Спосіб одержання багатошарового листового прокату з багатошарового злитка
Номер патенту: 22856
Опубліковано: 05.05.1998
Автори: Хижняк Дмитро Дмитрович, Дмітрієв Юрій Володимирович, Паргамонов Євген Олександрович, Кудрин Володимир Іванович, Сацький Віталій Антонович, Соколов Юрій Іванович, Кондратенко Віталій Михайлович, Мовшович Вілорд Соломонович, Штехно Олег Миколайович
Формула / Реферат
Способ получения многослойного листового проката из многослойного слитка, преимущественно из нержавеющих сталей ферритного класса, включающий нагрев слитка, прокатку его на сляб, нагрев сляба под прокатку, его последующую прокатку и термическую обработку проката, отличающийся тем, что нагрев слитка производят до температуры 950-1170°С, прокатку его на сляб заканчивают при температуре 800-900°С при единичном относительном обжатии слитка 15-30%, нагрев сляба под прокатку осуществляют со скоростью 20-40°С/мин, заканчивают прокатку при температуре 850-900°С.
Текст
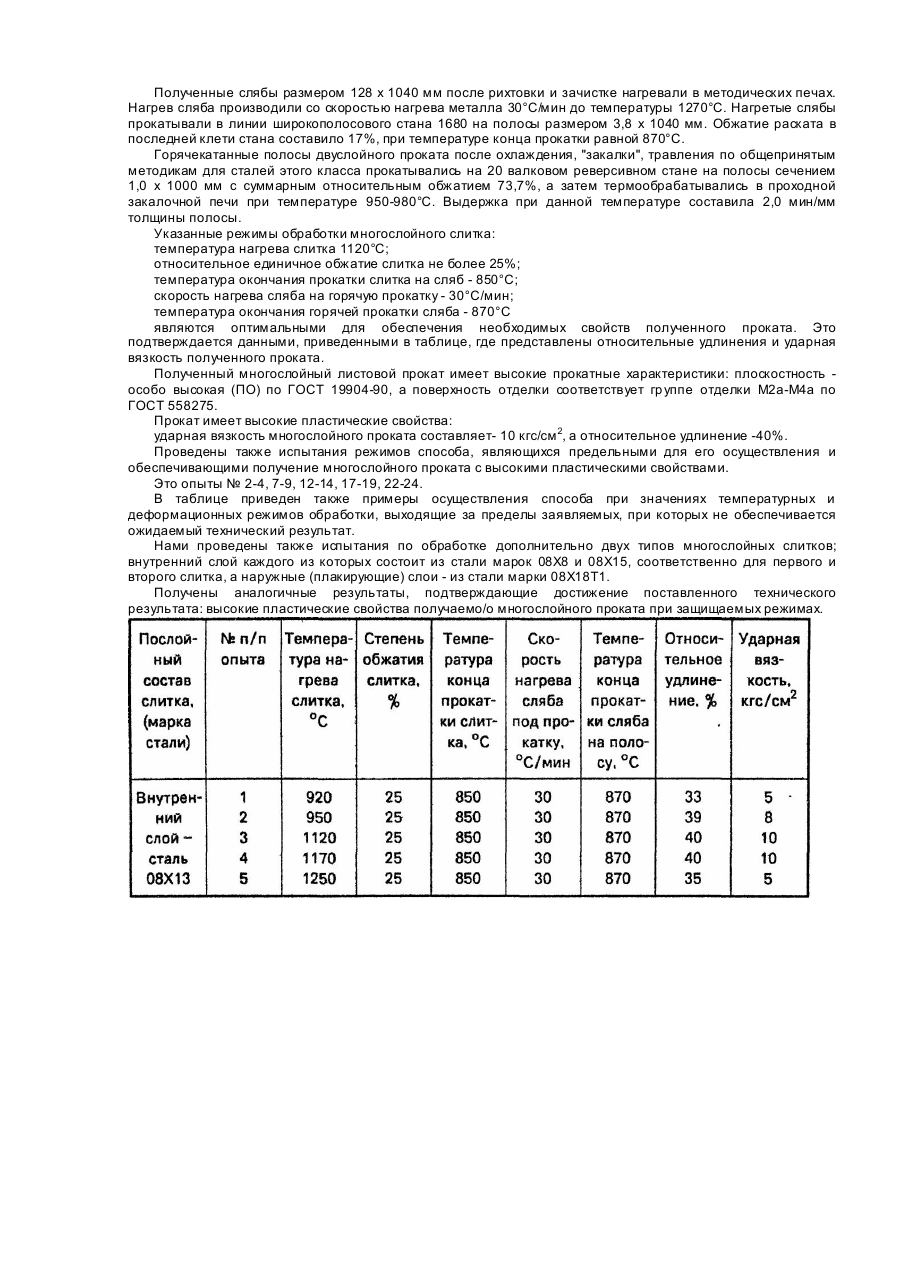
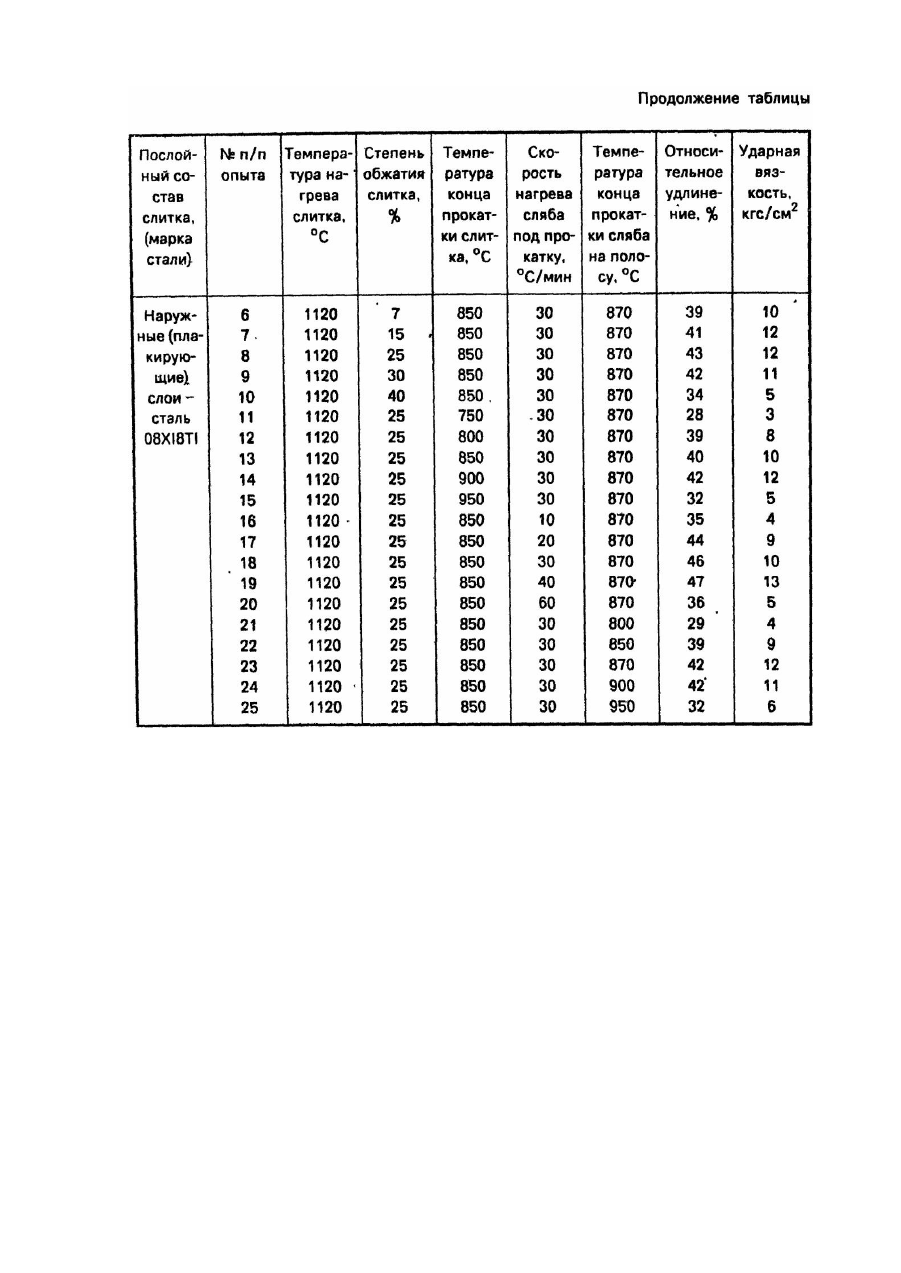
Изобретение относится к области металлургии, а именно к прокатному производству и может быть использовано для получения коррозионностойкого слоистого проката, в основном из хромистых сталей ферритного класса, внутренние и внешний слои которого имеют различный химический состав. Известен способ производства трехслойных полос с плакировкой из коррозионностойкой стали, включающей получение трехслойной заготовки с основным слоем из углеродистой стали, горячую прокатку заготовки, причем прокатку заканчивают в интервале 910-950°С с единичным относительным обжатием в чистовом пропуске 5-10%; охлаждение проката перед смоткой его в рулон, начиная с температуры конца прокатки и заканчивая при температуре не более Аr1, основного слоя со скоростью 10-100°С/сек[Автсв,СССР № 1447612. кл.В 23 К 20/04, заявл. 30.12.86]. Процесс получения многослойного листового проката при использовании вышеуказанных температурных и деформационных режимов обработки многослойной заготовки из ферритных нержавеющих сталей сопровождается выделением s-фазы Полученный прокат имеет крупнозернистую пеструю структур у, пониженную пластичность. Наиболее близким по технической сущности к предлагаемому изобретению является способ производства многослойного нержавеющего листа из многослойного слитка, включающий нагрев слитка, прокатку его на сляб, нагрев сляба под прокатку, его последующую прокатку и термическую обработку проката. Прокатку многослойного сляба осуществляют в диапазоне температур 800-1250°C с суммарным обжатием 70-98% [Авт.св. СССР № 633706, кл. В 22 Ρ 3/06. заявл. 25.10.76]. Режимы получения многослойного листового проката по известному способу характерны для нержавеющих сталей аустенитного класса. Обработка многослойных слитков из сталей ферритного класса по режимам, указанным в известном способе, сопровождается формированием неравномерной структуры металла в отдельных слоях, ростом ферритного зерна, что значительно ухудшает пластические свойства металла в процессе его деформации. Осуществление горячей прокатки слябов при достаточно высоких температурах приводит к выделению СРфазы в стр уктуре готового проката, что значительно снижает его пластические свойства. В основу изобретения поставлена задача усовершенствования способа получения многослойного листового проката из многослойного слитка, преимущественно из нержавеющих сталей ферритного класса, в котором выбор режимов новых оптимальных интервалов температурной и деформационной обработки многослойного слитка позволяет обеспечить мелкозернистость структуры обрабатываемого слитка металла на всех стадиях процесса обработки и, как следствие, получить листовой прокат с высокими пластическими свойствами. Поставленная задача решается тем, что в известном способе получения многослойного листового проката из многослойного слитка, включающем нагрев слитка, прокатку его на сляб, нагрев сляба под прокатку, его последующую прокатку и термическую обработку проката, согласно изобретению новым является то, что нагрев сли тка перед прокатной производят до температуры 950-1170°С, прокатку его на сляб заканчивают при температуре 800-900°С при единичном относительном обжатии сляба не более 30%; нагрев сляба под горячую прокатку осуществляют со скоростью 20-40°/мин и заканчивают горячую прокатку при температуре 850-900°С. Нагрев многослойного слитка, в наружных слоях которого содержание легирующего компонента - хрома выше, чем во внутреннем слое, до температур 950-1170 С обеспечивает формирование равномерного зерна феррита в металле как наружных слоев, так и во внутреннем слое. Это в свою очередь способствует сохранению высоких пластических свойств металла при последующей деформации металла. Осуществление прокатки слитка при единичном его обжатии менее 30% гарантирует равномерную деформацию металла. При этом уровень уплотнения металла и возникающие в процессе деформации внутренние напряжения не превышают значений, приводящих к вн утренним разрывам в металле на границе раздела слоев. Кроме того, возникающие на границе раздела слоев дополнительные растягивающие напряжения способствуют эффективной деформации внутреннего слоя слитка. При этом сохраняется мелкозернистая структура, определяющая высокие пластические свойства металла. Окончание процесса прокатки слитка при 800-900°С позволяет сохранить однородную мелкозернистую структур у металла в слябе, исключить возникновение внутренних напряжений, что гарантирует высокие пластические свойства металла при последующей его прокатке. Нагрев сляба под горячую прокатку со скоростью 20-40°С/мин обеспечивает равномерный нагрев металла по сечению сляба, предотвращает образование крупнозернистой структуры в наружных слоях, имеющих повышенное содержание хрома. Металл в процесс прокатки сохраняет мелкозернидтую структур у, а полученный прокат обладает высокими пластическими свойствами. Температура конца прокатки 850-900°С обеспечивает равномерную стр уктур у металла по сечению проката, предотвращает выделение s-фазы в наружных слоях проката при последующем его охлаждении. Прокат как в наружных, так и во внутреннем слоях имеет структур у феррита с величиной зерна 6-8 баллов, отличающуюся высокими пластическими свойствами. Способ получения многослойного листового проката осуществлялся следующим образом. Пример. Многослойные слитки сечением 640-1100 мм, весом 11,8 т. с наружными слоями из нержавеющей стали ферритного класса состава (% вес): углерод - 0,07; марганец - 0,24; кремний - 0,62; хром - 17,3; никель - 0,25; титан - 0,6; фосфор - 0,032; сера - 0,005; железо - остальное, и внутренним слоем из нержавеющей стали ферритного класса, состава (% ,вес): углерод- 0,08; марганец - 0,22; кремний - 0,67; хром -14,2; никель- 0,45; титан - 0,57; фосфор - 0,032; сера - 0,007; железо - остальное, нагревали в регенеративных колодцах при температуре 1120°С в течение 3 часов. Толщина наружного слоя многослойного слитка составляет 15% от общего сечения. Затем нагретый до температуры 1100°С слиток прокатывали на станеслябинг с относительным обжатием слитка за один проход 25%. Прокатку слитка заканчивали при температуре 850°С. Полученные слябы размером 128 x 1040 мм после рихтовки и зачистке нагревали в методических печах. Нагрев сляба производили со скоростью нагрева металла 30°С/мин до температуры 1270°С. Нагретые слябы прокатывали в линии широкополосового стана 1680 на полосы размером 3,8 x 1040 мм. Обжатие раската в последней клети стана составило 17%, при температуре конца прокатки равной 870°С. Горячекатанные полосы двуслойного проката после охлаждения, "закалки", травления по общепринятым методикам для сталей этого класса прокатывались на 20 валковом реверсивном стане на полосы сечением 1,0 x 1000 мм с суммарным относительным обжатием 73,7%, а затем термообрабатывались в проходной закалочной печи при температуре 950-980°С. Выдержка при данной температуре составила 2,0 мин/мм толщины полосы. Указанные режимы обработки многослойного слитка: температура нагрева слитка 1120°С; относительное единичное обжатие слитка не более 25%; температура окончания прокатки слитка на сляб - 850°С; скорость нагрева сляба на горячую прокатку - 30°С/мин; температура окончания горячей прокатки сляба - 870°С являются оптимальными для обеспечения необходимых свойств полученного проката. Это подтверждается данными, приведенными в таблице, где представлены относительные удлинения и ударная вязкость полученного проката. Полученный многослойный листовой прокат имеет высокие прокатные характеристики: плоскостность особо высокая (ПО) по ГОСТ 19904-90, а поверхность отделки соответствует гр уппе отделки М2а-М4а по ГОСТ 558275. Прокат имеет высокие пластические свойства: ударная вязкость многослойного проката составляет- 10 кгс/см 2, а относительное удлинение -40%. Проведены также испытания режимов способа, являющихся предельными для его осуществления и обеспечивающими получение многослойного проката с высокими пластическими свойствами. Это опыты № 2-4, 7-9, 12-14, 17-19, 22-24. В таблице приведен также примеры осуществления способа при значениях температурных и деформационных режимов обработки, выходящие за пределы заявляемых, при которых не обеспечивается ожидаемый технический результат. Нами проведены также испытания по обработке дополнительно двух типов многослойных слитков; внутренний слой каждого из которых состоит из стали марок 08X8 и 08Х15, соответственно для первого и второго слитка, а наружные (плакирующие) слои - из стали марки 08Х18Т1. Получены аналогичные результаты, подтверждающие достижение поставленного технического результата: высокие пластические свойства получаемо/о многослойного проката при защищаемых режимах.
ДивитисяДодаткова інформація
Автори англійськоюParhamonov Yevhen Oleksandrovych, Satskyi Vitalii Antonovych, Shtekhno Oleh Mykolaiovych, Movshovych Vilord Solomonovych, Kondratenko Vitalii Mykhailovych, Khyzhniak Dmytro Dmytrovych, Sokolov Yurii Ivanovych, Dmytryiev Yurii Volodymyrovych, Kudrin Volodymyr Ivanovych
Автори російськоюПаргамонов Евгений Александрович, Сацький Виталий Антонович, Штехно Олег Николаевич, Мовшович Вилорд Соломонович, Кондратенко Виталий Михайлович, Хижняк Дмитрий Дмитриевич, Соколов Юрий Иванович, Дмитриев Юрий Владимирович, Кудрин Владимир Иванович
МПК / Мітки
МПК: B21B 3/00
Мітки: злитка, листового, одержання, спосіб, прокату, багатошарового
Код посилання
<a href="https://ua.patents.su/3-22856-sposib-oderzhannya-bagatosharovogo-listovogo-prokatu-z-bagatosharovogo-zlitka.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання багатошарового листового прокату з багатошарового злитка</a>
Спосіб вироблення листового прокату
Номер патенту: 429
Опубліковано: 30.04.1993
Автори: Паталаха Анатолій Кузьмич, Локтіонов Петро Якович, Мочонов Валерій Георгійович, Антипенко Валентин Григорович, Крицький Володимир Леонідович, Міллєр Віктор Вікторович, Тарасов Віктор Іванович
МПК: B21B 1/38
Мітки: спосіб, вироблення, листового, прокату
Формула / Реферат:
Способ производства листового проката, включающий нагрев сляба, прокатку на листовом стане, обрезку боковых кромок раската, обрезку передней и задней частей раската, отбор проб для механических испытаний и порезку на мерные длины, отличающийся тем, что обрезку передней части раската осуществляют в пределах 1,5-2 % массы раската, а отбор проб осуществляют от передней непрямоугольной части раската.
Спосіб одержання багатошарового зливку
Номер патенту: 2034
Опубліковано: 20.12.1994
Автори: Шишов Вячеслав Михайлович, Кондратенко Віталій Михайлович, Пашинский Володимир Вікторович, Поляков Сергій Миколайович, Поляков Володимир Федорович, Філонов Олег Васильович, Бабіч Володимир Костянтинович, Грачов Валерій Іванович, Порхун Валентин Гаврилович
МПК: B22D 19/00
Мітки: одержання, багатошарового, спосіб, зливку
Формула / Реферат:
1. Способ получения многослойного слитка, включающий заливку в литейную форму до прибыльной части сплава первого состава, выдержку его для формирования рабочего слоя и доливку сверху в прибыльную часть сплава второго состава, отличающийся тем, что, с целью упрощения процесса получения слитка для производства проката с заданной прочностью, выдержку сплава первого состава в литейной форме осуществляют в течение времени t, определяемого из...
Спосіб отримання плоского прокату з малопластичних сталей і сплавів
Номер патенту: 8258
Опубліковано: 29.03.1996
Автори: Гусєв Дмітрій Івановіч, Полухін Владімір Пєтровіч, Полухін Пйотр Івановіч, Колосов Александр Фйодоровіч, Брінза Вячєслав Владіміровіч, Бойко Владімір Фйодоровіч, Воронцов Вячєслав Константіновіч
МПК: B21B 1/38
Мітки: отримання, плоского, прокату, малопластичних, сплавів, сталей, спосіб
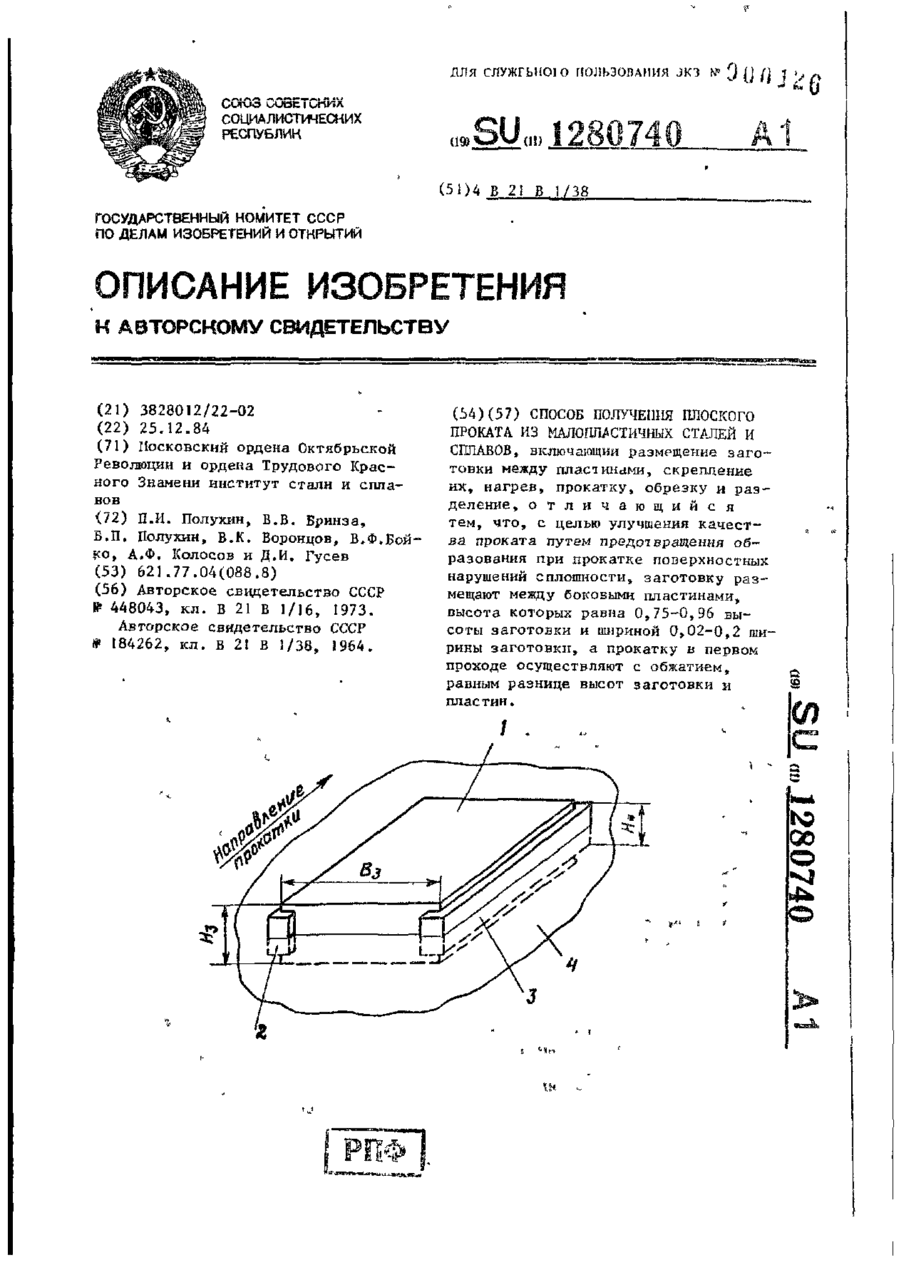
Формула / Реферат:
Способ получения плоского проката из малопластичных сталей и сплавов, включающий размещение заготовки между пластинами, скрепление их, нагрев, прокатку, обрезку и разделение, отличающийся тем, что, с целью улучшения качества проката путем предотвращения образования при прокатке поверхностных нарушений сплошности, заготовку размещают между боковыми пластинами, высота которых равна 0,75-0,96 высоты заготовки и шириной 0,02-0,2 ширины...
Спосіб виробництва прокату на обтискних станах
Номер патенту: 22516
Опубліковано: 17.03.1998
Автори: Шишко Юрій Борисович, Кукуй Давид Пенхусович, Горбаньов Аркадій Олексійович, Маншилін Олександр Гейнійович, Азаров Сергій Іванович, Юнаков Олександр Михайлович, Літвінов Леонід Федорович, Феофілактов Андрій Вікторович, Альохін Сергій Григорович
МПК: B21B 1/16
Мітки: станах, обтискних, прокату, спосіб, виробництва
Формула / Реферат:
1. Способ производства проката на обжимных станах, состоящих из блюминга и непрерывно-заготовочного стана, включающий нагрев слитков различных марок сталей сортамента стана в нагревательных колодцах до различных для каждой марки стали температур, соответствующих регламентируемой величине сопротивления деформации в зависимости от марки стали, прокатку слитков на блюминге и непрерывно-заготовочном стане, отличающийся тем, что нагрев слитков...
Спосіб виробництва прокату
Номер патенту: 14763
Опубліковано: 18.02.1997
Автори: Сахно Валерій Олексійович, Гоцуляк Анатолій Олександрович, Лєвін Димитрій Юрійович, Бабіцький Марк Самойлович, Бітков Владімір Ніколаєвіч, Кукуш Сергій Федорович, Морозов Юрій Дмітрієвіч, Булянда Олександр Олексійович, Матросов Юрій Івановіч, Степаненко Володимир Миколайович
Мітки: спосіб, виробництва, прокату
Формула / Реферат:
1. Способ производства проката, включающий выплавку стали, обработку металла в ковше, разливку, аустенизацию, предварительную и окончательную деформации в реверсивном режиме, окончательное охлаждение, отличающийся тем, что выплавляют сталь следующего химического состава при соотношении ингредиентов, мас.%: Углерод 0,05-0,3 Марганец 0,3-2,0 Кремний 0,15-1,0 ...
Попередній патент: Спосіб визначення індивідуальної чутливості до лікарських препаратів
Наступний патент: Пристрій для подрібнювання
Випадковий патент: Спосіб виготовлення і застосування кореневої турунди