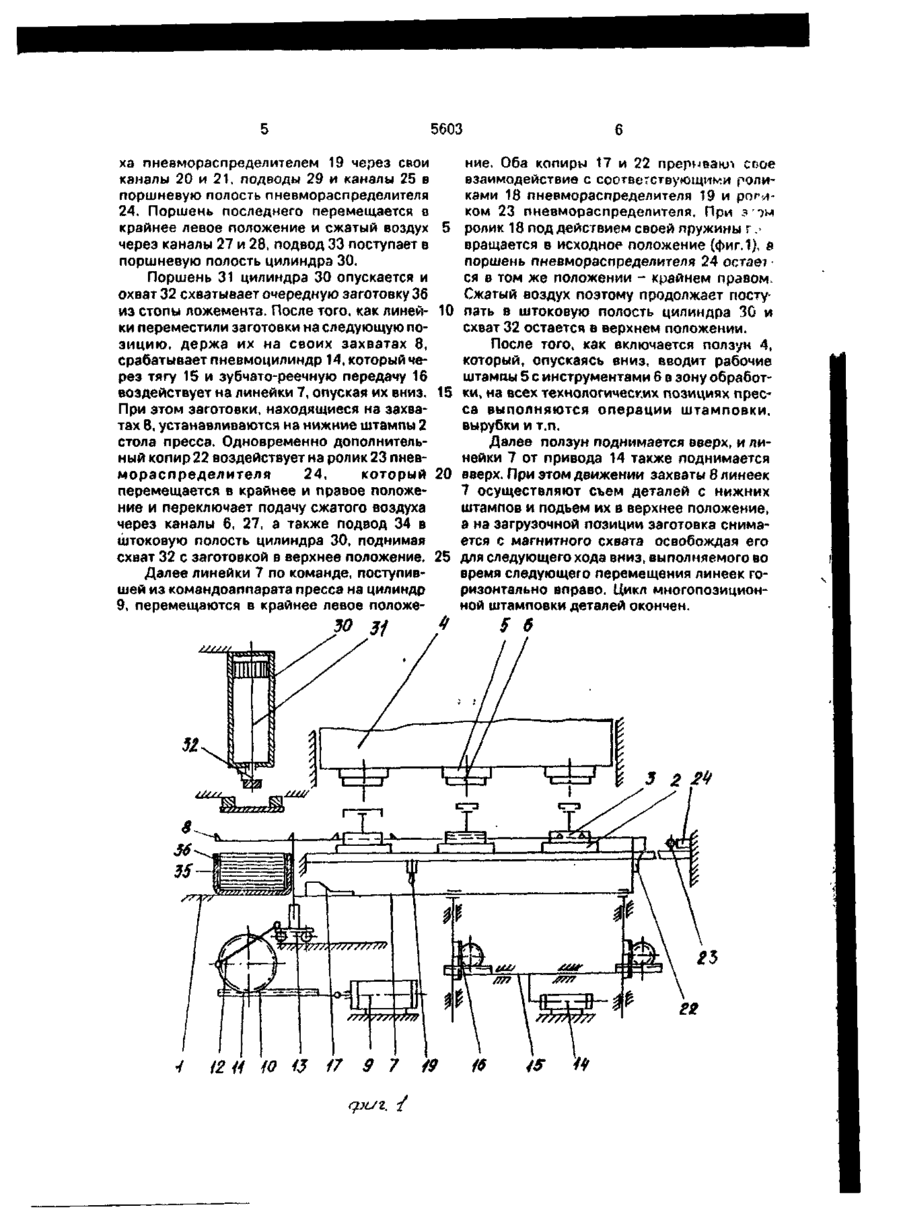
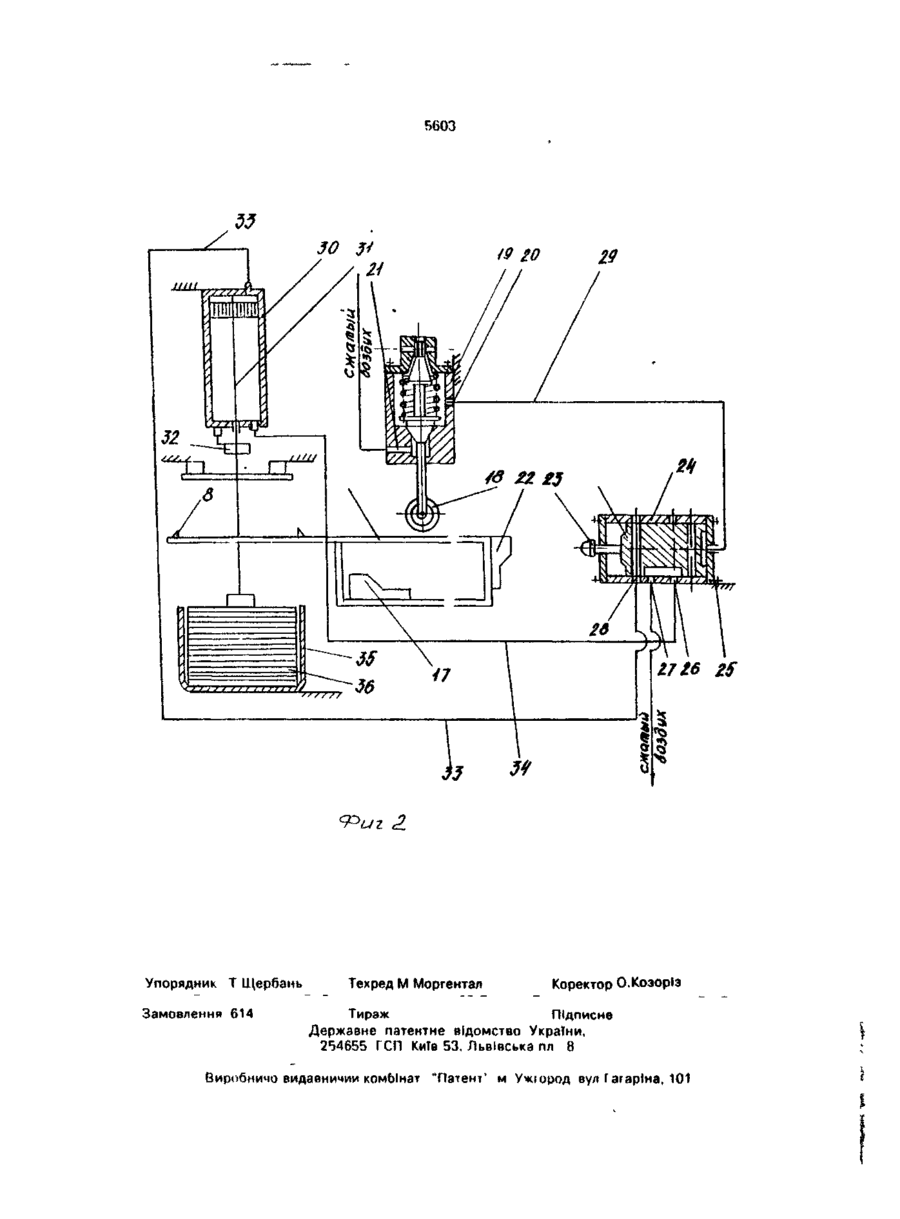
1. Многопозиционный пресс для штамповки изделий, содержащий ползун, стол, расположенные в технологической последовательности нижние инструменты, смонтированные на столе, и верхние инструменты, закрепленные на ползуне, средство для загрузки в прессе детали, грейферные линейки для перемещения деталей между инстру ментами, установленные с возможностью перемещения в вертикальном и горизонтальном направлениях, соединенные между собой управляющий и управляемый пневмораспределители, копир, установленный на грейферных линейках с возможностью взаимодействия с управляющим пневмораспределителем, пневмоцилиндр, связанный с управляемым пневмораспределителем, о тличающийся тем, что он снабжен дополнительным вертикальным копиром, установленным на грейферных линейках управляемый пневмораспределитель установлен с возможностью взаимодействия с дополнительным копиром, а пневмоцилиндр установлен перед прессом и шток его связан со средством для загрузки деталей в пресс. 2. Многопозиционный пресс, о т л и ч а ю щ и й с я тем, что пневмоцилиндр установлен перпендикулярно столу Изобретение относится к обработке металлов давлением и может быть использовано для штамповки деталей различной конфигурации одного из нижних инструментов (а с. N? 1542670,кл В 21 D 43/00, 1988 г) Заготовки подаются на позиции пресса с загрузочной позиции, размещенной вне пресса и не связанной с ним, а поскольку собственно пресс работает в автоматическом режиме, то отсутствие связи загрузочного механизма с командоаппаратом пресса приводит к существенному рассогласоеа нию при подаче заготовки в зону пресса действий этого устройства, системы шагово го перемещения и рабочих инструментов пресса и, в конечном счете, к необходимо! ги постоянной корректировки совместных A W ствий указанных механизмов Это. Б Г ПОЮ Известен многопозиционный пресс для штамповки изделий, содержащий ползун, стол со штампами и рабочими инструментами, система шагового перемещения в виде грейферных линеек для переноса заготовок между позициями, а также управляющий и управляемый пневмораспределители На линейке размещен копир, взаимодействующий с управляющим пневмораспределителем, а на столе размещен цилиндр для ввода 1Ь с > з 5603 очередь, снижает надежность работы пресса и уровень автоматизации всего процесса изготовления деталей, увеличивает трудоемкость и снижает производительность труда. 5 Поставленная задача решается тем, что в многопозиционном прессе для'штамповки изделий, содержащем ползун, стол, расположенные в технологической последовательности ниже инструменты, 10 смонтированные на столе, и верхние инструменты, закрепленные на ползуне, средство для загрузки в прессе детали, грейферные линейки для перемещения деталей между инструментами, установленные с возможно- 15 стью перемещения в вертикальном и горизонтальном направлениях, соединенные между собой управляющий и управляемый пневмораспределители, копир, установленный на грейферных линейках с возможно- 20 стью взаимодействия с управляющим пневмораспределителем, пневмоцилиндр, связанный с управляемым пневмораспределителем, согласно изобретению, он снабжен дополнительным вертикальным копиром, 25 установленным на грейферных линейках, управляемый пневмораспределитель установлен с возможностью взаимодействия с дополнительным копиром, а пневмоцилиндр установлен перед прессом и шток его 30 связан со средством для загрузки деталей в пресс. КроМЪ того, пневмоцилиндр установлен перпендикулярно столу. Технический результат достигается вве- 35 дением дополнительного копира, взаимодействующего с управляемым пневмораспределителем, соединенным, в свою очередь, с цилиндром нагрузочного механизма, что позволяет включить в авто- 40 матический цикл изготовления деталей и загрузку листовыми заготовками, обеспечивая, таким образом, и большую надежность процесса и (эолее высокий уровень автоматизации. 45 Существо изобретения поясняется чертежами, где на фиг.1 изображен общий вид многопозиционного пресса (его кинематическая схема); на фиг.2 - пневмосхема устройства. 50 Многопозиционный пресс содержит стол 1, на котором размещены нижние штампы 2 с рабочими инструментами 3, и подвижный в вертикальном направлении ползун 4 с верхними штампами 5 и рабочими 55 инструментами 6. Пресс включает систему шагового перемещения заготовок между позициями прессов, в которую входят пара параллельных между собой грейферных пинеек 7 с индивидуальными захватами 8 и приводом возвратно-поступательного перемещения в виде пневмоцилиндра 9 двухстороннего действия, на штоке которого закреплена зубчатая пара-рейка 10 с шестерней 11 и кривошипно-кулисный механизм 12, связанный с линейками через карегку 13. Система содержит также привод вертикального перемещения линеек, состоящий из пневмоцилиндра 14, соединенного через тяги 15 с зубчато-реечной передачей 16. На грейферных линейках установлен копир 17, взаимодействующий с роликом 18 управляющего пневмораспределителя 19 с каналами 20, и дополнительный копир 22, установленный с возможностью контактирования с роликом 23 управляемого пневмораспределителя 24 с каналами 25,26, 27,28, причем между собой пневмораспределители соединены подводом 29. На столе 1 пресса на его загрузочной позиции, которая входит в систему пресса, размещен пневмоцилиндр 30, на штоке-поршня 31 которого укреплено захватное устройство, выполненное, например, в виде магнитного охвата 32. Для обеспечения оптимальных условий работы последнего и исключения различных промежуточных дополнительных механизмов цилиндр 30 установлен вертикально.Поршневая и штоковая полости цилиндра 30 через соответствующие подводы 33 и 34 соединены с каналами 28 и 26 управляемого пневмораспределителя 24. На загрузочной позиции размещен ложемент 35 для стопы заготовок 36. Устройство работает следующим образом. В исходном положении поршень 31 цилиндра 30 со схватом 32 находится в крайнем верхнем положении, а на всех рабочих позициях пресса уже обработанные по заданной технологии заготовки от начального этапа обработки на 1-й позиции до готовой детали - на последней находятся на захватах 8 линеек 7, занимающих верхнее положение. * Из командоаппарата пресса поступает сигнал на цилиндр 9 и через зубчатую пару 10-11, механизм 12 движение передается на каретку 13, перемещающую грейферные линейки вправо на строго заданный шаг. При этом захваты 8 переносят заготовки с предыдущей позиции на последующую, готовая деталь передается за пресс в бункер, а на первую позицию подается исходная заготовка, предварительно уже снятая захватом 8 с магнитного охвата 32. Во время этого движения копир 17 взаимодействует с роликом 13, наезжая на него и поднимая его вверх, что приводит к подаче сжатого 5603 ха пневмораспрєделителем 19 через свои каналы 20 и 21. подводы 29 и каналы 25 в поршневую полость пневмораспределителя 24. Поршень последнего перемещается в крайнее левое положение и сжатый воздух через каналы 27 и 28, подвод 33 поступает в поршневую полость цилиндра 30. Поршень 31 цилиндра 30 опускается и охват 32 схватывает очередную заготовку 36 из стопы ложемента. После того, как линей- 10 ки переместили заготовки на следующую позицию, держа их на своих захватах 8, срабатывает пневмоцилиндр 14, который через тягу 15 и зубчато-реечную передачу 16 воздействует на линейки 7, опуская их вниз. 15 При этом заготовки, находящиеся на захватах 8, устанавливаются на нижние штампы 2 стола пресса. Одновременно дополнительный копир 22 воздействует на ролик 23 пневмораспределителя 24, который 20 перемещается в крайнее и правое положение и переключает подачу сжатого воздуха через каналы 6, 27, а также подвод 34 в штоковую полость цилиндра 30, поднимая схват 32 с заготовкой в верхнее положение. 25 Дапее линейки 7 по команде, поступившей из командоаппарата пресса на цилиндр 9, перемещаются в крайнее левое положе 30 ние. Оба копиры 17 и 22 преривакл сгзое взаимодействие с соответствующими роликами 18 пневмораспределителя 19 и р о б ком 23 пневмораспределителя. При э ом ролик 18 под действием своей пружины г. вращается в исходное положение (фиг.1), & поршень пневмораспределителя 24 ocraei > ся в том же положении - крайнем правом, Сжатый воздух поэтому продолжает посту пать в штоковую полость цилиндра 30 и схват 32 остается в верхнем положении. После того, как включается ползун 4, который, опускаясь вниз, вводит рабочие штампы 5 с инструментами б в зону обработки, на всех технологических позициях пресса выполняются операции штамповки, вырубки и т.п. Далее ползун поднимается вверх, и линейки 7 от привода 14 также поднимается вверх. При этом движении захваты 8 линеек 7 осуществляют съем деталей с нижних штампов и подъем их в верхнее положение, а на загрузочной позиции заготовка снимается с магнитного схвата освобождая его для следующего хода вниз, выполняемого во время следующего перемещения линеек горизонтально вправо. Цикл многопозиционной штамповки деталей окончен. 31 31 • / 12 И W 13 17 9 7 фиг, 19 / 16 45 5603 Фиг Упорядник Т Щербань Замовлення 614 Техред М Моргентал Коректор О.КозорІз Тираж Підписне Державне патентне відомство України, 254655 ГСП Київ 53, Львівська пл 8 Виробничо видавничий комЬінат "Патент' м Уж«ород вул Гагаріна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMultiple-point press for stamping of components
Автори англійськоюShumeiko Dmytro Ivanovych, Shumeiko Pavlo Dmytrovych, Shumeiko Andrii Dmytrovych
Назва патенту російськоюМногопозиционный пресс для штампования изделий
Автори російськоюШумейко Дмитрий Иванович, Шумейко Павел Дмитриевич, Шумейко Андрей Дмитриевич
МПК / Мітки
МПК: B21D 43/00
Мітки: штампування, багатопозиційний, виробів, прес
Код посилання
<a href="https://ua.patents.su/4-5603-bagatopozicijjnijj-pres-dlya-shtampuvannya-virobiv.html" target="_blank" rel="follow" title="База патентів України">Багатопозиційний прес для штампування виробів</a>
Прес для витяжки
Номер патенту: 5604
Опубліковано: 28.12.1994
Автори: Шумейко Павло Дмитрович, Шумейко Дмитро Іванович, Шумейко Андрій Дмитрович, Дубина Валентин Іларіонович
МПК: B21D 22/20
Формула / Реферат:
(57) 1. Пресс для вытяжки, содержащий вмонтированную на верхней плите матрицу, установленные на нижней плите пуансон, выталкиватель с пневмоцилиндром, транспортирующий элемент с размещенным наем копиром, а также соединенные между собой управляемый и управляющий пневмораспределители, причем последний установлен с возможностью взаимодействия с копиром, отличающийся тем, что он снабжен установленным в пуансоне дополнительным пуансоном...
Прес

Номер патенту: 4736
Опубліковано: 28.12.1994
Автор: Боєвець Микола Олексійович
МПК: B30B 11/02
Мітки: прес
Формула / Реферат:
Пресс, содержащий многопозиционный барабан с пресс-формами и фиксирующими элементами по каждой рабочей позиции, механизм его периодического вращения, ползун с инструментом и направляющими колонками, взаимодействующими с фиксирующими элементами барабана, механизм возвратно-поступательного перемещения ползуна, толкатель и приводной вал, отличающийся тем, что барабан установлен на приводном валу соосно с ним, пресс-формы размещены радиально по...
Прес-форма для виготовлення масивних гумотехнічних виробів
Номер патенту: 4566
Опубліковано: 28.12.1994
Автори: Коваленко Олексій Андрійович, Дзюра Євген Антонович, Науменко Олександр Петрович
МПК: B29C 35/04, B29C 33/10
Мітки: гумотехнічних, масивних, виготовлення, виробів, прес-форма
Формула / Реферат:
1. Пресс-форма для изготовления массивных резинотехнических изделий, содержащая верхнюю и нижнюю полуформы с вы прессовочной системой, отличающаяся тем, что вкладыши выполнены в виде пластин из теплоизоляционного материала, закрепленных на плоскостях разъема полуформ с образованием выпрессовочной системы в виде кольцевой щели.2. Пресс-форма по п. 1,отличающаяся тем, что вкладыши выполнены из фторопласта - 4
Прес пакетировочний на пересувній платформі
Номер патенту: 4578
Опубліковано: 28.12.1994
Автори: Потураєв Валентин Микитович, Романова Ларіса Олексієвна, Шайдров Юрій Олександрович, Бобильов Олександр Леонідович, Волошин Олексій Іванович
МПК: B30B 9/32
Мітки: прес, пакетировочний, пересувний, платформи
Формула / Реферат:
(57) Пресс пакетировочный на передвижной платформе, содержащий смонтированную на последней рабочую камеру прессования с приводной поворотной крышкой и приводными ползунами предварительной и оконча тельной ступеней прессования, отличающийся тем, что он снабжен дополнительными ползунами с соосными им приводными цилиндрами, ползуны выполнены с клиновыми рабочими поверхностями, обращенными к оси камеры прессования, при этом ползуны...
Прес-форма для виготовлення суцільних шин
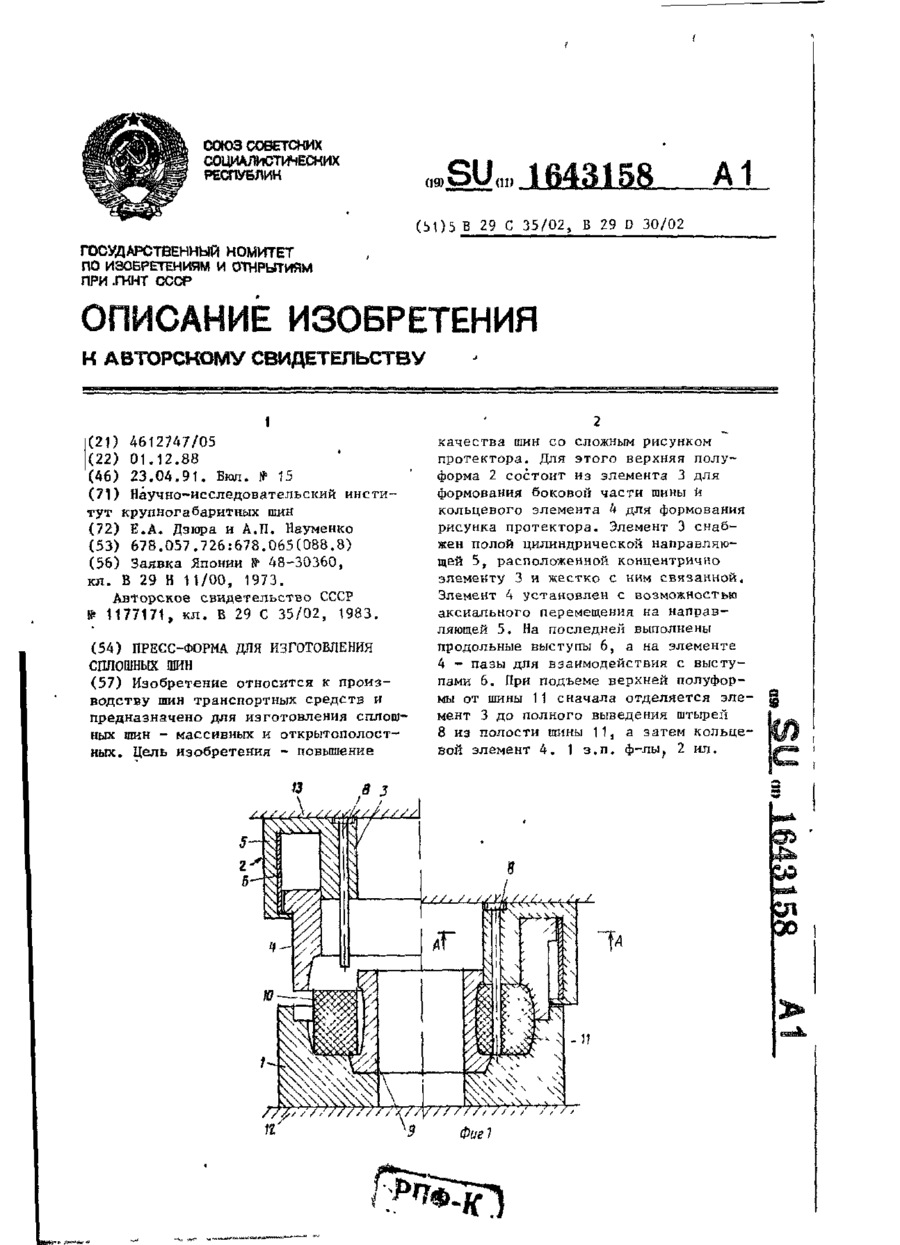
Номер патенту: 2193
Опубліковано: 26.12.1994
Автори: Дзюра Євген Антонович, Науменко Олександр Петрович
МПК: B29D 30/00, B29C 35/02
Мітки: шин, виготовлення, суцільних, прес-форма
Формула / Реферат:
1. Пресс-форма для изготовления сплошных шин, содержащая неподвижную нижнюю и подвижную верхнюю полуформы, отличающаяся тем, что, с целью повышения качества шин со сложным рисунком, верхняя полуформа выполнена состоящей из элемента для формования боковой части шины, снабженного концентричной ему и жестко с ним связанной полой цилиндрической направляющей и установленного на цилиндрической направляющей с возможностью аксиального перемещения...
Попередній патент: Пристрій для селективного плазмаферезу
Наступний патент: Кантувач для лопатевих виробів
Випадковий патент: Пристрій для автоматичного контролю точності вимірювання кутів теодолітами і тахеометрами