Процес нанесення покриття на подовжену заготовку
Номер патенту: 5867
Опубліковано: 15.03.2005
Автори: Кошелев В'ячеслав Михайлович, Макарущенко Андрій Миколайович
Формула / Реферат
1. Процес нанесення покриття на подовжену заготовку, який включає транспортування заготовки до напилювальної станції, створення в камері напилювальної станції вакууму, підтримування заготовки в напрямній біля напилювальної станції, нанесення покриття термічним, електронно-променевим, дуговим або магнетронним випарником, напуск газу в простір між заготовкою і камерою, який відрізняється тим, що заготовку підключають до джерела струму, подають негативний потенціал, потенціал забезпечують в межах 60-200V і обертають заготовку навколо осі, розміщеної в межах тіла заготовки, вісь обертання заготовки розміщують в межах 200-350мм від напилювача, а тиск у вакуумній камері підтримують в межах від 1 до 8´10-3мм рт.ст.
2. Процес нанесення покриття на подовжену заготовку за п. 1, який відрізняється тим, що після нанесення першого шару покриття наносять наступний шар покриття.
3. Процес нанесення покриття на подовжену заготовку за п. 1, який відрізняється тим, що наступний шар покриття наносять з іншого матеріалу.
4. Процес нанесення покриття на подовжену заготовку за п. 1, який відрізняється тим, що шар покриття наносять з сукупності декількох компонентів.
5. Процес нанесення покриття на подовжену заготовку за п. 1, який відрізняється тим, що перед початком процесу нанесення покриття поверхню заготовки бомбардують іонами металу або аргону.
Текст
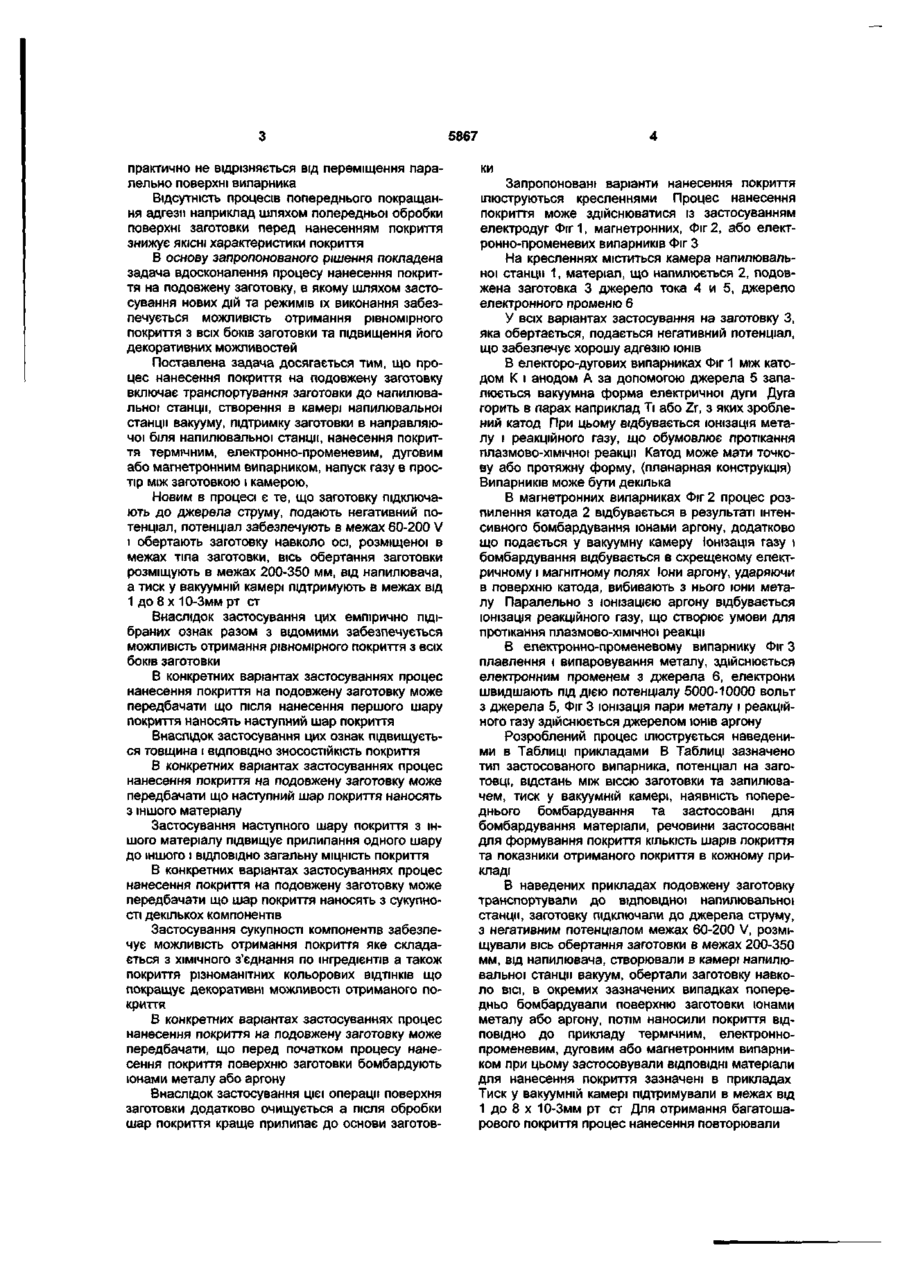
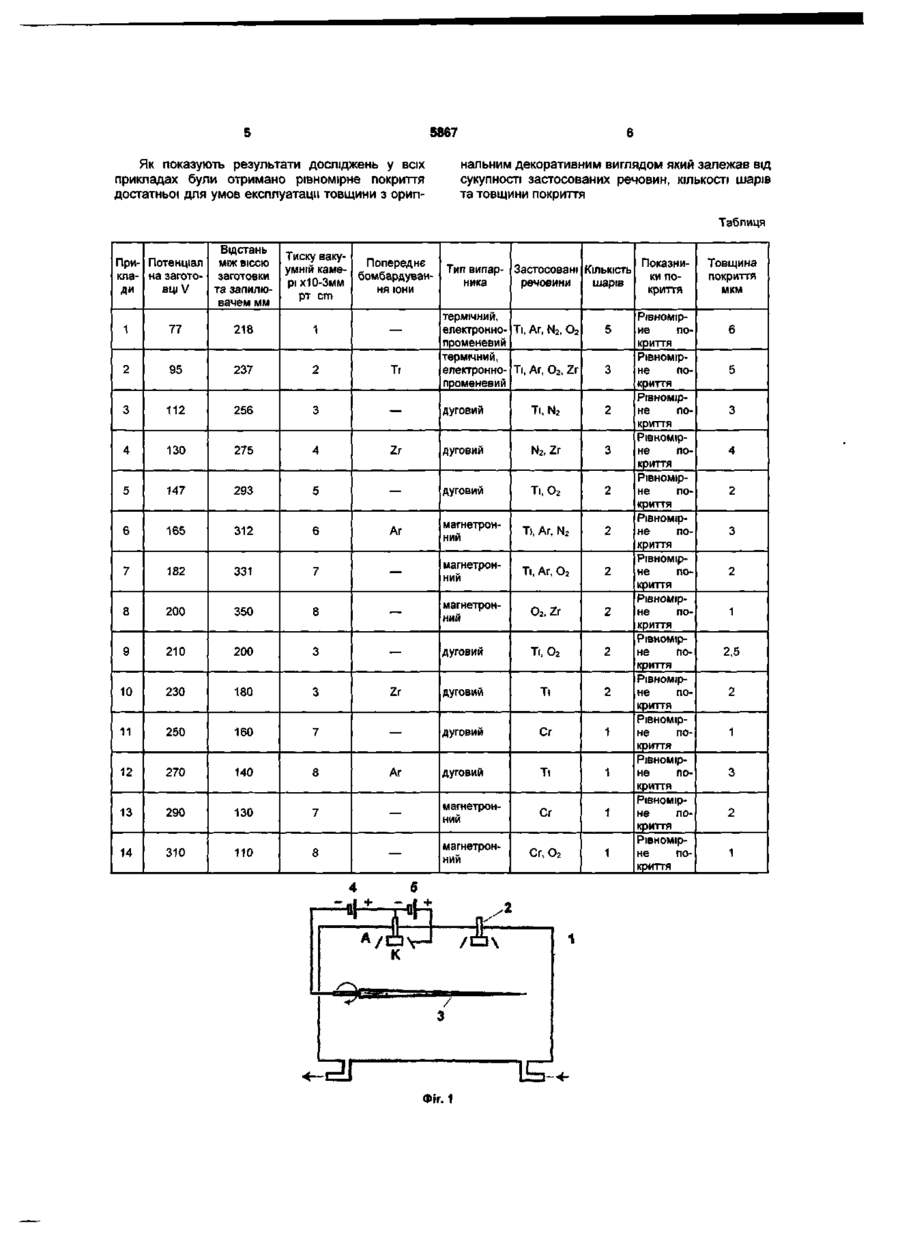
1 Процес нанесення покриття на подовжену заготовку, який включає транспортування заготовки до напилювальної станції, створення в камері напилювальної станції вакууму, підтримування заготовки в напрямній біля напилювальної станції, нанесення покриття термічним, електроннопроменевим, дуговим або магнетронним випарником, напуск газу в простір між заготовкою і камерою, який відрізняється тим, що заготовку підключають до джерела струму, подають негативний потенціал, потенціал забезпечують в межах 60200V і обертають заготовку навколо осі, розміщеної в межах тіла заготовки, вісь обертання загото вки розміщують в межах 200-350мм від напилювача, а тиск у вакуумній камері підтримують в межах від 1 до 8x10 З мм рт ст 2 Процес нанесення покриття на подовжену заготовку за п 1, який відрізняється тим, що після нанесення першого шару покриття наносять наступний шар покриття 3 Процес нанесення покриття на подовжену заготовку за п 1, який відрізняється тим, що наступний шар покриття наносять з іншого матеріалу 4 Процес нанесення покриття на подовжену заготовку за п 1, який відрізняється тим, що шар покриття наносять з сукупності декількох компонентів 5 Процес нанесення покриття на подовжену заготовку за п 1, який відрізняється тим, що перед початком процесу нанесення покриття поверхню заготовки бомбардують іонами металу або аргону Корисна модель відноситься до галузі напилення покриттів на металеві заготовки і може знайти застосування в різноманітних галузях техніки для нанесення зносостійких, корозійностійких, теплозахисних, біокерамічних, декоративних та інших видів покриттів Відомий процес нанесення покриття на алюмінієву фольгу [див патент Роси №2098878, МПК H01G9/00, H01G9/058, H01G9/042, дата публікації заявки 1997 12 10], полягаючий в тому, що на металеву основу наносять пористий шар титана методом вакуумного напилення, причому напилення проводять шляхом електронно-променевого випаровування титана при безперервному переміщенні алюмінієвої фольги над випарником на відстані 350 до 700мм і куті падіння парового потоку на алюмінієву фольгу 50 10°, причому тиск у вакуумній камері підтримують від 0,01 до 0,5 Па, а температуру конденсації від 300 до 550°С Недоліком цього процесу є те, що він може застосовуватися лише для покриття алюмінієвої фольги металом, а саме титаном, і обмежений процесом електронно-променевого випаровування титана В способі можливе отримання лише електропровідного покриття, яке в ряді випадків непридатне для умов його експлуатації Застосування цього процесу обмежує можливості застосування заготовок інших ніж фольга, а обмеження покриття лише титаном обмежує декоративні можливості отримуємого покриття Відомий процес нанесення покриття на заготовку [див патент Роси №2208658, МПК С23С4/00, С23С14/00, дата публікації заявки 2002 02 10], який включає транспортування заготовки до напилювальної станції, створення в камері напилювальної станції вакууму, підтримку заготовки в направляючої біля напилювальної станції, нанесення покриття термічним, електронно-променевим, дуговим або магнетроним випарником, напуск газу в простір між заготовкою і камерою Недоліком цього процесу є те, що в ньому можливе отримання покриття лише на пласкій заготовці тому що заготовка може рухатися лише вздовж випарника Навіть коли заготовка встановлюється у барабан, який обертається вона обертається по осі яка розміщена далеко від тіла заготовки, внаслідок чого переміщення заготовки 1 CD 00 Ю 5867 практично не відрізняється від переміщення паралельно поверхні випарника Відсутність процесів попереднього покращання адгезії наприклад шляхом попередньої обробки поверхні заготовки перед нанесенням покриття знижує ЯКІСНІ характеристики покриття В основу запропонованого рішення покладена задача вдосконалення процесу нанесення покриття на подовжену заготовку, в якому шляхом застосування нових дій та режимів їх виконання забезпечується можливість отримання рівномірного покриття з всіх боків заготовки та підвищення його декоративних можливостей Поставлена задача досягається тим, що процес нанесення покриття на подовжену заготовку включає транспортування заготовки до напилювальної станції, створення в камері напилювальної станції вакууму, підтримку заготовки в направляючої біля напилювальної станції, нанесення покриття термічним, електронно-променевим, дуговим або магнетронним випарником, напуск газу в простір між заготовкою і камерою, Новим в процесі є те, що заготовку підключають до джерела струму, подають негативний потенціал, потенціал забезпечують в межах 60-200 V і обертають заготовку навколо осі, розміщеної в межах тіла заготовки, вісь обертання заготовки розміщують в межах 200-350 мм, від напилювача, а тиск у вакуумній камері підтримують в межах від 1 до 8 х 10-Змм рт ст Внаслідок застосування цих емпірично підібраних ознак разом з відомими забезпечується можливість отримання рівномірного покриття з всіх боків заготовки В конкретних варіантах застосуваннях процес нанесення покриття на подовжену заготовку може передбачати що після нанесення першого шару покриття наносять наступний шар покриття Внаслідок застосування цих ознак підвищується товщина і ВІДПОВІДНО ЗНОСОСТІЙКІСТЬ покриття В конкретних варіантах застосуваннях процес нанесення покриття на подовжену заготовку може передбачати що наступний шар покриття наносять з іншого матеріалу Застосування наступного шару покриття з іншого матеріалу підвищує прилипання одного шару до іншого і ВІДПОВІДНО загальну МІЦНІСТЬ покриття В конкретних варіантах застосуваннях процес нанесення покриття на подовжену заготовку може передбачати що шар покриття наносять з сукупності декількох компонентів Застосування сукупності компонентів забезпечує можливість отримання покриття яке складається з ХІМІЧНОГО з'єднання по інгредієнтів а також покриття різноманітних кольорових ВІДТІНКІВ що покращує декоративні можливості отриманого покриття В конкретних варіантах застосуваннях процес нанесення покриття на подовжену заготовку може передбачати, що перед початком процесу нанесення покриття поверхню заготовки бомбардують іонами металу або аргону Внаслідок застосування цієї операції поверхня заготовки додатково очищується а після обробки шар покриття краще прилипає до основи заготов ки Запропоновані варіанти нанесення покриття ілюструються кресленнями Процес нанесення покриття може здійснюватися із застосуванням електродуг Фіг 1, магнетронних, Фіг 2, або електронно-променевих випарників Фіг З На кресленнях міститься камера напилювальної станції 1, матеріал, що напилюється 2, подовжена заготовка 3 джерело тока 4 и 5, джерело електронного променю 6 У всіх варіантах застосування на заготовку З, яка обертається, подається негативний потенціал, що забезпечує хорошу адгезію ІОНІВ В електоро-дугових випарниках Фіг 1 між катодом К і анодом А за допомогою джерела 5 запалюється вакуумна форма електричної дуги Дуга горить в парах наприклад Ті або Zr, з яких зроблений катод При цьому відбувається іонізація металу і реакційного газу, що обумовлює протікання плазмово-хімічної реакції Катод може мати точкову або протяжну форму, (планарная конструкція) Випарників може бути декілька В магнетронних випарниках Фіг 2 процес розпилення катода 2 відбувається в результаті інтенсивного бомбардування іонами аргону, додатково що подається у вакуумну камеру Іонізація газу і бомбардування відбувається в схрещеному електричному і магнітному полях Іони аргону, ударяючи в поверхню катода, вибивають з нього іони металу Паралельно з іонізацією аргону відбувається іонізація реакційного газу, що створює умови для протікання плазмово-хімічної реакції В електронно-променевому випарнику Фіг З плавлення і випаровування металу, здійснюється електронним променем з джерела 6, електрони швидшають під дією потенціалу 5000-10000 вольт з джерела 5, Фіг 3 іонізація пари металу і реакційного газу здійснюється джерелом ІОНІВ аргону Розроблений процес ілюструється наведеними в Таблиці прикладами В Таблиці зазначено тип застосованого випарника, потенціал на заготовці, відстань між віссю заготовки та запилювачем, тиск у вакуумній камері, наявність попереднього бомбардування та застосовані для бомбардування матеріали, речовини застосовані для формування покриття КІЛЬКІСТЬ шарів покриття та показники отриманого покриття в кожному прикладі В наведених прикладах подовжену заготовку транспортували до відповідної напилювальної станції, заготовку підключали до джерела струму, з негативним потенціалом межах 60-200 V, розміщували вісь обертання заготовки в межах 200-350 мм, від напилювача, створювали в камері напилювальної станції вакуум, обертали заготовку навколо ВІСІ, в окремих зазначених випадках попередньо бомбардували поверхню заготовки іонами металу або аргону, потім наносили покриття ВІДПОВІДНО до прикладу термічним, електроннопроменевим, дуговим або магнетронним випарником при цьому застосовували ВІДПОВІДНІ матеріали для нанесення покриття зазначені в прикладах Тиск у вакуумній камері підтримували в межах від 1 до 8 х 10-Змм рт ст Для отримання багатошарового покриття процес нанесення повторювали 5 5867 Як показують результати досліджень у всіх прикладах були отримано рівномірне покриття достатньої для умов експлуатації товщини з орип 6 нальним декоративним виглядом який залежав від сукупності застосованих речовин, КІЛЬКОСТІ шарів та товщини покриття Таблиця Відстань При- Потенціал кла- на заготоди вці МІЖ ВІССЮ заготовки та запилювачем мм Тиску вакуПопереднє умній камебомбардуванрі хЮ-Змм ня ІОНИ рт cm Тип випар- Застосовані КІЛЬКІСТЬ ника речовини шарів термічний, електронно- Ті, Аг, N 2 , O 2 променевий термічний, електронно- Ті, АГ, Ог, Zr променевий 1 77 218 1 — 2 95 237 2 Ті 3 112 256 3 — дуговий Ті, N 2 2 4 130 275 4 Zr дуговий N2, Zr 3 5 147 293 5 — дуговий Ті, Ог 2 6 165 312 6 Аг магнетронний Ті, Аг, N 2 2 7 182 331 7 — магнетронний Ті, Аг, О 2 2 8 200 350 8 — магнетронний О2, Zr 2 9 210 200 3 — дуговий Ті, Ог 2 10 230 180 3 Zr дуговий Ті 2 11 250 160 7 — дуговий Сг 1 12 270 140 8 Аг дуговий Ті 1 13 290 130 7 — магнетронний Сг 1 14 310 110 8 — магнетронний Сг, О 2 1 ФІГ. 1 5 3 Показники покриття Рівномірне покриття Рівномірне покриття Рівномірне покриття Рівномірне покриття Рівномірне покриття Рівномірне покриття Рівномірне покриття Рівномірне покриття Рівномірне покриття Рівномірне покриття Рівномірне покриття Рівномірне покриття Рівномірне покриття Рівномірне покриття Товщина покриття мкм 6 5 3 4 2 3 2 1 2,5 2 1 3 2 1 5867 Фіг. 2 Комп'ютерна верстка А. Крулевський Підписне Тираж 28 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул Урицького, 45, м Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул Глазунова, 1, м Київ-42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюA process for application of coating on elongated blank
Назва патенту російськоюПроцесс нанесения покрытия на удлиненную заготовку
МПК / Мітки
МПК: C23C 14/00, C23C 14/24
Мітки: процес, заготовку, подовжену, нанесення, покриття
Код посилання
<a href="https://ua.patents.su/4-5867-proces-nanesennya-pokrittya-na-podovzhenu-zagotovku.html" target="_blank" rel="follow" title="База патентів України">Процес нанесення покриття на подовжену заготовку</a>
Спосіб нанесення підмастильного покриття на заготовку в потоці з волочінням

Номер патенту: 49292
Опубліковано: 16.09.2002
Автори: Должанський Анатолій Михайлович, Ломов Ілля Миколайович
МПК: B21C 9/00
Мітки: заготовку, підмастильного, нанесення, покриття, потоці, спосіб, волочінням
Формула / Реферат:
Спосіб нанесення підмастильного покриття на заготовку в потоці з волочінням, що містить його осадження на поверхні заготовки при її проходженні скрізь надлишок дрібнодисперсного матеріалу покриття, який рухається тангенціально до її поверхні, що має питомий об'ємний електроопір не менше 108 Ом·м, перед нанесенням мастила та деформацією, який відрізняється тим, що до осадження сухі частки матеріалу покриття переміщуються із сковзанням по...
Спосіб нанесення срібного покриття на магній
Номер патенту: 64238
Опубліковано: 16.02.2004
Автори: Кунтий Орест Іванович, Похмурський Василь Іванович, Хома Мирослав Степанович, Ковтун Ольга Романівна
МПК: C23C 18/31
Мітки: нанесення, срібного, спосіб, магній, покриття
Формула / Реферат:
Спосіб нанесення срібного покриття на магній, що включає підготовку поверхні та осадження срібла, який відрізняється тим, що осадження срібла здійснюють в апротонному розчиннику, наприклад диметилсульфоксиді або диметилформаміді.
Склад для нанесення захисного покриття
Номер патенту: 40360
Опубліковано: 16.07.2001
Автори: Обідін Євгеній Олександрович, Осініна Тамара Павлівна, Колесник Юрій Романович, Піднебесний Андрій Петрович
МПК: C09D 143/00
Мітки: склад, нанесення, захисного, покриття
Формула / Реферат:
Склад для нанесення захисного покриття, який містить поліметил-фенілсилоксанову смолу в органічному розчиннику та наповнювач, який відрізняється тим, що він додатково містить низькомолекулярний полімегил силоксановий каучук при такому співвідношенні компонентів, мас.%:Полімегилфенілсилоксанова смола /502% розчин в органічному...
Установка для нанесення покриття на вироби зі скла
Номер патенту: 5734
Опубліковано: 15.03.2005
Автори: Іванін Анатолій Анатолійович, Іванін Анатолій Леонідович, Борулько Віктор Іванович, Попович Сергій Андрійович
МПК: C03C 17/25
Мітки: покриття, скла, нанесення, установка, вироби
Формула / Реферат:
Установка для нанесення покриття на вироби зі скла, яка містить робочу камеру та резервуар з плівкоутворюючим розчином, що з'єднані між собою системою подачі та зливу розчину, систему регулювання рівня плівкоутворюючого розчину в робочій камері шляхом створення необхідного надмірного тиску в резервуарі з розчином, яка виконана з датчиком рівня наповнення в робочій камері, яка відрізняється тим, що вона містить систему підйомного пристрою,...
Спосіб нанесення покриття
Номер патенту: 32532
Опубліковано: 15.02.2001
Автори: Тарнай Андрій Амбросієвич, Богданова Олександра Василівна, Нечипоренко Анатолій Віктрович, Кириленко Валерій Костянтинович, Петров В'ячеслав Васильович
МПК: C23C 14/00, C23C 14/26
Мітки: спосіб, нанесення, покриття
Текст:
...у вигляді дроту шля хом витягування склоподібної маси при температурі розмякшення скла (7Ю°С) з подальшим охолодженням до кімнатної температури Оброблювану деталь закріплюють вертикально, а речовину, що випаровується, закріплюють одним кінцем у верхній частині вздовж порожнини деталі Нагрівам, виготовпений у вигляді чаші з порожниною конусоподібної форми із тантапу та оснащений резистивним елементом, установлюють з боку вільного кінця...
Попередній патент: Шихта для виготовлення керамічного матеріалу
Наступний патент: Спосіб анестезіологічного забезпечення мікрохірургічного втручання
Випадковий патент: Спосіб визначення ступеня максимального радіонуклідного забруднення іхтіофауни прісноводних водойм