Спосіб подачі шихтових матеріалів до доменної печі та пристрій для його здійснення
Номер патенту: 58728
Опубліковано: 15.08.2003
Автори: Грачов Юрій Михайлович, Бочанов Юрій Владіленович, Татьянін Олександр Миколайович, Коркодола Ілля Іванович, Спіцин Анатолій Володимирович, Соколовський Борис Цудікович

Формула / Реферат
1. Спосіб подачі шихтових матеріалів до доменної печі, що включає набір, виваження, дозування та реєстрацію шихти системою автоматичного управління по визначеній програмі задавальними апаратами, який відрізняється тим, що набір, виваження, дозування та реєстрація набраних шихтових матеріалів здійснюється з пульта управління доменною піччю системою тензометричного виваження, цифровою індикацією маси, дозування компонентів шихти по найменуванням з точністю набору матеріалів та передачею сигналу протягом часу, не перевищуючого 0,022с, зі зберіганням інформації про завантаження шихти у електронно-обчислювальному реєстраторі, встановленому безпосередньо на посту управління доменною піччю, а також виконавчими струмопровідними апаратами, встановленими на електровагон-вагах, автопоказника засипної ями та шихтових бункерах.
2. Пристрій для здійснення способу подачі шихтових матеріалів до доменної печі, що містить апаратуру автоматичного управління набором шихти по визначеній програмі з ваговим дозатором візуального типу на самохідному візку, який відрізняється тим, що самохідний вантажний візок містить систему цифрової індикації маси та дозування по найменуванням компонентів шихти, електронну приймально-передавальну апаратуру та електронно-обчислювальний реєстратор передачі та зберігання інформації про завантаження шихти у домену піч.
Текст
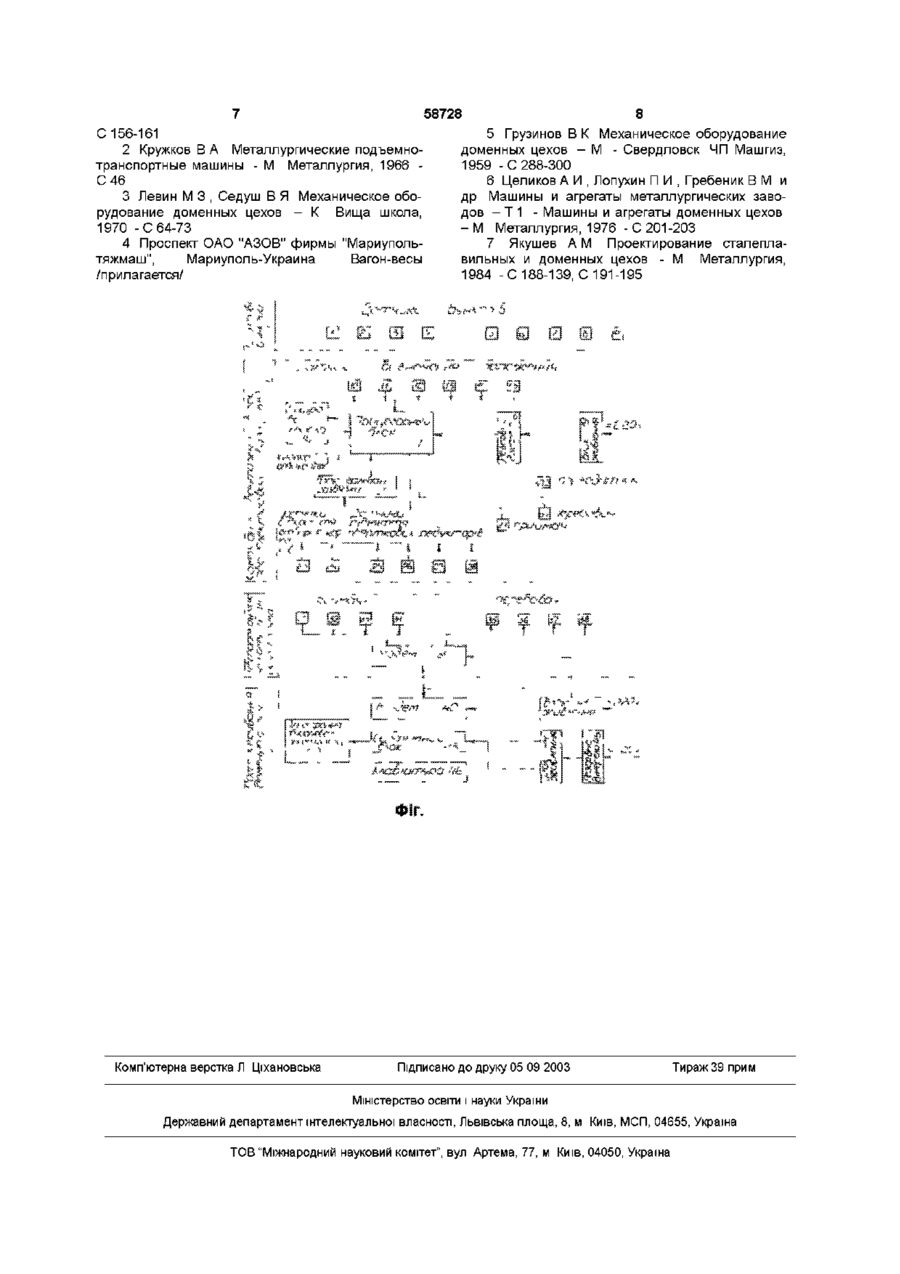
1 Спосіб подачі шихтових матеріалів до доменної печі, що включає набір, виваження, дозування та реєстрацію шихти системою автоматичного управління по визначеній програмі задавальними апаратами, який відрізняється тим, що набір, виваження, дозування та реєстрація набраних шихтових матеріалів здійснюється з пульта управління доменною піччю системою тензометричного виваження, цифровою індикацією маси, дозування компонентів шихти по найменуванням з точністю набору матеріалів та передачею сигналу Винахід відноситься до металурги, а саме до автоматизації металургійного процесу і може бути використаний при роботі доменних печей, обладнаних скіповою системою завантаження шихтових матеріалів Відомо спосіб подачі шихтових матеріалів до доменної печі [1] - аналог, вміщуючий набір матеріалів та їх виваження вагон-вагами (ВВ), у якому значення маси матеріалів відмічається цифрами на диску вагового механізму та на рухомій стрічці реєструючого приладу, вмикаючого машиністом вагон-ваг Недолік способу - нестабільність виваження та неточність дозування компонентів шихти, які завантажують у доменну піч вагон-вагами при підвищеному не менш 2г/м3 запиленні та високих температурах у підбункерному приміщенні при гарячому агломераті та у ЛІТНІЙ період року, коли створюються несприятливі умови для машиніста та механізмів вагон-ваг При такому способі подачі шихтових матеріа протягом часу, не перевищуючого 0,022с, зі зберіганням інформації про завантаження шихти у електронно-обчислювальному реєстраторі, встановленому безпосередньо на посту управління доменною піччю, а також виконавчими струмопровідними апаратами, встановленими на електровагон-вагах, автопоказника засипної ями та шихтових бункерах 2 Пристрій для здійснення способу подачі шихтових матеріалів до доменної печі, що містить апаратуру автоматичного управління набором шихти по визначеній програмі з ваговим дозатором візуального типу на самохідному візку, який відрізняється тим, що самохідний вантажний візок містить систему цифрової індикації маси та дозування по найменуванням компонентів шихти, електронну приймально-передавальну апаратуру та електронно-обчислювальний реєстратор передачі та зберігання інформації про завантаження шихти у домену піч лів переміщення вагон-ваг від одного бункера до другого, виваження матеріалів та завантаження із забезпеченням якості та КІЛЬКОСТІ завантажених матеріалів залежить від кваліфікації машиніста вагон-ваг, який повинен за короткий відрізок часу забезпечити ПОСЛІДОВНІСТЬ набору потрібної точності маси при завантаженні шихти Так, наприклад, при потрібній точності виваженні та середній продуктивності затворів завантаження 1150кг/с машиністу необхідна реакція, вимірююча проміжком часу у 0,022с, що практично неможливо виконати При дуже уважнім виваженні та швидкому темпі роботи помилка КІЛЬКІСНОГО порядку неминучі Тому необхідна точність виваження при наборі матеріалів забезпечується машиністом шляхом багаторазового вмикання затворів з великою витратою часу Недодержання потрібних по масі норм набору матеріалів призводить до поступового охолодження печі або її перегріву, що може привести до роз 00 1 00 ю 58728 ладнання процесу доменної печі Найбільш близьким по технічній суті до пропонованого є спосіб, здійснений системою автоматичного управління вагон-вагами по визначеній програмі [2] - прототип задаючими струмопровідними апаратами розташованими на посту управління піччю, та виконавчими пристроями, розміщеними на вагон-вагах Недоліки способу - складність виконання у зв'язку з необхідністю значної КІЛЬКОСТІ апаратів та забезпечення їх працездатності в умовах запиленості та високих температур у підбункерному приміщенні, низька надійність при роботі ВІДОМІ пристрої для здійснення способу подачу шихтових матеріалів до доменної печі [3] у вигляді вагон-ваг, набираючих шихтові матеріали, які виважують їх, транспортують до скіпового підйомника та завантажують у скіпи Основні механізми вагон-ваг механізм переміщення, ваговий механізм, механізм затворів (створок) карманів бункерів, підйому обертових редукторів Управління цими механізмами виконує машиніст з пульта, розміщеного у кабіні Ваговий механізм важільного типу із візуальним дозуванням, маса набираючого матеріалу фіксується на циферблаті та на стрічці реєструючого прибору у кабіні машиніста ВІДОМІ пристрої для здійснення способу подачі шихтових матеріалів до доменної печі у вигляді ел є ктро вагон-ваги (EBB) виробництва ВАТ "АЗОВ" фірми "Маріупольтяжмаш" (м Маріуполь, Україна) [4] аналог, які вміщують самохідний вагон з двома бункерами, встановленими на виваженому устрої важільного типу з електрифікованими механізмами Недолік пристрою - неточність виваження, що досягає 400-М000кг, залежність роботи пристрою від кваліфікації машиніста, зниження продуктивності від збою у роботі Найбільш близьким по технічній суті до пропонованого є пристрій [5] - прототип, вміщуючий станцію набірних дисків та панель набору програм, розташованих на доменній печі та виконуючих обов'язки задаючого механізму для автоматизованого набору шихтових матеріалів Виконуючий механізм пристрою, розміщений на вагон-вагах, і при цьому частину операцій виконує машиніст по сигналах, та під контролем задаючого механізму Недолік пристрою - складність конструкції апаратури автоматичного управління так як вагонваги - транспорт періодичної дії, і при корегуванні програми набору матеріалів він потребує ручне управління У зв'язку з наявністю значної КІЛЬКОСТІ механічних передач у системі автоматичного управління пристрій працює ненадійно Також недолік пристрою у відсутності зв'язку між вагон-вагами та пультам управління піччю ВІДОМІ способи та пристрої для подачі шихтових матеріалів у вигляді системи конвеєрної подачі шихти до скіпового підйомника на доменних печах від 1719м3 до 3200м3 та системи конвеєрного колошникового підйому на доменних печах від 3200м31 вище [6,7] Незважаючи на наявність цих способів та пристроїв, як найбільш прогресивних, потрібність у автоматизації скіпової системи завантаження доменних печей малого об'єму (від 700м3 до 1719м3) не втрачена, так як реконструкція цих печей з заміною скіпової системи на конвеєрну, у зв'язку з відсутністю необхідних для цього габаритів, неможлива Поставлена задача створення сучасної поліпшеної системи подачі шихтових матеріалів до доменної печі, вміщуючий набір, виваження, дозування та реєстрацію набраних матеріалів з високою точністю передачі сигналу та зберігання інформації про завантаження шихти, шляхом створення самохідного вантажного візка, вміщуючого систему цифрової індикації маси та дозування компонентів шихти, електронну приймально-передаючу апаратуру, електронно-обчислювальний реєстратор передачі та зберігання інформації про завантаження шихти Рішення поставленої задачі по способу досягається тим, що спосіб подачі шихтових матеріалів до доменної печі, вміщуючий набір виваження, дозування та реєстрацію шихти системою автоматичного управління по визначеній програмі задаючими апаратами відрізняється тим, що набір, виваження, дозування та реєстрація набраних шихтових матеріалів здійснюється з пульту управління доменною піччю системою тензометричного виваження, цифровою індикацією маси, дозування компонентів шихти по найменуванням з точністю набору матеріалів та передачею сигналу проміжком часу, не перевищуючого 0,022с, із зберіганням інформації про завантаження шихти у електроннообчислювальному реєстраторі Рішення поставленої задачі по пристрою досягається тим, що пристрій для здійснення способу подачі шихтових матеріалів до доменної печі, вміщуючий апаратуру автоматичного управління набором шихти по визначеній програмі з ваговим дозатором візуального типу на самохідному вантажному візку, відрізняється тим, що самохідний вантажний візок вміщує систему цифрової індикації маси та дозування по найменуванням компонентів шихти, електронну приймально-передаючу апаратуру та електронно-обчислювальний реєстратор передачі та зберігання інформації про завантаження шихти у доменну піч Спосіб та пристрій пояснюється принциповофункціональною схемою, зображеною на фіг Схема вміщує наступні елементи апаратури та обладнання 1) на шихтових бункерах І датчики 1-ь9 бункерів, 2) на самохідному вантажному візку (електровагон-ваги) II датчики 10-И5 положення візка, цифрове табло 16, процесорний блок 17, резервне джерело 18 живлення, блок 19 живлення, кнопка 20 вмикання, блок 21 гальванічної розв'язки, або роздільник напруги, тензометричний датчик 22, або тензодатчик, датчики 23, 24 відкриття створок карманів, датчики 25-ь28 підняття обертових редукторів, приймач 29, передавач ЗО, З/ на автопокажчику III поста "Б" /скіпова яма/, приймач 31-ь34, передавачі 35-ь38, модем 39 4/ на пульті IV управління доменною піччю, 58728 модем 40, блок 41 живлення модему 39, електронно-обчислювальний реєстратор 42, системний блок 43, блок 44 живлення модему 40, та системного блоку 43, резервне джерело 45 живлення, клавіатура 46 Спосіб та пристрій працюють таким чином При вмиканні електроживлення постійного струму та напруги 220В на самохідний вантажний візок (електрон-ваги) II та на посту керування доменною піччю перемінного струму та напруги 220В система знаходиться у вихідному стані, при якому схема працює у режимі вимірювання маси шихти, розташованій у карманах візка II При цьому на цифровому табло 16 індукується значення маси шихти Для переводу системи у режим роботи по обчисленню маси компонентів шихти, завантажуючих у доменну піч, клавіатурою 46 вводяться значення маси компонентів, завантажуючих у піч за один цикл набору шихти, а також інформація про розподіл компонентів шихти по бункерах 1-ь9 При цьому система буде працювати наступним чином Коли візок (електрон-ваги) II зупиняється у положенні позиції автопоказчика III посту "Б" і спрацює один із датчиків 23, 24 відкриття створок карманів візка II, сигнал від цих датчиків через блок 21 гальванічної розв'язки потрапить у процесорний блок 17, який подасть сигнал на передавач ЗО, розміщений на візку II Сигнал від передавача ЗО приймається одним із приймачів 31-ь34 автопокажчика III пульту "Б" Через модеми 39 та 40 сигнал потрапляє у системний блок 43 посту IV керування піччю Після обробки отриманого сигналу системний блок 43 через модеми 40 та 39, передавачі 35ч-38 та приймач 29, розміщений на візку II передає у процесорний блок 17 інформацію про розміщення компонентів шихти у бункерах 1-ь9 та інформацію про значення мас компонентів шихти, які необхідно завантажити у доменну піч за цикл набору шихти візком II На індикаторах цифрового табло 16 із назвами компонентів шихти, які необхідно завантажити у піч, буде індукуватись значення маси завантажуючого компоненту, а на індикаторах, які у даному циклі не завантажуються, будуть індукуватись нулі На візку II створки зачиняються, сигнал від датчиків 23-24 перестає надходити у процесорний блок 17 Візок II переміщується до одного з шихтових бункерів 1-ь9 та зупиняється у такому положенні, щоб один або кілька датчиків 1О15 визначення положення візка II опинились напроти одного або кількох датчиків 1-ь9 шихтових бункерів При ПІДНЯТТІ одного з обертових редукторів спрацьовує один із датчиків 25-ь28, і сигнал від одного з них через блок 21 гальванічної розв'язки потрапляє у процесорний блок 17 Процесорний блок 17 по цьому сигналу зчитує інформацію від датчиків 10-И5 По комбінації сигналів від цих датчиків процесорний блок 17 визначає компонент шихти, завантажуваний у бункер /карман/ візка II По мірі завантаження компонентів шахти у бункер /карман/ візка II, показники з назвами ВІДПОВІДНОГО компоненту шихти на індикаторі цифрового табло 16 будуть зменшуватись При припиненні набору ВІДПОВІДНОГО компонента шихти сигнал від одного з датчиків 25-ь28 підняття обертових редукторів зникає У зв'язку з цим на індикаторі цифрового табло 16 з назвами ВІДПОВІДНОГО компонента шихти буде індукуватись різниця між значенням маси компонента, шихти, яку необхідно набрати, та значенням фактично набраної маси компоненту Далі візок II переміщується до наступного шихтового бункера, і відбувається набір компонента шихти Після закінчення набору усіх необхідних компонентів шихти візок II повертається у положення позиції автопоказчика III скіпової ями /пульт "Б"/ При відкриванні створок візка II спрацьовує один із датчиків 23-ь24, і сигнал від цих датчиків через блок 21 потрапляє у процесорний блок 17, у наслідку чого він видає через передавач ЗО, розміщений на візку II, інформацію про компоненти шихти, знаходячи у відповідному "кармані" візка II Ця інформація приймається одним з приймачів 31-ь34, розміщених на автопоказчику III Через модеми 33 та 40 інформація потрапляє у системний блок 43 У системному блоку 43 сигнал обробляється, потім через модеми 40 та 39, передавачі 35-ь38, приймач 29 у процесорний блок 17 потрапляє інформація про розміщення компонентів шихти по бункерах та значення мас компонентів, які необхідно завантажити у піч за один цикл набору шихти При цьому значення мас компонентів шихти, які завантажуються за наступний цикл набору шихти у доменну піч, корегуються за рахунком фактично завантажених мас компонентів шихти у попередньому циклі завантаження На цифровому табло 16 на індикаторах з назвами компонентів шихти для завантаження у піч, будуть індукуватись значення маси компонента шихти, а на індикаторах з назвами компонентів, які у даному циклі не належить завантаженню, індукуються нулі Найбільш важливим з точки зору способу, та пристрою є те, що вони створені на основі сучасних цифрових технологій та мікропроцесорної техніки Згідно проведеним промисловим випробуванням на доменних печах ВАТ "Дніпропетровський металургійний завод їм Петровського" способу та пристрою знизились питомий розхід коксу на 1-ьЗ% та коливання кремнію у чавуні до 0,1% за рахунок стабілізації рудного навантаження та підвищення точності контролю вимірювання у сировинному режимі завантаження печей Крім того, намітився деякий зріст об'єму виробництва чавуну за рахунок поліпшення рівності ходу доменних печей Відхилень у роботі способу та пристрою дотеперішнього часу не було Джерела інформації 1 Леонидов Н К Сооружения и оборудование доменных печей - М Металлургиздат, 1955 58728 С 156-161 2 Кружков В А Металлургические подъемнотранспортные машины - М Металлургия, 1966 С 46 3 Левин М 3 , Седуш В Я Механическое оборудование доменных цехов - К Вища школа, 1970 -С 64-73 4 Проспект ОАО "АЗОВ" фирмы "Мариупольтяжмаш", Мариуполь-Украина Вагон-весы /прилагается/ Комп'ютерна верстка Л Ціхановська 8 5 Грузинов В К Механическое оборудование доменных цехов - М - Свердловск ЧП Машгиз, 1959 -С 288-300 6 Целиков А И , Лопухин П И , Гребеник В М и др Машины и агрегаты металлургических заводов - Т 1 - Машины и агрегаты доменных цехов - М Металлургия, 1976 - С 201-203 7 Якушев А М Проектирование сталеплавильных и доменных цехов - М Металлургия, 1984 -С 188-139, С 191-195 Підписано до друку 05 09 2003 Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ТОВ "Міжнародний науковий комітет", вул Артема, 77, м Київ, 04050, Україна
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for delivery of charge materials to the blast-furnace and a device for realizing thereof
Автори англійськоюHrachov Yurii Mykhailovych, Korkodola Illia Ivanovych, Bochanov Yurii Vladylenovych, Sokolovskyi Borys Tsudikovych
Назва патенту російськоюСпособ подачи шихтовых материалов в доменную печь и устройство для его осуществления
Автори російськоюГрачев Юрий Михайлович, Коркодола Илья Иванович, Бочанов Юрий Владиленович, Соколовский Борис Цудикович
МПК / Мітки
МПК: C21B 7/20
Мітки: печі, здійснення, подачі, спосіб, пристрій, шихтових, доменної, матеріалів
Код посилання
<a href="https://ua.patents.su/4-58728-sposib-podachi-shikhtovikh-materialiv-do-domenno-pechi-ta-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб подачі шихтових матеріалів до доменної печі та пристрій для його здійснення</a>
Пристрій для розподілу шихтових матеріалів на колошнику доменної печі
Номер патенту: 432
Опубліковано: 12.11.1999
Автори: Савенко Володимир Андрійович, Костюченко Олег Миколайович, Жаріков Альберт Миколайович
МПК: C21B 7/20
Мітки: матеріалів, пристрій, шихтових, розподілу, доменної, колошнику, печі
Формула / Реферат:
1. Пристрій для розподілу шихтових матеріалів на колошнику доменної печі, що містить конус, чашу, розподільне кільце, обладнане твердо закріпленими на його внутрішній поверхні відбивними виступами, розміщене у робочому просторі печі та кінематично зв'язане з приводом вертикального переміщення, який відрізняється тим, що він додатково містить відбивні виступи, твердо закріплені на зовнішній поверхні розподільного кільця, виконаного...
Пристрій для розподілення шихтових матеріалів на колошнику доменної печі
Номер патенту: 8433
Опубліковано: 30.09.1996
Автори: Скорий Генадій Ілліч, Рибцов Олександр Федорович, Антіпенко Юхим Ігоревич, Апостолов Володимир Гнатович, Пеклін Михайло Михайлович
МПК: C21B 7/20
Мітки: колошнику, пристрій, шихтових, доменної, розподілення, печі, матеріалів
Формула / Реферат:
Устройство для распределения шихтовых материалов на колошнике доменной печи, содержащее конус, чашу, цилиндрическое распределительное кольцо, расположенное в рабочем пространстве печи и сообщенное с приводом вертикального перемещения, отличающееся тем, что, с целью снижения удельного расхода кокса, упрощения конструкции и повышения надежности в работе, оно снабжено жестко закрепленными на внутренней поверхности распределительного кольца...
Спосіб завантаження шихтових матеріалів у доменну піч
Номер патенту: 43989
Опубліковано: 15.01.2002
Автори: Васюченко Анатолій Ілліч, Грачов Юрій Михайлович, Соколовський Борис Цудікович
МПК: C21B 7/18
Мітки: шихтових, матеріалів, доменну, піч, спосіб, завантаження
Формула / Реферат:
Спосіб завантаження шихтових матеріалів у доменну піч, що включає набір подачі та зсипання її з сповільненою швидкістю назустріч газовому потоку, який відрізняється тим, що зсипання шихтових матеріалів виконується з сповільненою швидкістю відчинення великого конуса завантажувального пристрою з 0,34-0,666 м/хв. до 0,068-0,025 м/хв.
Спосіб уведення доменної печі у експлуатацію після капітального ремонту та пристрій для його здійснення
Номер патенту: 28442
Опубліковано: 16.10.2000
Автори: Васюченко Анатолій Ілліч, Соколовський Борис Цудікович
МПК: C21B 7/08, C21B 7/16, C21B 9/08, C21B 9/06, C21B 9/10
Мітки: ремонту, експлуатацію, уведення, спосіб, капітального, здійснення, доменної, пристрій, печі
Формула / Реферат:
1. Способ ввода доменной печи в эксплуатацию после капитального ремонта, включающий сушку, разогрев горячим воздухом и загрузку печи шихтовыми материалами, отличающийся тем, что между поверхностью футеровки низа горна и осью воздушных фурм на расстоянии 1 м ниже их оси на опоры устанавливают металлическую площадку с вырезкой в ней отверстий и подают под неё нагретый до температуры возгорания кокса горячий воздух с расходом до 20 % от...
Спосіб прискореного впровадження доменної печі у експлуатацію після капітального ремонту та пристрій для його здійснення
Номер патенту: 43862
Опубліковано: 15.01.2002
Автори: Грачов Юрій Михайлович, Соколовський Борис Цудікович
Мітки: прискореного, експлуатацію, доменної, спосіб, здійснення, ремонту, впровадження, печі, пристрій, капітального
Формула / Реферат:
1. Способ ускоренного ввода доменной печи в эксплуатацию после капитального ремонта, состоящий в том, что в заключительный период ремонта на поверхность футеровки лещади опускают и укладывают горизонтально с зазором между собой и поверхностью футеровки лещади ремонтные площадки, после чего осуществляют сушку, разогрев, загрузку шихтовых материалов и задувку доменной печи, отличающийся тем, что на поверхность футеровки лещади опускают и...
Попередній патент: Спосіб копіювання міжрядь коренеплодів копірами автомата водіння коренезбиральної шестирядної машини і копір для його здійснення
Наступний патент: Спосіб пересування механічного об’єкта
Випадковий патент: Спосіб переробки тютюнової сировини