Обладнання для промивання деталей після нанесення покриттів
Номер патенту: 6137
Опубліковано: 15.04.2005
Автори: Менчук Василь Васильович, Гавриленко Михайло Іванович, Шилов Володимир Іларіонович, Вихватень Леонід Федорович, Ракитьська Тетяна Леонідівна, Качеровський Валентин Анатольевич, Баранов Олександр Опанасович, Богатирь Володимир Арсентьевич, Менчук Катерина Максимовна, Надюк Юрій Михайлович
Формула / Реферат
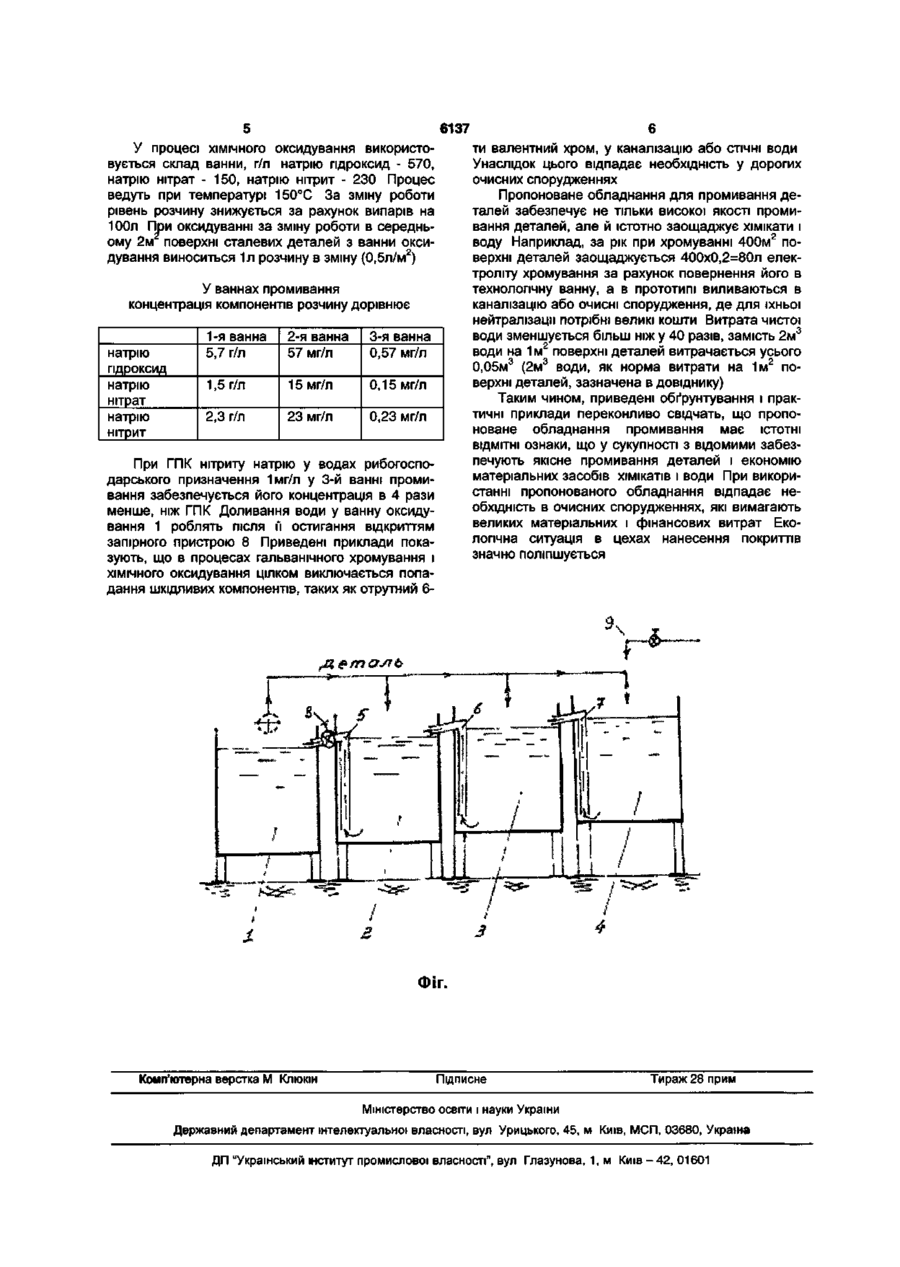
Обладнання для промивання деталей після нанесення покриттів у технологічній ванні, що включає ванни промивання, які з’єднані одна з одною таким чином, що рівень води в наступній ванні вище більш ніж на 20 мм у порівнянні з рівнем води в попередній ванні, а до останньої ванни промивання підведений шланг для подачі чистої води, яке відрізняється тим, що технологічна ванна і ванни промивання з'єднані по черзі одна з одною патрубком, один кінець якого розміщений над рівнем води в попередній ванні і на рівні води в наступній ванні промивання, а другий кінець патрубка опущений до дна наступної ванни промивання, а на патрубку до технологічної ванни розміщений запірний пристрій.
Текст
Обладнання для промивання деталей після нанесення покриттів у технологічній ванні, що Корисна модель відноситься до області нанесення покриттів в технологічній ванні, переважно до обладнання промивання після гальванічних чи хімічних покриттів і може використовуватися на машинобудівних підприємствах у таких процесах як оксидування, гальванічне хромування, електрохімічне знежирення й ін. Такі покриття як оксидування, гальванічне хромування й ін. застосовуються в промисловості понад 100 років, завдяки чому накопичений значний досвід у здійсненні цих технологій, який викладений у тематичних довідниках по даній області техніки. Досягнутий технічний рівень в області промивання деталей описаний, наприклад, у наступних джерелах. Відомий пристрій і спосіб промивання деталей у процесі гальванопокриттів, автор П.С.Мельников "Справочник по гальванопокрытиям в машиностроении" М. Машиностроение, 1979 г., 296с, УДК 621 357 7 (031) стр. 273 - 274, глава "Промывные воды и их нейтрализация". Спосіб заснований на змішанні промивних вод із плівкою розчинів, що залишилися на поверхні деталей, що промиваються, який здійснюється тим, що деталі занурюють у ванну, заповнену промивною водою. На мал. 143, стор. 273 зображений схематичний розріз ванни для каскадного промивання деталей. Ванна включає ванни промивання, які з'єднані одна з одною таким чином, що рівень води в наступній ванні вище більш ніж на 20 мм у порівнянні з рівнем води в попередній ванні, а до останньої ванни промивання підведений шланг для подачі чистої води, яке відрізняється тим, що технологічна ванна і ванни промивання з'єднані по черзі одна з одною патрубком, один кінець якого розміщений над рівнем води в попередній ванні і на рівні води в наступній ванні промивання, а другий кінець патрубка опущений до дна наступної ванни промивання, а на патрубку до технологічної ванни розміщений запірний пристрій. розділена перегородками на дві частини, у які по черзі занурюються деталі, що промиваються. Недоліком відомого пристрою промивання є скидання в каналізацію промивних вод, що містять великі концентрації шкідливих речовин: компонентів електролітів для нанесення покрить, наприклад, шестивалентного хрому в процесах хромування, нітритів - у процесах хімічного оксидування чорних металів і т.д. Відомі пристрої і спосіб багатоступінчастого, протитечійного промивання, описаний у книзі "Технологии электрохимческих покрытий", автори М.А. Дасоян, И.Я. Пальмская, Е.В. Сахарова, Л. Машиностроение, 1989г., 391 стр. На мал. 31.5 стр. 361 зображена технологічна ванна і поруч з нею дві ванни промивання: у 1-й ванні розміщений злив води в каналізацію, а в 2-й ванні вище рівня води розміщений кран надходження чистої води. Недоліком відомого технічного рішення є злив у каналізацію промивних вод, що містять великі концентрації компонентів розчину з технологічної ванни. Відома конструкція промивного пристрою і спосіб промивання, описані в «Гальванотехника», справочное издание, Ажогин Ф.Ф. и др., М. Металлургия, 1987 г., стр. 736. На мал. 22.1. стр. 681 зображено багатоступінчасту схему промивання, в котрій установлені три ванни промивання, у яких h CO CO 6137 рівень води підвищується від першої ванни до третьої ванни промивання не менш, чим на 20мм. У першій ванні промивання - злив води в стік, а третя ванна промивання містить кран подачі чистої води. Цей пристрій взятий за прототип (ксерокопія додається). Недоліком відомого пристрою є скидання води в каналізацію при змісті в ній високих концентрацій компонентів розчину технологічної ванни, наприклад, ванни гарячого хімічного оксидування чорних металів, ванни хромування. Технічною задачею, на рішення якої спрямована описувана корисна модель є поліпшення екологічної ситуації на ділянках і цехах виробництва покриттів деталей гальванічним хромом, оксидними покриттями й ін. за рахунок запобігання попадання промивних вод у каналізацію, а також підвищення рентабельності процесів нанесення покрить на деталі за рахунок економії витрати хімікатів і чистої води. Ця технічна задача вирішується тим, що обладнання для промивання деталей після нанесення покриттів у гальванічній ванні, яке включає ванни промивання, з'єднані одна з одною таким чином, що рівень води в наступній ванні вище більш ніж на 20 мм у порівнянні з рівнем води в попередній ванні, а до останньої ванни промивання підведений шланг для подачі чистої води, відрізняється тим, що технологічна ванна і ванни промивання з'єднані по черзі одна з одною патрубком, один кінець якого розміщений над рівнем води в попередній ванні і на рівні води в наступній ванні промивання, а другий кінець патрубка опущений до дна наступної ванни промивання, а на патрубку до технологічної ванни розміщений запірний пристрій. На мал. (див. Фіг.) зображено обладнання для промивання деталей, яке включає розташовані послідовно поруч з технологічною ванною для нанесення покрить 1, ванни промивання 2, 3, 4. Рівень води в кожній ванні збільшується більш, ніж на 20мм, починаючи від технологічної ванни, з метою забезпечення мимовільного однобічного перетікання води в технологічну ванну 1 з останньої ванни промивання 4, через ванни промивання 2, 3. Технологічна ванна 1 з'єднана з першою ванною промивання 2 і з наступними ваннами промивання 3, 4 патрубками 5, 6, 7. При цьому верхній кінець кожного патрубка розміщений над рівнем води в попередній ванні і на рівні води в наступній ванні, а нижній кінець патрубка опущений до дна наступної ванни, не доходячи до нього 20-40мм. На патрубку 5, що з'єднує технологічну ванну нанесення покрить 1 з першою ванною промивання 2, розміщений запірний пристрій у виді крана 8. Над останньою ванною промивання 4 розміщений вихідний кінець шланга з краном 9 для поливу деталей чистою водою. Працює пропонований пристрій у такий спосіб. Деталі, що витягаються з технологічної ванни 1, опускають послідовно у ванни промивання 2, 3, 4, після чого, піднявши деталі над ванною 4, їх обмивають зі шланга 9 чистою водою. У результаті такого промивання на поверхні деталі практично не залишається ніяких забруднень у виді компонентів розчину, що міститься в технологічній ванні 1. Надлишки води, долитої у ванну 4 зі шланга 9, переливаються через патрубок 7 у ванну 3, потім через патрубок 6 у ванну 2, де накопичуються. Після закінчення процесу нанесення покрить у технологічній ванні 1, коли рівень розчину в ній понизився унаслідок випару і часткового виносу розчину на поверхні деталей, відкривають запірний пристрій 8 на патрубку 5 і вода, з ванни промивання 2, перетікає в технологічну ванну 1. Тим самим рівень розчину в технологічній ванні 1 відновлюється на колишньому рівні. Спостереженнями за роботою ряду ділянок нанесення покрить встановлено, що при розмірах дзеркала ванни 3 х 0,8м за зміну з ванни гальванічного гарячого хромування з температурою розчину 55°С випаровується 40-70 літрів, а з ванни хімічного оксидування з температурою розчину 150 °С випаровується 100-140 літрів. Ця ж кількість води доливається в технологічну ванну 1, при цьому доливання води здійснюється зі шланга 9 чистою водою, забезпечуючи найбільш повне і якісне промивання деталей після технологічного процесу нанесення покрить. Застосування патрубків 0 0,5 2 дюйми економічно доцільніше, ніж встановлювати перегородки. Забір води в нижній кінець патрубка забезпечує надходження більш концентрованих забруднень, що накопичуються на дні ванни. Розміщення верхнього кінця патрубка над рівнем води у ванні, у яку вода надходить, виключає попадання води у ванну з більш високим рівнем при зануренні деталей у ванну з більш низьким рівнем води. Установка верхнього кіпця патрубка на рівні дзеркала ванни, з якої вода виливається, забезпечує підтримку рівня води у ванні постійним. Установка запірного-пристрою 8 на вході води в технологічну ванну 1 охороняє її від попадання води під час процесу нанесення покрить на деталі, тому що це може порушити встановлений режим процесу нанесення покрить і погіршити їхню якість. Приклад здійснення пропонованого обладнання. Пропонований пристрій впроваджується в м. Одесі в гальванотермічному цеху ВАТ «Пресмаш» на процесах хромування і хімічного оксидування чорних металів. У лінії хромування встановлюється даний пристрій при розмірі ванн у плані 3x0,8м і глибині ванн -1м. Використовується стандартний електроліт хромування складу, г/л: хромовий ангідрид 250, сірчана кислота - 2,5, при температурі електроліту в технологічній ванні - 55°С, площі хромованих деталей у зміну - 1 м 2 і кількості електроліту, що випарувався за зміну - 55л. Питомий винос електроліту — 0,2л/м2 при хромуванні валів, штоків, плунжерів та інших деталей. У процесі роботи встановлюється рівновага між кількістю хрому витягнутого з ванни хромування 1 і привнесеним у неї з ванни 2 (у технологічній ванні 1 було 130г/л у перерахунку на іон хрому). Практично концентрація хрому у ванні 2 була - 480мг/л, у ванні 3-1,8мг/л, у ванні 4 - 0,007мг/л. Слід зазначити, що концентрація хрому в останній ванні промивання була більш ніж на порядок менше гранично припустимої концентрації (ГПК) Сг 6+ у воді рибогосподарського призначення, рівної 0,1мг/л. 6137 У процесі ХІМІЧНОГО оксидування використоти валентний хром, у каналізацію або СТІЧНІ ВОДИ вується склад ванни, г/л натрію гідроксид - 570, Унаслідок цього відпадає необхідність у дорогих натрію нітрат - 150, натрію нітрит - 230 Процес очисних спорудженнях ведуть при температурі 150°С За зміну роботи Пропоноване обладнання для промивання дерівень розчину знижується за рахунок випарів на талей забезпечує не тільки високої якості проми100л При оксидуванні за зміну роботи в середньвання деталей, але й істотно заощаджує хімікати і ому 2м поверхні сталевих деталей з ванни оксиводу Наприклад, за рік при хромуванні 400м 2 по2 дування виноситься 1л розчину в зміну (0,5л/м ) верхні деталей заощаджується 400х0,2=80л електроліту хромування за рахунок повернення його в технологічну ванну, а в прототипі виливаються в У ваннах промивання каналізацію або очисні спорудження, де для їхньої концентрація компонентів розчину дорівнює нейтралізації потрібні великі кошти Витрата чистої води зменшується більш ніж у 40 разів, замість 2м 3 3-я ванна 1-я ванна 2-я ванна води на 1 м 2 поверхні деталей витрачається усього 5,7 г/л 0,57 мг/л натрію 57 мг/л 0,05м3 (2м 3 води, як норма витрати на 1м 2 погідроксид верхні деталей, зазначена в довіднику) натрію 1,5 г/л 15 мг/л 0,15 мг/л Таким чином, приведені обґрунтування і пракнітрат тичні приклади переконливо свідчать, що пропо2,3 г/л 23 мг/л 0,23 мг/л натрію новане обладнання промивання має ІСТОТНІ нітрит ВІДМІТНІ ознаки, що у сукупності з відомими забезпечують якісне промивання деталей і економію При ГПК нітриту натрію у водах рибогоспоматеріальних засобів хімікатів і води При викоридарського призначення 1мг/л у 3-й ванні промистанні пропонованого обладнання відпадає невання забезпечується його концентрація в 4 рази обхідність в очисних спорудженнях, які вимагають менше, ніж ГПК Доливання води у ванну оксидувеликих матеріальних і фінансових витрат Ековання 1 роблять після її остигання відкриттям логічна ситуація в цехах нанесення покриттів запірного пристрою 8 Приведені приклади показначно поліпшується зують, що в процесах гальванічного хромування і ХІМІЧНОГО оксидування цілком виключається попадання шкідливих компонентів, таких як отрутний 6 Фіг. Комп'ютерна верстка М Клюкін Підписне Тираж 28 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул Урицького, 45, м Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул Глазунова, 1, м Київ - 4 2 , 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюAn equipment for washing articles after deposition of coatings
Автори англійськоюShylov Volodymyr Ilarionovych, Menchuk Vasyl Vasyliovych, Baranov Oleksandr Opanasovych, Rakytska Tetiana Leonidivna, Vykhvaten Leonid Fedorovych
Назва патенту російськоюОборудование для промывки деталей после нанесения покрытий
Автори російськоюШилов Владимир Илларионович, Менчук Василий Васильевич, Баранов Александр Афанасьевич, Ракитская Татьяна Леонидовна, Выхватень Леонид Федорович
МПК / Мітки
МПК: C25D 5/48
Мітки: покриттів, деталей, обладнання, промивання, нанесення
Код посилання
<a href="https://ua.patents.su/4-6137-obladnannya-dlya-promivannya-detalejj-pislya-nanesennya-pokrittiv.html" target="_blank" rel="follow" title="База патентів України">Обладнання для промивання деталей після нанесення покриттів</a>
Пристосування для використання в установці для нанесення на деталі покриттів, пристрій модульного типу, установка для нанесення покриттів на деталі і спосіб нанесення покриттів
Номер патенту: 49876
Опубліковано: 15.10.2002
Автори: Бьорнс Стівен Майкл, Менчетті Джон Уілліам
МПК: B05C 13/00, C23C 16/00, C23C 14/00
Мітки: установка, пристрій, нанесення, використання, модульного, деталі, пристосування, установці, спосіб, типу, покриттів
Формула / Реферат:
1. Пристосування для використання в установці для нанесення на деталі покриттів, що містить центральний елемент та пристрої для кріплення великої кількості деталей, на які необхідно нанести покриття, виконані таким чином, що поверхні деталей, на які наноситься покриття, виявляються розташованими на деякій відстані від зовнішньої поверхні центрального елемента, при цьому для нанесення на деталі покриття пристосування виконано з можливістю...
Затискне пристосування поворотного типу для нанесення покриттів на аеродинамічні профілі та спосіб нанесення таких покриттів
Номер патенту: 60316
Опубліковано: 15.10.2003
Автори: Бернс Стівен М., Варселл Річард В.
МПК: B05D 1/02, B05C 13/00, C23C 14/22, B05C 11/08, C23C 14/50
Мітки: аеродинамічні, профілі, спосіб, покриттів, пристосування, поворотного, затискне, таких, нанесення, типу
Формула / Реферат:
1. Затискне пристосування для кріплення деталей, на які наносять покриття, що містить несучу конструкцію, пристрій для сполучення несучої конструкції з приводом, який обертає її навколо першої осі, і касету, яка встановлюється усередину несучої конструкції і в яку поміщається деталь, на яку наносять покриття, причому ця касета охоплює деталь зі всіх боків від її основи до її вершини і сполучена з несучою конструкцією таким чином, що вона може...
Спосіб нанесення покриттів з металевих порошків на внутрішні поверхні деталей
Номер патенту: 25516
Опубліковано: 30.10.1998
Автори: Лещинський Вольф Михайлович, Шевченко Олександр Володимирович, Сазанський Роман Євстафійович, Харламов Юрій Олександрович, Бояршина Людмила Олександрівна
Мітки: металевих, порошків, спосіб, внутрішні, покриттів, деталей, нанесення, поверхні
Формула / Реферат:
Способ нанесения покрытий из металлических порошков на внутренние поверхности деталей, включающий размещение технологической втулки в полости детали, использование порошков твердых сплавов для упрочнения внутренней полости детали, нагрев до температуры спекания и спекание, отличающийся тем, что покрытие напыляют на наружную поверхность технологической втулки, которая после напыления запрессовывают с натягом в полость детали, нагревают до...
Спосіб нанесення покриттів з металевих порошків на внутрішні поверхні циліндричних деталей
Номер патенту: 5808
Опубліковано: 29.12.1994
Автори: Сазонов Віктор Васильович, Гладченко Олександр Миколайович
МПК: B22F 7/00
Мітки: циліндричних, покриттів, порошків, деталей, поверхні, внутрішні, нанесення, спосіб, металевих
Формула / Реферат:
Способ нанесення покрытий из металлических порошков на внутренние поверхности цилиндрических деталей, включающий загрузку порошка, вращение детали и нагрев порошка плазменно-дуговой горелкой до плавления с одновременным осевым перемещением горелки, отличающийся тем, что, с целью расширения технологических возможностей за счет нанесения покрытий сложных форм и снижения энергоемкости процесса, соосно с деталью осуществляют вращение горелки...
Пристрій для нанесення гальванічних покриттів
Номер патенту: 60584
Опубліковано: 15.10.2003
Автори: Пархоменко Анатолій Павлович, Пархоменко Валентина Дмитрівна
МПК: C25D 17/00
Мітки: гальванічних, пристрій, покриттів, нанесення
Формула / Реферат:
Пристрій для нанесення гальванічних покриттів, що складається з ванни з електролітом, зануреної до неї підвіски, на якій встановлені стійки з катодами та підставки з анодами, струмонепровідних перфорованих перегородок, розташованих між анодами та катодами, приводу з колесом з пневматичною шиною та конусних роликів, який відрізняється тим, що до нижнього торця струмонепровідних перегородок прикріплена крильчатка.
Попередній патент: Зубчаста передача підвищеної навантажувальної здатності
Наступний патент: Горілка особлива “еталон пшенична з медом”
Випадковий патент: Спосіб запуску керованого термоядерного синтезу