Пуансон прес-форми для лиття під тиском алюмінієвих деталей
Номер патенту: 12855
Опубліковано: 28.02.1997
Автори: Кузнєцов Сергій Вікторович, Абрамов Віктор Валеріанович

Формула / Реферат
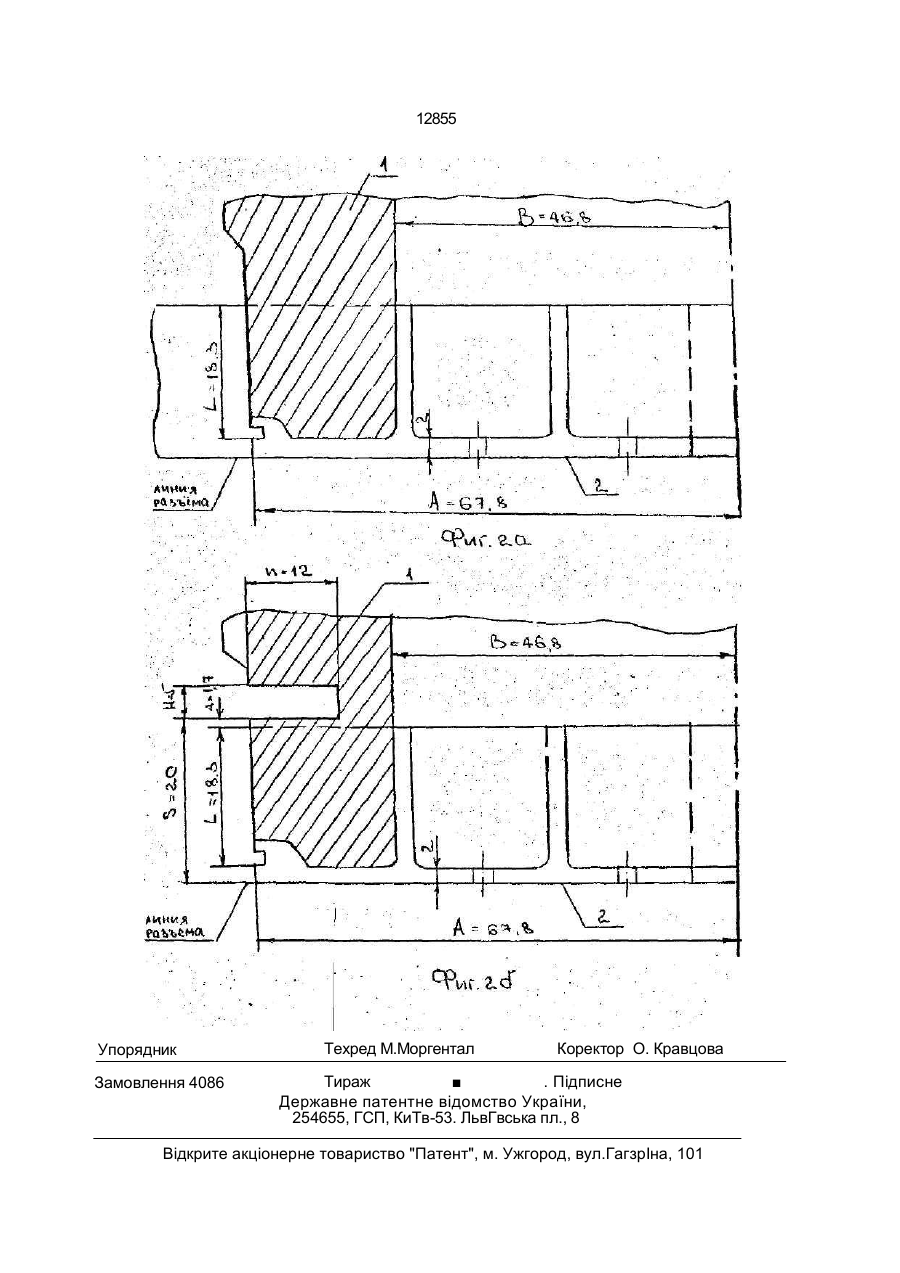
(57) Пуансон пресс-формы для литья под давлением алюминиевых деталей, содержащий рабочую и вспомогательную поверхности, отличающийся тем, что на нем на расстоянии от торцевой части рабочей поверхности, составляющем 0,29-0,3 внешнего радиуса пуансона, выполнена кольцевая выточка с шириной 0,05-0,1 и глубиной 0,15-0,2 от внешнего радиуса пуансона.
Текст
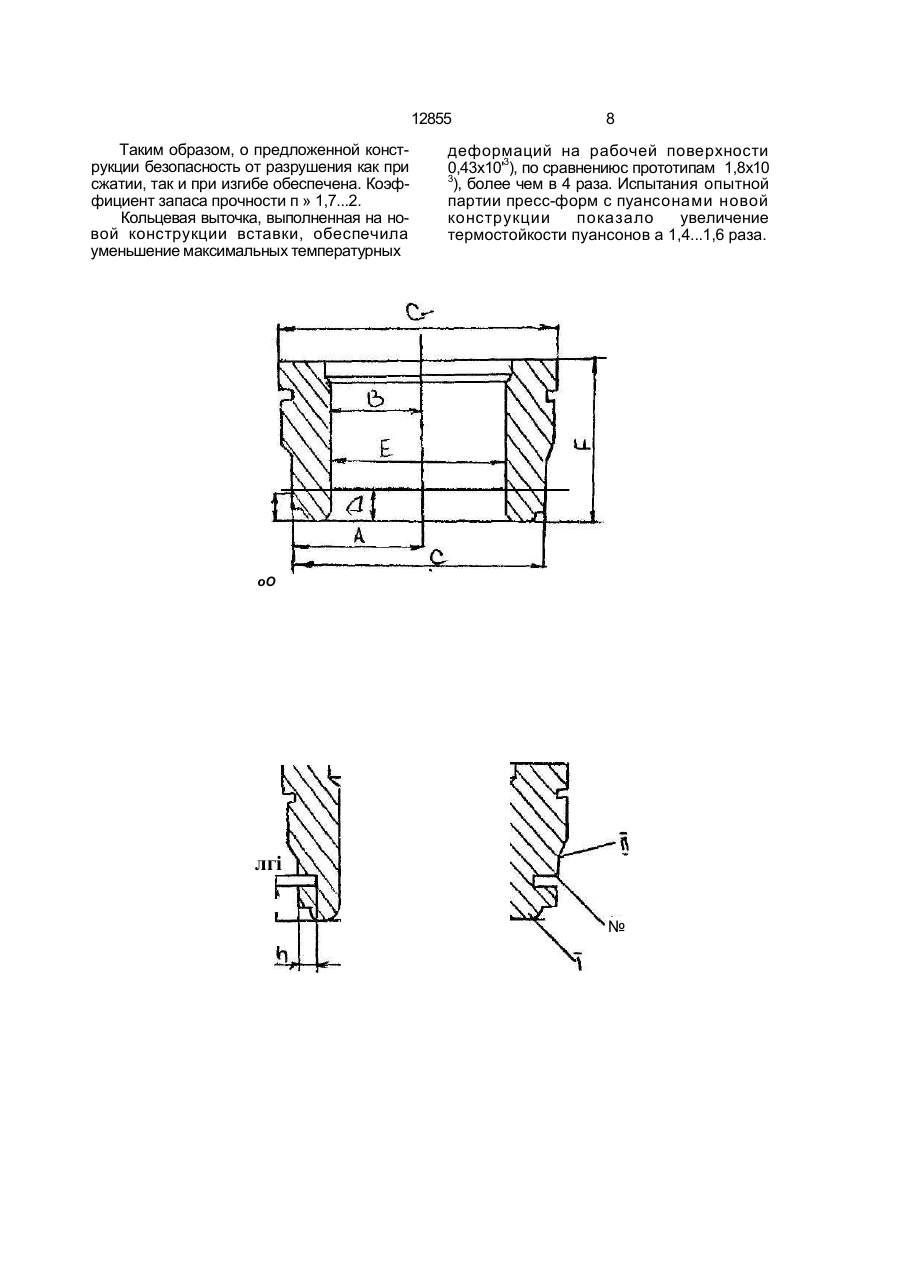
Пуансон пресс-формы для литья под давлением алюминиевых деталей, содержащий рабочую и вспомогательную поверхности, о т л и ч а ю щ и й с я тем, что на нем на расстоянии от торцевой части рабочей поверхности, составляющем 0,29-0,3 внешнего радиуса пуансона, выполнена кольцевая выточка с шириной 0,05-0,1 и глубиной 0,15-0,2 от внешнего радиуса пуансона. С > Изобретение относится к литейному производству и может быть использовано при изготовлении формообразующих деталей - пуансонов пресс-формы для литья под давлением деталей алюминиевых сплавов. Известны пуансоны пресс-форм для литья под давлением содержащие, выполненную по форме отливки, рабочую и гладкую посадочную, нерабочую поверхности (Белопухов А.К. Технологические режимы литья под давлением. М , Машиностроение, 1967, с. 108. рис. 65). Известны конструкции пуансонов с гладкими нерабочими поверхностями и кольцевыми канавками на торцах для повышения точности посадки их в гнезда плит и матриц. Глубина канавок в пределах 0,005...0,01 вчешнего радиуса вставки. (Горюнов И.И. Пресс-формы для литья под давлением. Справочное пособие. Л., Машиностроение, 1973, с. 33, рис. 4 - прототип). Эти канавки облегчают процесс сборки пресс-форм, но не оказывают влияния на термостойкость рабочих поверхностей пуансона. Цель изобретения - повышение термостойкости рабочей поверхности пуансона. Поставленная цель достигается тем, что на границе рабочей и вспомогательной поверхностей пуансона выполнена кольцевая выточка (фиг. 16 III) шириной (0,05...0,1) А и глубиной (0,15...0,20) А. где А - внешний радиус пуансона. Кольцевая выточка выполняет две ссновные функции- 1) роль прерывателя теплового потока от рабочей поверхности во внутрь детали; 2) разрядника температурных напряжений. По сравнению с прототипом, существенным отличительным признаком является то, что пуансон выполнен с кольцевой выточкой на границе рабочей и вспомогательной поверхностей, что дает возможность, с уменьшением расстояния S (фиг 16) от рабочей поверхности пуансона (I) до выточки (III) (Абрамов В.В. Остаточные напряжения и деформации в металлах. М., Машгиз., ю 00 ел ел О 12855 1963, 355; Кузнецоп СВ. Анализ напряженного состояния металлургической изложницы при тепловом ударе. - Сталь, N? 12, 1987, с. 16-17}. - уменьшить температурный перепад; -увеличить среднюю температуру и температуру на рабочей поверхности пуансона в процессе ее контакта с расплавом; - уменьшить среднюю температуру и температуру на рабочей поверхности пуан сона в процессе охлаждения формы; - уменьшить температурные деформации; - обеспечить на рабочей поверхности пуансона, благоприятные для повышения термостойкости, сжимающие остаточные напряжения. Уменьшение температурной деформации, способствует увеличению термостойкости, при условии, что температура на рабочей поверхности пуансона, не превышает температурного порога циклической вязкости материала, таї: как, за этим порогом резко снижается способность материала сопротивляться усталостному разрушению (Абрамов В.В., Курганов В.Ф. Термоуравновешенная металлургическая изложница. М., Металлургия, 1988, с, 6). Выполненные нами иссл ед ования температурных полей и деформаций на поверхности вставки, позволили предложить указанные выше соотношения размеров кольцевой оыточки и ее расположение по высоте пуансона, обеспечивающие пооышоние его термостойкости. і Таким образом, по сравнению с прототипом, предлагаемое техническое решение соответствует требованию "новизна". По вышеуказанному отличительному признаку проведен поиск. Известных решение не найдено, следовательно, заявляемое изобретение соответствует требованию "существенное отличие". Поскольку заявляемое изобретение позволяет повысить термостойкость пуансона пресс-формы для литья под давлением деталей из алюминиевых сплавов, оно соответствует требованию "положительный эффект". 4 На фиг. 1 а показан пуансон существующей конструкции (прототип); на фиг. 16 представлена предлагаемая конструкция пуансонз. 1 - рабочая поверхность пуансо5 на; 2 - нерабочая поверхность пуансона; 3 кольцевая выточка (прерыватель теплового потока; разрядниктемпературных напряжений). Пример. Требуется повысить термостой10 кость пуансона (фиг. 1а) путем выполнения выточки на границе рабочей и вспомогательной поверхностей. Пресс-форма 15-С62 7259А используется на Вольнянском заводе столовых приборов для отливки де15 талей из алюминиевых сплавов АЛ-32, ОАЛ-20. Температура расплава п раздаточной печи равна 66О...675°С. Смазка прессформы осуществляется 3% раствором фтористого натрия. Пуансон изготовлен из 20 стали ДИ-23 (5ХЗВЗМФС) с температурным порогом циклической вязкости 600°С. Внешний радиус вставки А = 67,8 мм, а внутренний В = 46,8 мм. Протяженность рабочей поверхности L -= 18,3 мм (фиг. 1а). 25 Остальные размеры пуансона следующие: G = 150 мм; Е = 93,6 мм; F = 76,35 мм, D = 18,3 мм. С- 135,7 мм. Согласно указанным в предлагаемой заявке рекомендациям, кольцевую выточку (III) 30 выполняем на расстоянии S = 20 мм от рабочей поверхности (I) шириной Н = 5 мм (Н/А = 0,07) и глубиной R = 12 мм (R/A = 0,18). Для существующей и предлагаемой конструкции температура на рабочей поверхно35 сти (1) пуансона колеблется в пределах 47O...495DC, что ниже температурного порога циклической вязкости для стали ДИ-23, равного 600°С. Ниже приводится обоснование соотно40 шений размеров сточки зрения достижения поставленной цели: - с уменьшением расстояния S - расположения кольцевой выточки от рабочей поверхности - уменьшаются максимальные 45 температурные деформации етах на рабочей поверхности пуансона следующим образом: S, мм без РЫТОЧКИ 50 25 12,5 6,3 2,5 Стах 0,4851 0,4153 0,3065 0,2007 0,1211 0,0561 А, % 100 85,6 63,2 42,4 25,0 11,6 - уменьшение деформаций повышает -чтобы сохранить технологический протєрмостойкость рабочей поверхности иист- 50 цесс и качества изделия, кольцевая выточка румента; должна быть расположена на нерабочей ча 12855 разрушения, механических напряжение сти инструмента: на границе рабочей и сжатия от 365 МПа до 455 МПа. вспомогательной поверхностей; Площадь поперечного сечения пуансона, - с уменьшением расстояния 5, т.е. тол не ослабленного (фиг 1а) и ослабленного 5 щины образовавшейся кольцевой выточки, (фиг. 16) кольцевой выточкой: пластины и увеличение глубины выточки h, может произойти ее разрушение от изгиба 2 2 ющих напряжений, вызванных давлением t - tt[(A-h) -B . струи на рабочую поверхность (I). Механиче Рабочие напряжения сжатия в ослабские напряжения будут, тем больше, чем меньше толщина кольцевой пластины S и 10 ленном сечении больше глубина выточки h; - выполненные нами теоретические и экспериментальные исследования показа где Fn= л(67,822-46,82) = 7582,6 мм2, При hли, что максимально допустимая глубина выточки h равна (0,15. .0.20)а. где Ф - внеш 15 0.15A- 0,15 -67,85- 10.2 мм. Fk - тг(67.85ний радиус пуансона. Минимальное значе ние ширины выточки Н, обеспечивающее 10.2)2-46,82 - 3561,1 мм2. необходимое тепловое сопротивление рав но (0,05... 0,1)'А. 2. Граничные значения при внешнем ра- 20 Минимальное напряжение 62 диусе А = 135,7/2 « 67,85 мм получаем сле 7582,6 дующее: граница между рабочей (1) и нерабочей 356, " 132 МПа При h (II) поверхностями пуансона 18,3 мм (см. фиг. 1 б), поэтому принимаем S = 20 мм; 25 0,2 -А ~ 0,2 -67.85 - 13,6 мм Fk = лг(67,85h = (0,15...0,2)А = (0.15...0,2)67,85 =10,2...13,6 мм; 13,6)2~46,8 = 2366 м2. Н - (0,05...0,1) А - (0,05...0,1) 67,85 =3,4,..6,8 мм. При h < 0.15А уменьшается эффектив- 30 Максимальное напряжение ность действия кольцевой выточки (III) на увеличение термостойкости рабочей по 0,25а, как показано ниже, может произойти разруше. 0,15 +0,2 ние пуансона от изгибающих механических 35 Оптимальное значение п=--------------------------- х напряжений, обусловленных давлением хА-0,175А. струи нэ стенку формы. Для рассмотренного пуансона оптиТвердость термически обработанной мальная величина h=0,175'67.85 =11,87 =-= 12 стали ДИ-23 колеблется в пределах (42-46) мм, что и принято в предложенной кон-40 НС. (Инструментальные стали. Справочник. струкции (фиг. 16). - М.: Металлургия, 1977, 167с). Температура Проверяем соблюдение условия прочрасплава в роздаточной печи 660-675°С. ности при изгибе кольцевой пластины толСкорость выпуска жидкого металла 160 м/сек. щиной S= 20 мм. Максимальное давление на стенку формы q = Максимальные изгибающие напряже-45 =*62 МПа. Пределы текучести и допускаемые ния (СВ. Тимошенко. Пластинки и оболочки. напряжения для стали ДИ-23 от температу- М.\ Наука. 1966, с. 75-77) ры испытания зависят следующим образом: t.°C 20 500 600 650 ат, МПа 1500 1150 910 730 [о], МПа 750 575 455 365 Максимальная возможная температура пуансона в точке контакта с расплавом Хтах = 600-650°С. С учетом колебания твердости стали в пределах (42-46) HRC, устанавливаем пределы изменения, безопасных для *= К QA' 50 где к берется в зависимости от отношения 1 -R/A" При h = 0,175 А получаем у — . __ » 171,2 и R = 0,66, откуда = Ситах 0,62 62 67.85' - 442 МПа *=* 20 1 12855 Таким образом, о предложенной конструкции безопасность от разрушения как при сжатии, так и при изгибе обеспечена. Коэффициент запаса прочности п » 1,7...2. Кольцевая выточка, выполненная на новой конструкции вставки, обеспечила уменьшение максимальных температурных 8 деформаций на рабочей поверхности 0,43x10'3), по сравнениюс прототипам 1,8x10 3 ), более чем в 4 раза. Испытания опытной партии пресс-форм с пуансонами новой конструкции показало увеличение термостойкости пуансонов а 1,4...1,6 раза. оО лгі № 12855 Упорядник Замовлення 4086 Техред М.Моргентал Коректор О. Кравцова Тираж . Підписне Державне патентне відомство України, 254655, ГСП, КиТв-53. ЛьвГвська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул.ГагзрІна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюPunch of press mold for die casting of aluminium components
Автори англійськоюAbramov Viktor Valerianovych, Kuznietsov Serhii Viktorovych
Назва патенту російськоюПуансон пресс-формы для литья под давлением алюминиевых деталей
Автори російськоюАбрамов Виктор Валерианович, Кузнецов Сергей Викторович
МПК / Мітки
МПК: B22D 17/22
Мітки: пуансон, тиском, деталей, алюмінієвих, прес-форми, лиття
Код посилання
<a href="https://ua.patents.su/6-12855-puanson-pres-formi-dlya-littya-pid-tiskom-alyuminiehvikh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Пуансон прес-форми для лиття під тиском алюмінієвих деталей</a>
Вкладиш прес-форми для лиття під тиском алюмінієвих деталей
Номер патенту: 12854
Опубліковано: 28.02.1997
Автори: Кузнєцов Сергій Вікторович, Абрамов Віктор Валеріанович
МПК: B22D 17/22
Мітки: алюмінієвих, тиском, лиття, вкладиш, прес-форми, деталей
Формула / Реферат:
(57) Вкладыш пресс-формы для литья под давлением алюминиевых деталей, содержащий рабочую и вспомогательную поверхности, отличающийся тем, что на нем на расстоянии от торцевой части рабочей поверхности, составляющем 0,65-0,71 толщины стенки вкладыша, выполнена кольцевая выточка с шириной 0,22-0,30 и глубиной 0,68-0,83 от толщины стенки вкладыша.
Спосіб визначення моменту розкриття прес-форми машини лиття під тиском
Номер патенту: 7418
Опубліковано: 29.09.1995
Автори: Лигоцький Ігор Леонідович, Богушевський Володимир Святославович, Церковницький Микола Сергійович, Сорокін Микола Олександрович
МПК: B22D 17/32
Мітки: машини, тиском, спосіб, прес-форми, моменту, визначення, лиття, розкриття
Формула / Реферат:
Способ определения момента раскрытия пресс-формы машины литья под давлением, преимущественно при производстве деталей из сплавов, имеющих фазовые превращения при температурах ниже температуры солидуса, включающий введение расплавленного металла известной температуры в полость пресс-формы, кристаллизацию его, измерение температуры в точке пресс-формы и удаление затвердевшей отливки при снижении температуры на 5-10°С ниже температуры фазового...
Пристрій визначення моменту розкриття прес-форми машини лиття під тиском
Номер патенту: 2972
Опубліковано: 26.12.1994
Автори: Богушевський Володимир Святославович, Сорокін Микола Олександрович, Лигоцький Ігор Леонідович, Церковницький Микола Сергійович
МПК: B22D 17/32
Мітки: моменту, пристрій, визначення, прес-форми, розкриття, тиском, машини, лиття
Формула / Реферат:
Устройство определения момента раскрытия пресс-формы машины литья под давлением, преимущественно при производстве деталей из сплавов, имеющих фазовые превращения при температуре ниже температуры солидуса, содержащее измерители температуры металла и пресс-формы, задатчик температуры, при которой необходимо раскрыть пресс-форму, соединенную с блоком сравнения, отличающееся тем, что оно дополнительно содержит измерители усилий на толкатели,...
Спосіб управління швидкістю прес-поршня машини лиття під тиском
Номер патенту: 7419
Опубліковано: 29.09.1995
Автори: Лигоцький Ігор Леонідович, Сорокін Микола Олександрович, Богушевський Володимир Святославович, Церковницький Микола Сергійович
МПК: B22D 17/32
Мітки: прес-поршня, спосіб, тиском, управління, машини, лиття, швидкістю
Формула / Реферат:
Способ управления скоростью пресс-поршня машины литья под давлением, включающий измерение скорости пресс-поршня, сравнение ее текущего значения с заданными, управление положением следящего золотника, отличающийся тем, что, с целью увеличения производительности литейной машины, дополнительно измеряют массу, объем и линейные размеры отливки, определяют площадь пор, их размер и количество в ответственных местах, дефекты в которых в процессе...
Система управління машиною лиття під тиском
Номер патенту: 8751
Опубліковано: 30.09.1996
Автори: Церковницький Микола Сергійович, Богушевський Володимир Святославович, Сорокін Микола Олександрович, Присяжнюк Ігор Вікторович
МПК: B22D 17/32
Мітки: машиною, управління, лиття, система, тиском
Формула / Реферат:
Система управления машиной литья под давлением, содержащая соединенные с блоком управления манипулятор для съема отливок, манипулятор для обдува и смазки пресс-формы и блок контроля полноты извлечения отливки, связанный с датчиками наличия отливки, отличающаясятем, что, с целью упрощения системы и повышения ее надежности, система дополнительно снабжена датчиками начала заполнения металлом пресс-формы и начала обдува и смазки внутренней...
Попередній патент: Антифрикційний сплав на основі алюмінію
Наступний патент: Установка для утилізації теплової енергії в системі кондиціювання повітря
Випадковий патент: Фільтрувальна пластина