Пристрій для безперевного лиття стальної стрічки
Номер патенту: 6337
Опубліковано: 29.12.1994
Автори: Хорст Гроте, Манфред Колаковскі, Петер Безе, Херманн Лакс
Формула / Реферат
1. Устройство для непрерывного литья стальной ленты, содержащее кристаллизатор и установленную с зазором относительно его стенок затравку, выполненную с хвостовой и головной частями, при этом головная часть затравки соединена с хвостовой посредством болтов, выполненных с возможностью их разъединения, между частями затравки размещено жаропрочное плоское уплотнение, закрепленное с помощью стальной плиты, а головная часть затравки выполнена с выступами, отличающееся тем, что, с целью повышения надежности начала процесса вытягивания ленты из кристаллизатора, величина зазора между головной частью затравки и стенками кристаллизатора составляет 5-15 мм.
2. Устройство по п. 1, отличающееся тем, что в качестве уплотнения использован мат из керамического волокна.
3. Устройство по п. 1, отличающееся тем, что стальная плита имеет форму хвостовой части затравки.
4. Устройство по п. 1, отличающееся тем, что выступы головной части затравки выполнены грибо-образной формы.
5. Устройство по п. 1, отличающееся тем, что головки соединительных болтов расположены в выполненных в хвостовой части затравки поперечных пазах.
Текст
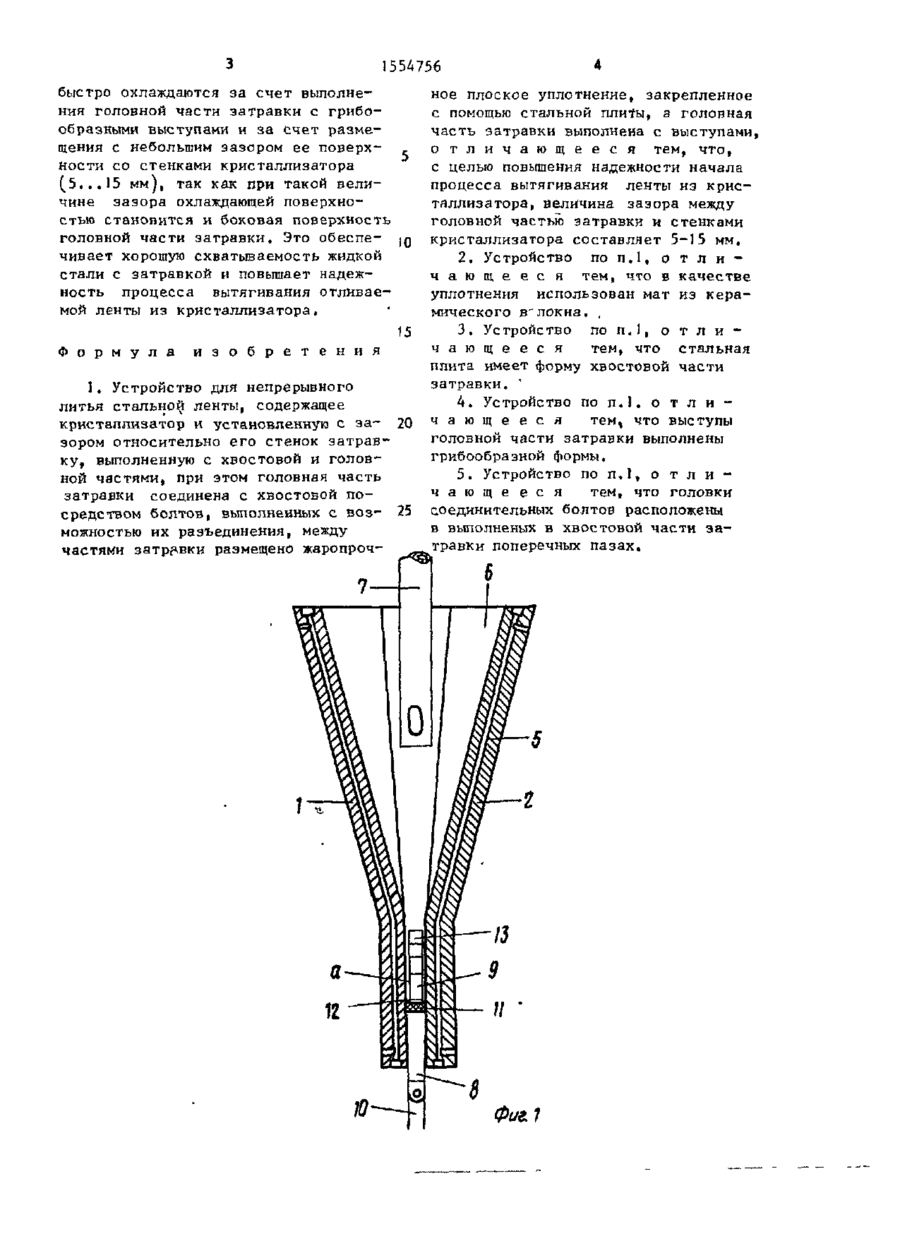
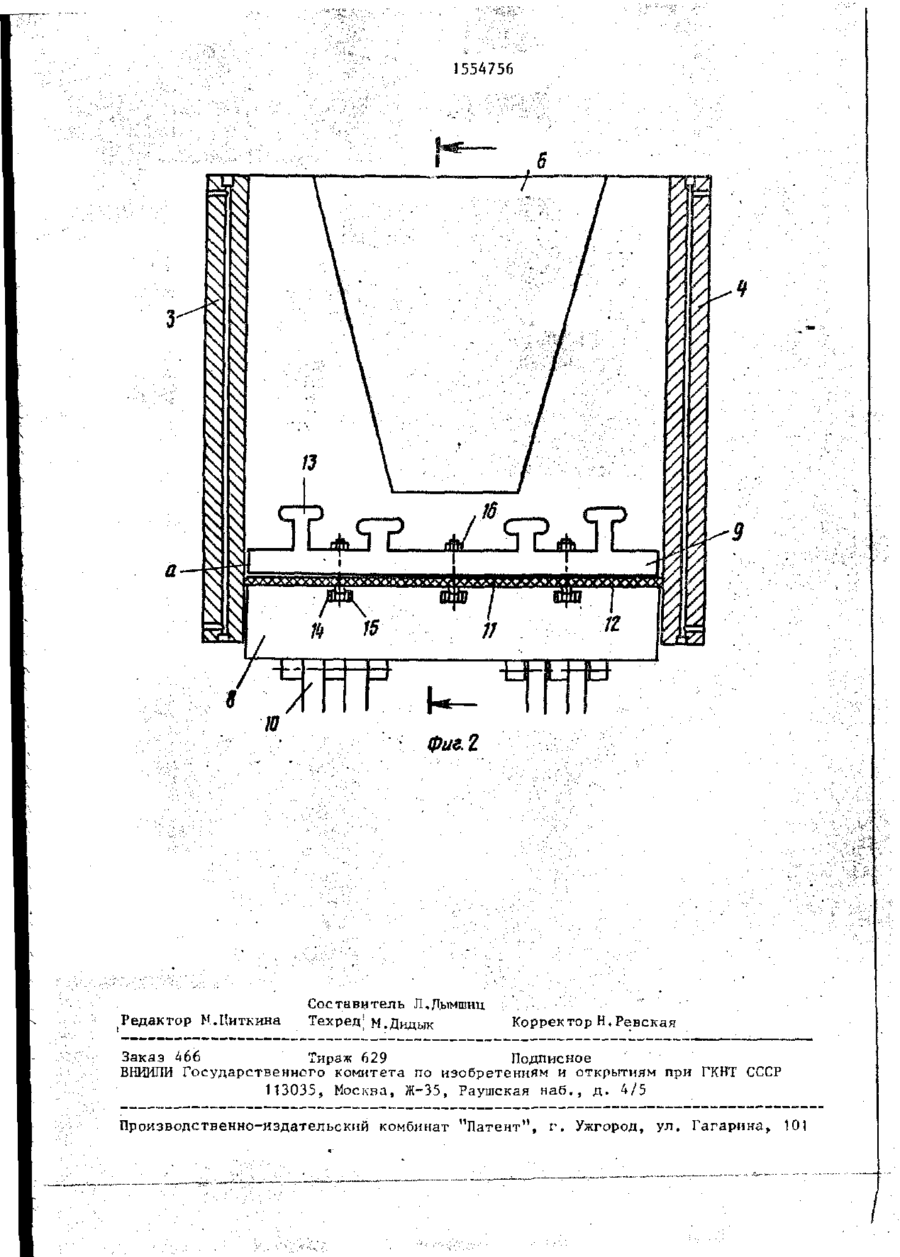
Изобретение относится к металлургии. Цель - повышение надежности начала процесса вытягивания ленты из кристаллизатора. Для быстрого соединения затравки с подаваемым в кристаллизатор жидкости расплавом ее головная часть размешена в отношении стенок кристаллизатора с зазором 5-15 мм и выполнена с грибообразными выступами. 4 э.п. ф-ли, 2 ил. £ Изобретение относится к металлургии, а именно к установкам для непрерывной отливки стальных лент. Цель - повышение надежности начала процесса вытягивания ленты из кристаллизатора. На фиг.1 изображено устройство для литья ленты, разрез;.на фиг.2,то же, поперечный разрез. Устройство для литья стальной ленты содержит кристаллизатор с двумя широкими 1 и 2 и двумя узкими 3 и 4 боковыми стеьками, выполненными с охлаждающими каналами 5. Широкие боковые стенки 1 и 2 в своей средней части оЬразчют расширенную литниковую зону 6, в которой установлен подводящий стакан 7. В нижнюю часть кристаллизатора заводят затравку, выполненную из хвостовой 8 и головной 9 частей. Хвостовая часть 8 за правки соединена с вытягивающим устройством 10 ц размещена с зазо» ром в кристаллизаторе. Между хвостовой и головной частями установлено плоское жаропрочное уплотнение 11, которое удерживается стальной плитой 12, соответствующей по формату хвостовой части 8. Б качестве уплотнения может быть использован мат из керамических волокон. Головная часть 9 выполнена с грибообразными выступами 13, а хвостовая часть 8 - е поперечными пазами 14, в которых зафиксивованы головка болтов 15, с помощью которых соединены между собой плоское уплотнение I1р стальная плита 12 и головная часть 8 затравки» при этом болты закреплены в части 8 посредством гаек 36. При подаче жидкого металла в кристаллизатор его первые порции ел 1554756 быстро охлаждаются за счет выполнения головной части затравки с грибообразными выступами и за счет размещения с небольшим зазором ее поверхности со стенками кристаллизатора (5... 15 м м ) , так как при такой величине зазора охлаждающей поверхностью становится и боковая поверхность головной части затравки. Это обеспечивает хорошую схватываемость жидкой стали с затравкой и повышает надежность процесса вытягивания отливаемой ленты из кристаллизатора. 15 Ф о р м у л а и з о б р е т е н и я 1, Устройство для непрерывного литья стальной ленты, содержащее кристаллизатор и установленную с за- 20 зором относительно его стенок затравку, выполненную с хвостовой и головной частями, при этом головная часть затравки соединена с хвостовой посредством болтов, выполненных с воз- 25 можностью их разъединения, между частями затравки размещено жаропроч да ное плоское уплотнение, закрепленное с помощью стальной плиты, а головная часть затравки выполнена с выступами, о т л и ч а ю щ е е с я тем, что, с целью повышения надежности начала процесса вытягивания ленты из кристаллизатора, величина зазора между головной частью затравки и стенками кристаллизатора составляет 5-15 мм. 2. Устройство по п.1, о т л и ч а ю щ е е с я тем, что в качестве уплотнения использован мат из керамического в'локна. . 3. Устройство по п.1, о т л и ч а ю щ е е с я тем, что стальная плита имеет форму хвостовой части п затравки. 4. Устройство по п.1. о т л и ч а ю щ е е с я тем, что выступы головной части затравки выполнены грибообразной формы. 5. Устройство по п.1, о т л и ч а ю щ е е с я тем, что головки соединительных болтов расположены в выполненых в хвостовой части затравки поперечных пазах. Фиг.1 1554756 фае. 2 Редактор М.Циткина Составитель Л.Дымшиц Техред; М.Дидык . • Корректор Н.Ревская Заказ 466 Тираж 629 Подписное ВНИИПЙ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-издательский комбинат "Патент", г. Ужгород, ул, Гагарина» 101
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for continuous casting steel strip
Назва патенту російськоюУстройство для непрерывного литья стальной ленты
МПК / Мітки
МПК: B22D 11/08
Мітки: безперевного, стальної, пристрій, лиття, стрічки
Код посилання
<a href="https://ua.patents.su/4-6337-pristrijj-dlya-bezperevnogo-littya-stalno-strichki.html" target="_blank" rel="follow" title="База патентів України">Пристрій для безперевного лиття стальної стрічки</a>
Кристалізатор для безперевного вертикального лиття стальної стрічки
Номер патенту: 6336
Опубліковано: 29.12.1994
Автори: Манфред Колаковскі, Райнер Голла, Ханс Штройбель
МПК: B22D 11/04
Мітки: безперевного, стальної, лиття, стрічки, вертикального, кристалізатор
Формула / Реферат:
Кристаллизатор для непрерывного вертикального литья стальной ленты, содержащий охлаждаемые широкие и узкие боковые стенки, причем широкие боковые стенки выполнены с наклоном к вертикали и образуют полость воронкообразной формы с сужением книзу до размера отливаемой ленты, отличающийся тем, что, с целью повышения качества поверхности отливаемых лент, широкие боковые стенки в верхнем начальном участке кристаллизатора на участке 150-350 мм...
Кристалізатор і спосіб безперевного вертикального лиття стальної стрічки
Номер патенту: 6339
Опубліковано: 29.12.1994
Автори: Манфред Колаковскі, Ханс Штройбель
МПК: B22D 11/04, B22D 11/00
Мітки: вертикального, спосіб, стрічки, безперевного, лиття, стальної, кристалізатор
Формула / Реферат:
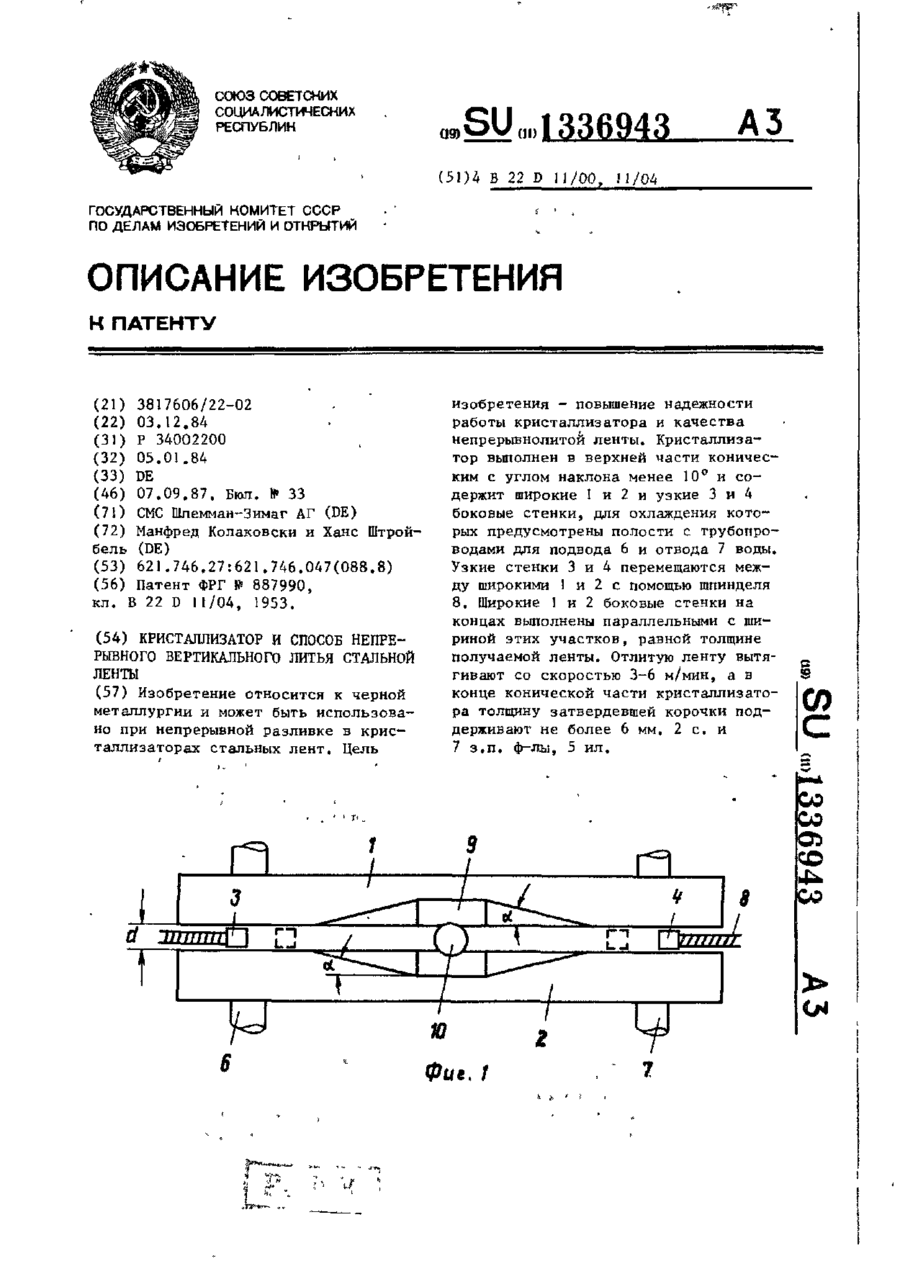
1. Кристаллизатор для непрерывного вертикального литья стальной ленты, содержащий охлаждаемые широкие и узкие боковые стенки, широкие боковые стенки которого в верхней части выполнены с углом наклона к вертикали менее 10°, сужеными книзу до размера получаемой ленты, и образуют рабочую полость конической формы, отличающийся тем, что, с целью повышения надежности работы кристаллизатора и качества непрерывнолитой ленты, концевые участки...
Кристалізатор для безперевного вертикального лиття стальної стрічки
Номер патенту: 6338
Опубліковано: 29.12.1994
Автор: Ханс Штройбель
МПК: B22D 11/04
Мітки: стальної, безперевного, лиття, кристалізатор, вертикального, стрічки
Формула / Реферат:
1. Кристаллизатор для непрерывного вертикального литья стальной ленты, содержащий охлаждаемые широкие с параллельными конечными участками и узкие боковые рабочие стенки, при этом широкие боковые стенки выполнены в верхней зоне с расширением, а в нижней зоне - с форматоопределяющими участками, отличающийся тем, что, с целью уменьшения износа кристаллизатора и повышения качества отливаемых лент, широкие боковые стенки кристаллизатора в...
Пристрій для подання металу у установку вертикального безперевного лиття з витягуванням до гори труби
Номер патенту: 5949
Опубліковано: 29.12.1994
Автори: Мішель П'єррель, Ів Гурмель
МПК: B22D 11/10
Мітки: вертикального, подання, установку, пристрій, трубі, безперевного, гори, металу, витягуванням, лиття
Формула / Реферат:
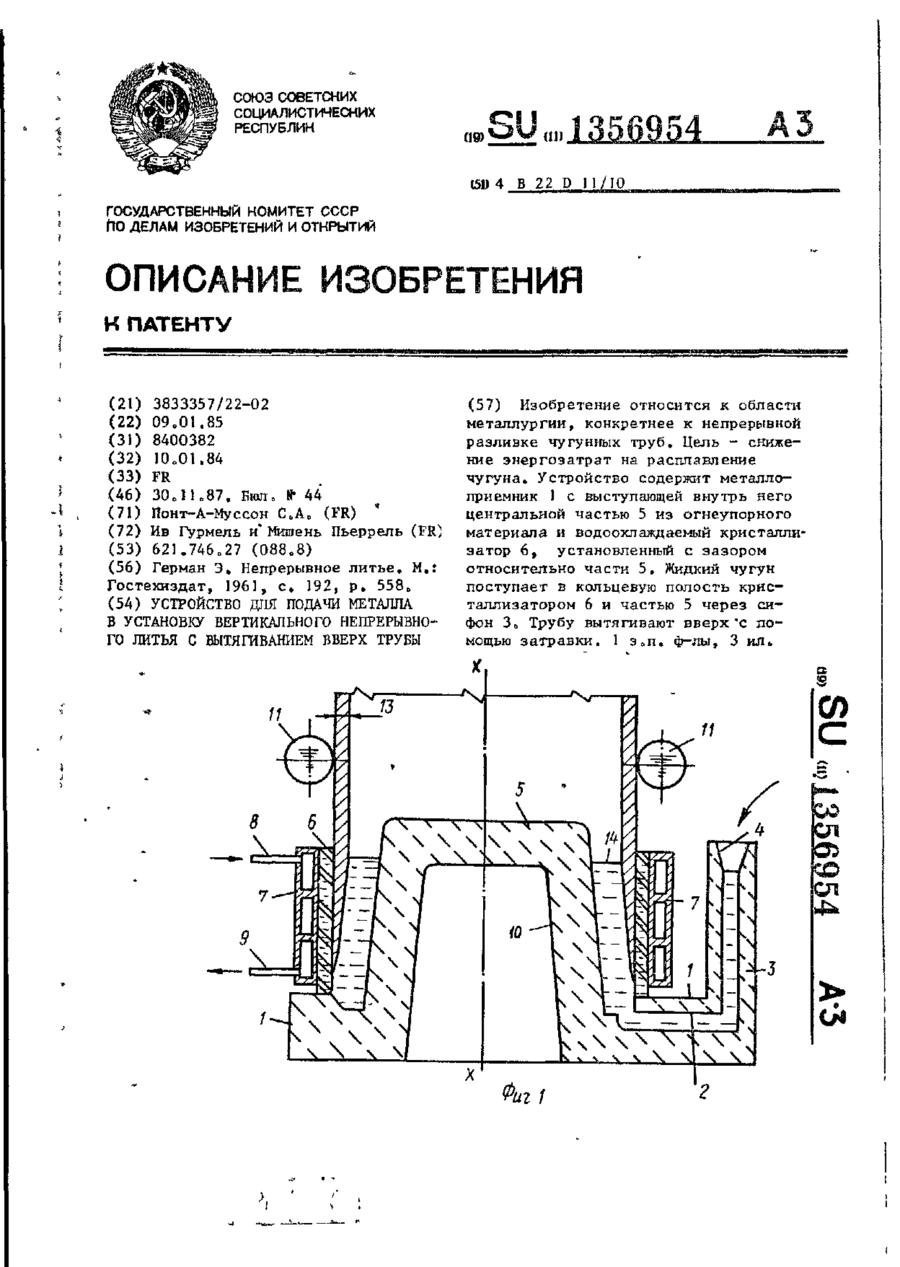
1. Устройство для подачи металла в установку вертикального непрерывного литья с вытягиванием вверх трубы, преимущественно чугунной, содержащее мсталлоприемник с выступающей внутрь центральной частью в форме усеченного конуса, установленный с зазором относительно нее водоохлаждаемый кристаллизатор и сифон для подачи жидкого металла, причем в центральной части металлоприемника выполнена внутренняя полость в форме усеченного конуса,...
Пристрій для вертикального безперевного лиття чавунних трубних заготівок з витягуванням до гори
Номер патенту: 5951
Опубліковано: 29.12.1994
Автори: Мішель П'єррель, Ів Гурмель
МПК: B22D 11/103, B22D 11/041, B22D 11/00, B22D 11/14
Мітки: гори, заготівок, вертикального, трубних, витягуванням, чавунних, лиття, безперевного, пристрій
Формула / Реферат:
1. Устройство для вертикального непрерывного литья чугунных трубных заготовок с вытягиванием вверх, содержащее сифонную литниковую систему из огнеупорного материала, установленный на ней водоохлаждаемый кристаллизатор и затравку, отличающееся тем, что, с целью расширения технологических возможностей устройства за счет получения труб с муфтами и повышения качества их поверхности, оно снабжено узлом для формирования муфты, выполненным в виде...
Попередній патент: Кристалізатор для безперевного вертикального лиття стальної стрічки
Наступний патент: Гербіцідна композиція
Випадковий патент: Система дистанційного розв'язання складних задач в мережі постачальника обчислювальних послуг