Гідропрес для штампування черепиці
Номер патенту: 20072
Опубліковано: 25.12.1997
Автори: Лущан Микола Миколайович, Лисяк Генадій Миколайович, Федоров Георгій Дмитрович, Ковтун Олександр Павлович, Савченко Олександр Григорович, Білан Володимир Демидович, Тимощенков Володимир Георгійович


Формула / Реферат
1. Гидропресс для штампования черепицы, содержащий раму, матрицу, связанную с приводом возвратно-поступательного движения, толкатель заготовок с подвижной рамкой, а также вакуумсъемник для перемещения черепицы с матрицы на сушильную рамку, отличающийся тем, что он снабжен связанным с матрицей столиком, на котором размещены направляющие сушильной рамки, перпендикулярные направлению движения матрицы, а подвижная рамка связана с рамой упругой связью, снабжена упором для толкателя и ограничителем хода, установленным так, что ход подвижной рамки не превышает половины хода толкателя.
2. Гидропресс для штампования черепицы по п. 1, отличающийся тем, что сушильные рамки выполнены двухместными, а длина столика не превышает полутора длин сушильной рамки.
3. Гидропресс для штампования черепицы по пп. 1 и 2. отличающийся тем, что он содержит шаговый конвейер с переменным шагом.
Текст
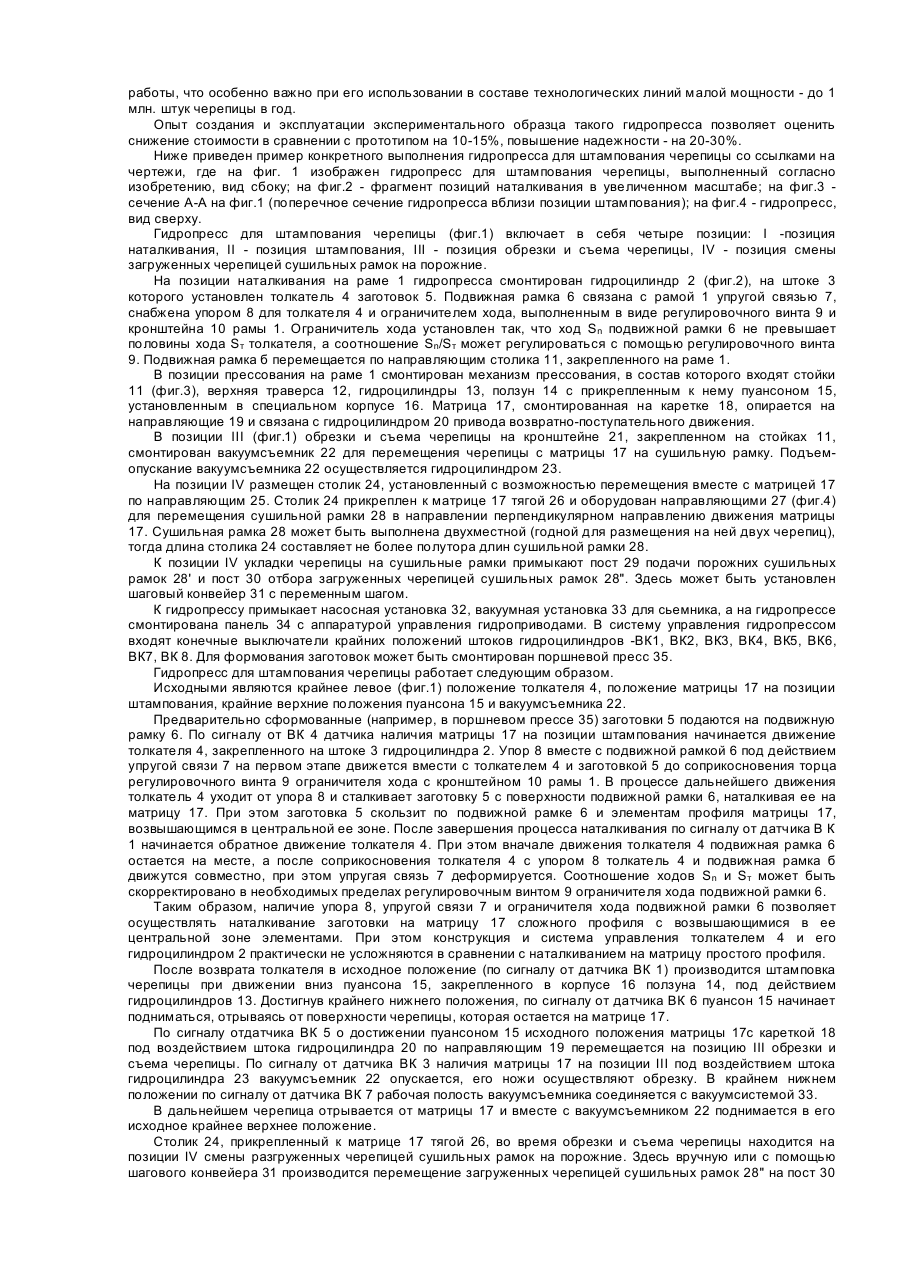
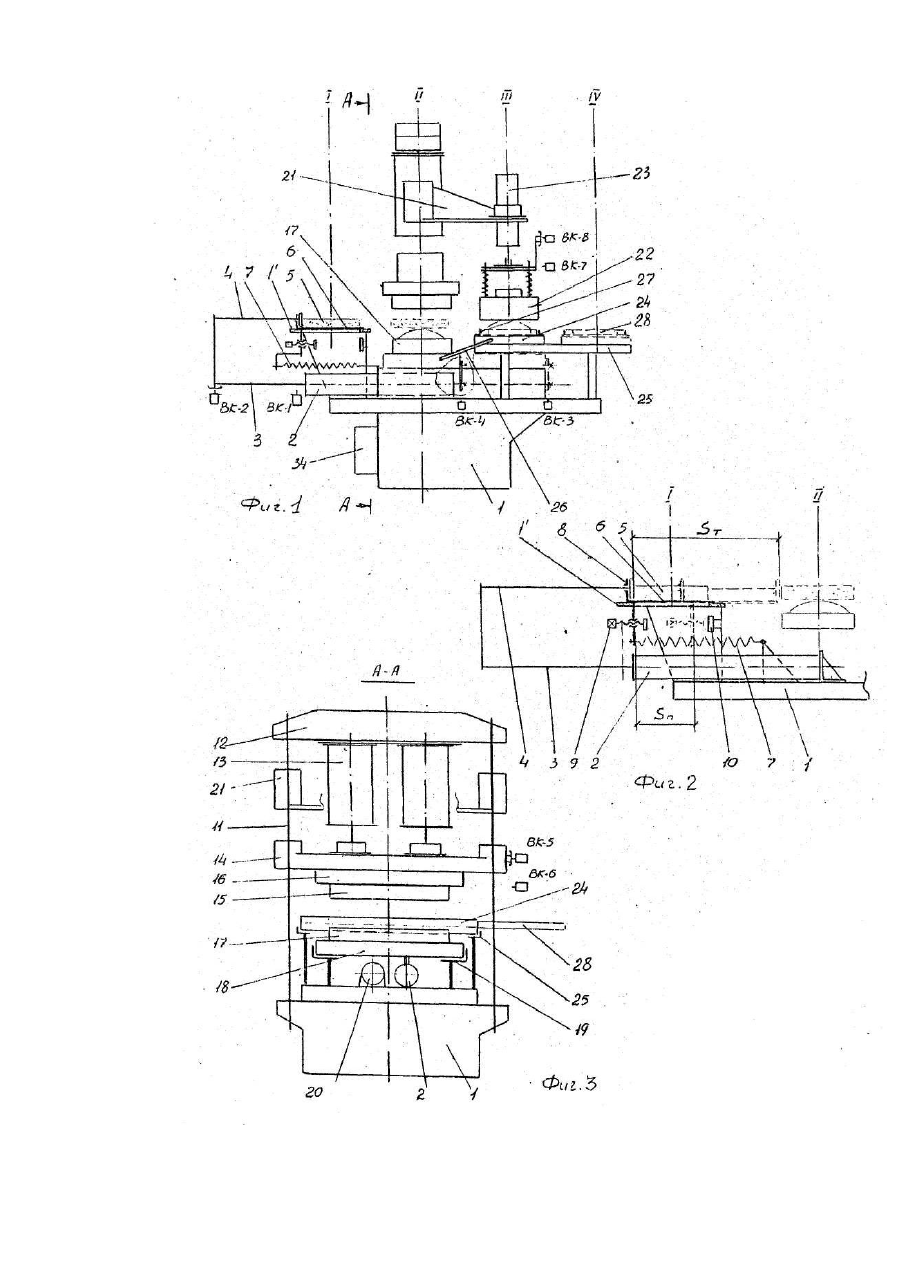
Изобретение относится к оборудованию для производства керамической черепицы методом штампования из предварительно сформованных на экструзионном прессе заготовок. В качестве прототипа выбран гидропресс для штампования черепицы, содержащий раму, матрицу, связанную с приводом возвратно-поступательного движения, а также вакуумсъемник для перемещения черепицы с матрицы на сушильную рамку [1]. Известный пресс содержит четыре основных поста: укладки заготовок на матрицу, штампования, обрезки и съема черепицы, укладки черепицы на сушильную рамку. Обычно такой гидропресс используется для изготовления мелких партий фасонной черепицы, например, коньковой, так как он проще по конструкции и в переналадке, чем револьверный, и при этом благодаря гидроприводу имеет широкий диапазон регулирования хода пуансона и режима штампования, Недостатком известного гидропресса для штампования черепицы является сложность конструкции и системы управления, что сдерживает его применение в составе все более популярных минилиний. Укладка заготовок на матрицу в известном гидропрессе производится с помощью специального гидравлического манипулятора с вакуумзахватом, как правило, связанного с гидравлическим манипулятором вакуум-съемника. В то время, когда вакуум-съемник производит обрезку и съем черепицы с матрицы, вакуумзахват поднимает заготовку со специального столика. Совместное движение вакуумзахвата с вакуум-съемником, затем сбрасывание заготовки и черепицы обеспечивают укладку заготовки на матрицу, а черепицы на сушильную рамку. Таким образом, отличительной особенностью принципа действия известного гидропресса для штампования черепицы является укладка заготовки на матрицу сверху, путем ее сбрасывания с вакуумзахвата. Именно наличие дополнительного гидравлического манипулятора с вакуумзахватом усложняет конструкцию и систему управления гидропрессом. Недостаток известного гидропресса устраняется при использовании системы подачи заготовки на матрицу надвижкой с помощью толкателя. Однако наталкивание становится невозможным при сложном профиле матрицы с элементами, возвышающимися в ее центральной зоне, поскольку заготовка упирается своим торцом в указанные элементы. Не спасает положения и подвижная рамка, перемещаются вместе с толкателем. Еще одним недостатком известного пресса, усложняющим его конструкцию, является необходимость в механизме перемещения вакуумзахвата с позиции съема черепицы на позицию укладки ее на сушильную рамку. Надо иметь ввиду, что обеспечение четкого взаиморасположения вакуум-съемника и матрицы является непременным условием точной обрезки черепицы. Обеспечить выполнение этого условия при подвижных матрице и вакуумсъемнике весьма сложно. В основу изобретения поставлена задача усовершенствования гидропресса для штампования черепицы, в котором за счет усовершенствования систем наталкивания заготовки и укладки черепицы на сушильную рамку существенно снижается количество элементов гидропривода и системы управления, что упрощает конструкцию гидропресса и систему управления его работой. Поставленная задача решается тем, что в гидропрессе для штампования черепицы. содержащем раму, матрицу, связанную с приводом возвратно-поступательного движения, толкатель заготовок с подвижной рамкой, а также вакуумсъемник для перемещения черепицы с матрицы на сушильную рамку, согласно изобретению, подвижная рамка связана с рамой упругой связью, снабжена упором для толкателя и ограничителем хода, установленным так, что ход подвижной рамки не превышает половины хода толкателя, а сушильная рамка размещена в направляющих столика, перпендикулярных направлению движения матрицы, причем столик прикреплен к матрице. Снижение материалоемкости сушильных рамок, используемых на указанном гидропрессе для штампования черепицы, может быть достигнуто при их выполнении двухместными, при этом длину столика целесообразно ограничить полутора длинами сушильной рамки. С целью механизации процесса подачи и отбора таких сушильных рамок, гидропресс может быть дополнен шаговым конвейером с переменным шагом. Выполнение подвижной рамки с упругой связью, упором и ограничителем хода позволяет обеспечить под воздействием толкателя на первом этапе совместное движение подвижной рамки с заготовкой относительно рамы гидропресса, а затем - сталкивание заготовки с подвижной рамки на матрицу с опиранием заготовки как на подвижную рамку, так и на элементы матрицы, возвышающиеся в ее центральной зоне. Тем самым без заметного усложнения конструкции обеспечивается наталкивание заготовок на матрицу любого сложного профиля. Важным является то обстоятельство, что конструкция толкателя при этом остается простейшей, а требуемое соотношение ходов толкателя и подвижной рамки может быть установлено регулировкой положения ограничителя хода. Размещение сушильной рамки в направляющих столика, прикрепленного к матрице, позволяет работать при стационарном положении вакуумсъемника, используя привод возвратно-поступательного движения матрицы для синхронного с движением матрицы перемещения столика с сушильной рамкой. Таким образом, столик подвозит порожнюю сушильную рамку под вакуумсъемник и выводит ее с черепицей из-под вакуумсъемника, используя при этом привод матрицы. Использование предложенных конструкций устройств для наталкивания заготовок и съема черепицы исключает необходимость, как минимум, в одном гидроприводе для перемещения вакуумсьемника и вакуумзахвате, заметно упрощая конструкцию и систему управления пресса для штампования черепицы. Еще одним достоинством системы со стационарным вакуумсъемником является упрощение задачи точного совмещения вакуумсъемника с матрицей. Использование двухместных сушильных рамок в сравнении с одноместными позволяет снизить материалоемкость процесса сушки, а выполнение столика с размерами, указанными в изобретении, сводит к минимуму увеличения габаритов гидропресса. При использовании гидропресса с указанным выше набором отличительных признаков, в связи с упрощением конструкции и системы управления, заметно снижается стоимость и повышается надежность работы, что особенно важно при его использовании в составе технологических линий малой мощности - до 1 млн. штук черепицы в год. Опыт создания и эксплуатации экспериментального образца такого гидропресса позволяет оценить снижение стоимости в сравнении с прототипом на 10-15%, повышение надежности - на 20-30%. Ниже приведен пример конкретного выполнения гидропресса для штампования черепицы со ссылками на чертежи, где на фиг. 1 изображен гидропресс для штампования черепицы, выполненный согласно изобретению, вид сбоку; на фиг.2 - фрагмент позиций наталкивания в увеличенном масштабе; на фиг.3 сечение А-А на фиг.1 (поперечное сечение гидропресса вблизи позиции штампования); на фиг.4 - гидропресс, вид сверху. Гидропресс для штампования черепицы (фиг.1) включает в себя четыре позиции: I -позиция наталкивания, II - позиция штампования, III - позиция обрезки и съема черепицы, IV - позиция смены загруженных черепицей сушильных рамок на порожние. На позиции наталкивания на раме 1 гидропресса смонтирован гидроцилиндр 2 (фиг.2), на штоке 3 которого установлен толкатель 4 заготовок 5. Подвижная рамка 6 связана с рамой 1 упругой связью 7, снабжена упором 8 для толкателя 4 и ограничителем хода, выполненным в виде регулировочного винта 9 и кронштейна 10 рамы 1. Ограничитель хода установлен так, что ход Sn подвижной рамки 6 не превышает половины хода Sт толкателя, а соотношение Sn/Sт может регулироваться с помощью регулировочного винта 9. Подвижная рамка б перемещается по направляющим столика 11, закрепленного на раме 1. В позиции прессования на раме 1 смонтирован механизм прессования, в состав которого входят стойки 11 (фиг.3), верхняя траверса 12, гидроцилиндры 13, ползун 14 с прикрепленным к нему пуансоном 15, установленным в специальном корпусе 16. Матрица 17, смонтированная на каретке 18, опирается на направляющие 19 и связана с гидроцилиндром 20 привода возвратно-поступательного движения. В позиции III (фиг.1) обрезки и съема черепицы на кронштейне 21, закрепленном на стойках 11, смонтирован вакуумсъемник 22 для перемещения черепицы с матрицы 17 на сушильную рамку. Подъемопускание вакуумсъемника 22 осуществляется гидроцилиндром 23. На позиции IV размещен столик 24, установленный с возможностью перемещения вместе с матрицей 17 по направляющим 25. Столик 24 прикреплен к матрице 17 тягой 26 и оборудован направляющими 27 (фиг.4) для перемещения сушильной рамки 28 в направлении перпендикулярном направлению движения матрицы 17. Сушильная рамка 28 может быть выполнена двухместной (годной для размещения на ней двух черепиц), тогда длина столика 24 составляет не более полутора длин сушильной рамки 28. К позиции IV укладки черепицы на сушильные рамки примыкают пост 29 подачи порожних сушильных рамок 28' и пост 30 отбора загруженных черепицей сушильных рамок 28". Здесь может быть установлен шаговый конвейер 31 с переменным шагом. К гидропрессу примыкает насосная установка 32, вакуумная установка 33 для сьемника, а на гидропрессе смонтирована панель 34 с аппаратурой управления гидроприводами. В систему управления гидропрессом входят конечные выключатели крайних положений штоков гидроцилиндров -ВК1, ВК2, ВК3, ВК4, ВК5, ВК6, ВК7, ВК 8. Для формования заготовок может быть смонтирован поршневой пресс 35. Гидропресс для штампования черепицы работает следующим образом. Исходными являются крайнее левое (фиг.1) положение толкателя 4, положение матрицы 17 на позиции штампования, крайние верхние положения пуансона 15 и вакуумсъемника 22. Предварительно сформованные (например, в поршневом прессе 35) заготовки 5 подаются на подвижную рамку 6. По сигналу от ВК 4 датчика наличия матрицы 17 на позиции штампования начинается движение толкателя 4, закрепленного на штоке 3 гидроцилиндра 2. Упор 8 вместе с подвижной рамкой 6 под действием упругой связи 7 на первом этапе движется вмести с толкателем 4 и заготовкой 5 до соприкосновения торца регулировочного винта 9 ограничителя хода с кронштейном 10 рамы 1. В процессе дальнейшего движения толкатель 4 уходит от упора 8 и сталкивает заготовку 5 с поверхности подвижной рамки 6, наталкивая ее на матрицу 17. При этом заготовка 5 скользит по подвижной рамке 6 и элементам профиля матрицы 17, возвышающимся в центральной ее зоне. После завершения процесса наталкивания по сигналу от датчика В К 1 начинается обратное движение толкателя 4. При этом вначале движения толкателя 4 подвижная рамка 6 остается на месте, а после соприкосновения толкателя 4 с упором 8 толкатель 4 и подвижная рамка б движутся совместно, при этом упругая связь 7 деформируется. Соотношение ходов Sn и Sт может быть скорректировано в необходимых пределах регулировочным винтом 9 ограничителя хода подвижной рамки 6. Таким образом, наличие упора 8, упругой связи 7 и ограничителя хода подвижной рамки 6 позволяет осуществлять наталкивание заготовки на матрицу 17 сложного профиля с возвышающимися в ее центральной зоне элементами. При этом конструкция и система управления толкателем 4 и его гидроцилиндром 2 практически не усложняются в сравнении с наталкиванием на матрицу простого профиля. После возврата толкателя в исходное положение (по сигналу от датчика ВК 1) производится штамповка черепицы при движении вниз пуансона 15, закрепленного в корпусе 16 ползуна 14, под действием гидроцилиндров 13. Достигнув крайнего нижнего положения, по сигналу от датчика ВК 6 пуансон 15 начинает подниматься, отрываясь от поверхности черепицы, которая остается на матрице 17. По сигналу отдатчика ВК 5 о достижении пуансоном 15 исходного положения матрицы 17с кареткой 18 под воздействием штока гидроцилиндра 20 по направляющим 19 перемещается на позицию III обрезки и съема черепицы. По сигналу от датчика ВК 3 наличия матрицы 17 на позиции III под воздействием штока гидроцилиндра 23 вакуумсъемник 22 опускается, его ножи осуществляют обрезку. В крайнем нижнем положении по сигналу от датчика ВК 7 рабочая полость вакуумсъемника соединяется с вакуумсистемой 33. В дальнейшем черепица отрывается от матрицы 17 и вместе с вакуумсъемником 22 поднимается в его исходное крайнее верхнее положение. Столик 24, прикрепленный к матрице 17 тягой 26, во время обрезки и съема черепицы находится на позиции IV смены разгруженных черепицей сушильных рамок на порожние. Здесь вручную или с помощью шагового конвейера 31 производится перемещение загруженных черепицей сушильных рамок 28" на пост 30 и подача порожних сушильных рамок 28' с поста 29. Перемещение сушильных рамок 28 осуществляется по направляющим 27 столика 24, перпендикулярным направлению движения матрицы 17. При использовании двухместных сушильных рамок 28 шаговый конвейер 31 должен иметь переменный шаг: малый шаг для передвижения рамки 28 по столику 24; большой шаг для сталкивания рамки 28 со столика 24 и подачи под загрузку новой сушильной рамки. Эта же последовательность сохраняется и при перемещении сушильных рамок вручную. Сушильная рамка 28 устанавливается на столике 24 так, чтобы под вакуумсъемником 22 черепица сбросилась на сушильную рамку в требуемом месте. После завершения процесса съема черепицы и установки подвижной сушильной рамки 28' на столике 24 матрица 17 вместе со связанным с ней тягой 26 столиком 24 перемещается влево (фиг.1), при этом матрица 17 устанавливается на позиции II штампования, а столик 24 с порожней рамкой 28' - на позиции III обрезки и съема черепицы. Начало наталкивания новой заготовки 5 (движение толкателя 4) совпадает со сбросом черепицы с вакуумсъемника 22 на сушильную рамку 28'. Сброс производится отключением полости вакуумсъемника 22 от вакуумсистемы и соединением ее с атмосферой. В дальнейшем цикл повторяется. Предлагаемый гидропресс для штампования черепицы особенно эффективен для использования небольших партий черепицы сложной формы, например, коньковой, а также в составе популярных в настоящее время минилиний с часовой производительностью 150-300 штук черепицы в час. В таких линиях его экономическая эффективность в сравнении с прототипом особенно ощутима как за счет меньшей цены более простой машины, так и за счет снижения эксплуатационных затрат на ее содержание и ремонт.
ДивитисяДодаткова інформація
Назва патенту англійськоюHydraulic press for punching of tiles
Автори англійськоюFedorov Heorhii Dmytrovych, Savchenko Oleksandr Hryhorovych, Kovtun Oleksandr Pavlovych, Lysiak Henadii Mykolaiovych, Tymoschenkov Volodymyr Heorhiiovych, Bilan Volodymyr Demydovych, Luschan Mykola Mykolaiovych
Назва патенту російськоюГидропресс для штампования черепицы
Автори російськоюФедоров Георгий Дмитриевич, Савченко Александр Григорьевич, Ковтун Александр Павлович, Лысяк Геннадий Николаевич, Тимощенков Владимир Георгиевич, Билан Владимир Демидович, Лущан Николай Николаевич
МПК / Мітки
МПК: B28B 3/10
Мітки: штампування, черепиці, гідропрес
Код посилання
<a href="https://ua.patents.su/5-20072-gidropres-dlya-shtampuvannya-cherepici.html" target="_blank" rel="follow" title="База патентів України">Гідропрес для штампування черепиці</a>
Штамп для штампування виробів з площинних заготівок

Номер патенту: 12276
Опубліковано: 25.12.1996
Автори: Шумейко Дмитро Іванович, Шумейко Павло Дмитрович
МПК: B21D 22/02
Мітки: заготівок, площинних, виробів, штамп, штампування
Формула / Реферат:
1. Штамп для штамповки изделий из плоских заготовок, содержащий неподвижную и подвижную плиты, матрицу, установленную на неподвижной плите, пуансон, закрепленный на неподвижной плите и расположенный в матрице, пуансон-матрицу, установленную на подвижной плите с возможностью взаимодействия с матрицей и пуансоном, выталкиватель, подвижно установленный в пуансон-матрицу и подпружиненный к пуансону, съемник, установленный на пуансоне и...
Агрегат для формування черепиці
Номер патенту: 6503
Опубліковано: 29.12.1994
Автори: Савченко Олександр Григорович, Федоров Георгій Дмитрович, Ковтун Олександр Павлович, Тимощенков Володимир Георгійович, Лисяк Генадій Миколайович
МПК: B28B 3/20
Мітки: формування, агрегат, черепиці
Формула / Реферат:
1. Агрегат для формования черепицы, включающий поршневой пресс с приводом от гидроцилиндров, упор с датчиком длины изделия, а также струнный резчик, кинематически связанный со струнным подрезчиком шипа, отличающийся тем, что он снабжен сменными каретками, установленными с возможностью перемещения перпендикулярно оси поршневого пресса, причем рабочая поверхность каждой каретки соответствует профилю черепицы, футерована антифрикционным...
Агрегат для формування черепиці
Номер патенту: 19403
Опубліковано: 25.12.1997
Автори: Лисяк Генадій Миколайович, Тимощенков Володимир Георгійович, Федоров Георгій Дмитрович, Ковтун Олександр Павлович, Савченко Олександр Григорович
МПК: B28B 3/20
Мітки: формування, агрегат, черепиці
Формула / Реферат:
1. Агрегат для формования черепицы, включающий установленный на раме поршневой пресс с участком загрузки и гидроцилиндром привода, устройство резки в виде двух струнных резчиков, кинематически связанное с поршнем пресса, и приемное устройство, отличающийся тем, что приемное устройство выполнено в виде сменной и установленной на раме с возможностью перемещения перпендикулярно оси пресса каретки, рабочая поверхность которой имеет профиль...
Пристрій для електрогідравлічного штампування
Номер патенту: 4701
Опубліковано: 28.12.1994
Автори: Князєв Михайло Климович, Тараненко Михайло Євгенович, Перський Євген Григорович, Чебанов Юрій Іванович
МПК: B21D 26/12
Мітки: пристрій, штампування, електрогідравлічного
Формула / Реферат:
(57) Устройство для электрогидравлической штамповки, содержащее матрицу и сопряженную с ней и заполненную рабочей жидкостью разрядную камеру, в которой смонтированы электродные системы, отличающееся тем, что разрядная камера выполнена в виде плиты с открытыми со стороны матрицы полостями, число которых соответствует числу электродных систем, плита выполнена толщиной, определяемой из соотношения
Спосіб виготовлення профільних та плескатих виробів, переважно черепиці, безперервним формуванням та пристрій для його здійснення
Номер патенту: 12898
Опубліковано: 28.02.1997
Автори: Колесніченко Микола Олексійович, Бондарєв Віктор Миколайович
МПК: B28B 19/00, B28B 1/00, B32B 13/00, B28B 5/00
Мітки: виробів, профільних, формуванням, виготовлення, черепиці, плескатих, спосіб, здійснення, безперервним, переважно, пристрій
Формула / Реферат:
1. Способ изготовления профильных и плоских изделий, преимущественно черепицы, непрерывным формованием путем последовательного заполнения формы, сначала жесткой бетонной смесью, а затем оставшейся части подвижной бетонной смесью экструзией с формованием профиля наружной поверхности, отличающийся тем, что заполнение жесткой смесью осуществляют на 60-90% объема формы механическим набрызгом.2. Устройство для изготовления профильных и...
Попередній патент: Лінія одержання пасти
Наступний патент: Концентрат для косметичних композицій та спосіб його одержання
Випадковий патент: Шпонка призматична пружна складена