Спосіб виготовлення пластмасової кришечки з пояском для пластикової пляшки

Формула / Реферат
Винахід відноситься до кінофототехніки і до області отримання світлоповертаючих матеріалів, переважно до проекційного телебачення і кіно і може бути використаний професійній кінематографії, проекційному телебаченні в різних кіно і діапроекційних установках, при «денній» проекції на виставках, в учбовому кіно і т.п., а також для отримання екранів, що забезпечують отримання стереоскопічного ефекту зображенням.
Широко відомі оптичні екрани, на які проектують кінокартину з боку розташування глядача, описані нами нижче.
Так відомий оптичний екран (див. Краткий политехнический словарь Изд. технике - теоретической литературы. Москва 1955г с.409) з дифузійно - відбиваючою поверхнею, який виготовляється з полотна, покритого білою клеєвою фарбою або спеціальним складом з домішками сірчанокислого барію.
Відомий також оптичний екран з напрямленно - розсіючою дією (див.Краткий политехнический словарь Изд. технике - теоретической литературы. Москва 1955г с.409) для використання в кінотеатральних залах, що мають невелику ширину, виконані у вигляді відбиваючої поверхні, покритої скляними кульками («перлинні» екрани), шаром лаку з алюмінієвим пилом (металізовані екрани) або гофровані металізовані поверхні - які забезпечують більшу яскравість, ніж дифузно відбиваючі екрани.
Іноді використовують також «просвітні» оптичні екрани, на які проектують кінокартину з боку протилежного розташуванню глядача.
Найбільш близьким за технічною суттю до пропонованого за своїми конструктивними особливостями є оптичний екран (див. патент РФ № 2063062, МПК6 G03B21/60. опубл. 27.06.1996р.). який використовується як «просвітний», що містить прозору основу лінзу Френеля з нанесеним на неї шаром світлорозсіювача, виконаного у вигляді сферичних прозорих елементів, розташованих на основі моношаром, товщина якого не перевишут максимальной'» діаметра цих елементів - причому згадані елементи розташовані у моношарі за наперед заданим законом, можливий варіант у сполученні з непрозорими елементами, що підвищує контрастність зображення.
Однак описаний оптичний екран є просвітним і тому співпадання спільних ознак з пропонованою конструкцією лише формальне. Крім того в жодному з описаних оптичних екранів неможливе спостерігання зображення не тільки на екрані, а й крізь нього, а також з обох його боків, оскільки ступінь дисперсності світлорозсіювача у відбиваючій поверхні недостатня.
В основу винаходу покладено завдання такого удосконалення оптичного екрану, при якому за рахунок виконання світлорозсіювача у вигляді ультрадисперсних елементів пропонованих розмірів забезпечується можливість спостерігання зображення не тільки на екрані, а й крізь нього, а також з обох його боків, внаслідок чого забезпечується розширення технологічних можливостей пропонованого оптичного екрану, а саме можливість його використання для створення вітрин, для спостерігання приборів машини шляхом розміщення пропонованого оптичного екрану на її передньому склі. для створення галографічних зображень і стереотелевізійних екранів.
Для вирішення цього завдання у оптичному екрані - виконаному у вигляді прозорої основи з нанесеним на неї шаром світлорозсіювача, згідно винаходу шар світлорозсіювача виконано у вигляді ультрадисперсних елементів розміром 4...200 нм і товщиною шару 0,1...1,0 мм. оптимальним при цьому є, коли як ультрадисперсні елементи він містить ультрадисперсні алмази, а як прозору основу використано скло або полімерний матеріал.
Винахід проілюстровано кресленням, де на рис. 1 подано загальний вигляд пропонованого оптичного екрану, на рис. 2 – поперечний розріз пропонованого оптичного екрану.
Оптичний екран виконано у вигляді прозорої основи 1 з нанесеним на неї шаром світлорозсіювача 2 за допомогою адгезійного материалу 3. згідно винаходу шар світлорозсіювача 2 виконано у вигляді ультрадисперсних елементів розміром 4...200 нм і товщиною шару 0,1...1,0 мм, оптимальним при цьому є, коли як ультрадисперсні елементи він містить ультрадисперсні алмази, а як прозору основу 1 використано скло або полімерний матеріал. Крім того як світловідбиваючі ультрадисперсні елементи він може містити також будь які нанорозмірні частки-наприклад діоксид алюмінію або діоксид кремнію.
При падінні направленого проекційного світла на лицеву поверхню пропонованого оптичного екрану завдяки наявності на ній світлорозсіювача 2- виконаного у вигляді ультрадисперсних елементів вказаного розміру, закріпленого на прозорій основі 1, буде спостерігатись направлене розсіювання світла по обидва боки екрану, внаслідок чого зображення буде видно з двох його боків, крім того екран буде залишатись настільки прозорим, що через нього можна спостерігати не тільки зображення, яке проецирується, але й ті речі, предмети, що знаходяться поза ним, з обох його боків в залежності від напрямку зору глядача.
Описані технічні ефекти в оптичних екранах досягаються вперше і є невідомими в оптичній техніці, тому даний винахід відповідає критерію охороноздатності «винахідницький рівень».
Текст
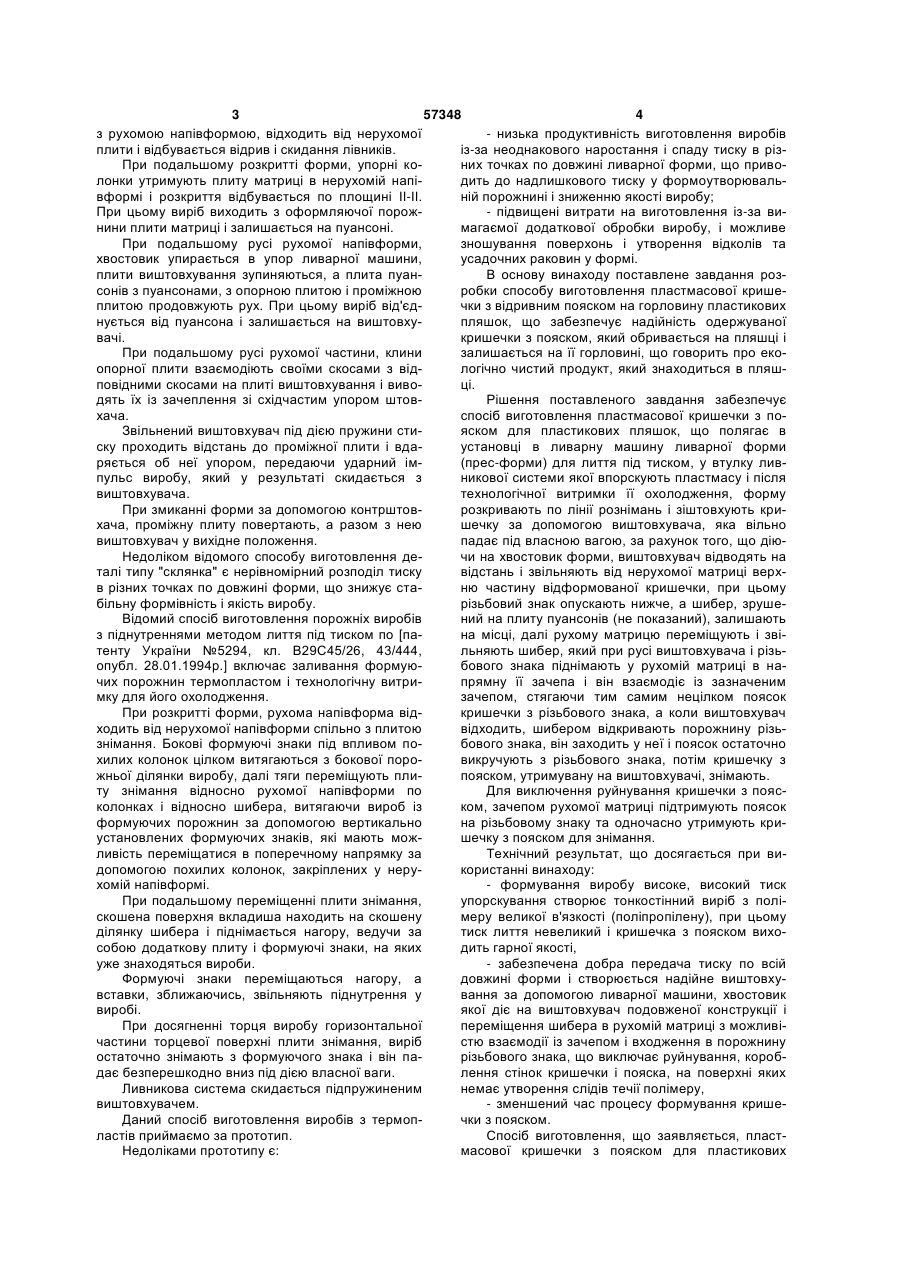
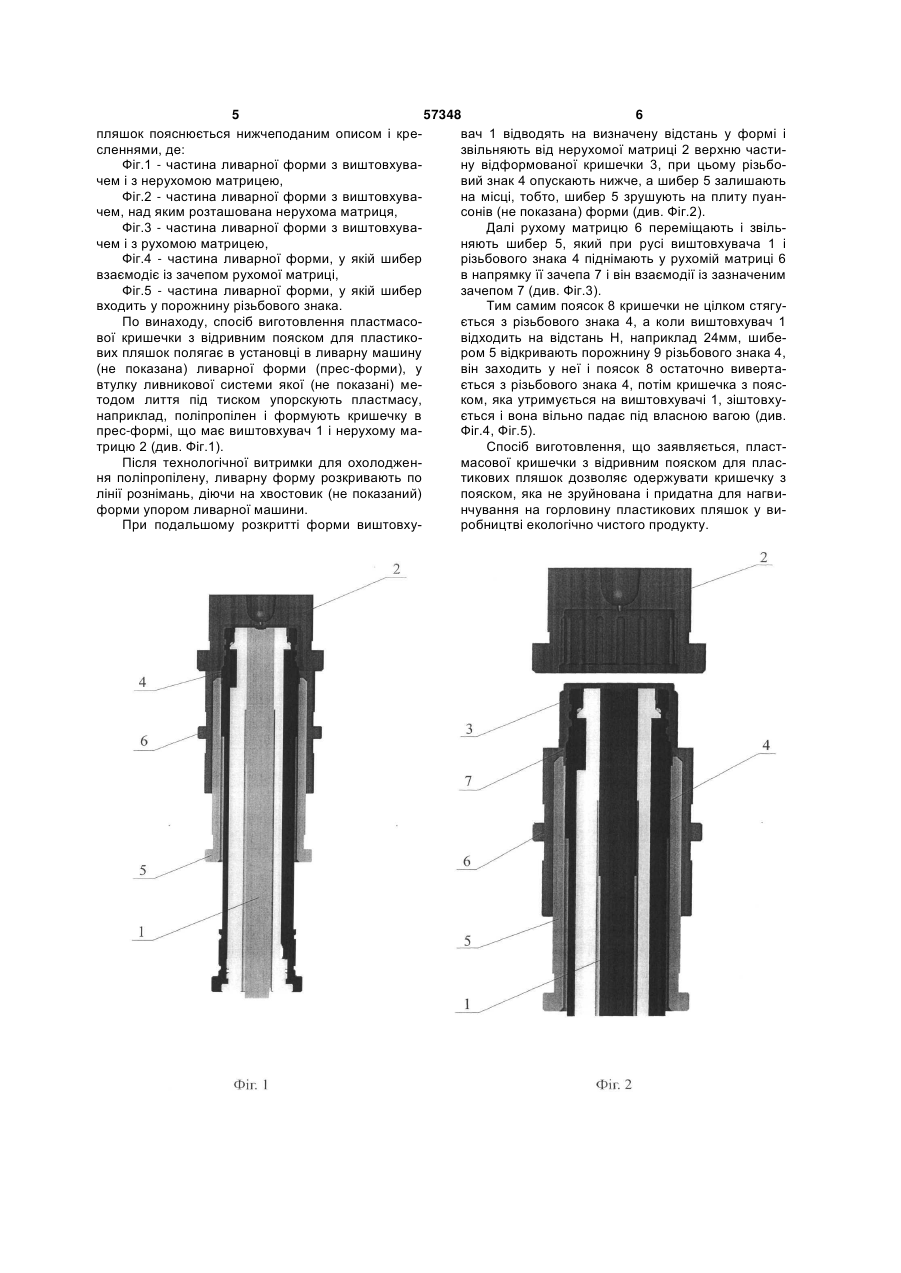
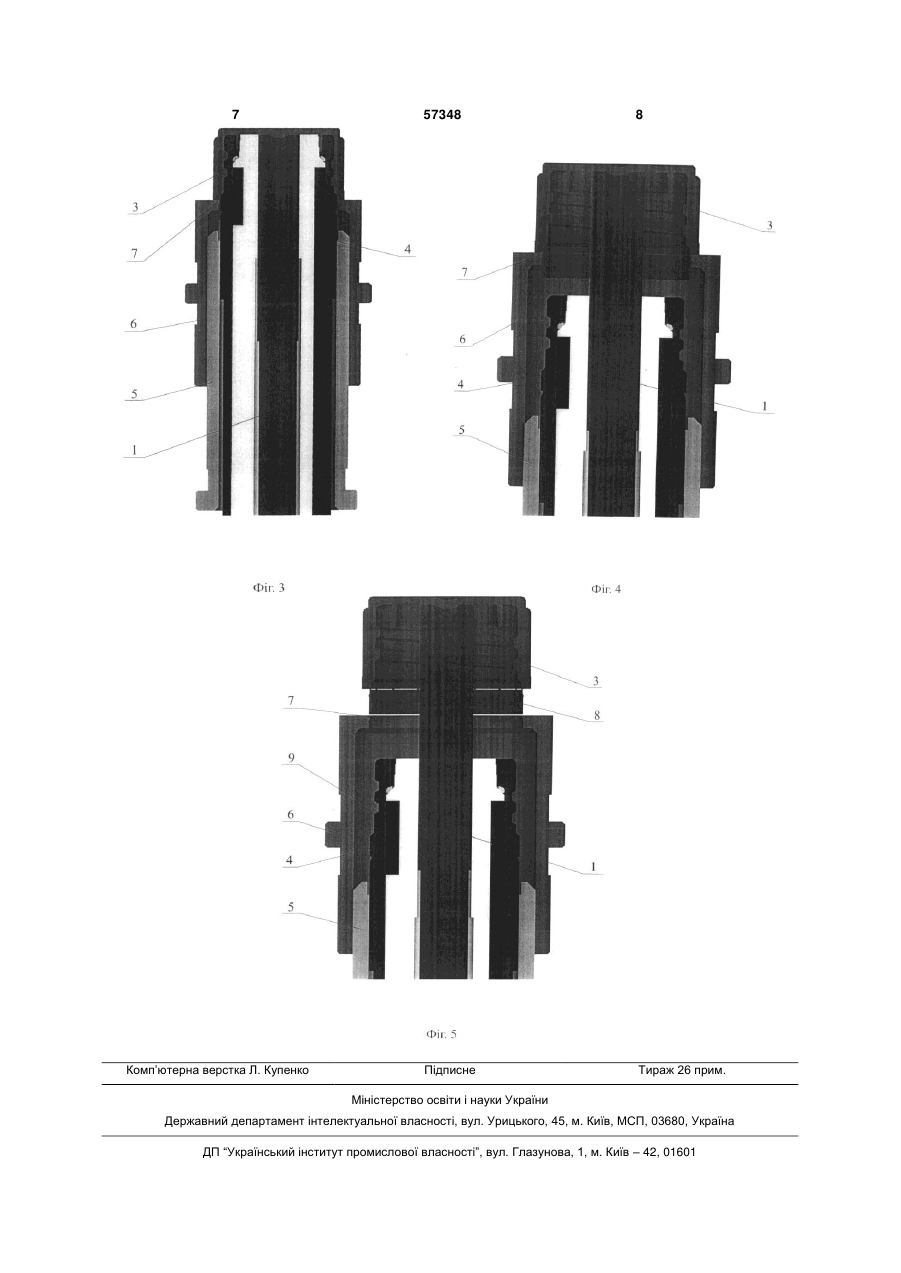
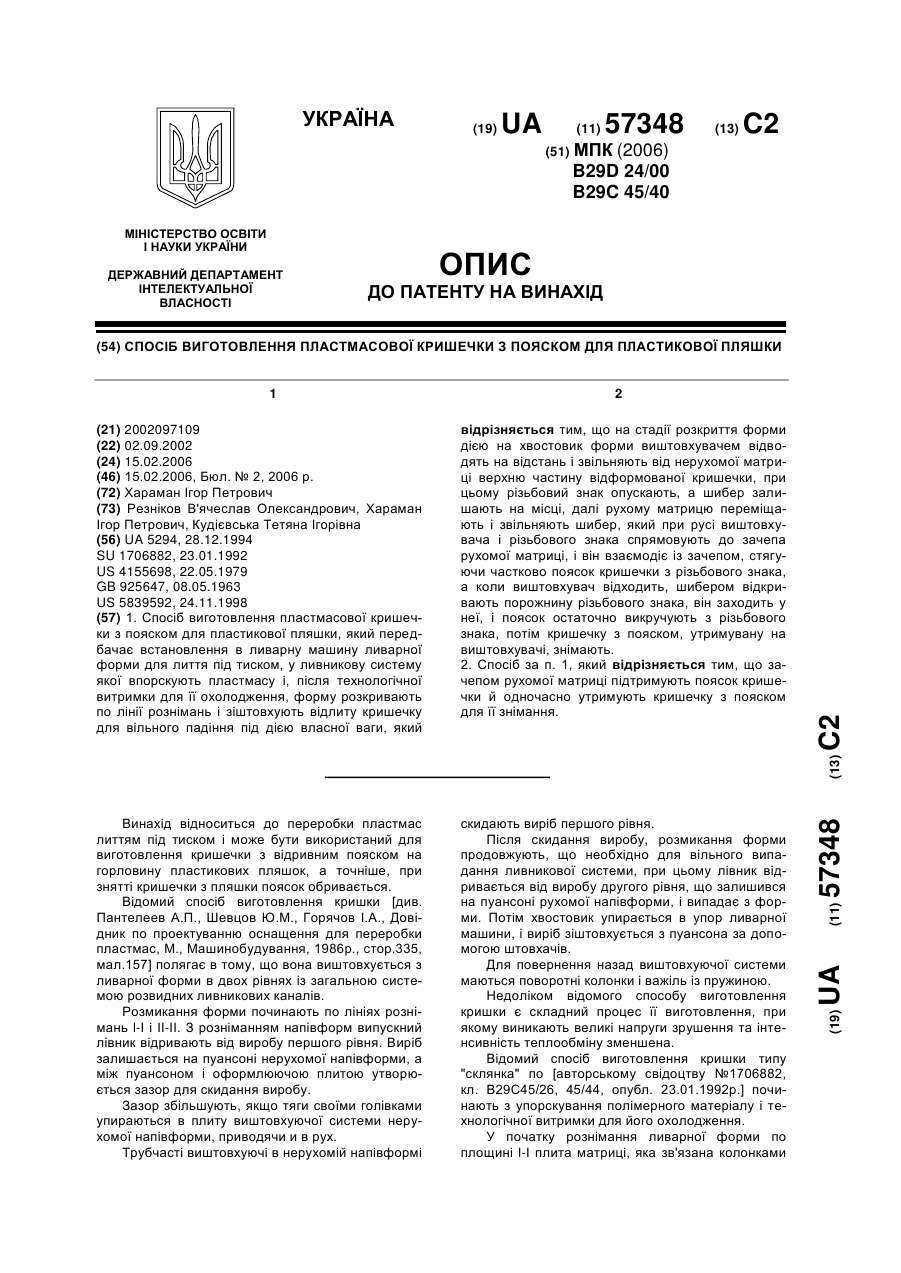
1. Спосіб виготовлення пластмасової кришечки з пояском для пластикової пляшки, який передбачає встановлення в ливарну машину ливарної форми для лиття під тиском, у ливникову систему якої впорскують пластмасу і, після технологічної витримки для її охолодження, форму розкривають по лінії рознімань і зіштовхують відлиту кришечку для вільного падіння під дією власної ваги, який C2 1 3 57348 4 з рухомою напівформою, відходить від нерухомої - низька продуктивність виготовлення виробів плити і відбувається відрив і скидання лівників. із-за неоднакового наростання і спаду тиску в різПри подальшому розкритті форми, упорні коних точках по довжині ливарної форми, що приволонки утримують плиту матриці в нерухомій напідить до надлишкового тиску у формоутворювальвформі і розкриття відбувається по площині ІІ-ІІ. ній порожнині і зниженню якості виробу; При цьому виріб виходить з оформляючої порож- підвищені витрати на виготовлення із-за винини плити матриці і залишається на пуансоні. магаємої додаткової обробки виробу, і можливе При подальшому русі рухомої напівформи, зношування поверхонь і утворення відколів та хвостовик упирається в упор ливарної машини, усадочних раковин у формі. плити виштовхування зупиняються, а плита пуанВ основу винаходу поставлене завдання розсонів з пуансонами, з опорною плитою і проміжною робки способу виготовлення пластмасової кришеплитою продовжують рух. При цьому виріб від'єдчки з відривним пояском на горловину пластикових нується від пуансона і залишається на виштовхупляшок, що забезпечує надійність одержуваної вачі. кришечки з пояском, який обривається на пляшці і При подальшому русі рухомої частини, клини залишається на її горловині, що говорить про екоопорної плити взаємодіють своїми скосами з відлогічно чистий продукт, який знаходиться в пляшповідними скосами на плиті виштовхування і вивоці. дять їх із зачеплення зі східчастим упором штовРішення поставленого завдання забезпечує хача. спосіб виготовлення пластмасової кришечки з поЗвільнений виштовхувач під дією пружини стияском для пластикових пляшок, що полягає в ску проходить відстань до проміжної плити і вдаустановці в ливарну машину ливарної форми ряється об неї упором, передаючи ударний ім(прес-форми) для лиття під тиском, у втулку ливпульс виробу, який у результаті скидається з никової системи якої впорскують пластмасу і після виштовхувача. технологічної витримки її охолодження, форму При змиканні форми за допомогою контрштоврозкривають по лінії рознімань і зіштовхують крихача, проміжну плиту повертають, а разом з нею шечку за допомогою виштовхувача, яка вільно виштовхувач у вихідне положення. падає під власною вагою, за рахунок того, що діюНедоліком відомого способу виготовлення дечи на хвостовик форми, виштовхувач відводять на талі типу "склянка" є нерівномірний розподіл тиску відстань і звільняють від нерухомої матриці верхв різних точках по довжині форми, що знижує станю частину відформованої кришечки, при цьому більну формівність і якість виробу. різьбовий знак опускають нижче, а шибер, зрушеВідомий спосіб виготовлення порожніх виробів ний на плиту пуансонів (не показаний), залишають з піднутреннями методом лиття під тиском по [пана місці, далі рухому матрицю переміщують і звітенту України №5294, кл. В29С45/26, 43/444, льняють шибер, який при русі виштовхувача і різьопубл. 28.01.1994p.] включає заливання формуюбового знака піднімають у рухомій матриці в начих порожнин термопластом і технологічну витрипрямну її зачепа і він взаємодіє із зазначеним мку для його охолодження. зачепом, стягаючи тим самим нецілком поясок При розкритті форми, рухома напівформа відкришечки з різьбового знака, а коли виштовхувач ходить від нерухомої напівформи спільно з плитою відходить, шибером відкривають порожнину різьзнімання. Бокові формуючі знаки під впливом побового знака, він заходить у неї і поясок остаточно хилих колонок цілком витягаються з бокової поровикручують з різьбового знака, потім кришечку з жньої ділянки виробу, далі тяги переміщують плипояском, утримувану на виштовхувачі, знімають. ту знімання відносно рухомої напівформи по Для виключення руйнування кришечки з поясколонках і відносно шибера, витягаючи вироб із ком, зачепом рухомої матриці підтримують поясок формуючих порожнин за допомогою вертикально на різьбовому знаку та одночасно утримують криустановлених формуючих знаків, які мають можшечку з пояском для знімання. ливість переміщатися в поперечному напрямку за Технічний результат, що досягається при видопомогою похилих колонок, закріплених у нерукористанні винаходу: хомій напівформі. - формування виробу високе, високий тиск При подальшому переміщенні плити знімання, упорскування створює тонкостінний виріб з поліскошена поверхня вкладиша находить на скошену меру великої в'язкості (поліпропілену), при цьому ділянку шибера і піднімається нагору, ведучи за тиск лиття невеликий і кришечка з пояском вихособою додаткову плиту і формуючі знаки, на яких дить гарної якості, уже знаходяться вироби. - забезпечена добра передача тиску по всій Формуючі знаки переміщаються нагору, а довжині форми і створюється надійне виштовхувставки, зближаючись, звільняють піднутрення у вання за допомогою ливарної машини, хвостовик виробі. якої діє на виштовхувач подовженої конструкції і При досягненні торця виробу горизонтальної переміщення шибера в рухомій матриці з можливічастини торцевої поверхні плити знімання, виріб стю взаємодії із зачепом і входження в порожнину остаточно знімають з формуючого знака і він парізьбового знака, що виключає руйнування, коробдає безперешкодно вниз під дією власної ваги. лення стінок кришечки і пояска, на поверхні яких Ливникова система скидається підпружиненим немає утворення слідів течії полімеру, виштовхувачем. - зменшений час процесу формування кришеДаний спосіб виготовлення виробів з термопчки з пояском. ластів приймаємо за прототип. Спосіб виготовлення, що заявляється, пластНедоліками прототипу є: масової кришечки з пояском для пластикових 5 57348 6 пляшок пояснюється нижчеподаним описом і кревач 1 відводять на визначену відстань у формі і сленнями, де: звільняють від нерухомої матриці 2 верхню частиФіг.1 - частина ливарної форми з виштовхувану відформованої кришечки 3, при цьому різьбочем і з нерухомою матрицею, вий знак 4 опускають нижче, а шибер 5 залишають Фіг.2 - частина ливарної форми з виштовхувана місці, тобто, шибер 5 зрушують на плиту пуанчем, над яким розташована нерухома матриця, сонів (не показана) форми (див. Фіг.2). Фіг.3 - частина ливарної форми з виштовхуваДалі рухому матрицю 6 переміщають і звільчем і з рухомою матрицею, няють шибер 5, який при русі виштовхувача 1 і Фіг.4 - частина ливарної форми, у якій шибер різьбового знака 4 піднімають у рухомій матриці 6 взаємодіє із зачепом рухомої матриці, в напрямку її зачепа 7 і він взаємодії із зазначеним Фіг.5 - частина ливарної форми, у якій шибер зачепом 7 (див. Фіг.3). входить у порожнину різьбового знака. Тим самим поясок 8 кришечки не цілком стягуПо винаходу, спосіб виготовлення пластмасоється з різьбового знака 4, а коли виштовхувач 1 вої кришечки з відривним пояском для пластиковідходить на відстань Н, наприклад 24мм, шибевих пляшок полягає в установці в ливарну машину ром 5 відкривають порожнину 9 різьбового знака 4, (не показана) ливарної форми (прес-форми), у він заходить у неї і поясок 8 остаточно вивертавтулку ливникової системи якої (не показані) меється з різьбового знака 4, потім кришечка з поястодом лиття під тиском упорскують пластмасу, ком, яка утримується на виштовхувачі 1, зіштовхунаприклад, поліпропілен і формують кришечку в ється і вона вільно падає під власною вагою (див. прес-формі, що має виштовхувач 1 і нерухому маФіг.4, Фіг.5). трицю 2 (див. Фіг.1). Спосіб виготовлення, що заявляється, пластПісля технологічної витримки для охолодженмасової кришечки з відривним пояском для пласня поліпропілену, ливарну форму розкривають по тикових пляшок дозволяє одержувати кришечку з лінії рознімань, діючи на хвостовик (не показаний) пояском, яка не зруйнована і придатна для нагвиформи упором ливарної машини. нчування на горловину пластикових пляшок у виПри подальшому розкритті форми виштовхуробництві екологічно чистого продукту. 7 Комп’ютерна верстка Л. Купенко 57348 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacture of plastic cover with a belt for plastic bottle
Автори англійськоюKharaman Ihor Petrovych
Назва патенту російськоюСпособ изготовления пластмассовой крышки с пояском для пластиковых бутылок
Автори російськоюХараман Игорь Петрович
МПК / Мітки
МПК: B29D 24/00, B29C 45/40
Мітки: пояском, виготовлення, пляшки, кришечки, пластикової, спосіб, пластмасової
Код посилання
<a href="https://ua.patents.su/4-57348-sposib-vigotovlennya-plastmasovo-krishechki-z-poyaskom-dlya-plastikovo-plyashki.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення пластмасової кришечки з пояском для пластикової пляшки</a>
Спосіб виготовлення пластмасової кришечки з пояском для пластикових пляшок
Номер патенту: 57348
Опубліковано: 16.06.2003
Автор: Хараман Ігор Петрович
МПК: B29D 24/00, B29C 45/40
Мітки: пляшок, кришечки, пластикових, пояском, спосіб, пластмасової, виготовлення
Формула / Реферат:
Винахід відноситься до кінофототехніки і до області отримання світлоповертаючих матеріалів, переважно до проекційного телебачення і кіно і може бути використаний професійній кінематографії, проекційному телебаченні в різних кіно і діапроекційних установках, при «денній» проекції на виставках, в учбовому кіно і т.п., а також для отримання екранів, що забезпечують отримання стереоскопічного ефекту зображенням.Широко відомі оптичні...
Спосіб виготовлення наповненої жорсткої пластмасової тари
Номер патенту: 67814
Опубліковано: 15.07.2004
Автор: Велай Емері І. (помер)
МПК: B65B 3/00, B29C 49/02, B29C 43/02
Мітки: жорсткої, виготовлення, спосіб, тари, наповненої, пластмасової
Формула / Реферат:
1. Спосіб виготовлення наповненої пластмасової тари, при якому виготовляють пластмасову заздалегідь відформовану заготовку за допомогою прямого пресування на пункті виготовлення заздалегідь відформованої заготовки, формують роздуванням згадану заздалегідь відформовану заготовку в форму остаточної тари на пункті формування роздуванням і наповнюють згадану відформовану роздуванням тару на пункті наповнення, який відрізняється тим, що...
Спосіб переробки пластмасової утильсировини або пластмасових відходів
Номер патенту: 39203
Опубліковано: 15.06.2001
Автори: Рупп Мартін, Німанн Клаус, Холігхаус Рольф
МПК: C08J 11/16, C10L 1/00, C08J 11/12, B09B 3/00, C10G 45/02, B29B 17/00, C10J 3/00, C08J 11/10, C10G 1/00
Мітки: пластмасової, переробки, спосіб, пластмасових, утильсировини, відходів
Формула / Реферат:
1. Способ переработки пласмассового утильсырья или пластмассовых отходов с получением химического сырья и компонентов жидкого топлива путем деполимеризации исходных материалов без добавки водорода с получением летучей фазы и деполимеризата в виде перекачиваемой фазы, отличающийся тем, что летучую фазу разделяют на газовую и конденсат, который подвергают стандартным нефтеперерабатывающим процессам, а перекачиваемую фазу подвергают жидкофазной...
Спосіб та формувальне знаряддя для лиття під тиском пластмасової частини в листі пакувального матеріалу
Номер патенту: 66348
Опубліковано: 17.05.2004
Автор: Карлссон Магне
МПК: B29C 45/14
Мітки: матеріалу, тиском, формувальне, пакувального, лиття, знаряддя, листі, спосіб, пластмасової, частини
Формула / Реферат:
1. Спосіб лиття під тиском пластмасової частини в отворі, який виконаний в листі пакувального матеріалу, і який утворює край отвору листа пакувального матеріалу, при якому розміщують принаймні одне зовнішнє формувальне знаряддя в контакті із зовнішньою стороною листа пакувального матеріалу та розміщують принаймні одне внутрішнє формувальне знаряддя у контакті з внутрішньою стороною листа пакувального матеріалу і, таким чином, утворюють...
Спосіб виготовлення виливка з чавуну
Номер патенту: 66968
Опубліковано: 15.06.2004
Автори: Віткалов Іван Сергійович, Бондаренко Сергій Вікторович, Левін Павло Борисович
МПК: B22D 7/00, C22C 37/10
Мітки: виливка, спосіб, виготовлення, чавуну
Формула / Реферат:
Спосіб виготовлення виливка з чавуну, який полягає в тому, що заповнюють порожнину металевої ливарної форми розплавленим чавуном, здійснюють процес затвердіння чавуну, відкривають форму і витягають з форми виливок зі згаданого чавуну, який відрізняється тим, що перед заповненням порожнини ливарної форми чавуном форму відкривають, наносять при відкритій ливарній формі на внутрішню поверхню стінок порожнини ливарну фарбу, установлюють на дно...
Попередній патент: Спосіб механічно-пневматичного в’язання довговорсового килимарського вузла
Наступний патент: Рідке комплексне добриво та спосіб обробки насіння та вегетуючих рослин
Випадковий патент: Спосіб виробництва желейного мармеладу