Спосіб визначення основних параметрів ультразвукового контролю циліндричних виробів
Формула / Реферат
1. Спосіб визначення основних параметрів ультразвукового контролю циліндричних виробів, який оснований на застосуванні як робочого тіла півциліндра, виготовленого з матеріалу, аналогічного матеріалу виробу, який буде контролюватися, за яким під час переміщення перетворювача по його робочій поверхні знаходять максимум сигналу, відбитого від площини основи півциліндричного тіла, і максимуми сигналів, відбитих від поверхонь відбивачів, виготовлених у робочому тілі, який відрізняється тим, що для фіксації положення та напряму максимуму випромінювання перетворювача застосовується додаткове робоче тіло, основа якого контактує з площиною основи робочого тіла.
2. Спосіб за п. 1, який відрізняється тим, що використовується додаткове робоче тіло з матеріалу, аналогічного матеріалу основного робочого тіла, причому його форма сприяє відбиттю ультразвукових хвиль у напрямі акустичної осі перетворювача.
3. Спосіб за п. 1, який відрізняється тим, що додаткове робоче тіло виготовлене зі звукопровідного матеріалу і завдяки своїй формі виконує функцію уловлювача акустичних хвиль, які випромінюються перетворювачем і проходять в нього через границю розподілу з основою робочого тіла.
4. Спосіб за п. 1, який відрізняється тим, що використовується додаткове робоче тіло, виготовлене зі звукопоглинаючого матеріалу, характеристики поглинання звуку в якому перевищують аналогічні характеристики матеріалу робочого тіла, яке завдяки цій властивості виконує функцію поглинача акустичних хвиль, які випромінюються перетворювачем і проходять в нього через границю розподілу з основою робочого тіла.
Текст
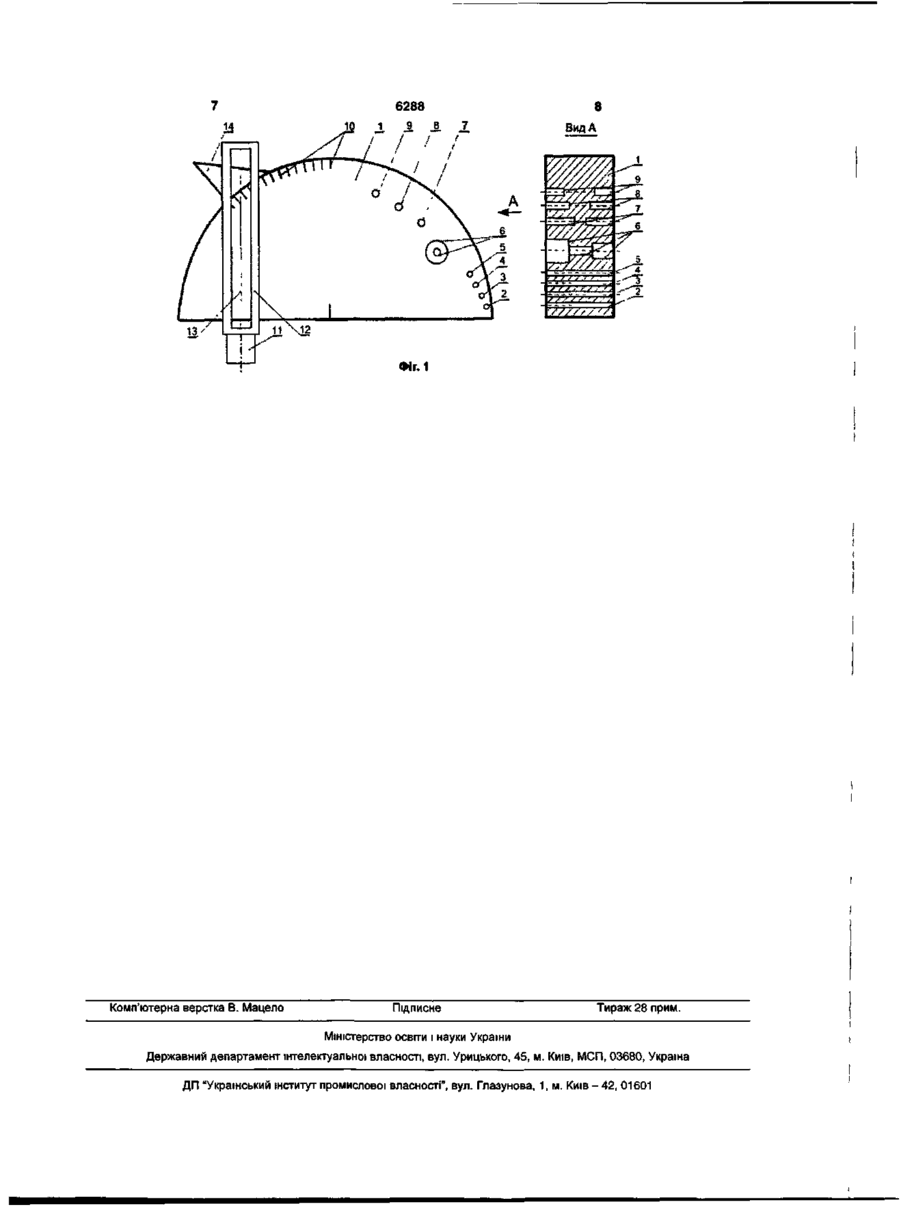
1 Спосіб визначення основних параметрів ультразвукового контролю циліндричних виробів, який оснований на застосуванні як робочого тіла півциліндра, виготовленого з матеріалу, аналогічного матеріалу виробу, який буде контролюватися, за яким під час переміщення перетворювача по його робочій поверхні знаходять максимум сигналу, відбитого від площини основи півцилшдричного тіла, і максимуми сигналів, відбитих від поверхонь відбивачів, виготовлених у робочому ТІЛІ, який відрізняється тим, що для фіксації положення та напряму максимуму випромінювання перетворювача застосовується додаткове робоче тіло, основа якого контактує з площиною основи робочого тіла 2 Спосіб за п 1, який відрізняється тим, що використовується додаткове робоче тіло з матеріалу, аналогічного матеріалу основного робочого тіла, причому його форма сприяє відбиттю ультразвукових хвиль у напрямі акустичної осі перетворювача 3 Спосіб за п 1, який відрізняється тим, що додаткове робоче тіло виготовлене зі звукопровідного матеріалу і завдяки своїй формі виконує функцію уловлювача акустичних хвиль, які випромінюються перетворювачем і проходять в нього через границю розподілу з основою робочого тіла 4 Спосіб за п 1, який відрізняється тим, що використовується додаткове робоче тіло, виготовлене зі звукопоглинаючого матеріалу, характеристики поглинання звуку в якому перевищують аналогічні характеристики матеріалу робочого тіла, яке завдяки цій властивості виконує функцію поглинача акустичних хвиль, які випромінюються перетворювачем і проходять в нього через границю розподілу з основою робочого тіла со СО 00 CM со Спосіб призначений для забезпечення можливості вимірювання основних параметрів ультразвукового контролю циліндричних виробів при проведенні сканування в перпендикулярному до утворюючої напрямі Відомий спосіб визначення кута введення ультразвукового похилого перетворювача [а с №158753, МПК5 G01 N29/04] за яким на робочу поверхню зразка у вигляді півциліндра з кривизною поверхні ідентичною кривизні контрольованого виробу встановлюють перетворювач і переміщують його в напрямі перпендикулярному утворюючій циліндра, вимірюють центральний кут між двома положеннями передньої грані перетво рювача, отримують максимальне значення сигналів, відбитих від плоскої поверхні основи зразка і визначають кут введення перетворювача, що випробовується Перше положення перетворювача на робочій поверхні зразка відповідає перпендикулярній орієнтації його акустичної осі відносно основи При розміщенні перетворювача в другому з названих положень хвилі, які випромінюються перетворювачем, проходять більш складний шлях спочатку відбиваються від циліндричної робочої поверхні зразка і змінюють напрям свого поширення на такий, що відповідає напряму поширення в першому з описаних випадків Тобто відбувається переломлення акустичної осі при падінні на о> 6288 робочу поверхню в тій точці, що співпадає з точкою введення перетворювача в першому з названих випадків. Після такого переломлення положення акустичної осі співпадає з положенням акустичної осі перетворювача у першому з наведених вище випадків. Незважаючи на простоту цього способу, існують суттєві недоліки, які не дозволяють широко застосувати його для потреб практичного контролю. По-перше, спосіб не дозволяє проводити визначення проекції на бічну поверхню перетворювача точки виходу його акустичної осі, що не дає можливості визначати стрілу перетворювача та проводити настроювання глибиновимірюючого пристрою (наприклад, координати „X"), а це в свою чергу не дозволяє визначити місце знаходження виявлених дефектів. По-друге, використання ефекту, пов'язаного зі зміною напряму ультразвукових променів внаслідок відбивання від циліндричної робочої поверхні зразка, приведе до появи значних похибок між визначеним і істинним значенням орієнтації акустичної осі, а як наслідок, і кута введення перетворювача. Крім того, спосіб не дозволяє проводити вимірювання жодного з інших важливих параметрів контролю. Задачею корисної моделі, що пропонується, є використання простого в реалізації способу, який дозволить оперативно та з необхідною точністю визначати основні параметри ультразвукового контролю циліндричних виробів при їх скануванні перпендикулярно утворюючій з використанням декількох варіантів визначення кута введення перетворювача та проекції на його бічну поверхню точки виходу акустичної осі. Спосіб визначення основних параметрів ультразвукового контролю циліндричних виробів, який оснований на застосуванні як робочого тіла півциліндра, виготовленого з матеріалу, аналогічного матеріалу виробу, що буде контролюватися, за яким під час переміщення перетворювача по його робочій поверхні знаходять максимум сигналу, відбитого від площини основи півциліндричного тіла і максимуми сигналів, відбитих від поверхонь відбивачів, виготовлених у робочому тілі, а для фіксації положення акустичної осі перетворювача, застосовується додаткове робоче тіло, основа якого контактує з площиною основи робочого тіла, причому додаткове робоче тіло може бути виготовлене: з матеріалу, аналогічного матеріалу основного робочого тіла у формі, яка сприяє відбиттю ультразвукових хвиль у напрямі акустичної осі перетворювача; або зі звукопровідного матеріалу, яке завдяки своїй формі виконує функцію уловлювача акустичних хвиль, які випромінюються перетворювачем і проходять в нього через границю розподілу з основою робочого тіла; або зі звукопоглинаючого матеріалу, характеристики поглинання звуку в якому перевищують аналогічні характеристики матеріалу робочого тіла, і яке завдяки цій властивості виконує функцію поглинача акустичних хвиль, які випромінюються перетворювачем і проходять в нього через границю розподілу з основою робочого тіла. Технічний результат полягає в спрощенні операцій вимірювання, досягнення мінімально можливих затрат робочого часу при забезпеченні необ хідної точності вимірювань. Схема реалізації способу визначення основних параметрів ультразвукового контролю циліндричних виробів зображена на Фіг. 1. Робоче тіло 1 виконано в формі півциліндра, матеріал і радіус кривизни якого, співпадає з відповідними параметрами виробу, який буде контролюватися після визначення основних параметрів контролю. Циліндричні відбивачі 2, 3, 4, 5 призначені для визначення мертвої зони. Група коаксіальних циліндричних відбивачів 6 призначена для визначення променевої роздільної здатності. Симетричні циліндричні відбивачі 7, 8, 9 призначені для визначення фронтальної роздільної здатності. Значення глибин розміщення від поверхні осей бокових циліндричних відбивачів 2, 3, 4, 5, значення різниць діаметрів сусідніх коаксіальних циліндричних відбивачів б, а також значення відстаней між донними поверхнями пар бокових симетричних циліндричних відбивачів 7, 8, 9, утворюють арифметичну прогресію. Поділки 10 кругової кутової шкали нанесені на бокову поверхню робочого тіла в межах сектору 90° робочого тіла 1. Додаткове робоче тіло 11 з'єднане з вимірювальною рамкою 12. Воно встановлюється на робоче тіло 1 так, щоб їх основи контактували між собою. Вимірювальна рамка 12 має струну 13, яка при розміщенні додаткового робочого тіла 11 на поверхні основи робочого тіла 1 приймає вертикальне положення відносно цієї поверхні. В будьякому з варіантів використання додаткового робочого тіла 11, струна 13 повинна лежати в тій площині, яка перпендикулярна бічній поверхні робочого тіла 1 і проходить через центр симетрії основі додаткового робочого тіла 11. На циліндричній поверхні робочого тіла 1 встановлюють перетворювач 14, параметри якого необхідно визначити. Технологія вимірювань основних параметрів контролю включає вимірювання мертвої зони, променевої та фронтальної роздільної здатності, кута введення та проекції точки виходу акустичної осі на бічну поверхню перетворювача. Вимірювання мертвої зони проводять з використанням бокових циліндричних відбивачів 2-5, променеву роздільну здатність - за допомогою групи коаксіальних циліндричних відбивачів 6, а фронтальну роздільну здатність за допомогою бокових симетричних циліндричних відбивачів 7, 8, 9. Кут введення та проекцію точки виходу акустичної осі на бічну поверхню перетворювача 14 визначають з застосуванням додаткового робочого тіла 11, що з'єднане з вимірювальною рамкою 12 зі струною 13, яка виконує функцію покажчика, що визначає положення проекції точки виходу акустичної осі на бічну поверхню перетворювача 14, а також кут введення шляхом прямого відліку з використанням поділок 10 кутової шкали. Визначення основних параметрів ультразвукового контролю циліндричних виробів за способом, що пропонується, доцільно розпочинати з вимірювання кута введення та проекції на бічну поверхню перетворювача 14 точки виходу акустичної осі. Після нанесення контактної рідини на циліндричну поверхню робочого тіла 1 встановлюють на нього перетворювач 14. Проводять сканування і знаходять таке його положення, що відповідає 6288 максимуму сигналу відбитого від поверхні основи робочого тіла 1. Фіксують перетворювач 14 у цьому положенні. Наносять контактну рідину на поверхню основи робочого тіла 1 і встановлюють на неї додаткове робоче тіло 11, яке з'єднане з вимірювальною рамкою 12. Додаткове робоче тіло 11 переміщують по поверхні основи робочого тіла 1 і знаходять таке його положення, що відповідає екстремальному значенню сигналу, який вибрано у якості основного інформативного параметру. Це може бути сигнал, відбитий від поверхні протилежної контактній, або сигнал від поверхні основі робочого тіла 1, який ослаблений за рахунок застосування одного з запропонованих типів додаткового робочого тіла 11. Фіксують додаткове робоче тіло 11 у цьому положенні. Струна 13, яка натягнута в вимірювальної рамці 12, вкаже на одну з поділок 10 кругової кутової шкали. Значення, нанесене біля знайденої поділки, буде відповідати куту введення перетворювача 14. Точка перетину струни 13 з контуром робочої поверхні перетворювача 14 буде відповідати проекції точки виходу акустичної осі на його бічну поверхню. Таким чином, у результаті одного виміру знаходять як кут введення перетворювача 14, так і його стрілу. Передбачені описані нижче варіанти застосування робочого тіла для визначення кута введення та точки виходу акустичної осі або її проекції на бічну поверхню перетворювача: - додаткове робоче тіло 11 виготовлене з матеріалу аналогічного матеріалу робочого тіла 1 так, що його форма сприяє відбиттю ультразвукових хвиль у напрямі акустичної осі перетворювача 14. Його відбиваюча поверхня, яка протилежна поверхні, що використовується для контакту з поверхнею основи робочого тіла 1, може бути плоскою, або ж криволінійною, з фокусуючими властивостями щодо акустичних хвиль, які в ньому поширюються. В цьому випадку реєструють сигнал, відбитий від цієї поверхні; - додаткове робоче тіло 11 виготовлене зі звукопровідного матеріалу і завдяки своїй формі виконує функцію уловлювача акустичних хвиль, які випромінюються перетворювачем 14 та проходять в нього через границю розподілу з основою робочого тіла і . При застосуванні такого тіла, визначення кута введення та точки виходу акустичної осі перетворювача 14 відрізняється від описаного вище, тим, що в момент співпадіння його осі з акустичною віссю перетворювача 14, спостерігається максимальне зменшення рівня сигналу, що приймається перетворювачем 14 після відбиття від поверхні основи робочого тіла 1. Після знаходження цього положення додаткового робочого тіла 11, кут введення та точку виходу акустичної осі перетворювача 14 визначають так само, як це описано вище; - додаткове робоче тіло 11 виготовлене зі звукопоглинаючого матеріалу, який характеризується вищим у порівнянні з матеріалом робочого тіла 1 коефіцієнтом поглинання енергії, яку переносять акустичні хвилі, і яке завдяки цій властивості виконує функцію поглинача акустичних хвиль, які випромінюються перетворювачем 14 і проходять в нього через границю розподілу з основою робочого тіла 1. Послідовність проведення операцій визначення кута введення та точки виходу акустичної осі перетворювача 14 співпадає з описаною вище для робочого тіла -уловлювача акустичних хвиль. Послідовність вимірювання інших параметрів ультразвукового контролю може бути довільною, наприклад відповідати тій, яка наведена нижче. Мертву зону вимірюють з використанням бокових циліндричних відбивачів 2-5, що виготовлені у робочому тілі 1. Значенням мертвої зони вважають глибину того з відбивачів, сигнал від якого ще розрізняється на рівні не меншому ніж 6дБ у порівнянні з зондуючим, або з сигналами, які спричинюються шумами, що мають ревербераційне або інше походження (у випадку їх наявності). Променеву роздільну здатність вимірюють з використанням групи коаксіальних циліндричних відбивачів 6. Значенням променевої роздільної здатності вважають висоту „сходинки", утвореної отворами двох сусідніх відбивачів, що мають різні діаметри, при умові, якщо сигнали від цих відбивачів розрізняються на рівні не меншому ніж 6дБ. Фронтальну роздільну здатність вимірюють з використанням групи бокових симетричних циліндричних відбивачів 7, 8, 9. Значенням фронтальної роздільної здатності є відстань між донними поверхнями двох відбивачів тієї групи, сигнали від яких розрізняються на рівні не меншому ніж 6дБ при переміщенні перетворювача 14 в напрямі вздовж утворюючої циліндричної поверхні робочого тіла 1. Спосіб можна застосувати для визначення параметрів контролю перед проведенням ультразвукової дефектоскопії гнутих ділянок трубопроводів, біляшовних ділянок зварних швів труб, циліндричних поковок, заготовок на наявність дефектів, відбиваючі поверхні яких орієнтовані в напрямі паралельному утворюючій циліндричної поверхні. 8 Вид А ФІГ. 1 Комп'ютерна верстка В. Мацело Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул. Глазунова, 1, м. Київ - 4 2 , 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for determining basic parameters in ultrasonic testing of cylindrical articles
Назва патенту російськоюСпособ определения основных параметров при ультразвуковом контроле цилиндрических изделий
МПК / Мітки
МПК: G01N 29/04
Мітки: виробів, спосіб, циліндричних, ультразвукового, визначення, параметрів, контролю, основних
Код посилання
<a href="https://ua.patents.su/4-6288-sposib-viznachennya-osnovnikh-parametriv-ultrazvukovogo-kontrolyu-cilindrichnikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб визначення основних параметрів ультразвукового контролю циліндричних виробів</a>
Стандартний зразок для визначення основних параметрів ультразвукового контролю циліндричних виробів хордовим способом
Номер патенту: 52432
Опубліковано: 16.12.2002
Автор: Колбін Ігор Борисович
МПК: G01N 29/04
Мітки: контролю, зразок, циліндричних, способом, параметрів, виробів, стандартний, хордовим, основних, ультразвукового, визначення
Формула / Реферат:
1. Стандартний зразок для визначення основних параметрів ультразвукового контролю циліндричних виробів хордовим способом, що має тіло, виготовлене з матеріалу, акустичні властивості якого відповідають властивостям контрольованого виробу, основу, бічні грані і розміщену під кутом до основи зразка похилу грань з відбивачем у вигляді плоскодонного отвору, який відрізняється тим, що тіло зразка виготовлене як півциліндр, радіус кривизни якого...
Еталонний блок для визначення основних параметрів ультразвукового контролю методом відлуння виробів з циліндричною поверхнею
Номер патенту: 62284
Опубліковано: 15.12.2003
Автори: Волков Юрій Олександрович, Саприкін Сергій Олексійович, Колбін Ігор Борисович
МПК: G01N 29/00
Мітки: поверхнею, методом, визначення, параметрів, ультразвукового, циліндричною, відлуння, контролю, основних, еталонний, виробів, блок
Формула / Реферат:
1. Еталонний блок для визначення основних параметрів ультразвукового контролю методом відлуння виробів з циліндричною поверхнею, що має циліндричне тіло, виготовлене з матеріалу, акустичні властивості якого відповідають властивостям контрольованого матеріалу, а також виготовлену з боку першої його основи похилу грань, нахилену під певним кутом до тієї твірної його циліндричної поверхні, яка лежить у площині симетрії цієї грані, з виготовленим...
Спосіб ультразвукового контролю виробів
Номер патенту: 69215
Опубліковано: 16.08.2004
Автори: Колбін Ігор Борисович, Волков Юрій Олександрович, Гембарський Ігор Іванович, Саприкін Сергій Олексійович
МПК: G01N 29/07
Мітки: спосіб, виробів, контролю, ультразвукового
Формула / Реферат:
Спосіб ультразвукового контролю виробів, оснований на використанні прямого та похилого перетворювачів, що підключені до одного дефектоскопа, який відрізняється тим, що перетворювачі працюють одночасно в режимі випромінювання та прийому ультразвукових сигналів, причому за допомогою прямого перетворювача вимірюється товщина стінки виробу в місцях проведення контролю, а за допомогою похилого перетворювача визначається наявність дефектів в цих...
Спосіб неруйнівного контролю електромагнітних параметрів циліндричних об’єктів
Номер патенту: 56801
Опубліковано: 15.05.2003
Автори: Горкунов Борис Митрофанович, Тюпа Ігор Васильович, Себко Вадим Пантелійович
МПК: G01R 33/12
Мітки: об'єктів, неруйнівного, спосіб, контролю, циліндричних, електромагнітних, параметрів
Формула / Реферат:
Спосіб неруйнівного контролю електромагнітних параметрів циліндричних об'єктів передбачає, що об'єкт розміщують у поздовжнє змінне електромагнітне поле, яке збуджує в ньому вихрові струми, що створюють своє електромагнітне поле вихрових струмів, яке змінює амплітуду і фазу результуючого магнітного потоку у об'єкті, який відрізняється тим, що вихрові струми збуджують пропусканням через контакти на поверхні циліндричного об'єкта змінного...
Спосіб визначення кута уведення та проекції точки виходу акустичної осі на бічну поверхню ультразвукового перетворювача з увігнутою робочою поверхнею
Номер патенту: 71241
Опубліковано: 15.11.2004
Автори: Білокур Іван Павлович, Саприкін Сергій Олексійович, Колбін Ігор Борисович, Волков Юрій Олександрович
МПК: G01N 29/00, G01N 29/04
Мітки: робочою, виходу, точки, перетворювача, поверхню, кута, осі, спосіб, проекції, акустичної, уведення, ультразвукового, увігнутою, бічну, поверхнею, визначення
Формула / Реферат:
Спосіб визначення кута уведення та проекції точки виходу акустичної осі на бічну поверхню ультразвукового перетворювача з увігнутою робочою поверхнею, за яким знаходять і фіксують максимум сигналу, що відбивається від площини основи півциліндричного тіла при переміщенні ультразвукового перетворювача по його робочій поверхні, який відрізняється тим, що для визначення положення акустичної осі та знаходження проекції на бічну поверхню точки її...
Попередній патент: Спосіб лікування порушень мікроциркуляції у нижніх кінцівках у хворих дітей та підлітків із системною склеродермією
Наступний патент: Класифікатор сипких матеріалів
Випадковий патент: Спосіб діагностики розвитку атеросклерозу