Спосіб позапічної обробки сталі
Номер патенту: 61428
Опубліковано: 17.11.2003
Автори: Нефедов Юрій Андрійович, Гусев Олександр Анатолійович, Пищіда Валерій Іванович, Кравець Сергій Миколайович, Федорінчік Віктор Михайлович, Власова Тетяна Євгеніївна
Формула / Реферат
Спосіб позапічної обробки сталі, який включає обробку металу в ковші шлаком, одержаним на основі шлаків виробництва вуглецевого феромарганцю та/або силікомарганцю та вапна, який відрізняється тим, що введення розкислювачів починають після витримки металу протягом 1-10 хвилин у ковші, заповненому на 1/3 -7/10 його висоти, одночасно з початком випуску у ківш вдруге додатково на 20-100°С перегрітого металу.
Текст
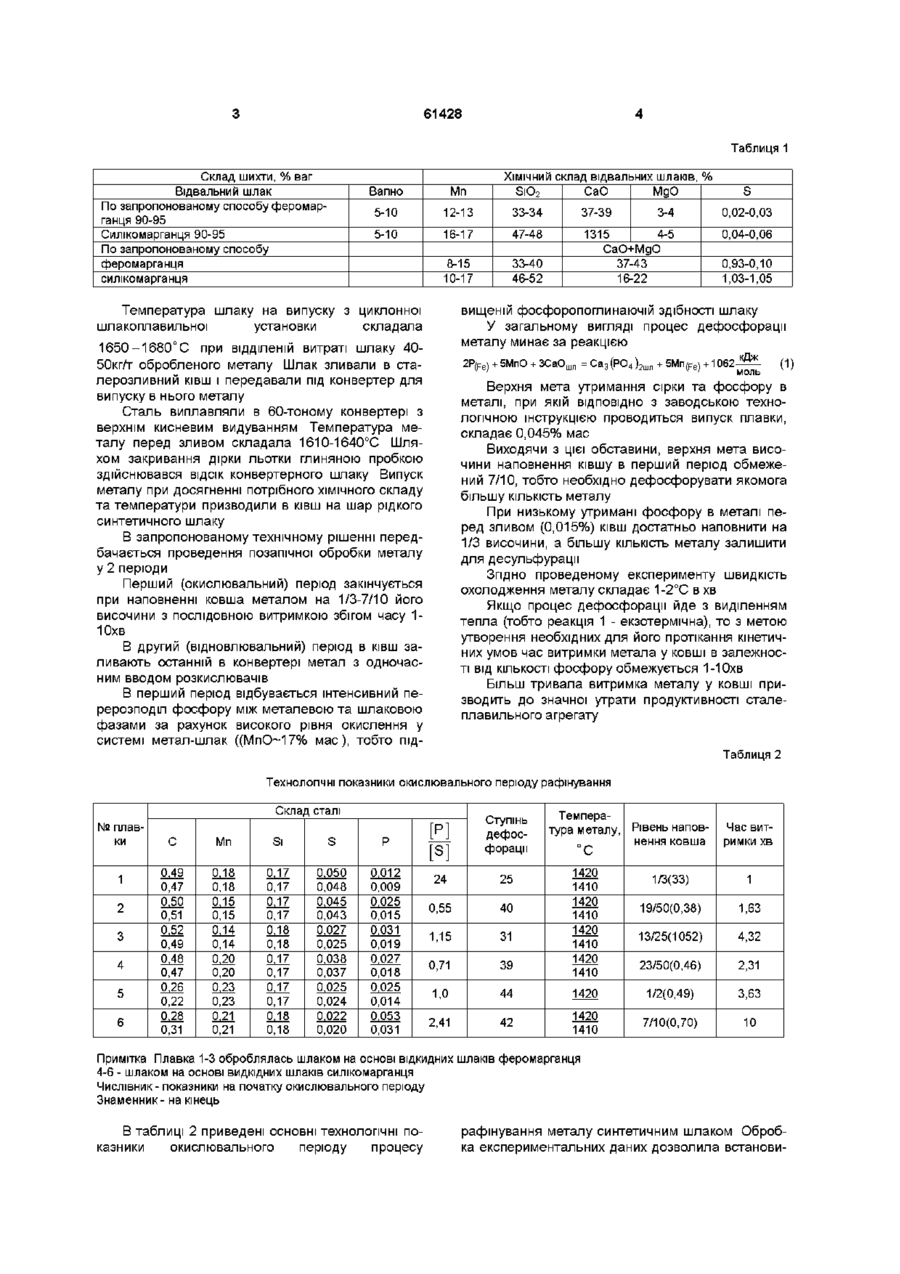
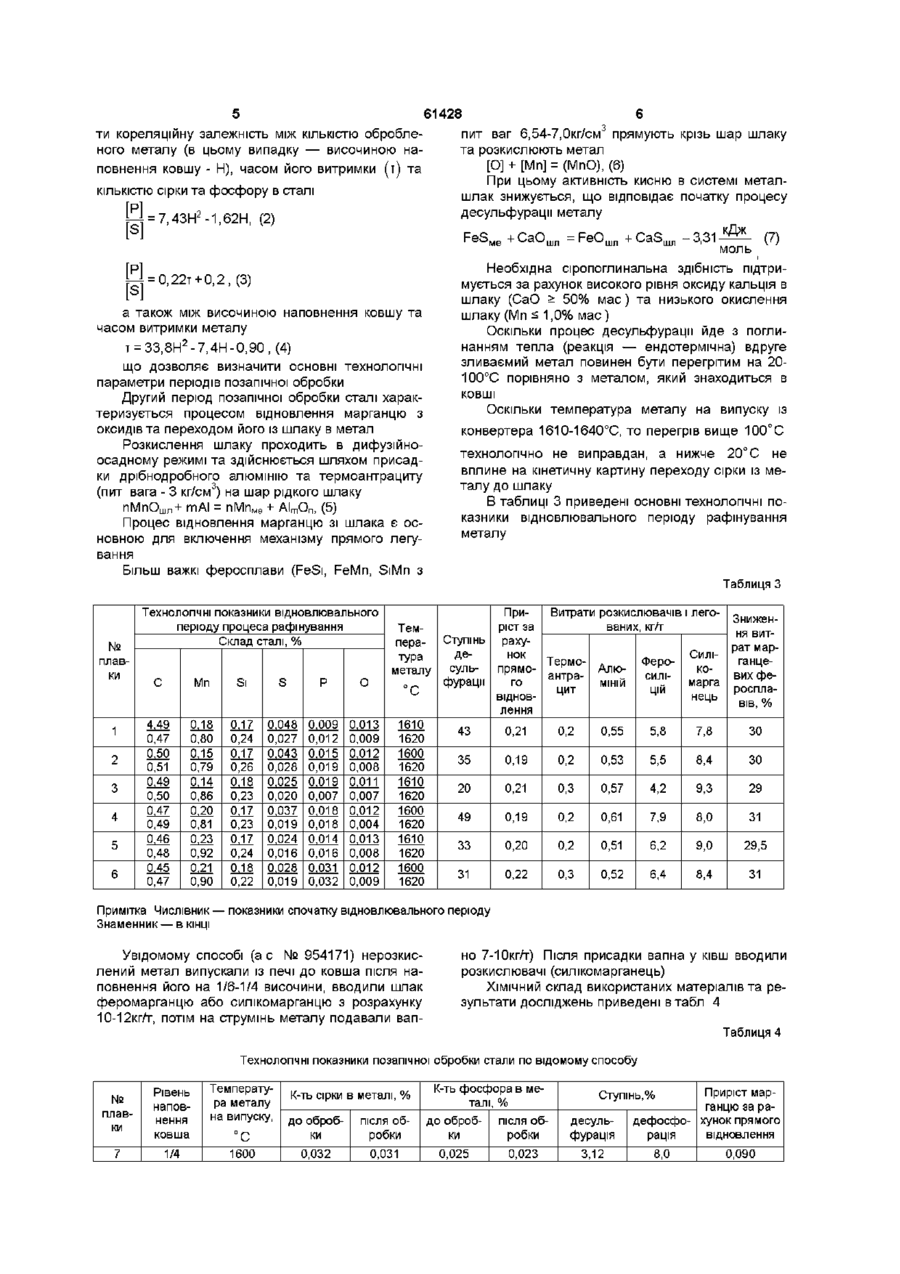
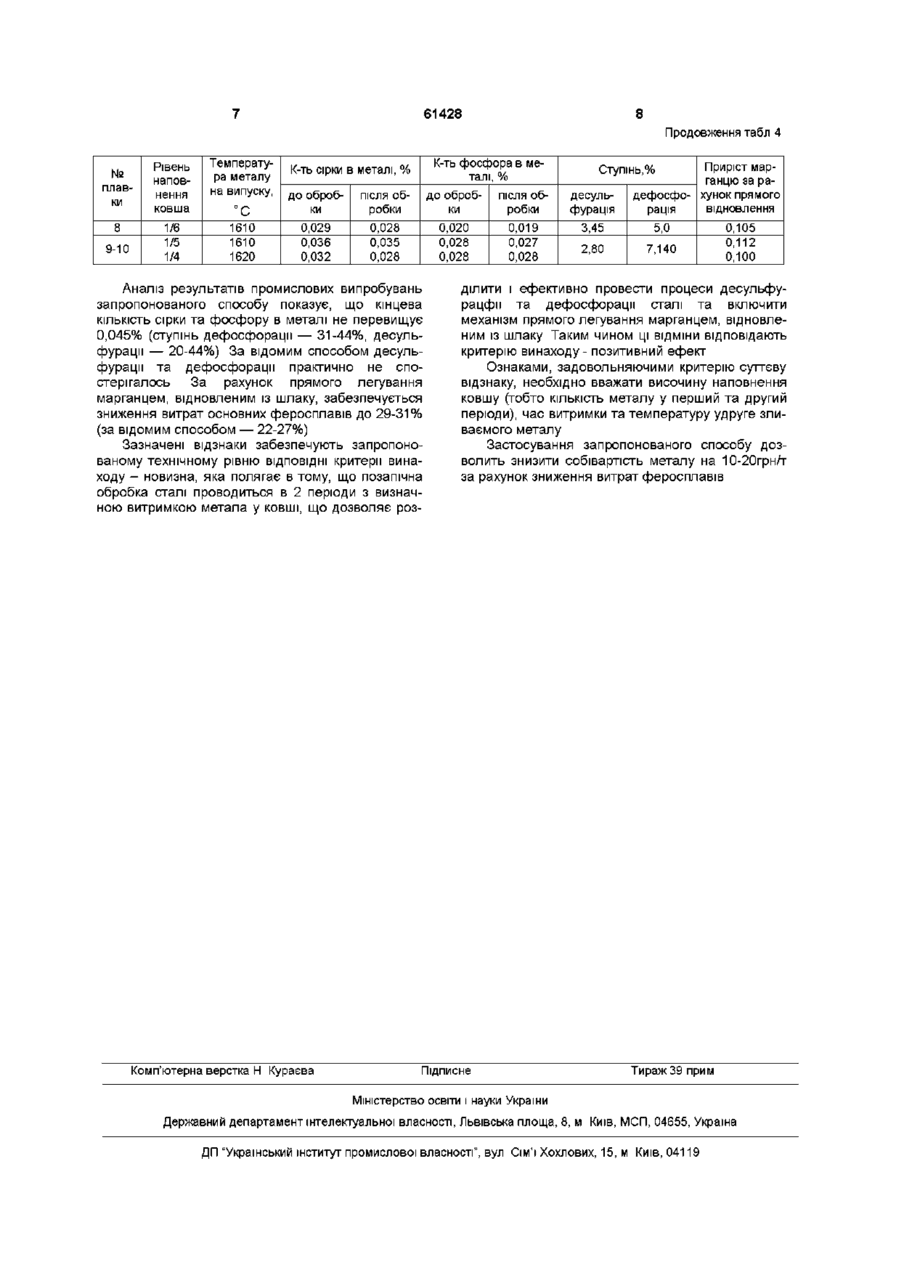
Спосіб позапічної обробки сталі, який включає обробку металу в ковші шлаком, одержаним на основі шлаків виробництва вуглецевого феромарганцю та/або силікомарганцю та вапна, який відрізняється тим, що введення розкислювачів починають після витримки металу протягом 1-10 хвилин у ковші, заповненому на 1/3 -7/10 його висоти, одночасно з початком випуску у ківш вдруге додатково на 20-100°С перегрітого металу Винахід віднесено до металургії чорних металів, конкретно, до способів позапчної обробки сталі в сталерозливному ковші під час випуску металу зі сталеплавильного агрегату Відомо використання шлакоутворюваємої суміші на основі шлаку силікомарганця, доломіта і вапна, а також шлаку вуглецевого феромарганцю (аналоги Ас СССР № 775144, МКИ кл С21С, 13/00, БИ № 40, 1980 г, А с СССР № 1100319, МКИ, кл С21С, 5/04, Б И № 24, 1981 г, ТУ 14-11124-76 "Использование шлака углеродистого ферромарганца для обработки стали в ковше") для позапічної обробки сталі у ковші Застосування даного технічного рішення недостатньо ефективно для рафінування сталі від сірки та фосфору із-за підвищеної температури плавління суміші та в'язкості формующихся шлаків Більш близьким по технічній суті та досягненому результату заявленому рішенню є спосіб позапічної обробки сталі в ковші з використанням шлаку від виробництва силікомарганцю і/або вуглецевого феромарганцю та вапна (прототип асСССР № 954171, МКИ, С21С, 13/00, БИ № 82, 1982 г Патент 406689, Австрия, МПК 7 С21С В 3/06 РЖМ "Металлургия", №15 С 7, 2001 г) Недоліком відомого спосіба є те, що ввід твердих шлакоутворюваючих матеріалів в ковш, заповнений на 1/6 - 1/4 височини, призводить до їх часткового шлакоутворення із-за недостатньої КІЛЬКОСТІ тепла металу Підвищена в'язкість формуючогося шлаку затруднює вилучення сірки та фосфору з металу і приводить до забруднення сталі неметалевими вкрапленнями В основу винаходу поставлена задача — поліпшення якості металу та зниження його собівартості за рахунок підвищення ступеню рафінування від сірки і фосфору та зниження витрат марганцевмісних феросплавів Поставлена задача досягається тим, що в пропонованому способі ввід розкислювачів починають після витримки металу протягом 1-1 Охв в ковші, заповненим на 1/3-7/10 його висоти одночасно з початком вдруге випуску додаткової на 20100°С перегрітого металу Зазначене технічне рішення можливо використати при виробництві різних марок сталі, для виплавки котрих використовуються технології кінцевого розкислення сталі в ковші Спосіб позапічної обробки сталі опробований при виплавці конверторної трубної сталі марки Д В якості шихтових матеріалів для одержання шлаку використовували механічну суміш гранульованого марганцевого шлаку та пилових ВІДХОДІВ вапна з електрофільтрів цеху обпалювання вапна (табл 1) Шихту попередньо плавили в циклонній шлакоплавильній установці конвертерного цеху заводу їм Г І Петровського ХІМІЧНИЙ склад шихтових матеріалів, використаних в пропонованому способі і відомому надані в табл 1 00 (О 61428 Таблиця 1 Склад шихти, % ваг Відвальний шлак По запропонованому способу феромарганця 90-95 Силікомарганця 90-95 По запропонованому способу феромарганця силікомарганця ХІМІЧНИЙ склад відвальних шлаків, % СаО МдО SiO2 Вапно Мп 5-Ю 12-13 33-34 37-39 3-4 0,02-0,03 S 5-Ю 16-17 47-48 0,04-0,06 8-15 10-17 33-40 46-52 1315 4-5 CaO+MgO 37-43 16-22 0,93-0,10 1,03-1,05 вищеній фосфоропоглинаючій здібності шлаку У загальному вигляді процес дефосфорації металу минає за реакцією Температура шлаку на випуску з циклонної шлакоплавильної установки складала 1650-1680° С при відділеній витраті шлаку 4050кгл~ обробленого металу Шлак зливали в сталерозливний ківш і передавали під конвертер для випуску в нього металу Сталь виплавляли в 60-тоному конвертері з верхнім кисневим видуванням Температура металу перед зливом складала 1610-1640°С Шляхом закривання дірки льотки глиняною пробкою 2Р, 5МпО + ЗСаОІІ 5Mru 1062 кДж (1) Верхня мета утримання сірки та фосфору в металі, при якій ВІДПОВІДНО з заводською технологічною інструкцією проводиться випуск плавки, складає 0,045% мас Виходячи з цієї обставини, верхня мета височини наповнення ківшу в перший період обмежений 7/10, тобто необхідно дефосфорувати якомога більшу КІЛЬКІСТЬ металу При низькому утримані фосфору в металі перед зливом (0,015%) ківш достатньо наповнити на 1/3 височини, а більшу КІЛЬКІСТЬ металу залишити для десульфурацм Згідно проведеному експерименту швидкість охолодження металу складає 1-2°С в хв Якщо процес дефосфорації йде з виділенням тепла (тобто реакція 1 - екзотермічна), то з метою утворення необхідних для його протікання кінетичних умов час витримки метала у ковші в залежності від КІЛЬКОСТІ фосфору обмежується 1-1 Охв Більш тривала витримка металу у ковші призводить до значної утрати продуктивності сталеплавильного агрегату здійснювався ВІДСІК конвертерного шлаку Випуск металу при досягненні потрібного ХІМІЧНОГО складу та температури призводили в ківш на шар рідкого синтетичного шлаку В запропонованому технічному рішенні передбачається проведення позапічної обробки металу у 2 періоди Перший (окислювальний) період закінчується при наповненні ковша металом на 1/3-7/10 його височини з послідовною витримкою збігом часу 110хв В другий (відновлювальний) період в ківш заливають останній в конвертері метал з одночасним вводом розкислювачів В перший період відбувається інтенсивний перерозподіл фосфору між металевою та шлаковою фазами за рахунок високого рівня окислення у системі метал-шлак ((МпО~17% мас), тобто під Таблиця 2 Технологічні показники окислювального періоду рафінування Склад сталі № плавки С Мп Si S Р 0.49 0,47 0.50 0,51 0.52 0,49 0.48 0,47 0.26 0,22 0.28 0,31 0.18 0,18 0.15 0,15 0.14 0,14 0.20 0,20 0.23 0,23 0.21 0,21 0.17 0,17 0.17 0,17 0.18 0,18 0.17 0,17 0.17 0,17 0.18 0,18 0.050 0,048 0.045 0,043 0.027 0,025 0.038 0,037 0.025 0,024 0.022 0,020 0.012 0,009 0.025 0,015 0.031 0,019 0.027 0,018 0.025 0,014 0.053 0,031 [ Р ] Ступінь дефосфорації [ S ] 1 2 3 4 5 6 2 4 25 0,55 40 1,15 31 0,71 39 1,0 44 2,41 42 Температура металу, Рівень наповнення ковша °С 1420 1410 1420 1410 1420 1410 1420 1410 Час витримки хв 1/3(33) 1 19/50(0,38) 1,63 13/25(1052) 4,32 23/50(0,46) 2,31 1420 1/2(0,49) 3,63 1420 1410 7/10(0,70) 10 Примітка Плавка 1-3 оброблялась шлаком на основі відкидних шлаків феромарганця 4-6 - шлаком на основі видкідних шлаків силікомарганця Числівник - показники на початку окислювального періоду Знаменник - на кінець В таблиці 2 приведені основні технологічні показники окислювального періоду процесу рафінування металу синтетичним шлаком Обробка експериментальних даних дозволила встанови 61428 6 3 ти кореляційну залежність між КІЛЬКІСТЮ обробле пит ваг 6,54-7,0кг/см прямують крізь шар шлаку та розкислюють метал [О] + [Мп] = (МпО), (6) При цьому активність кисню в системі металшлак знижується, що відповідає початку процесу десульфурацм металу ного металу (в цьому випадку — височиною наповнення ковшу - Н), часом його витримки (т) та КІЛЬКІСТЮ сірки та фосфору в сталі Ц = 7,43Н2 -1,62Н, (2) FeS. (7) моль Необхідна сіропоглинальна здібність підтримується за рахунок високого рівня оксиду кальція в шлаку (СаО £ 5 0 % м а с ) та низького окислення шлаку (Мп < 1,0% мас ) Оскільки процес десульфурацм йде з поглинанням тепла (реакція — ендотермічна) вдруге зливаємий метал повинен бути перегрітим на 20100°С порівняно з металом, який знаходиться в ковші Оскільки температура металу на випуску із Ц = 0,22т +0,2, (3) а також між височиною наповнення ковшу та часом витримки металу 2 т = 33,8Н -7,4Н-0,90, (4) що дозволяє визначити основні технологічні параметри періодів позапічної обробки Другий період позапічної обробки сталі характеризується процесом відновлення марганцю з оксидів та переходом його із шлаку в метал Розкислення шлаку проходить в дифузійноосадному режимі та здійснюється шляхом присадки дрібнодробного алюмінію та термоантрациту (пит вага - 3 кг/см3) на шар рідкого шлаку конвертера 1610-1640°С, то перегрів вище 100°С технологічно не виправдай, а нижче 20° С не вплине на кінетичну картину переходу сірки із металу до шлаку В таблиці 3 приведені основні технологічні показники відновлювального періоду рафінування металу пМпОшл+ mAI = пМгіме + АІ т О п , (5) Процес відновлення марганцю зі шлака є основною для включення механізму прямого легування Більш важкі феросплави (FeSi, FeMn, SiMn з № плавки 1 2 3 4 5 6 Технологічні показники відновлювального періоду процеса рафінування Склад сталі, % С Мп Si S Р 4.49 0,47 0.50 0,51 0.49 0,50 0.47 0,49 0.46 0,48 0.45 0,47 0.18 0,80 0.15 0,79 0.14 0,86 0.20 0,81 0.23 0,92 0.21 0,90 0.17 0,24 0.17 0,26 0.18 0,23 0.17 0,23 0.17 0,24 0.18 0,22 0.048 0,027 0.043 0,028 0.025 0,020 0.037 0,019 0.024 0,016 0.028 0,019 0.009 0,012 0.015 0,019 0.019 0,007 0.018 0,018 0.014 0,016 0.031 0,032 0.013 0,009 0.012 0,008 0.011 0,007 0.012 0,004 0.013 0,008 0.012 0,009 Таблиця З Температура металу О °С 1610 1620 1600 1620 1610 1620 1600 1620 1610 1620 1600 1620 СаОшл = FeOmjl Ступінь десульфурацм ПриВитрати розкислювачів ріст за ваних, кг/г рахунок прямо- Термо- АЛЮ- Фероантрасиліго МІНІЙ цит цій відновлення і легоСилікомарга нець Зниження витрат марганцевих феросплавів, % 43 0,21 0,2 0,55 5,8 7,8 ЗО 35 0,19 0,2 0,53 5,5 8,4 ЗО 20 0,21 0,3 0,57 4,2 9,3 29 49 0,19 0,2 0,61 7,9 8,0 31 33 0,20 0,2 0,51 6,2 9,0 29,5 31 0,22 0,3 0,52 6,4 8,4 31 Примітка Числівник — показники спочатку відновлювального періоду Знаменник — в КІНЦІ Увідомому способі ( а с № 954171) нерозкислений метал випускали із печі до ковша після наповнення його на 1/6-1/4 височини, вводили шлак феромарганцю або силікомарганцю з розрахунку 10-12кг/г, потім на струмінь металу подавали вап но 7-ІОкгл") Після присадки вапна у ківш вводили розкислювачі (силікомарганець) ХІМІЧНИЙ склад використаних матеріалів та результати досліджень приведені в т а б л 4 Таблиця 4 Технологічні показники позапічної обробки стали по відомому способу № плавки Рівень наповнення ковша 7 1/4 Температура металу на випуску, °С 1600 К-ть сірки в металі, % К-ть фосфора в металі, % Приріст марганцю за радефосфо- хунок прямого відновлення рація Ступі нь,% до обробки після обробки до обробки після обробки десульфурація 0,032 0,031 0,025 0,023 3,12 8,0 0,090 61428 Продовження табл 4 № плавки 8 9-Ю Рівень наповнення ковша 1/6 1/5 1/4 Температура металу на випуску, °С 1610 1610 1620 К-ть фосфора в металі, % К-ть сірки в металі, % Приріст марганцю за радефосфо- хунок прямого відновлення рація Ступі нь,% до обробки після обробки до обробки після обробки десульфурація 0,029 0,036 0,032 0,028 0,035 0,028 0,020 0,028 0,028 0,019 0,027 0,028 3,45 5,0 2,80 7,140 Аналіз результатів промислових випробувань запропонованого способу показує, що кінцева КІЛЬКІСТЬ сірки та фосфору в металі не перевищує 0,045% (ступінь дефосфорації — 31-44%, десульфурацм — 20-44%) За відомим способом десульфурацм та дефосфорації практично не спостерігалось За рахунок прямого легування марганцем, відновленим із шлаку, забезпечується зниження витрат основних феросплавів до 29-31% (за відомим способом — 22-27%) Зазначені відзнаки забезпечують запропонованому технічному рівню ВІДПОВІДНІ критерії винаходу - новизна, яка полягає в тому, що позапічна обробка сталі проводиться в 2 періоди з визначною витримкою метала у ковші, що дозволяє роз Комп'ютерна верстка Н Кураєва 0,105 0,112 0,100 ділити і ефективно провести процеси десульфурацфм та дефосфорації сталі та включити механізм прямого легування марганцем, відновленим із шлаку Таким чином ці ВІДМІНИ відповідають критерію винаходу - позитивний ефект Ознаками, задовольняючими критерію суттєву відзнаку, необхідно вважати височину наповнення ковшу (тобто КІЛЬКІСТЬ металу у перший та другий періоди), час витримки та температуру удруге зливаємого металу Застосування запропонованого способу дозволить знизити собівартість металу на 1 за рахунок зниження витрат феросплавів Підписне Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ДП "Український інститут промислової власності", вул Сім'ї Хохлових, 15, м Київ, 04119
ДивитисяДодаткова інформація
Назва патенту англійськоюA process for the out-of-furnace steel processing
Автори англійськоюNefedov Yurii Andriiovych, Fedorinchik Viktor Mykhailovych, Husev Oleksandr Anatoliiovych, Pischida Valerii Ivanovych, Kravets Serhii Mykolaiovych
Назва патенту російськоюСпособ внепечной обработки стали
Автори російськоюНефедов Юрий Андреевич, Федоринчик Виктор Михайлович, Гусев Александр Анатольевич, Пищида Валерий Иванович, Кравец Сергей Николаевич
МПК / Мітки
МПК: C21C 7/00
Мітки: спосіб, сталі, позапічної, обробки
Код посилання
<a href="https://ua.patents.su/4-61428-sposib-pozapichno-obrobki-stali.html" target="_blank" rel="follow" title="База патентів України">Спосіб позапічної обробки сталі</a>
Спосіб позапічної обробки сталі
Номер патенту: 59038
Опубліковано: 15.08.2003
Автори: Дворядкін Борис Олександрович, Пащенко Андрій Володимирович, Бросєв Олександр Олександрович, Лук'янов Олександр Вікторович, Шевченко Тарас Григорович
МПК: C21C 7/06
Мітки: обробки, спосіб, позапічної, сталі
Формула / Реферат:
Спосіб позапічної обробки сталі, що включає виплавку сталі в сталеплавильному агрегаті, обробку металу при випуску в ківш твердими шлакоутворюючими сумішами і рідким шлаком, розкислення і легування; перелив металу з одного ковша в інший з наступною обробкою реагентами й інертним газом, який відрізняється тим, що подачу металу з першого ковша в другий припиняють у момент появи пічного шлаку в шиберних затворах першого ковша, причому обробку...
Спосіб позапічної обробки сталі
Номер патенту: 59042
Опубліковано: 15.08.2003
Автори: Шевченко Тарас Григорович, Дворядкін Борис Олександрович, Бросєв Олександр Олександрович, Пащенко Андрій Володимирович, Лук'янов Олександр Вікторович
МПК: C21C 7/064
Мітки: спосіб, позапічної, сталі, обробки
Формула / Реферат:
Спосіб позапічної обробки сталі, що включає виплавку сталі, обробку металу при випуску в перший ківш твердими шлакоутворюючими сумішами, розкислення і легування і переливання металу через шиберні затвори з одного ковша в інший з одночасною обробкою реагентами й інертним газом, який відрізняється тим, що розширюється площа взаємодії струменів металу з газошлаковою емульсією шляхом зміни напрямку струменів металу, подаваних з одного ковша в...
Спосіб позапічної обробки високовуглецевої сталі
Номер патенту: 46029
Опубліковано: 15.05.2002
Автори: Дюдкін Дмитро Олександрович, Гринберг Самуіл Юхимович, Тітієвський Володимир Маркович, Бать Юрій Ізраілевич
МПК: C21C 7/06
Мітки: позапічної, спосіб, сталі, високовуглецевої, обробки
Формула / Реферат:
Спосіб позапічної обробки високовуглецевої сталі, що містить в собі введення в розплав алюмінію і силікокальцію, який відрізняється тим, що алюміній вводять в розплав перед введенням силікокальцію, а витрати силікокальцію установлюють з урахуванням ступеня засвоєння кальцію в залежності від засвоєного алюмінію та вмісту сірки в розплаві, при цьому нижню межу вмісту кальцію в розплаві визначають із співвідношення [Ca]=0,01[Al]+0,0016, %, а...
Спосіб позапічноі обробки рідкоі сталі
Номер патенту: 23587
Опубліковано: 02.06.1998
Автори: Оніщук Віталій Прохорович, Кисіленко Володимир Васильович, Ромодикін Сергій Дмитрович, Буга Ілля Дмитрович, Бузун Ігор Леонідович, Носоченко Олег Васильович, Бать Юрій Ізраільович, Дюдкін Дмитро Олександрович, Крутіков Василь Петрович, Курдюков Анатолій Андрійович
МПК: C21C 7/00
Мітки: обробки, спосіб, сталі, рідкоі, позапічноі
Формула / Реферат:
Спосіб позапічної обробки рідкої сталі, який включає випуск розплаву у ківш, присадку розкислювачів - алюмінію, матеріалів, що містять кальцій, легуючих та продувку металу інертним газом під шлаком, який відрізняється тим, що при вмістові [S] у металі перед обробкою < 0,010% швидкість введення у ківш матеріалів, що містять кальцій, складає 0,035-0,052 кг Са/т.хв., а при вмістові [S] у металі перед обробкою > 0.010% швидкість введення...
Спосіб позапічноі обробки сталі
Номер патенту: 23586
Опубліковано: 15.03.2002
Автори: Кисіленко Володимир Васильович, Бать Юрій Ізраільович, Побегайло Андрій Володимирович, Дюдкін Дмитро Олександрович, Кочевенко Іван Іванович, Самохвалов Володимир Михайлович, Ларіонов Олександр Олексійович, Бойко Володимир Семенович
МПК: C21C 7/06
Мітки: позапічноі, спосіб, обробки, сталі
Формула / Реферат:
Спосіб позапічної обробки сталі, що включає введення в розплав алюмінію та матеріалів, що містять у своєму складі кальцій, який відрізняється тим, що алюміній вводять в розплав перед введенням матеріалів, що містять в собі кальцій, а витрати матеріалів, що містять в собі кальцій, установлюють з урахуванням ступеня засвоєння кальцію в залежності від засвоєного алюмінію, вмісту сірки в розплаві та температури розплаву, при цьому нижня межа...
Попередній патент: Біологічно активна добавка
Наступний патент: Гірка настойка “житомирська на бруньках лагідна”
Випадковий патент: Пристрій для дугового зварювання