Спосіб нанесення підмастильного покриття на заготовку в потоці з волочінням
Номер патенту: 49292
Опубліковано: 16.09.2002
Автори: Должанський Анатолій Михайлович, Ломов Ілля Миколайович

Формула / Реферат
Спосіб нанесення підмастильного покриття на заготовку в потоці з волочінням, що містить його осадження на поверхні заготовки при її проходженні скрізь надлишок дрібнодисперсного матеріалу покриття, який рухається тангенціально до її поверхні, що має питомий об'ємний електроопір не менше 108 Ом·м, перед нанесенням мастила та деформацією, який відрізняється тим, що до осадження сухі частки матеріалу покриття переміщуються із сковзанням по контртілам тертя, питомий об'ємний електроопір яких більше питомого об'ємного електроопору покриття в 106...109 разів, причому відношення середнього шляху сковзання до діаметра заготовки визначається співвідношенням:
S/d=(0,007-0,013)·ν·![]() /(w·dч),
/(w·dч),
де S- шлях сковзання часток матеріалу покриття відносно контртіл тертя;
d - діаметр заготовки;
dч - діаметр часток матеріалу покриття;
w - кутова швидкість часток матеріалу покриття відносно заготовки;
ν - швидкість заготовки;
μ=(d/d1)2 - коефіцієнт витягування металу при волочінні;
d1 - діаметр дроту після волочіння.
Текст
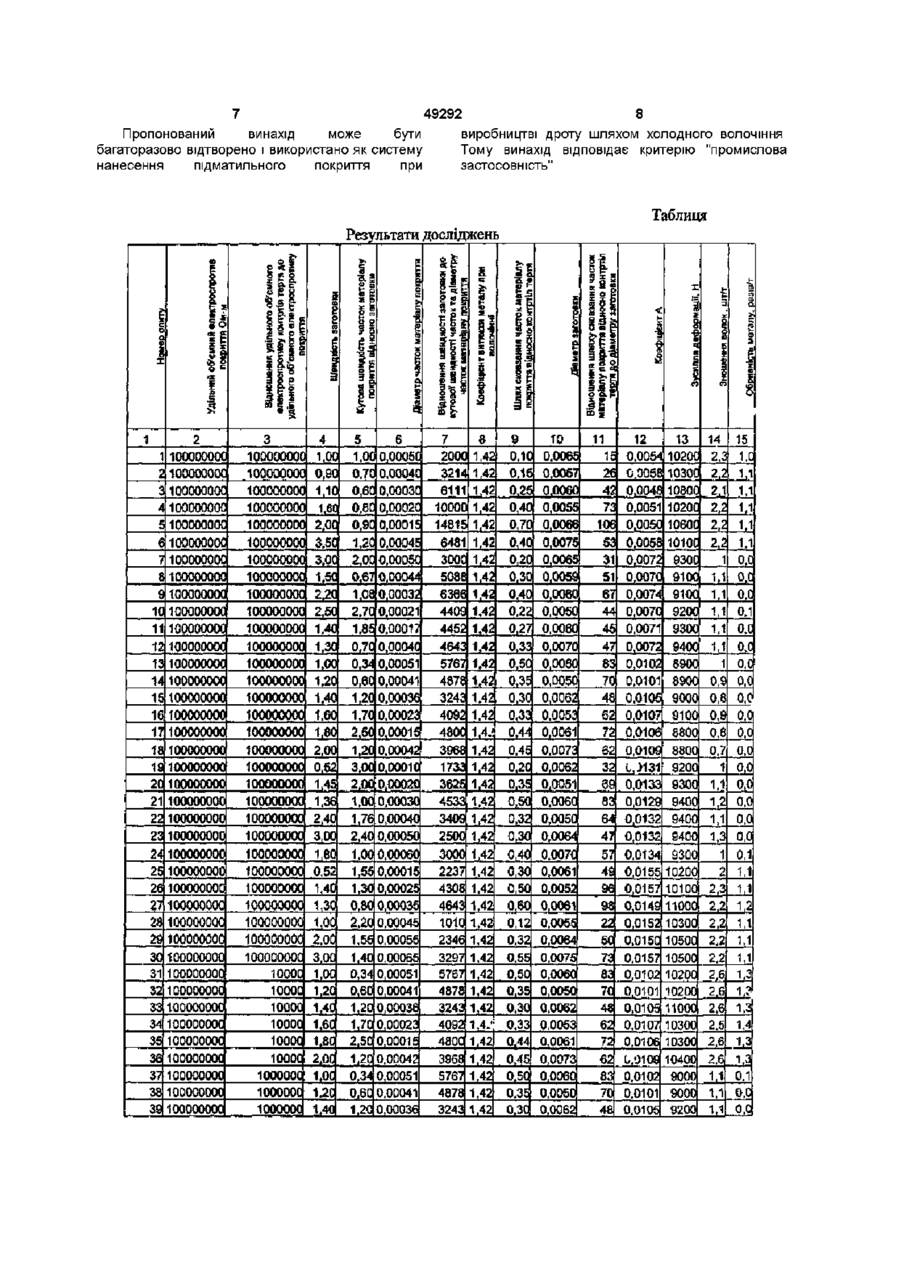
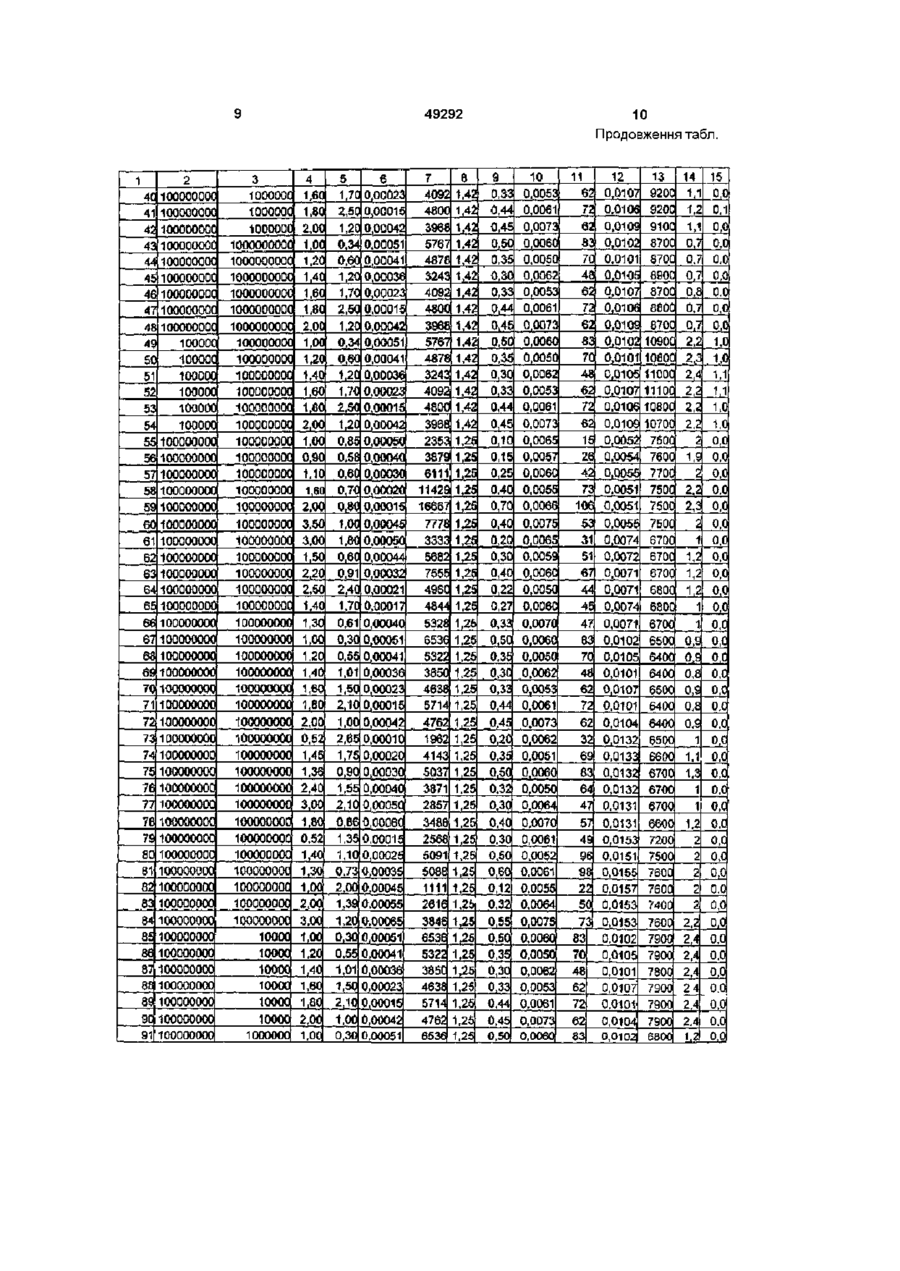
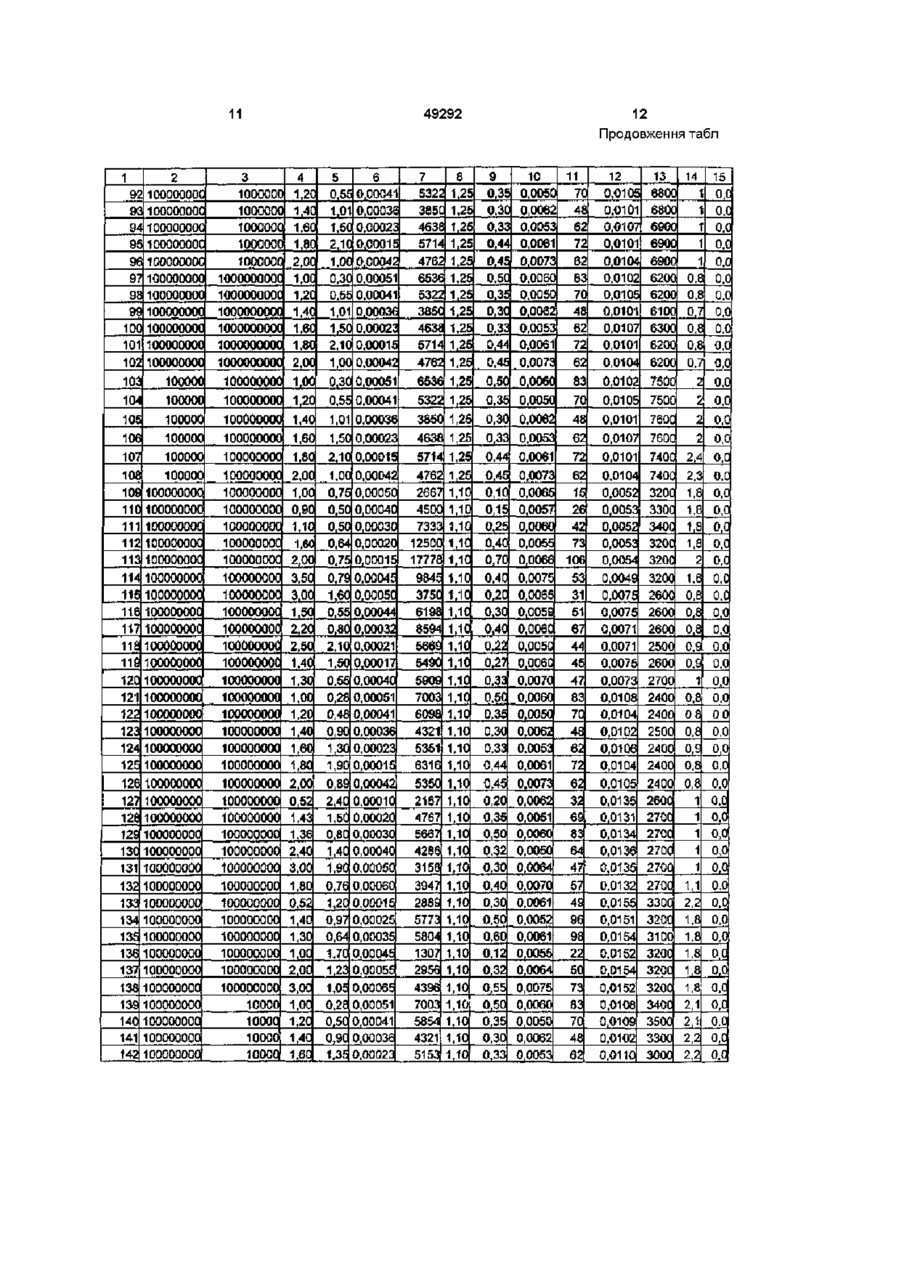
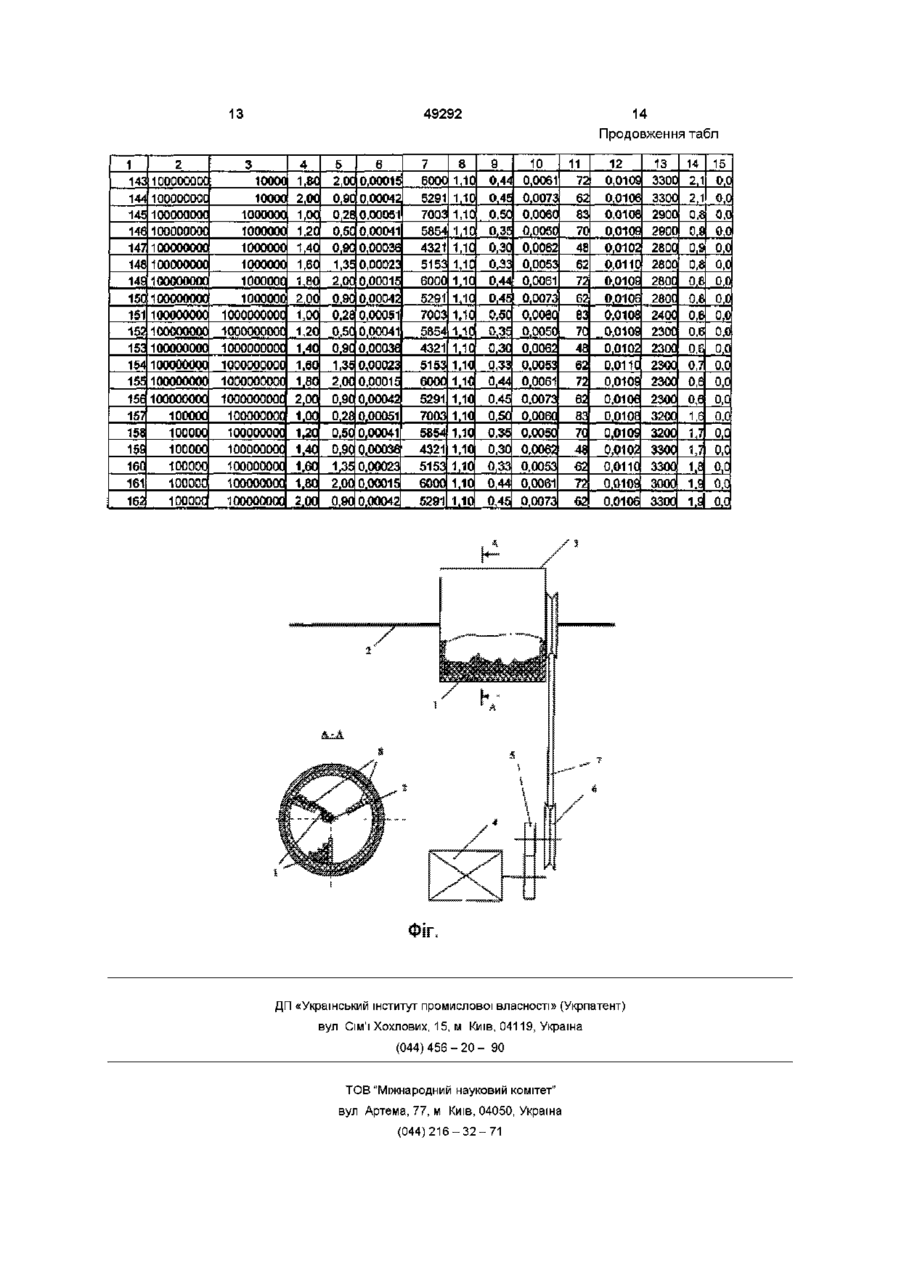
Спосіб нанесення підмастильного покриття на заготовку в потоці з волочінням, що містить його осадження на поверхні заготовки при и проходженні скрізь надлишок дрібнодисперсного матеріалу покриття, який рухається тангенціально до її поверхні, що має питомий об'ємний електроопір не менше 108 Ом м, перед нанесенням мастила та деформацією, який відрізняється тим, що до осадження сухі частки матеріалу покриття переміщуються із сковзанням Винахід відноситься до області волочильного виробництва і може бути використаний на волочильних станах для нанесення сухої порошкової підмастильної речовини на заготовку перед нанесенням на неї сухої мастильної речовини і волочінням, зокрема, в технологічному потоці після безкислотного видалення окалини з поверхні заготовки У більшості випадків при ВОЛОЧІННІ металів застосовують технологічне мастило Воно складається з підмастильного покриття та мастильної речовини В якості мастильної речовини при грубо-середньому і тонкому ВОЛОЧІННІ, як правило, використовуються сухі порошкові мила Для підвищення їх адгезії до поверхні заготовки застосовують під мастильні покриття, в якості яких використовують вапно, фосфати, буру та ш Матеріал підмастильного шару удержується на металевій поверхні заготовки та "зціплюється" з матеріалом сухого мастила силами молекулярної взаємодії Ця взаємодія посилюється при збільшенні сил електростатичного притяжіння між поверхнями, що контактують [Ахматов А С Молекулярная физика граничного трения -М Физматгиз, 1963 -472с] по контртілам тертя, питомий об'ємний електроопір яких більше питомого об'ємного 6 9 електроопору покриття в 10 10 разів, причому відношення середнього шляху сковзання до діаметра заготовки визначається співвідношенням S/d=(0,007-0,013)v p,/(wd4), де S- шлях сковзання часток матеріалу покриття відносно контртіл тертя, d - діаметр заготовки, d 4 - діаметр часток матеріалу покриття, w - кутова швидкість часток матеріалу покриття відносно заготовки, v - швидкість заготовки, |j=(d/di) - коефіцієнт витягування металу при ВОЛОЧІННІ, di - діаметр дроту після волочіння Відомий спосіб нанесення підмастильного покриття на заготовку перед її змащуванням і волочінням, коли катанку занурюють у розчин або суспензію речовини, що наноситься, та висушують [Юхвец ИА Волочильное производство, ч 1 - І\ Металлургия, 1965 271с] При використанні механічного видалення окалини з поверхні заготовки в потоці волочіння цей спосіб неприйнятний, оскільки процес висушування пройти не встигає Внаслідок цього матеріал підмастильного покриття не зціплюється з поверхнею заготовки Відсутність міцного підмастильного шару не забезпечує необхідну адгезію сухого мила до свіжоочищеної або неочищеної від окалини поверхні заготовки [Коковихин Ю И , Пинашина В А , Буравлев И Б Производство низкоуглеродистой проволоки - К ИСДО, 1995 - 328с] Внаслідок цього знижується ефективність сухого технологічного мастила зменшується його КІЛЬКІСТЬ на заготовці, зростають коефіцієнт тертя, обривність, зношення волок, зусилля деформування та знижується якість продукції Найбільш близьким до заявленого винаходу є технологія нанесення підмастильного покриття в 49292 потоці з волочінням, що описана в статті "Технология нанесения подсмазочного покрытия в потоке с волочением" в журналі "Производство проката" (Росія), №7, 1999, С 26-28 При цьому в якості підмастильного покриття використовують смолисту рідину, що возгоняеться тангенціальне поверхні катанки всередині камери, скрізь яку протягують катанку Капельно-рідшна завісь смолистої рідини осаджується на поверхні катанки, що рухається та має порівняльне низьку температуру При контакті часток покриття з металом заготовки вони злипаються Покриття, що одержане, добре залучує суху мастильну речовину до волоки При використанні вказаного способу для нанесення підмастильного покриття на довгомірну металеву заготовку при ВОЛОЧІННІ перед наступним нанесенням на неї сухої мастильної речовини та деформацією для одержання дроту було встановлено, що при реальних швидкостях волочіння в промислових умовах (1 3м/с) КІЛЬКІСТЬ матеріалу підмастильного покриття, що осаджується на поверхні заготовки, недостатня Це відбувається внаслідок малої концентрації часток матеріалу (пари), що наноситься, в повітрі навколо заготовки та нестачі часу для осаджування та твердіння капель Як наслідок, КІЛЬКІСТЬ мильного мастила в осередку деформації не досягає необхідного рівня Тому зменшується ефективність сухого мастила збільшуються коефіцієнт тертя, зношення волок, зусилля деформації, обривність металу та знижується якість продукції Недостатком прототипу є також необхідність витрат енергії для возгонки смолистої рідини для зміни його агрегатного стану Крім того смоляна завісь (пари каніфолі) є канцерогенною рідиною [Родионов А И Техника защиты окружающей среды - М Химия, 1989 -511с] В основу винаходу поставлена задача підвищення ефективності сухого технологічного мастила при реальних швидкостях волочіння шляхом оптимізаци КІЛЬКОСТІ ПІД мастильної речовини, що наноситься на поверхню заготовки Поставлена задача досягається тим, що нанесення підмастильного покриття на заготовку в потоці з волочінням відбувається шляхом його осаджування на поверхні заготовки при и проходженні скрізь надлишок дрібнодисперсного матеріалу покриття, що рухається тангенціальне до її поверхні та має питомий об'ємний електроопір не менше 108 Ом м, перед нанесенням мастила та деформацією, в той же час до осадження сухі частки матеріалу покриття переміщуються із сковзанням по контртілам тертя, питомий об'ємний електроопір яких більше питомого об'ємного електроопору покриття в 105 109 разів, причому відношення середнього шляху сковзання до діаметру заготовки визначається співвідношенням S/d=(0,007 - 0,013)-v-|j/( w-d4), де S- шлях сковзання часток матеріалу покриття відносно контртіл тертя, d - діаметр заготовки, d 4 - діаметр часток матеріалу покриття, w - кутова швидкість часток матеріалу покриття відносно заготовки, v - швидкість заготовки, |j=(d/di) - коефіцієнт витягування металу при ВОЛОЧІННІ, di - діаметр дроту після волочіння Залежність, що отримана, знайдена в результаті аналізу розмірностей [Шенк X Теория инженерного эксперимента Пер с англ М Металлургия, 1972 -382с] Для цього визначили незалежні ЗМІННІ, ЯКІ впливають на шлях сковзання часток матеріалу покриття відносно контртіл тертя d - діаметр заготовки, w - кутова швидкість часток матеріалу покриття відносно заготовки, di - діаметр дроту, v - швидкість заготовки, d 4 - діаметр часток матеріалу покриття Записали залежність, що шукали, у вигляді функціоналу S = A-(d) a -(di) b - ( W ) c . (v) e -(d 4 ) f Зробили вибір розмірностей метр[м] секунд а[с] Визначили розмірності при параметрах S[M], d[M], d4[M], di[M], w[c 1 ], у[м*с 1 ] Записали формулу, що шукали, у вигляді степеневого функціоналу для розмірностей м = (м) а -(м) ь -(с 1 ) с -(м-с 1 ) е -Mf Склали баланс для степенів кожної розмірності м -> 1=a+b+e+f -> a=1-b+c-f с -> 0= -с -є -> с= -є Отримали формулу з урахуванням попередніх залежностей S=A-(d) 1 b + c f -(di) b -(w) c -(v) c -(d 4 ) f Зкомпонували безрозмірні критерії з урахуванням однакових показників степенів при ВІДПОВІДНИХ параметрах S/d =A-(di/d)b • (w- d/v)c-(d4/d)f В результаті експериментальних досліджень (дивись табл 1) визначили що А=0,007-0,013, b=-2, c=-1, f=-1, a=3, В результаті отримали формулу S/d=(0,007-0,013)-v-(d/di)2/(w-d4) або при |j=(d/di)2 S/d=(0,007 - 0,013) • d • v • м /(w • d4) За наявними в заявників відомостями пропонована сукупність ознак, що характеризує сутність винаходу, невідома з рівня техніки отже винахід відповідає критерію "новизна" Опис роботи способу та схема пристрою, що його реалізує, з позиціями наведена на фігурі Підмастильне покриття 1, матеріал якого має визначений питомий об'ємний електроопір, наноситься на заготовку 2 у пристрої, який складається з корпусу 3, приводу 4, редуктора 5, шківа 6, ременя 7, лопатей 8 Пристрій розташований перед волочильним станом, між окалиновід-ламувачем та ємкістю для мастила (мастильницею) волочильного стану Пристрій працює та спосіб здійснюється наступним чином привод 4 за допомогою редуктора 5, шківа 6 та ременя 7 обертає корпус З Корпус 3 зроблено у вигляді пустотілого циліндра з лопатями 8 усередині Корпус 3 має отвори для входу та виходу заготовки та засипання матеріалу покриття 1 Корпус 3 зсередини та лопаті 8 покриті 49292 матеріалом, що має питомий об'ємний електроопір більше питомого об'ємного електроопору покриття в 106 109 разів Частки покриття 1, що рухається тангенціальне до поверхні заготовки 2 та ВІСІ корпусу 3, набувають необхідної кутової швидкості часток матеріалу покриття 1 відносно заготовки 2 і здобувають внаслідок проходження шляху ковзання часток матеріалу покриття 1 по контртілам тертя, необхідний електричний заряд Контртіла тертя виконані у вигляді лопатей 8 у середині корпусу 3 Довжина лопаті 8 повинна бути рівною шляху ковзання часток матеріалу покриття відносно контртіл тертя Заготовка 2 входить скрізь отвір корпусу 3 та проходить скрізь надлишок дрібнодисперсного матеріалу покриття 1 При цьому внаслідок дм сил молекулярного та електростатичного притяжіння відбувається нанесення покриття 1 на заготовку 2 Нове технічне рішення реалізоване на першому блоці волочильного стану 2500/4 UDZSA Про ефективність способу та пристрою судили за такими параметрами - зусилля волочіння (яке вимірювали за допомогою тензодатчиків), - зношення волок (по КІЛЬКОСТІ волок, що витрачені на волочіння 1т продукції), обривність при ВОЛОЧІННІ 1т дроту (по КІЛЬКОСТІ обривів при ВОЛОЧІННІ 1т продукції), У експериментах варіювали питомий об'ємний електричний опір матеріалу покриття, що наноситься (шляхом зміни матеріалу покриття), - відношення питомого об'ємного електричного опору контртіл тертя до питомого об'ємного електричного опору матеріалу покриття, що наноситься (шляхом зміни матеріалу внутрішньої поверхні корпусу та лопатей і зміни матеріалу покриття), - швидкість руху заготовки (шляхом зміни ШВИДКОСТІ ВОЛОЧІННЯ), - кутову швидкість руху часток матеріалу покриття відносно заготовки (шляхом зміни частоти обертання корпусу пристрою), - діаметр часток матеріалу покриття (шляхом збільшення або зменшення дисперсності часток) , - діаметр заготовки, - коефіцієнт витягування (шляхом зміни діаметру заготовки та отриманого дроту), - шлях сковзання часток матеріалу покриття відносно контртіл тертя (шляхом зміни довжини лопатей у напрямку тангенціальне до поверхні заготовки) Отримані результати відображено у таблиці Аналіз наведених даних показує, що при знаходженні коефіцієнту А у межах 0,007-0,013 зусилля деформації, обривність та зношення волок мають мінімальні значення, що позитивно впливає на техніко-економічні показники процесу волочіння Це сполучення заявлених параметрів процесу волочіння є оптимальним При значеннях коефіцієнта А менше 0,007 зусилля деформації, обривність та зношення волок збільшуються у порівнянні з попереднім (оптимальним) випадком в середньому на 8-22% Це відбувається внаслідок недостатнього залучення підмастильного покриття у осередок деформації При цьому збільшується тертя, що негативно впливає на техніко-економічні показники процесу волочіння При значеннях коефіцієнта А більше 0,013 зусилля деформації, обривність та зношення волок збільшуються у порівнянні з оптимальним випадком в середньому на 7-25% Це відбувається внаслідок збільшеного залучення підмастильного покриття у осередок деформації При цьому доля мастильної речовини у технологічному мастилі зменьшується і вона недостатньо залучається у осередок деформації Це приводить до збільшення тертя та негативно впливає на техніко-економічні показники процесу волочіння При значеннях питомого об'ємного електроопору покриття не менше 10 Ом • м зусилля деформації, обривність та зношення волок мають мінімальні значення, що позитивно впливає на техніко-економічні показники процесу волочіння Ця межа заявленого параметру процесу волочіння є оптимальною При значеннях питомого об'ємного електроопору покриття менше 108 Ом • м зусилля деформації, обривність та зношення волок збільшуються у порівнянні з попереднім (оптимальним) випадком в середньому на 14-25% Це відбувається внаслідок недостатньої електризації часток матеріалу покриття та недостатнього залучення підмастильного покриття у осередок деформації При цьому збільшується тертя, що негативно впливає на техніко-економічні показники процесу волочіння Збільшення питомого об'ємного електроопору материалу покриття більше 10 Ом-м несуттєво впливає на ефективність процесу виробництва дроту При значеннях відношення питомого об'ємного електроопору контртіл тертя до питомого об'ємного електроопору покриття у межах 106-109 разів зусилля деформації, обривність та зношення волок мають мінімальні значення, що позитивно впливає на техніко-економічні показники процесу волочіння Це сполучення заявлених параметрів процесу волочіння є оптимальним При значеннях відношення питомого об'ємного електроопору контртіл тертя до питомого об'ємного електроопору покриття менше 106 разів зусилля деформації, обривність та зношення волок збільшуються у порівнянні з попереднім (оптимальним) випадком в середньому на 10-25% Це відбувається внаслідок недостатньої електризації часток матеріалу покриття та недостатнього залучення підмастильного покриття і мастильної речовини в осередок деформації Внаслідок цього збільшується тертя, що негативно впливає на техніко-економічні показники процесу волочіння У наявний час нема матеріалу який би відповідав відношенню питомого об'ємного електроопору контртіл тертя до питомого об'ємного електроопору покриття більше 109 разів Сутність винаходу, що заявляється, не впливає явно для фахівця з відомого рівня техніки Сукупність ознак, що характеризують відоме рішення не забезпечує досягнення нових властивостей і тільки наявність ВІДМІННИХ ознак винаходу дозволяє одержати нові властивості, технічний результат Отже, пропонований винахід відповідає критерію "винахідницький рівень" 7 49292 8 Пропонований винахід може бути виробництві дроту шляхом холодного волочіння багаторазово відтворено і використано як систему Тому винахід відповідає критерію "промислова нанесення підматильного покриття при застосовність" Таблиця Результати досліджень і! !l: • g o Ф It" I t " ш 5.5 12 13 14 15 1S 0,0054! 1020С 2.3 1.С 2Є 0.005Є 10300 2,: 1.1 11 10000000С 100000000 10QOOOQOO 1О00О000С 10000000С 10000000С 10000000C 100O G 000 O юооооооо 1С ЮООООООО 11 ЮООООООО юооооооо ЮООООООО 14 100000000 15 юооооооо юооооооо 10000000С 0,90 100000000 1.10 100000000 1,60 100000000 2,00 ЮООООООО 3,50 100000000 з.ос 100000000 1.5С юооооооо 2.20 юооооооо 2,50 1,00 0,00050 2000 321 0.1С 0.1 6111 1,41 0,25 О.70 0.0004С 0,60 Q.0003C 0,6С Of0002C 10000 1,4; 0,40 0,0055 0,9С 0,00015 14815 ^0,0048 10800 2,1 1.1 73 0,005' 10200 2,: 1,1 0,70 0,0066 106 2,2 1.1 1.2С 0,00045 6431 1,42 0,40 0,0075 53 2, 1.1 2,0С 0Г0005С 0,67 0,00044 зоос 503& 1.42 0 д 2С 0,0065 0,30 0,0055 0,0058 1010С 31 0.007: 93ОС 51 0,0070 910С що.оооз; 2.70 0,00021 6366 L4J 440S 1,42 0,40 67 о,с 1,1 о.с 1,1 о.о 0Q 6 , 0C 0,22 0.005С юооооооо 14 1,85 00 0 7 445; 14 02 ,0 ,01 ,2 . юооооооо 13 07 0.0004С 4643 1,4; 0,33 ,0 , 0 юооооооо 1 0 0,34 00 0 1 576: 14 05 , 0 ,05 . : ,0 ЮООООООО 1.2С 0.006І 0,005 і 0.006С 0.6С 0,00041 4873 1.42 0,35 0.006С 0.007С 0.О06С 0,0050 0,0050 10600 0.0074 9100 1.1 0,1 9300 1,1 о.с 47 0,007: 9400 1,1 о.с 0,0102 5900 0,0 70 0,0101 890С 0,5 0,0 44 0.007С 920С 45 0,007' юооооооо 12 , 0 3 3 4 14 03 0,0062 , 000 0 6 2 3 . 2 , 0 юооооооо 1.6С 1,70 О.0ОО23 4092 1.42 0,33 0.0053 0.44 0.0061 юооооооо 1 0 25 , 0 1 480С , , 000 0 5 8 юооооооо 20 1,20 0,0004; 39S14 04 0.007Э -6 . 2 . 5 ,0 юооооооо о,5; 3,00 0,00010 1733 1,42 0,2С c o o s ; і 4 0.0105 9000 08 0,0 8 , юооооооо 1,45 2,0С 0.0002С 1.1 0,0 0,0 21 ЮООООООО 22 ЮООООООО ЮООООООО 1,36 ЮООООООО 2.4С 1.0С 0.0003C 1,76 0,0004С 23 юооооооо юоооооос 2,4С 0 , 0 0 0 5 0 83 о,оі2д 9400 64 0,013; 9400 1,1 0,0 0,0 з.ос 3409 1,42 25ОС 1,42 1,ЄС 1.0С 0,00060 зооо 1,42 юооооооо 17 ЮООООООО юооооооо 1S Ю О О О ОООО 20 юооооооо 24 ЮООООООО 2 ЮООООООО S ЮООООООО 2 6 2 7 ЮООООООС ЮООООООС 0,1 9300 0.01551 2 0 00 0,0157 10100 93 0,0149 1100С 0,0 2,3 11 , 1,1 0,50 0,0060 0,0102 10200 2,6 1,3 юоос 12 0,60 00 0 1 ,0 ,04 14 03 00 5 ,2 , 5 ,00 юооо 14 1,20 0,00036 3 4 ,0 ,0 ,02 2 31,42 03 00 6 1,? 7 03 0 0 J 1 110200 4 0,0105 1 0 0 26 1,3 8 10 , ЮООООООС З.ОС 1.4С 0.00065 0,34 0,00051 3S Ю О О О ОООС 1,3 0.55 ЗО ЮООООООО 31 ЮООООООО за юооооооо 940С 5767 1,42 1.55 0,00055 36 Ю О О О ОООС 37 Ю О О О ОООС 47 0.0132 57 0.0t34 3297 1,42 ЮООООООО 2.0С 3 5 ЮООООООС 0.0060 о.з: 0,0050 о,зо 0 Г 0064 0,40 о,оо7ip_!54 0 73 0,0152 8 0,0108 3 7 0,0109 0 48 0,0102 62 0,0110 15 0C , o.c 0.0 0.0 0.0 O C . o.c 0.0 o.c o.o o.o t 0.0 Z. 0.0 л 0,0 0,0 2,4 0,0 2 , 3 o.o 1,81 0,0 1,8 0,0 1,8 0,0 1,8 o,c 2 o,a 1.8 0,0 0,8 o,c 0,3 0,0 0,8 0,0 o.s 0.0 0.9 0.0 1 0,0 0.8 0,0 08 00 0,8 0,0 о,є 0,0 0.8 0,0 0,8 0,0 1 0.0 1 0.0 1 0,0 1 0,0 1 0.0 1,1 0,0 2.2 O . Q 1,8 0,0 1.8 0,0 1.8 ОС 1,8 0.0 1.8 o.c 2,1 o.c 2,1 0.0 2,2 o.c 2.2 o.c 13 14 680С 1 680С 1 690С т 690С 1 690С 1 6200 0,8 6200 0,8 6100 0.7 6300 0,8 62О0 0,8 6200 0.7 0,30 3,50 3,00 1,50 2,20 2,50 1.40 1,30 1,00 1,20 1,40 1,60 1,8С з.ос 1,80 0,52 1,40 1,30 1.00 2,00 з,ос 12 0,0105 0,0101 0,0107 0,0101 0,0104 0,0102 7 532 385 463fl 5714 4762 6536 5322 ЗВ50 463в 5714 4762 4762 1 25 26671 1,1С 4500 1.1С 7333 1,1С 12500 1,1С 17778 1,1С 9 0,35 0,30 0,33 0,44 0.45 0.50 0,35 0,30 0,33 0,44 0,45 11 10 0,0050 7С 0,0062 4S 0,0053 62 0,0061 72 0,0073 62 0,0060 83 0.0050 70 0,0062 48 0,0053 62 С-,0061 72 0,0073 62 5 6 0 . 5 . 0,0004 1.0 о.ооозе 1.5С 0,0002* 2.1 С 0,0001. 1.0С 0.00042 0.3С 0.0005 0.5Е 0.О0О4 1.0 сцюозе 1,5С 0,00023 2.10 0,00015 1ГОО 0,00042 0,00051 0,00041 1,01 0,00036 1,50 0,00023 2,10 0.00015 1,00 0,00042 0,75 0,00050 0,50 0,00040 0,50 0,00030 0,64 0,00020 0,75 0,00015 0,7= 0.0004S 8 1.25 1,25 T.2S 1,25 1.25 1,25 1,25 1.25 1,25 1,25 1,25 12 Продовження табл 13 2 1 143 10D0OOO00 14-І 1О0ОООСЮ0 14Ї 100000000 14Ё 100000000 147 юооооооо 148 100000000 Ш 100О0ОООС 15С юооооооо 151 1ООО0О0ОС 152 100О0О0ОС 153 10000000С 154 10000000С 155 10ОООО00С 15Є 1О0О0ОО0С 167 10000С 158 10000Q 15= 10000С 16С 100000 161 100000 162 100000 49292 3 10000 10000 1000000 тоооооо 1000000 1000000 4 1,80 2,00 i,od 1.2С 1,4С 1,6С 100ОО0О 1,М юооооо 2,0С 10О0ОООООС 1,0С 100000000С 1,2С 100000000С 1.4С 100000QOQC 1,60 юооооооос 1,8С 100000000С 2,00 юоооооос 1,00 1000000ОС 1,2С юоооооос 1,40 юоооооос 1,60 юооооооо 1.80 юооооооо 2 г 00 14 Продовження табл 5 6 2,00 0,00015 0.90 0,00042 0.2Е 0,00051 0.5С 0,00041 0.9С 0.0003Є 1,35 о,ооо2: 2.0С 0,00015 0,9С 0,00042 0.2Є 0,00051 0.5С 0,00041 0.9С 0.0003Є 1,35 0,00023 2,0С 0,00015 0,90 0,00042 0,28 0.00051 0,5С 0.00041 0,9С о.ооозє 1,35 0,00023 2.0С 0.0001 S 9 10 11 12 7 8 6000 1,10 0,44 0,0061 72 0,0109 5291 1,10 0,4! 0,0073 62 0,0106 7003 1,10 0,50 0,0060 83 0,0108 5854 1,10 0,3£ „ 0 , 0 0 5 0 70 0,0109 4321 1,1С 0,ЗС 0,0062 48 0,0102 5153 1,10 0,33 0,0053 62 0,0110 6000 1.1С 0,44 0,0061 72 0,01 ОЄ 5291 1,1С 0,45 0,0073 62 0,0106 7003 1.1С С-.5С 0.006U 63 0,0108 5&54 1,1С і_0^5 0,0050 70 0,0105 4321 1.1С 0,ЗС 0.0062 48 0,0102 5153 1.10 0,33 0,0053 62 0,011С 6000 1,10 0,44 0,0061 72 0,01 OS 5291 1.10 0,45 0,0073 62 0,0106 7003 1.10 0,50 0,0060 83 0,01 ОЄ Е 5854 1.10 0,35 0 005C 7С 0.01 О 4321 1,10 О,ЗС 0,0062 48 0,0102 5152 1 10 0,33 0,0052 62 0,0110 600С 1.10 0,44 0,0061 о,о 0,0 0,0 2Є00 о,с 2800 о,с 280С о,в о,с 280С 0,6 ох 240С 0,6 о,с 230С 0,6 0.0 230С 0.6 0,0 230С 0,7і 0,0 230С о.є о,с 230С 0,6 0.0 320С 1,Є о,о 320С 1,7 0,0 ЗЗОС 1,7 0,0 3300 1,3 о,с 72 0.0109 зооо 1.S 0.0 0,90 5291 1 t 10 0,45 62 0.00042 t г 0,0073 ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71 ззоо 2900 2900 2,1 0,8 0,9 0,9 0,6 0,0106 ЗЗОС 1.9І 0,С ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна 13 14 15 3300 2,1 0,0
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for applying under-lubricant coating to the ingot in the process with drawing
Автори англійськоюDolzhanskyi Anatolii Mykhailovych, Lomov Illia Mykolaiovych
Назва патенту російськоюСпособ нанесения подсмазочного покрытия на заготовку в потоке с волочением
Автори російськоюДолжанский Анатолий Михайлович, Ломов Илья Николаевич
МПК / Мітки
МПК: B21C 9/00
Мітки: волочінням, заготовку, підмастильного, потоці, покриття, нанесення, спосіб
Код посилання
<a href="https://ua.patents.su/7-49292-sposib-nanesennya-pidmastilnogo-pokrittya-na-zagotovku-v-potoci-z-volochinnyam.html" target="_blank" rel="follow" title="База патентів України">Спосіб нанесення підмастильного покриття на заготовку в потоці з волочінням</a>
Спосіб нанесення покриття в вакуумі
Номер патенту: 33893
Опубліковано: 15.02.2001
Автори: Сагайдак Василь Андрійович, Ільченко Михайло Юхимович, Згуровський Михайло Захарович, Левченко Георгій Тимофійович
МПК: C23C 14/58, C23C 14/00
Мітки: нанесення, спосіб, покриття, вакуумі
Текст:
...і матеріалу покриття, з урахуванням того, що суттєва зміна теплопровідності газу відбувається при підвищенні тиску в інтервалі 1-5 Па. Приклади виконання способу. Підкладки, наприклад, корпуси із пластмаси, а також спеціальні ситалові підкладки-супутники закріпляють на барабані або каруселі в робочій камері вакуумної установки, в якій розміщено магнетрон з мішенню, наприклад, із пермалою. Робочу камеру вакуумної установки відкачують...
Спосіб нанесення захисного покриття на контейнер для зберігання радіоактивних відходів
Номер патенту: 46467
Опубліковано: 15.05.2002
Автори: КИСЄЛЬОВ СЕРГІЙ МИХАЙЛОВИЧ, РУСЄВ ГЕННАДІЙ МИХАЙЛОВИЧ, ГАЛЮК МИКОЛА ПИЛИПОВИЧ, ОВСЯНІКОВ ВІКТОР ВАСИЛЬОВИЧ
МПК: G21F 5/005, C23C 4/06
Мітки: радіоактивних, зберігання, спосіб, захисного, нанесення, покриття, контейнер, відходів
Формула / Реферат:
Спосіб нанесення захисного покриття на контейнер для зберігання радіоактивних відходів, що включає газотермічне напилення алюмінієвмісного матеріалу на сталеві поверхні елементів конструкції контейнера, який відрізняється тим, що напилення алюмінієвмісного матеріалу здійснюють плазмовим розпиленням алюмінієвого дроту, при цьому наносять покриття товщиною 0,2-0,4 мм, з вмістом оксидної фази у складі покриття 5-15%.
Спосіб нанесення захисного покриття
Номер патенту: 30372
Опубліковано: 15.11.2000
Автори: Василів Христина Броніславівна, Цвікілевіч Орест Степанович, Широков Володимир Володимирович, Степанишин Володимир Іванович
МПК: C23C 10/00
Мітки: покриття, спосіб, захисного, нанесення
Формула / Реферат:
Спосіб нанесення захисного покриття, який полягає в дифузійному насиченні виробів зі сталей в розплаві легкоплавкого металу, у який введено елементи покриття, і який відрізняється тим, що як транспортний легкоплавкий метал застосовують літій, а як насичуючий елемент - оксид хрому в кількості 5-7% мас, насичення виконують при 900-1000°С протягом 10-25 год.
Електрод для нанесення електроерозійного покриття
Номер патенту: 1313
Опубліковано: 15.07.2002
Автори: Ляшенко Борис Артемович, Хоменко Ірина Іванівна, Книш Вадим Святославович
МПК: B23H 1/00
Мітки: нанесення, електрод, електроерозійного, покриття
Формула / Реферат:
1. Електрод для нанесення електроерозійного покриття, виготовлений у вигляді металевого стрижня, один торець якого призначений для підключення до першої клеми джерела розрядного струму, а другий торець призначений для контактування з поверхнею оброблюваної деталі, підключеної до другої клеми джерела розрядного струму, який відрізняється тим, що електрод доповнений, щонайменше, ще одним стрижнем або порожнистим профілем, один торець якого...
Спосіб нанесення покриття
Номер патенту: 32532
Опубліковано: 15.02.2001
Автори: Петров В'ячеслав Васильович, Нечипоренко Анатолій Віктрович, Тарнай Андрій Амбросієвич, Кириленко Валерій Костянтинович, Богданова Олександра Василівна
МПК: C23C 14/00, C23C 14/26
Мітки: спосіб, покриття, нанесення
Текст:
...у вигляді дроту шля хом витягування склоподібної маси при температурі розмякшення скла (7Ю°С) з подальшим охолодженням до кімнатної температури Оброблювану деталь закріплюють вертикально, а речовину, що випаровується, закріплюють одним кінцем у верхній частині вздовж порожнини деталі Нагрівам, виготовпений у вигляді чаші з порожниною конусоподібної форми із тантапу та оснащений резистивним елементом, установлюють з боку вільного кінця...
Попередній патент: Стенд для дослідження трибологічних і технологічних характеристик гвинтових конвеєрів
Наступний патент: Пристрій для тонкого видаляння пилу та очищення вихідних газів
Випадковий патент: Пристрій для планування і виготовлення стоматологічних конструкцій