Спосіб зміни проміжного ковша і дільниця для його здійснення
Номер патенту: 57156
Опубліковано: 16.06.2003
Автори: Плугатар Віктор Семенович, Казаков Олександр Васильович, Санжаревський Олег Васильович, Власенко Богдан Васильович, Білобров Юрій Миколайович
Формула / Реферат
1. Спосіб зміни проміжного ковша, який включає установлення краном проміжного ковша на візок на одну з резервних позицій, розігрів, транспортування, а також центрування проміжного ковша, який відрізняється тим, що центрування проміжного ковша відносно фальшкристалізаторів здійснюють на резервній позиції після його установлення на візку.
2. Спосіб за п. 1, який відрізняється тим, що центрування здійснюють до розігріву проміжного ковша.
3. Спосіб за п. 1, який відрізняється тим, що центрування здійснюють після розігріву проміжного ковша.
4. Дільниця для зміни проміжного ковша, до складу якої входить робоча позиція з кристалізаторами і резервні позиції з обладнанням для розігріву проміжного ковша і візками для проміжних ковшів, яка відрізняється тим, що кожна з резервних позицій оснащена фальшкристалізаторами, які розміщені під візками для проміжних ковшів співвісно з кристалізаторами і виконані у вигляді площинок з прорізами, розміри яких повторюють розміри прорізів кристалізаторів, крім того, дільниця оснащена знімними комплектами елементів, що призначені для зміни типорозмірів прорізів фальшкристалізаторів у відповідності з типорозмірами прорізів кристалізаторів.
Текст
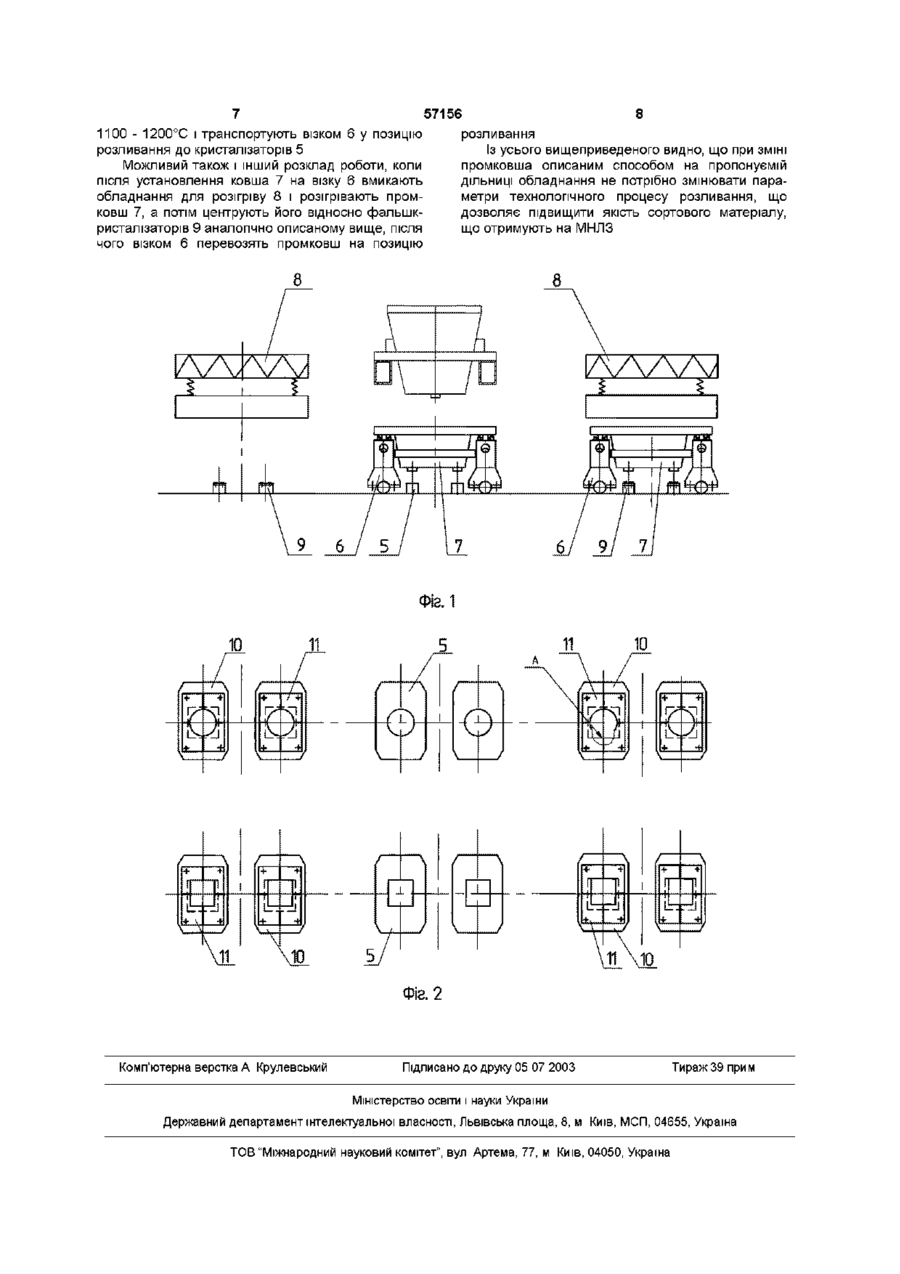
1 Спосіб зміни проміжного ковша, який включає установлення краном проміжного ковша на візок на одну з резервних позицій, розігрів, транспортування, а також центрування проміжного ковша, який відрізняється тим, що центрування проміжного ковша відносно фальшкристалізаторів здійснюють на резервній позиції після його установлення на візку Винахід відноситься до металургійного машинобудування, а саме - до обладнання машин неперервного лиття заготівок і способів його налагодження, зміни, підготування до роботи Для здійснення процесу неперервного лиття необхідно мати набір обладнання, до складу якого входить 2-ох позиційний стенд для стальковшів, візки для проміжних ковшів, кристалізатори і т і При роботі МНЛЗ методом "плавка на плавку" після спустошення одного зі стальковшів двох позиційний стенд своїм поворотом подає наступний ківш з металом тієї ж марки сталі, який заздалегідь встановлено на нього цеховим краном, на позицію розливу і зупиняє його понад промковшем для продовження розливання до тих пір, доки не зноситься вогнестійкий шар проміжного ковша і не виникне необхідність його заміни Після цього у роботу вступають візки для промковша, які визначеним способом здійснюють зміну ковша, що зносився, на новий Відомо піднімально-поворотний стіл по ав св № 1 205990 В22Д 11/10, який дозволяє здійснювати зміну проміжних ковшів Спосіб зміни ковшів з використанням даного пристрою реалізується на 2 Спосіб за п 1, який відрізняється тим, що центрування здійснюють до розігріву проміжного ковша 3 Спосіб за п 1, який відрізняється тим, що центрування здійснюють після розігріву проміжного ковша 4 Дільниця ДЛЯ ЗМІНИ проміжного ковша, до складу якої входить робоча позиція з кристалізаторами і резервні позиції з обладнанням для розігріву проміжного ковша і візками для проміжних ковшів, яка відрізняється тим, що кожна з резервних позицій оснащена фальшкристалізаторами, які розміщені під візками для проміжних ковшів СПІВВІСНО з кристалізаторами і виконані у вигляді площинок з прорізами, розміри яких повторюють розміри прорізів кристалізаторів, крім того, дільниця оснащена знімними комплектами елементів, що призначені для зміни типорозмірів прорізів фальшкристалізаторів у ВІДПОВІДНОСТІ з типорозмірами прорізів кристалізаторів О ступним чином Промковш краном установлюють на платформу траверси у резервній позиції, розігрівають його до температури 1100 - 1200°С, потім поворотом траверси навколо вертикальної осі промковш переводять з резервної позиції у робочу позицію і центрують його зливні отвори відносно осей кристалізаторів на робочій позиції розливання Для того, щоб процес роботи МНЛЗ не припинявся і під час зміни промковша, і рух гарячого металу у кристалізаторі не зупинявся, знижують швидкість витягання металу із кристалізатора до закінчення центрування Після зміни промковша процес неперервного розливання нормалізується У результаті частина металу, що отримана під час зміни промковша, має відхиленні від фізикомеханічних властивостей із-за порушення швидкості його витягання з кристалізаторів, що призведе до зниження якості готового продукту Приведений спосіб зміни промковшів здійснюється на піднімально-поворотному столі по ав св № 1 205990 В22Д 11/10, до складу якого входить двуплеча траверса з опорами для установлення промковшів, механізми для регулювання положення промковша понад кристалізатором, механізми (О ю 1 ю 57156 розливання два промковша і після чого один з них своїм візком транспортується у робочу зону і центрується там У випадку непередбаченого виходу зі строю промковша невдовзі після початку розливання, його увозять візком з робочої зони, а інший промковш, вже розігрітий до потрібної температури, транспортують з другої резервної позиції, центрують і процес розливання продовжують На відміну від аналога за допомогою приведеного набору обладнання можливо більш оперативно здійснити зміну промковша, що стоїть на робочій позиції під розливанням, у випадку його аварійного прориву, що скоротить час витягання металу з кристалізаторів зі зниженою швидкістю і частково підвищить якість готового сортового матеріалу Однак, виконання операції центрування промковша понад кристалізаторами при ЗМІНІ промковКрім того, слід ВІДМІТИТИ, що крім так званої шів під час технологічного процесу розливання у планової зміни промковша, що пов'язана зі зносвою чергу потребує зниження швидкості витяганшенням його футеровки, можливі випадки позаня металу з кристалізаторів, що призводить до планової зміни промковша, який знаходиться на погіршення якості сортового матеріалу робочій позиції, наприклад, у наслідок прориву металу із-за прогару промковша До основи винаходу поставлена задача підвищення якості сортового матеріалу Із-за наявності у приведеному наборі обладЗадача підвищення якості сортового матеріалу нання тільки однієї резервної позиції не можливо вирішена за рахунок технічного результату, який оперативно змінити промковш, що вийшов зі полягає у сполученні часу центрування промковша строю, тому що наступний промковш, що готується з головним часом розливання без зміни параметдо розливання на резервній позиції, ще не встигли рів технологічного процесу розігріти до потрібної температури Для досягнення вищезгаданого технічного реУ цьому випадку метал з прогорівшого промзультату у способі зміни промковша, який складаковша відводять у аварійну ємність, а швидкість ється з установлення краном промковша на візок відводу металу з кристалізаторів знову знижують, однієї з резервних позицій, розігрів, транспортущо у свою чергу негативно впливає на якість сорвання, а також центрування промковша, ВІДПОВІДтового матеріалу, що отримують НО з винаходом виконують центрування промковТаким чином, недоліком описаного способу ша відносно фальшкристалізаторів на резервній зміни промковша і піднімально-поворотного стола позиції після його встановлення на візок, для його здійснення є низька якість сортового матеріалу, що отримують центрування виконують до розігріву промковша, Найбільш близьким до заявляемого рішення є центрування виконують після розігріву промспосіб зміни промковша і дільниця для його здійсковша нення, що приведена у "Правилах технічної експлуатації механічного обладнання машин непереДля досягнення вищезгаданого технічного рервного лиття заготівок", М , "Металургія", 1991 р, с, зультату суттєвого значення не має ПОСЛІДОВНІСТЬ 11 -17, с, 34-35, виконання на резервній позиції операції центрування промковша відносно фальшкристалізаторів і Спосіб зміни промковша реалізується наступрозігріву промковша, тому варіанта виконання цієї ним чином На одну з двох існуючих резервних ПОСЛІДОВНОСТІ операцій винесені у другий і третій позицій МНЛЗ установлюють цеховим краном пункта формули проміжний ківш на візок, вмикають обладнання для розігріву і нагрівають промковш до t° = 1100 Крім того, для досягнення зазначеного техніч1200°С, потім переміщують візок з промковшем на ного результату дільниця зміни промковша, до робочу позицію і центрують промковш відносно складу якої входить робоча позиція з кристалізакристалізаторів, при цьому сполучають осі його торами і резервна позиція з обладнанням для розізливних отворів з осями кристалізаторів гріву проміжного ковша і візками для проміжних ковшів, ВІДПОВІДНО з винаходом кожна з резервних Дільниця ДЛЯ реалізації цього способу зміни позицій оснащена фальшкристалізаторами, які промковшів складається з робочої позиції і двох розміщені під візками для проміжних ковшів СПІВВІрезервних На робочій позиції розміщено стенд СНО з кристалізаторами, і виконані у вигляді плодля стальковшів, кристалізатори (для одержання щинок з прорізами, розміри яких повторюють роздекількох сортових заготівок СПІВВІСНО розміщують міри прорізів кристалізаторів, крім того, дільниця необхідну КІЛЬКІСТЬ гільз кристалізаторів) По обиоснащена знімними комплектами елементів, що дві сторони від робочої позиції знаходяться резерпризначені дня зміни типорозмірів прорізів фальшвні позиції, на кожній з яких розміщують обладнанкристалізаторів у ВІДПОВІДНОСТІ з типорозмірами ня для розігріву промковша і візок для прорізів кристалізаторів транспортування промковша у робочу позицію і назад У результаті порівняльного аналізу пропонуємого технічного рішення з прототипом встановлеНаявність двох резервних позицій на даній ДІно, що вони мають загальні ознаки ЛЬНИЦІ МНЛЗ дозволяє одночасно готувати до піднімання і повороту Крім того у районі піднімально-поворотного стола розміщують обладнання для розігріву промковша Робота пристрою здійснюється наступним чином Краном установлюють промковш на ту частину траверси, що знаходиться на резервній позиції, розігрівають його до t° = 1100 - 1200°С, потім механізмом повороту траверси переводять промковш у робочу позицію розливання і за допомогою механізму регулювання центрують промковш відносно кристалізаторів, тобто добиваються сполучення центрів зливних отворів, виконаних у днищі промковша, з осями кристалізаторів У цей відрізок часу, який необхідно для центрування промковша, знижують швидкість розливання, що призводить до погіршення якості сортового матеріалу, що отримують 57156 позиціях - установлення краном промковша на візок на Таким чином, використання способу зміни одній із резервних позицій, промковшів і ДІЛЬНИЦІ для його здійснення, що - розігрів промковша, пропонується, дозволяє отримати якісний сорто- транспортування промковша до робочої повий матеріал зиції, Виключення із зазначеної сукупності ВІДМІННИХ - центрування промковша, ознак хоча б однієї не забезпечує досягнення техта ВІДМІННІ ознаки нічного результату - виконання центрування промковша на резервній позиції відносно фальшкристалізаторів, при Пропонуємий винахід не відомий з рівня техніцьому центрування може здійснюватися як до роки, тому він є новим зігріву промковша так і після його розігріву Пропонуєме технічне рішення має винахідниТаким чином, пропонуємий спосіб зміни промцький рівень, тому що спосіб зміни промковша і ковша має нову ПОСЛІДОВНІСТЬ операцій і новий дільниця для його зміни для фахівця наявним чиспосіб виконання операцій ном не слідує з рівня техніки У результаті порівняльного аналізу пропонуєПропонуєме рішення промислово застосовано, мої ДІЛЬНИЦІ для зміни промковша і з прототипом тому що його технологічне і технічне виконання не встановлено, що вони мають загальні ознаки уявляє труднощів 3 використанням цих рішень виконано робочій проект для Єнакіївського мета- робоча позиція з кристалізаторами, лургійного заводу - резервні позиції з обладнанням для розігріву, - візки для промковшів, Таким чином, запропонованому рішенню може та ВІДМІННІ ознаки бути представлена правова охорона, тому що воно є новим, має винахідницький рівень та промис- оснащення кожної з резервних позицій фалово застосоване, тобто відповідає усім критеріям льшкристалізаторами, винаходу - розміщення фальшкристалізаторів СПІВВІСНО з кристалізаторами, Винахід пояснюється кресленнями, на яких зображено наступне - виконання фальшкристалізаторів у вигляді площинок з прорізами, розміри яких повторюють на фіг 1 - розташування обладнання на ДІЛЬрозміри прорізів кристалізаторів, НИЦІ ЗМІНИ промковша, - оснащення ДІЛЬНИЦІ знімними комплектами на фіг 2 - схема розташування кристалізаторів елементів, що призначені для зміни типорозмірів і фальшкристалізаторів прорізів фальшкристалізаторів у ВІДПОВІДНОСТІ З Спосіб зміни промковшів МНЛЗ, що пропонутипорозмірами прорізів кристалізаторів ється, реалізується наступним чином Цеховим краном привозять на одну з резервних позицій і Таким чином, пропонуєма дільниця має нові здійснюють установлення 1 промковша на візок деталі, вузли, зв'язки Потім виконують центрування 2 промковша відноПоміж ВІДМІННИМИ ознаками та досягаємим сно фальшкристалізаторів, які встановлено СПІВВІтехнічним результатом є причинно-наслідковий СНО з кристалізаторами, розігрів 3 його до t° = 1100 зв'язок - 1200°С, транспортування 4 ковша до позиції розЗавдяки виконанню на резервній позиції опеливання Можливо також інший розклад виконання рації центрування промковша відносно фальшкриоперацій, коли після установлення 1 промковша на сталізаторів після його установлення на візку ставізок його розігрівають 3, потім здійснюють його ло не потрібним знижувати швидкість витягання центрування 2 відносно фальшкристалізаторів і металу з кристалізаторів при центруванні, що притранспортування 4 ковша до позиції розливання зводить до підвищення якості сортового матеріалу, що отримують на МНЛЗ Дільниця ДЛЯ ЗМІНИ промковшів, на якій реаліЗавдяки оснащенню кожної із резервних позизується спосіб, що пропонується, складається з цій фальшкристалізаторами, які розміщені під візнаступного обладнання кристалізаторів 5, розтаком промковша СПІВВІСНО з кристалізаторами, і вишованих на робочій позиції, двох ВІЗКІВ 6 задля конанню їх у вигляді площинок з прорізами, промковшів 7, обладнання для розігріву 8 промкорозміри яких повторюють розміри прорізів криставшів 7, і фальшкристалізаторів 9, розташованих на лізаторів, і оснащенню ДІЛЬНИЦІ знімними комплекрезервних позиціях під промковшем 7 СПІВВІСНО з тами елементів, що призначені для зміни типорозкристалізаторами 5 Фальшкристалізатори виконамірів прорізів фальшкристалізаторів у ні у вигляді площинок 10 з прорізами "А" Крім тоВІДПОВІДНОСТІ з типорозмірами прорізів кристалізаго, дільниця оснащена знімними комплектами торів, стало можливим виконувати центрування елементів 11, які прикріплюють до площинок з мепромковша на резервній позиції, і, ВІДПОВІДНО, статою змінити типорозміри прорізів фальшкристаліло не потрібно змінювати швидкість витягання заторів у ВІДПОВІДНОСТІ зі зміною прорізів кристаліметалу з кристалізаторів під час зміни промковша, заторів 5 що призвело до підвищення якості готового продуПрацює дільниця наступним чином кту Цеховим краном привозять і установлюють Тому що поперечні перерізи кристалізаторів промковш 7 на візку 6, наприклад однієї з резервможуть мати різний вигляд (круг, квадрат, овал, них позицій За допомогою знімних комплектів багатогранник і ті), який досягається зміною гільз елементів 11 формують потрібний проріз у площикристалізаторів, у пропонуємому винаході переднках 10 фальшкристалізаторів 9, який відповідає бачено комплекти знімних елементів, за допомопрорізу кристалізаторів 5 Після цього виконують гою яких ВІДПОВІДНО будуть змінюватись прорізи центрування промковша відносно фальшкристаліплощинок фальшкристалізаторів на резервних заторів 9 Потім розігрівають промковш 7 до t° = 57156 1100 - 1200°С і транспортують візком 6 у позицію розливання до кристалізаторів 5 Можливий також і інший розклад роботи, коли після установлення ковша 7 на візку 6 вмикають обладнання для розігріву 8 і розігрівають промковш 7, а потім центрують його відносно фальшкристалізаторів 9 аналогічно описаному вище, після чого візком 6 перевозять промковш на позицію 8 розливання Із усього вищеприведеного видно, що при ЗМІНІ промковша описаним способом на пропонуємій ДІЛЬНИЦІ обладнання не потрібно змінювати параметри технологічного процесу розливання, що дозволяє підвищити якість сортового матеріалу, що отримують на МНЛЗ / \ / \ / \ / \ / Фіг. 2 Комп'ютерна верстка А Крулевський Підписано до друку 05 07 2003 Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ТОВ "Міжнародний науковий комітет", вул Артема, 77, м Київ, 04050, Україна
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of change of pouring ladle and area for its implementation
Автори англійськоюSanzharevskyi Oleh Vasyliovych, Kazakov Oleksandr Vasyliovych, Pluhatar Viktor Semenovych, Vlasenko Bohdan Vasyliovych, Bilobrov Yurii Mykolaiovych
Назва патенту російськоюСпособ смены промежуточного ковша и участок для его осуществления
Автори російськоюСанжаревский Олег Васильевич, Казаков Александр Васильевич, Плугатар Виктор Семенович, Власенко Богдан Васильевич, Билобров Юрий Николаевич
МПК / Мітки
МПК: B22D 11/10, B22D 11/08
Мітки: дільниця, проміжного, здійснення, зміни, ковша, спосіб
Код посилання
<a href="https://ua.patents.su/4-57156-sposib-zmini-promizhnogo-kovsha-i-dilnicya-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб зміни проміжного ковша і дільниця для його здійснення</a>
Візок для проміжного ковша
Номер патенту: 49207
Опубліковано: 16.09.2002
Автори: Санжаревський Олег Васильович, Пакін Володимир Арсентійович, Плугатар Віктор Семенович, Прохоренко Олександр Володимирович, Казаков Олександр Васильович
МПК: B22D 11/10
Мітки: візок, проміжного, ковша
Формула / Реферат:
Візок для проміжного ковша, який містить раму, що несе траверси для проміжного ковша, встановлені з можливістю вертикального переміщення від приводу, який відрізняється тим, що він оснащений принаймні 4-ма знімними проставками перемінної висоти, при цьому рама в горизонтальній частині виготовлена з опорними площинками, розташованими біля її країв, а кожна з траверс виконана з опорними площинками, відповідними згаданим площинкам рами і...
Візок для проміжного ковша

Номер патенту: 34923
Опубліковано: 15.03.2001
Автори: Андрієнко Віталій Павлович, Казаков Олександр Васильович, Пакін Володимир Арсентійович, Санжаревський Олег Васильович
МПК: B22D 11/10
Мітки: візок, проміжного, ковша
Формула / Реферат:
Візок для проміжного ковша, який. містить рушійну раму з ходовою частиною, траверси для проміжного ковша, що розміщені у рамі з можливістю вертикального переміщення по напрямним відносно останньої від механізмів підняття, закріплених на рамі, який відрізняється тим, що він обладнаний двома механізмами підняття, кожен з яких виконано у вигляді двоплечого важіля з різним співвідношенням плеч, закріпленого на рамі візку, більше плече якого...
Спосіб забирання недокатів з проміжного рольгангу безперервного штабового стану та обладнання для його здійснення
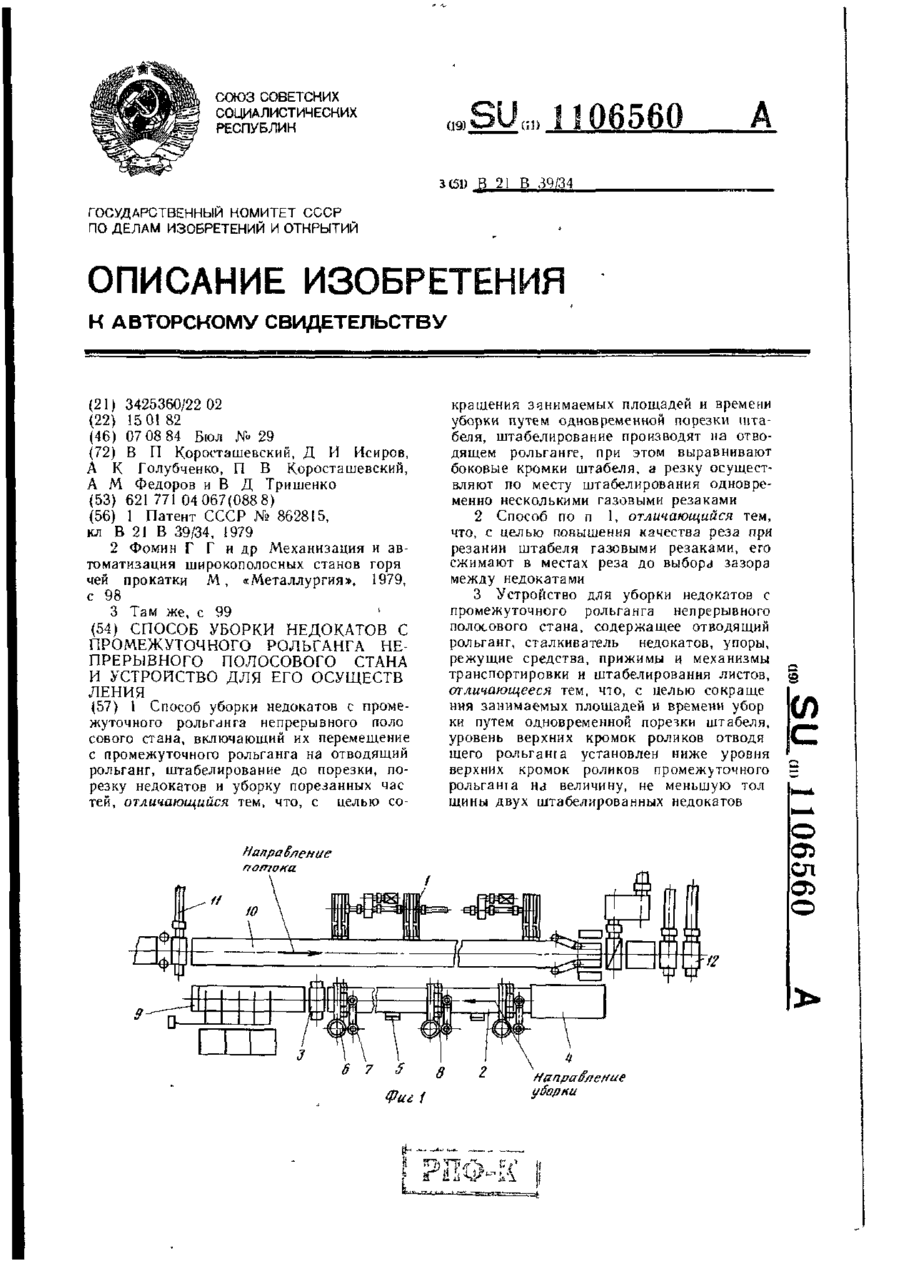
Номер патенту: 373
Опубліковано: 30.04.1993
Автори: Федоров Анатолій Михайлович, Голубченко Анатолій Костянтинович, Коросташевський Павло Володимирович, Ісіров Дмитро Іванович, Коросташевський Володимир Павлович, Тріщенко Володимир Дмитрович
МПК: B21B 39/34
Мітки: обладнання, штабового, безперервного, недокатів, здійснення, стану, спосіб, забирання, проміжного, рольгангу
Формула / Реферат:
(57) 1. Способ уборки недокатов с промежуточного рольганга непрерывного полосового стана, включающий их перемещениес промежуточного рольганга на отводящий рольганг, штабелирование до порезки, порезку недокатов и уборку порезанных частей, отличающийся тем, что, с целью сокращения занимаемых площадей и времени уборки путем одновременной порезки штабеля, штабелирование производят на отводящем рольганге, при этом выравнивают боковые кромки...
Спосіб демодуляції імодульованої шляхом зміни амплітуди між низьким і високим рівнями напруги і демодулятор для його здійснення
Номер патенту: 54622
Опубліковано: 17.03.2003
Автори: Небель Герхард, Шрауд Герхард, Ведер Уве, Райнер Роберт, Блум Андреас, Гюнгеріх Фолькер, Айхнер Дірк
МПК: H04L 27/02, H03D 1/00, G06K 7/00, G06K 19/07, H04L 27/06, H04L 25/06
Мітки: спосіб, здійснення, амплітуди, рівнями, напруги, шляхом, зміни, демодуляції, демодулятор, високим, низьким, імодульованої
Формула / Реферат:
1. Спосіб демодуляції модульованої шляхом зміни амплітуди між низьким і високим рівнями напруги (амплітудно-маніпульованого сигналу), зокрема для застосування для безконтактної передачі даних від пристрою запису/зчитування карток до чіп-картки, який відрізняється тим, що у фазі ініціалізації формують перше середнє значення напруги шляхом відведення і запам'ятовування частини високого рівня напруги, для розпізнавання шляхом порівняння...
Спосіб початку процесу безперервного лиття і проміжний ківш для його здійснення
Номер патенту: 37155
Опубліковано: 16.04.2001
Автори: Бродський Сергій Сергійович, Пікус Марк Іссерович, Учитель Лев Михайлович, Огурцов Анатолій Павлович, Гресс Олександр Володимирович
МПК: B22D 11/10
Мітки: проміжний, спосіб, здійснення, початку, ківш, лиття, процесу, безперервного
Текст:
...зсувом центру ваги від вертикальної осі в порівнянні з прототипом. Відхилення надставок від торцевих стінок промковша також знижує ймовірність їхнього примороження на периферійних ручаях, де метал має найбільш низьку температур у. Висота надставок може бути однаковою на всіх ручаях, або змінюватися по висоті від ручаїв, що відкриваються в першу чергу, і до ручаїв, що відкриваються в останню чергу, тобто для багаторівчакових машин...