Прокатна кліть з парою робочих cvc-валків
Номер патенту: 57692
Опубліковано: 10.03.2011
Автори: Кисельов Олександр Григорович, Барабаш Андрій Володимирович, Панасенко Андрій Миколайович, Вольвач Олександр Євгенійович, Кулаченко Алла Аркадіївна, Білобров Юрій Миколайович
Формула / Реферат
Прокатна кліть з парою робочих CVC-валків, що містить нижній і верхній опорні валки, які взаємодіють з CVC-валками, встановленими з можливістю осьового переміщення і виконаними з S-подібним профілем, що формує на їхній робочій поверхні опуклі й увігнуті ділянки, яка відрізняється тим, що згаданий профіль валків в осьовому перерізі визначений з експонентного виразу:
 , де
, де
![]() - половина довжини бочки валка;
- половина довжини бочки валка;
![]() - координата уздовж бочки валка;
- координата уздовж бочки валка;
![]() - коефіцієнт, що враховує величину перепаду діаметра бочки валка при його профілюванні;
- коефіцієнт, що враховує величину перепаду діаметра бочки валка при його профілюванні;
![]() - коефіцієнт, що враховує довжину профільованої частини валка;
- коефіцієнт, що враховує довжину профільованої частини валка;
![]() - основа натурального логарифма
- основа натурального логарифма ![]() .
.
Текст
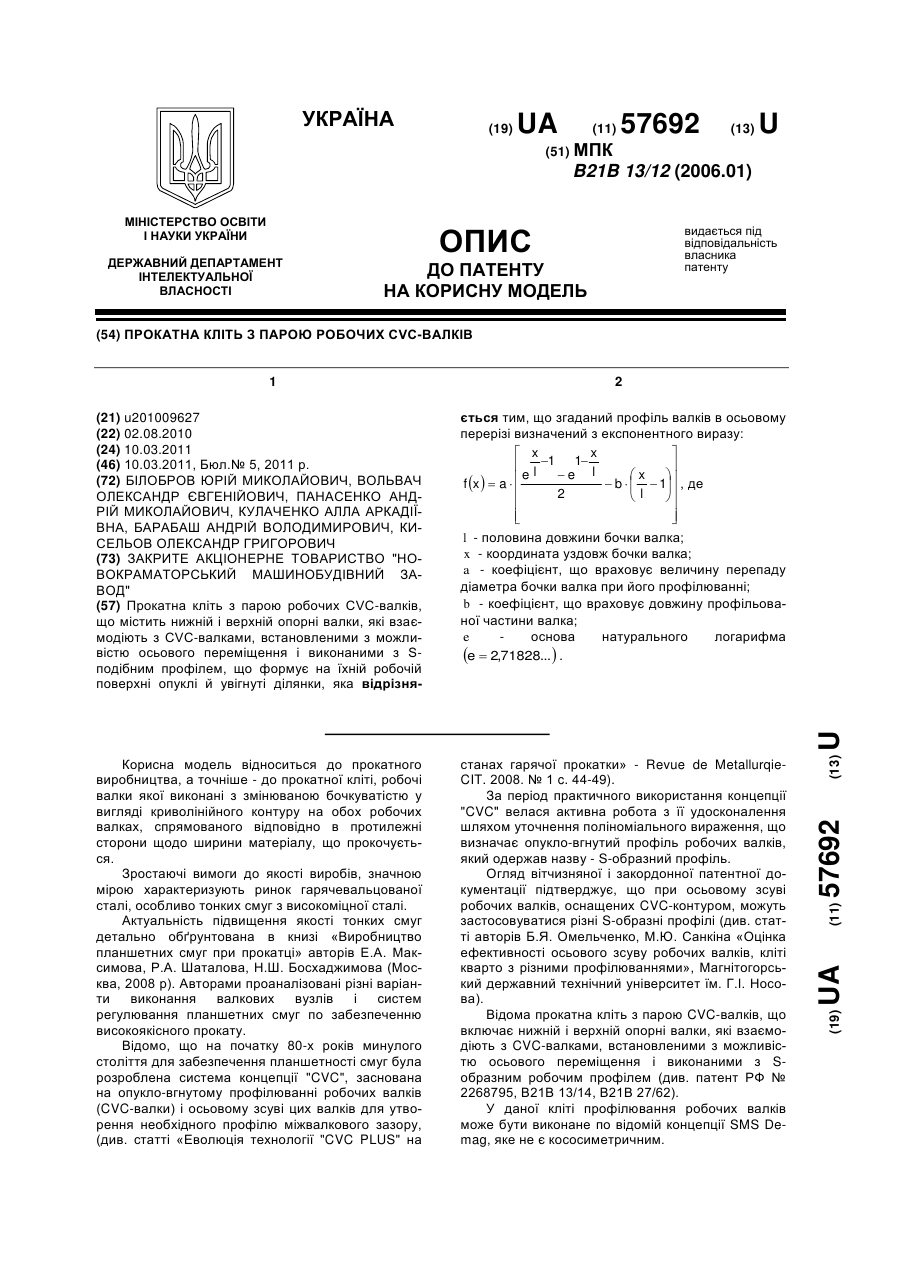
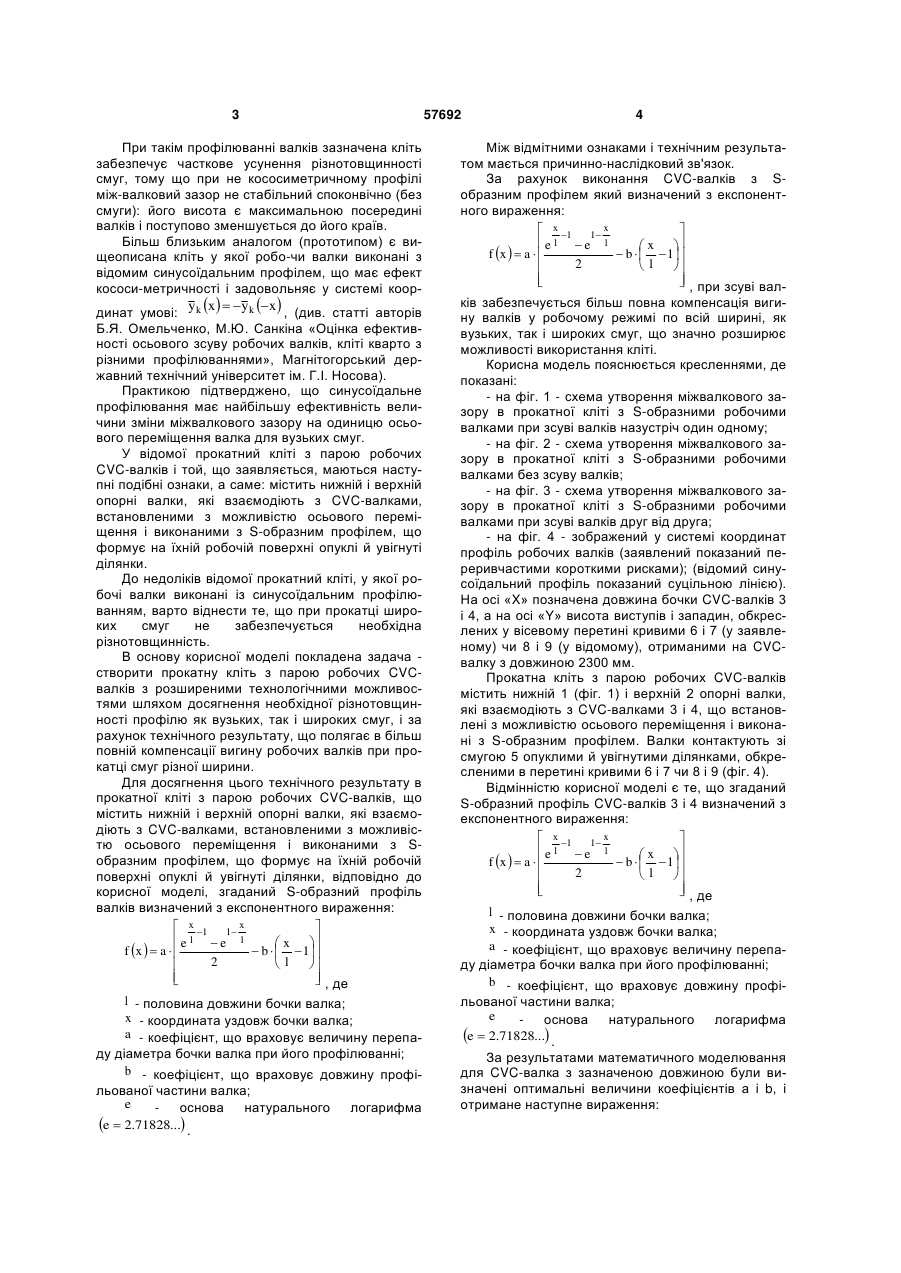
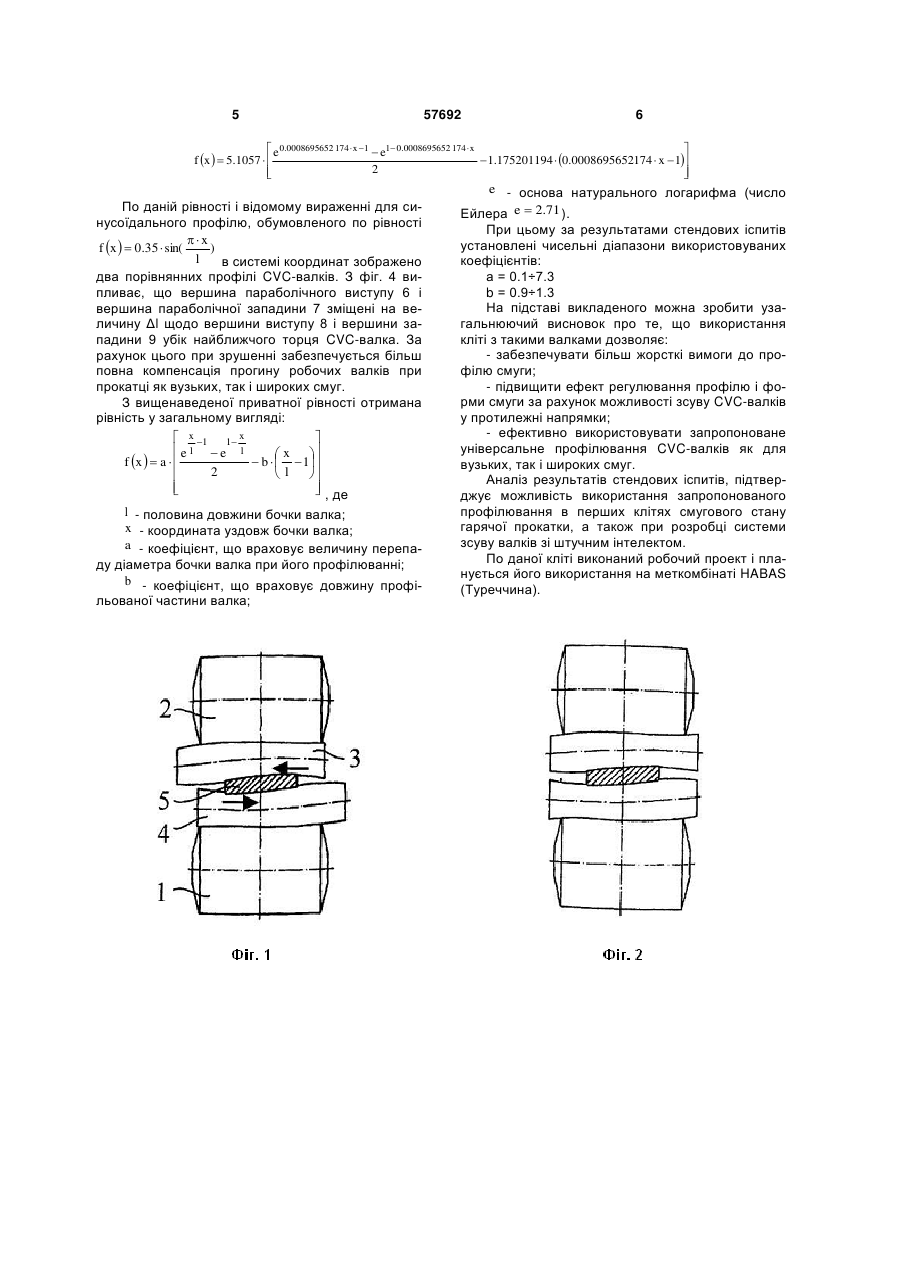
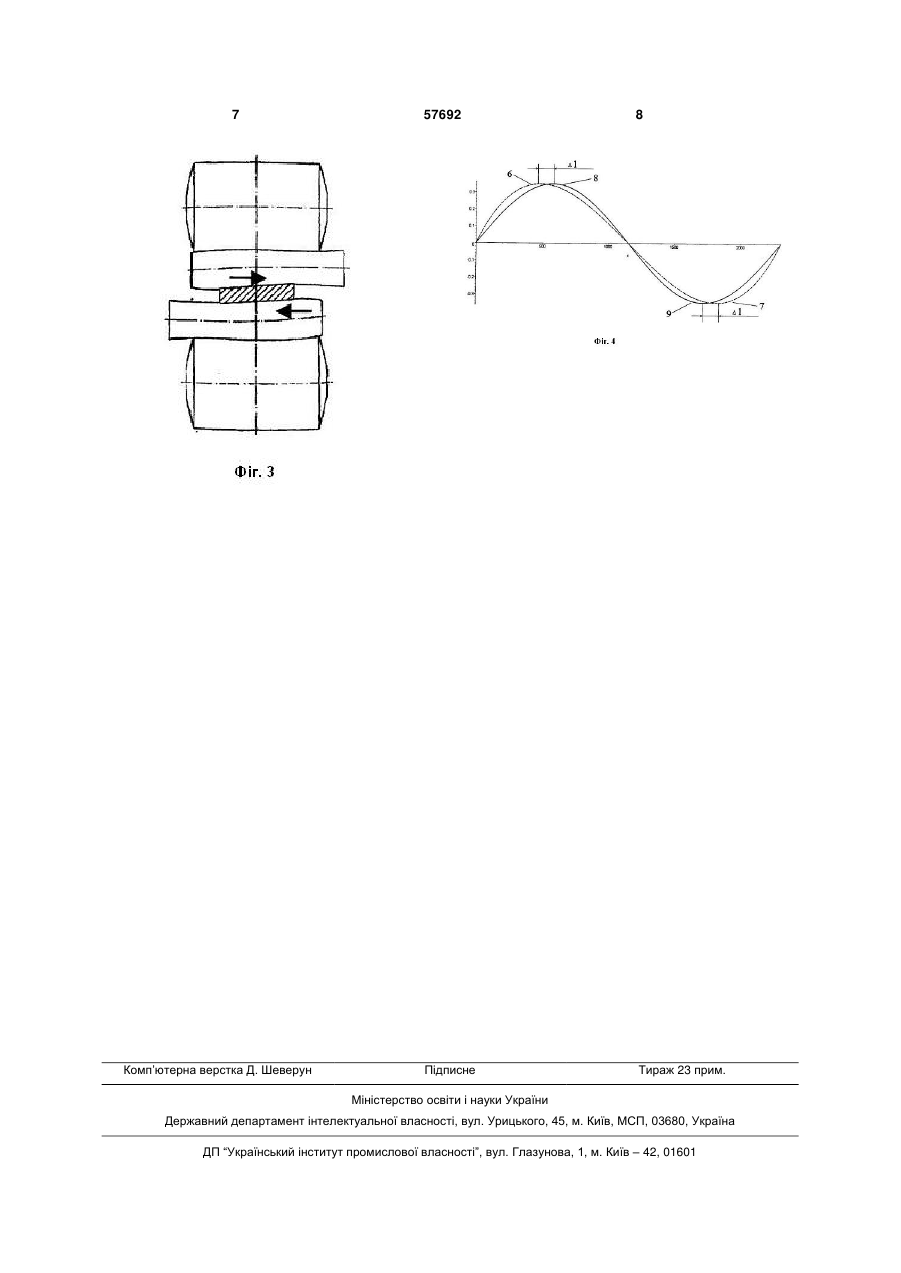
Прокатна кліть з парою робочих CVC-валків, що містить нижній і верхній опорні валки, які взаємодіють з CVC-валками, встановленими з можливістю осьового переміщення і виконаними з Sподібним профілем, що формує на їхній робочій поверхні опуклі й увігнуті ділянки, яка відрізня ється тим, що згаданий профіль валків в осьовому перерізі визначений з експонентного виразу: x x l 1 1 l e e x f x a b 1 , де 2 l Корисна модель відноситься до прокатного виробництва, а точніше - до прокатної кліті, робочі валки якої виконані з змінюваною бочкуватістю у вигляді криволінійного контуру на обох робочих валках, спрямованого відповідно в протилежні сторони щодо ширини матеріалу, що прокочується. Зростаючі вимоги до якості виробів, значною мірою характеризують ринок гарячевальцованої сталі, особливо тонких смуг з високоміцної сталі. Актуальність підвищення якості тонких смуг детально обґрунтована в книзі «Виробництво планшетних смуг при прокатці» авторів Е.А. Максимова, Р.А. Шаталова, Н.Ш. Босхаджимова (Москва, 2008 р). Авторами проаналізовані різні варіанти виконання валкових вузлів і систем регулювання планшетних смуг по забезпеченню високоякісного прокату. Відомо, що на початку 80-х років минулого століття для забезпечення планшетності смуг була розроблена система концепції "CVC", заснована на опукло-вгнутому профілюванні робочих валків (CVC-валки) і осьовому зсуві цих валків для утворення необхідного профілю міжвалкового зазору, (див. статті «Еволюція технології "CVC PLUS" на станах гарячої прокатки» - Revue de MetallurqieCIT. 2008. № 1 c. 44-49). За період практичного використання концепції "CVC" велася активна робота з її удосконалення шляхом уточнення поліноміального вираження, що визначає опукло-вгнутий профіль робочих валків, який одержав назву - S-образний профіль. Огляд вітчизняної і закордонної патентної документації підтверджує, що при осьовому зсуві робочих валків, оснащених CVC-контуром, можуть застосовуватися різні S-образні профілі (див. статті авторів Б.Я. Омельченко, М.Ю. Санкіна «Оцінка ефективності осьового зсуву робочих валків, кліті кварто з різними профілюваннями», Магнітогорський державний технічний університет їм. Г.І. Носова). Відома прокатна кліть з парою CVC-валків, що включає нижній і верхній опорні валки, які взаємодіють з CVC-валками, встановленими з можливістю осьового переміщення і виконаними з Sобразним робочим профілем (див. патент РФ № 2268795, В21В 13/14, В21В 27/62). У даної кліті профілювання робочих валків може бути виконане по відомій концепції SMS Demag, яке не є кососиметричним. (19) UA (11) 57692 (13) U l - половина довжини бочки валка; x - координата уздовж бочки валка; a - коефіцієнт, що враховує величину перепаду діаметра бочки валка при його профілюванні; b - коефіцієнт, що враховує довжину профільованої частини валка; основа натурального логарифма e e 2,71828... . 3 При такім профілюванні валків зазначена кліть забезпечує часткове усунення різнотовщинності смуг, тому що при не кососиметричному профілі між-валковий зазор не стабільний споконвічно (без смуги): його висота є максимальною посередині валків і поступово зменшується до його країв. Більш близьким аналогом (прототипом) є вищеописана кліть у якої робо-чи валки виконані з відомим синусоїдальним профілем, що має ефект кососи-метричності і задовольняє у системі коорy x y k x динат умові: k , (див. статті авторів Б.Я. Омельченко, М.Ю. Санкіна «Оцінка ефективності осьового зсуву робочих валків, кліті кварто з різними профілюваннями», Магнітогорський державний технічний університет ім. Г.І. Носова). Практикою підтверджено, що синусоїдальне профілювання має найбільшу ефективність величини зміни міжвалкового зазору на одиницю осьового переміщення валка для вузьких смуг. У відомої прокатний кліті з парою робочих CVC-валків і той, що заявляється, маються наступні подібні ознаки, а саме: містить нижній і верхній опорні валки, які взаємодіють з CVC-валками, встановленими з можливістю осьового переміщення і виконаними з S-образним профілем, що формує на їхній робочій поверхні опуклі й увігнуті ділянки. До недоліків відомої прокатний кліті, у якої робочі валки виконані із синусоїдальним профілюванням, варто віднести те, що при прокатці широких смуг не забезпечується необхідна різнотовщинність. В основу корисної моделі покладена задача створити прокатну кліть з парою робочих CVCвалків з розширеними технологічними можливостями шляхом досягнення необхідної різнотовщинності профілю як вузьких, так і широких смуг, і за рахунок технічного результату, що полягає в більш повній компенсації вигину робочих валків при прокатці смуг різної ширини. Для досягнення цього технічного результату в прокатної кліті з парою робочих CVC-валків, що містить нижній і верхній опорні валки, які взаємодіють з CVC-валками, встановленими з можливістю осьового переміщення і виконаними з Sобразним профілем, що формує на їхній робочій поверхні опуклі й увігнуті ділянки, відповідно до корисної моделі, згаданий S-образний профіль валків визначений з експонентного вираження: x 1 1 x e l e l x f x a b 1 2 l , де l - половина довжини бочки валка; x - координата уздовж бочки валка; a - коефіцієнт, що враховує величину перепаду діаметра бочки валка при його профілюванні; b - коефіцієнт, що враховує довжину профільованої частини валка; e основа натурального логарифма e 2.71828... . 57692 4 Між відмітними ознаками і технічним результатом мається причинно-наслідковий зв'язок. За рахунок виконання CVC-валків з Sобразним профілем який визначений з експонентного вираження: x 1 1 x e l e l x f x a b 1 2 l , при зсуві валків забезпечується більш повна компенсація вигину валків у робочому режимі по всій ширині, як вузьких, так і широких смуг, що значно розширює можливості використання кліті. Корисна модель пояснюється кресленнями, де показані: - на фіг. 1 - схема утворення міжвалкового зазору в прокатної кліті з S-образними робочими валками при зсуві валків назустріч один одному; - на фіг. 2 - схема утворення міжвалкового зазору в прокатної кліті з S-образними робочими валками без зсуву валків; - на фіг. 3 - схема утворення міжвалкового зазору в прокатної кліті з S-образними робочими валками при зсуві валків друг від друга; - на фіг. 4 - зображений у системі координат профіль робочих валків (заявлений показаний переривчастими короткими рисками); (відомий синусоїдальний профіль показаний суцільною лінією). На осі «X» позначена довжина бочки CVC-валків 3 і 4, а на осі «Y» висота виступів і западин, обкреслених у вісевому перетині кривими 6 і 7 (у заявленому) чи 8 і 9 (у відомому), отриманими на CVCвалку з довжиною 2300 мм. Прокатна кліть з парою робочих CVC-валків містить нижній 1 (фіг. 1) і верхній 2 опорні валки, які взаємодіють з CVC-валками 3 і 4, що встановлені з можливістю осьового переміщення і виконані з S-образним профілем. Валки контактують зі смугою 5 опуклими й увігнутими ділянками, обкресленими в перетині кривими 6 і 7 чи 8 і 9 (фіг. 4). Відмінністю корисної моделі є те, що згаданий S-образний профіль CVC-валків 3 і 4 визначений з експонентного вираження: x 1 1 x e l e l x f x a b 1 2 l , де l - половина довжини бочки валка; x - координата уздовж бочки валка; a - коефіцієнт, що враховує величину перепаду діаметра бочки валка при його профілюванні; b - коефіцієнт, що враховує довжину профільованої частини валка; e основа натурального логарифма e 2.71828... . За результатами математичного моделювання для CVC-валка з зазначеною довжиною були визначені оптимальні величини коефіцієнтів а і b, і отримане наступне вираження: 5 57692 6 e 0.0008695652 174 x 1 e1 0.0008695652 174 x f x 5.1057 1.175201194 0.0008695652174 x 1 2 По даній рівності і відомому вираженні для синусоїдального профілю, обумовленого по рівності x f x 0.35 sin( ) l в системі координат зображено два порівнянних профілі CVC-валків. З фіг. 4 випливає, що вершина параболічного виступу 6 і вершина параболічної западини 7 зміщені на величину Δl щодо вершини виступу 8 і вершини западини 9 убік найближчого торця CVC-валка. За рахунок цього при зрушенні забезпечується більш повна компенсація прогину робочих валків при прокатці як вузьких, так і широких смуг. З вищенаведеної приватної рівності отримана рівність у загальному вигляді: x 1 1 x e l e l x f x a b 1 2 l , де l - половина довжини бочки валка; x - координата уздовж бочки валка; a - коефіцієнт, що враховує величину перепаду діаметра бочки валка при його профілюванні; b - коефіцієнт, що враховує довжину профільованої частини валка; e - основа натурального логарифма (число Ейлера e 2.71 ). При цьому за результатами стендових іспитів установлені чисельні діапазони використовуваних коефіцієнтів: а = 0.1÷7.3 b = 0.9÷1.3 На підставі викладеного можна зробити узагальнюючий висновок про те, що використання кліті з такими валками дозволяє: - забезпечувати більш жорсткі вимоги до профілю смуги; - підвищити ефект регулювання профілю і форми смуги за рахунок можливості зсуву CVC-валків у протилежні напрямки; - ефективно використовувати запропоноване універсальне профілювання CVC-валків як для вузьких, так і широких смуг. Аналіз результатів стендових іспитів, підтверджує можливість використання запропонованого профілювання в перших клітях смугового стану гарячої прокатки, а також при розробці системи зсуву валків зі штучним інтелектом. По даної кліті виконаний робочий проект і планується його використання на меткомбінаті HABAS (Туреччина). 7 Комп’ютерна верстка Д. Шеверун 57692 8 Підписне Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюRolling mill with pair of working cvc-rolls
Автори англійськоюBilobrov Yurii Mykolaiovych, Volvach Oleksandr Yevheniiovych, Panasenko Andrii Mykolaiovych, Kulachenko Alla Arkadiivna, Barabash Andrii Volodymyrovych, Kyseliov Oleksandr Hryhorovych
Назва патенту російськоюПрокатная клеть c парой рабочих cvc-валков
Автори російськоюБилобров Юрий Николаевич, Вольвач Александр Евгеньевич, Панасенко Андрей Николаевич, Кулаченко Алла Аркадьевна, Барабаш Андрей Владимирович, Киселев Александр Григорьевич
МПК / Мітки
МПК: B21B 13/12
Мітки: кліть, парою, прокатна, cvc-валків, робочих
Код посилання
<a href="https://ua.patents.su/4-57692-prokatna-klit-z-paroyu-robochikh-cvc-valkiv.html" target="_blank" rel="follow" title="База патентів України">Прокатна кліть з парою робочих cvc-валків</a>
Прокатна кліть для виготовлення катаної штаби
Номер патенту: 86058
Опубліковано: 25.03.2009
Автори: Клекнер Юрген, Боде Торстен, Вайнгартен Людвіг
МПК: B21B 13/14
Мітки: катаної, прокатна, кліть, штаби, виготовлення
Формула / Реферат:
1. Прокатна кліть для виготовлення катаної штаби (1), що містить робочі валки (10, 11, 15, 16), які спираються за необхідності на опорні валки (30, 31) або на проміжні валки (20, 21) і опорні валки (30, 31), при цьому робочі валки (10, 11, 15, 16) і/або проміжні валки (20, 21), і/або опорні валки (30, 31) виконані з можливістю осьового переміщення, яка відрізняється тим, що довжина (L) бочки кожного проміжного валка (20, 21) у шестивалковій...
Чотиривалкова прокатна кліть з віялоподібним розташуванням валків
Номер патенту: 43298
Опубліковано: 10.08.2009
Автори: Алексеєнко Андрій Георгійович, Нечепоренко Володимир Андрійович
МПК: B21B 13/00
Мітки: валків, кліть, віялоподібним, розташуванням, прокатна, чотиривалкова
Формула / Реферат:
Чотиривалкова прокатна кліть з віялоподібним розташуванням валків, що містить чотири окремих корпуси, що утворюють станину, вузли робочих валків з підшипниковими опорами та ексцентрикові механізми радіального регулювання валків, яка відрізняється тим, що чотири окремих корпуси, що утворюють станину, виконані у вигляді чотирьох однакових паралелепіпедів, що межують один з одним, з прямокутними проточками для вільного розміщення вертикальних та...
Прокатна кліть
Номер патенту: 23599
Опубліковано: 02.06.1998
Автори: Алєксеєнко Андрій Георгійович, Алєксеєнко Георгій Якович, Крівощапов Владімір Васільєвіч
МПК: B21B 31/00, B21B 13/00
Формула / Реферат:
Прокатна кліть, яка має станину, що встановлена на плитовині, з приводними опорними валками та неприводними робочими валками, розміщеними у верхній та нижній подушках, яка відрізняється тим, що станина виконана у вигляді монолітного корпуса, наприклад, призми з наскрізними отворами під опорні валки, в яких встановлені суцільні по довжині отворів кільця з ексцентричними внутрішніми розточками, які контактують з обоймами підшипників опорних...
Безстанинна прокатна кліть
Номер патенту: 39042
Опубліковано: 15.05.2001
Автори: Огінський Йосип Кузьмич, Кісіль Володимир Костянтинович, Коган Михайло Маркович, Сівак Владислав Олегович
МПК: B21B 31/16, B21B 13/00
Мітки: кліть, прокатна, безстанинна
Формула / Реферат:
Безстанинна прокатна кліть, що містить у собі верхній та нижній валки з подушками та стяжними болтами з гайками, які проходять через них, механізми радіальної установки валків з ексцентриковими втулками, яка відрізняється тим, що у подушках додатково виконано діаметральні прорізи перпендикулярно площині поздовжніх осей валків, при цьому у прорізах встановлено із зазором прокладки, а ексцентрикові втулки обладнано різьбовими відтинками, на...
Прокатна кліть
Номер патенту: 31848
Опубліковано: 25.04.2008
Автори: Мазур Владлен Олегович, Артюх Віктор Геннадійович, Артюх Геннадій Васильович
МПК: B21B 31/00
Формула / Реферат:
1. Прокатна кліть, що містить станини, опорні й робочі валки з подушками, оснащеними облицювальними планками, й вузли горизонтального клинового розпору кліті із приводами, розташованими по обидва боки від її осі, яка відрізняється тим, що гідроциліндри приводу верхніх вузлів горизонтального клинового розпору кліті жорстко закріплені в установних пазах подушок верхнього опорного валка, а гідроциліндри приводу нижніх вузлів горизонтального...