Кристалізатор для безперевного вертикального лиття стальної стрічки
Формула / Реферат
1. Кристаллизатор для непрерывного вертикального литья стальной ленты, содержащий охлаждаемые широкие с параллельными конечными участками и узкие боковые рабочие стенки, при этом широкие боковые стенки выполнены в верхней зоне с расширением, а в нижней зоне - с форматоопределяющими участками, отличающийся тем, что, с целью уменьшения износа кристаллизатора и повышения качества отливаемых лент, широкие боковые стенки кристаллизатора в расширенной зоне выполнены с переходными поверхностями прямоугольной формы, изогнуты по дуге в месте перехода к форматоопределяющим участкам.
2. Кристаллизатор по п. 1, отличающийся тем, что лежащие в плоскости переходных поверхностей и расположенные одна над другой точки их верхней и нижней сторон соединены прямыми линиями.
Текст
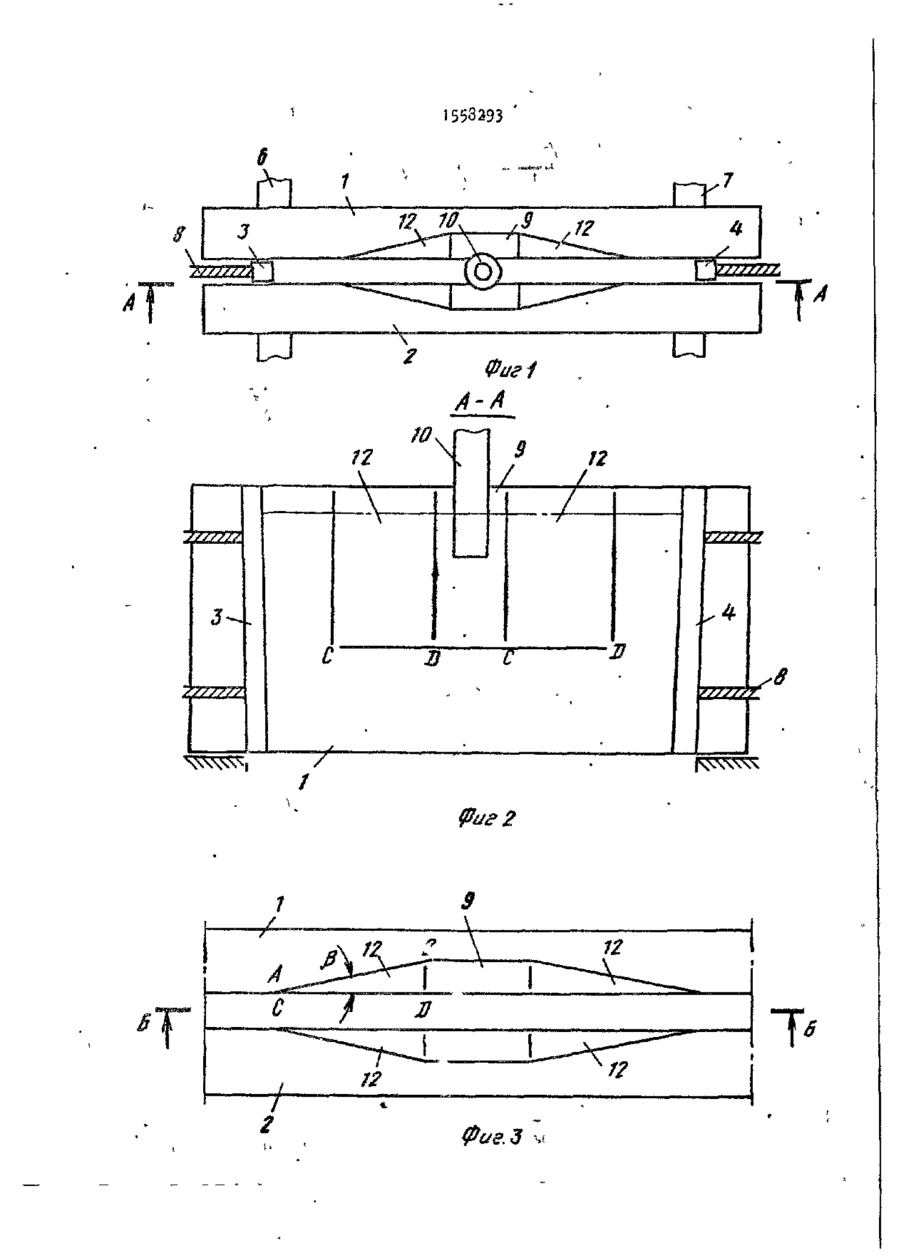
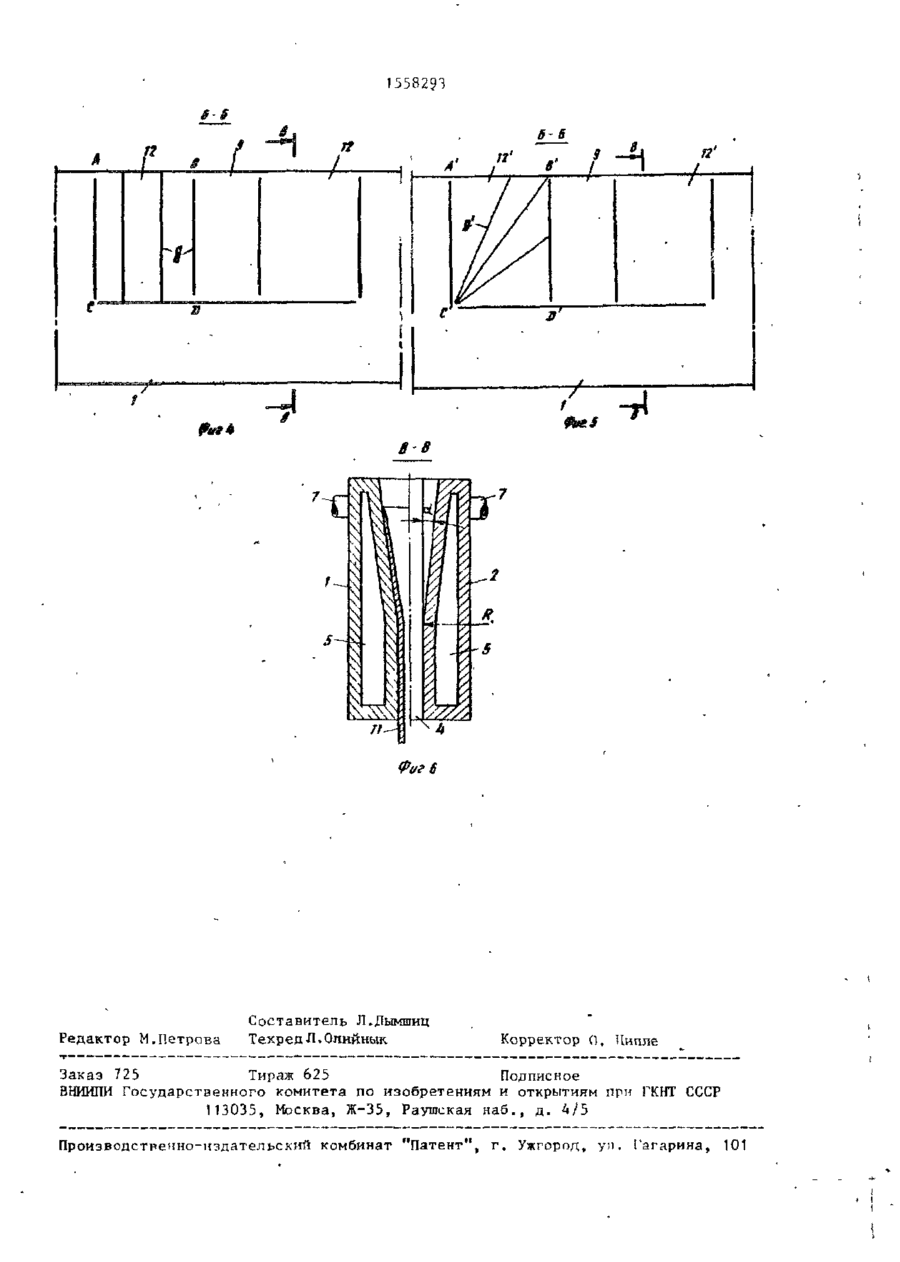
СОЮЗ СОВЕТСКИХ СОЦИАЛИСТИЧЕСНИХ РЄСПУЬЛИН ( 5 1 ) 5 . В..22 D 11 /ОД ГОСУДАРСТВЕННЫЙ НОМИТЕТ ПО ИЗОБРЕТЕНИЯМ И ОТНРЫТИЯМ ПРИ ГННТ СССР БРЕТІ 1 (21) 4028859/27-02 (22) 20.01.87 (31) Р 3601501.6 (32) 20.01.86 (33) DE (46) (46) 1 5 . 0 4 . 9 0 . Бюл. № 14 (71) C C Шлеманн-Зимда*-АГ (BE) M (72) Ханс ІЛтройбель (BE) (53) 621.746.27 (088.8) (56) Патент СССР И 1336943, ° кл. В 22 D 11/04, 1984. (54) КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ВЕРТИКАЛЬНОГО ЛИТЬЯ СТАЛЬНОЙ ЛЕНТЫ (57) Изобретение относится к черной металлургии, конкретно к непрерывной разливке стальных лент. Цель изобретения - уменьшение износа кристалди Изобретение относится к черной металлургии, конкретно к непрерывной разливке стальных лент. Цель изобретения - уменьшение износа кристаллизатора и повышение качества отливаемых лент. На фиг. 1 изображен кристаллизатор, вид сверху; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - кристаллизатор, вариант исполнения, вид сверху; на фиг. 4 - разрез Б-Б на фиг„3; на фиг. 5 - то же, вариант исполнения; на фиг. 6 - разрез В-В на фиг. 4 и 5. Кристаллизатор для непрерывного литья содержит две противолежащие широкие боковые стенки 1 и 2 и две затора и повышение качества отливае- , мых лент. Кристаллизатор для непрерывной отливки стальной ленты с охлаждаемыми широкими и узкими боковыми сіенками расширен кверху в зоне широких боковых стенок для образования воронкообразной зоны для литьевой трубы, а сбоку от нее имеет параллельные конечные участки. Для уменьшения в оболочке заготовки усилий ее растяжения, а также для улучшения распределения расплава кристаллизатор имеет прямоугольные переходные поверхности, которые вдоль горизонтальной линии переходят в форматоопределяющие нижние учагтги широких бо- а ковых стенок, 1 з.п,ф~лы, 6 ил. узкие боковые стенки 3 и 4, расположенные между параллельными боковыми зонами широких боковых стенок с образованием рабочей полости. Для охлаждения широких боковых стенок 1 и 2 в них выполнены полосги 5, к которым подсоединены магистрали для подвода 6 и отвода 7 охлаждающего средства. Охлаждаемые таким же образом узкие стенки 3 и 4 перемещаются между широкими боковыми стенками 1 и 2 с помощью шпинделя 8. Широкие боковые стенки 1 и 2 к их середине образуют расширенную воронко образную зону 9, в которую опущена труба 10 для подвода жидкой стали. и 1558293 Оболочка 11 трубы, затвердевающая в зоне 9, формируется при опускании в ленту. Для уменьшения напряжений изгиба боковые части воронкообразной зоны выполнены в виде прямоугольных переходных поверхностей 12 с угловыми точками А,В,С и Т). Переход на форматоопределяющие нижние участки широких боковых стенок происходит на горизонтальных линиях C-D. Контур переходных поверхностей 12 образуется прямыми g, которые соединяют расположенные одну над другой вертикально точки линий А-Б и C-ї) и которые в зависимости о г положения находятся под уменьшающимся от 10 до 0° углом (фиг.6) к форматоопределякщей нижней части широких боковых стенок 1 н 2. Угол й раскрытия воронкообразной 20 зоны уменьшается в направлении к выходу из кристаллизатора до 0 на линии C-D. Согласно фиг.5 контур переходных поверхностей 12 образуется прямыми линиями g' , которые соеди25 няют точку С' радиально с каждой точкой горизонтальной линии А'-В , и вертикальными линиями В - D ,при чтом угол & раскрытия от'диагонального положения прямых gf до параллель~зо ного положення с линией С'- П уменьшается до 0 , Верхняя кромка воронкообразной зоны 9 выполнена в виде дуги (фиг.З). Согласно фиг. 6 вертикальные переходные поверхности 12 по дуге переходят в форм^тоопределяющие 35 нижние участки широких боковых стенок 1 и 2. 4 угол раскрытия- ^,6°, ширина гереходных поверхностей 350 мм, а расстояние между широкими сторонами стенок на выходе из кристалпизатора 50 мм. При литье в кристаллизаторе достигается уменьшение растяжения изгиба оболочки заготовки в зоне переходных поверхностей, что обеспечивает благоприятное распределение расплава в стали в направлении узких боковых стенок, исключается ведущий к поверхностным дефектам отход оболочки заготовки от стенки кристаллизатора в месте изгиба и в переходной зоне к боковым параллельным участкам, что уменьшает износ стенок кристаллизатора и повышает качество отливаемых стальных заготовок тонкого листового формата. Ф о р м у л а и з о б р е т е н и я 1. Кристаллизатор для непрерывного вертикального литья стальной ленты, содержащий охлаждаемые широкие с параллельными"конечными участками и узкие боковые рабочие стенки, при этом широкие боковые стенки выполнены в верхней зоне с расширением, а в нижней зоне - с сЬорматоопределяющи1*ми участками, о т л и ч а ю щ и й с я тем, что, с целью уменьшения износа кристаллизатора и повышения качества отливаемых лент, широкие боковые стенки кристаллизатора в расширенной зоне выполнены с переходными поверхностями прямоугольной формы, изогнуты по дуге в месте перехода к форматоопредепягащим участкам. j П р и м е р . Кристаллизатор для непрерывного питья стальной ленты 2. Кристаллизатор по п.1, о т л и 40 имеет высоту 1100 мм, ширину 1200 мм, ч а ю щ и й с я тем, что лежащие ширина воронкообразной зоны 900 мм, в плоскости переходных поверхностей высота 7 50 мм, максимальная ширина и расположенные одна над другой точраскрытия воронкообразной зоны ки их верхней и нижней сторон соеди170 мм, угол формообразования 1 0 е , 45 нены прямыми линиями. 1553293 3 X V///77 3 •в 7777777 / фаг 2 1558293 В-6 12' П Фиг 6 Редактор М.Петрова Составитель Л.Дымшиц Техред Л, Олийнык Корректор О. Ципле Заказ 725 Тираж 625 Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская н а б . , д . 4/5 Производственно-издательский комбинат "Патент", г . Ужгород, ум. Гагарина, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюCasting mold for continuous vertical casting steel strip
Назва патенту російськоюКристаллизатор для непрерывного вертикального литья стальной ленты
МПК / Мітки
МПК: B22D 11/04
Мітки: вертикального, кристалізатор, стальної, безперевного, стрічки, лиття
Код посилання
<a href="https://ua.patents.su/4-6338-kristalizator-dlya-bezperevnogo-vertikalnogo-littya-stalno-strichki.html" target="_blank" rel="follow" title="База патентів України">Кристалізатор для безперевного вертикального лиття стальної стрічки</a>
Пристрій для вертикального безперевного лиття чавунних трубних заготівок з витягуванням до гори
Номер патенту: 5951
Опубліковано: 29.12.1994
Автори: Мішель П'єррель, Ів Гурмель
МПК: B22D 11/041, B22D 11/00, B22D 11/14, B22D 11/103
Мітки: лиття, чавунних, безперевного, витягуванням, трубних, вертикального, пристрій, заготівок, гори
Формула / Реферат:
1. Устройство для вертикального непрерывного литья чугунных трубных заготовок с вытягиванием вверх, содержащее сифонную литниковую систему из огнеупорного материала, установленный на ней водоохлаждаемый кристаллизатор и затравку, отличающееся тем, что, с целью расширения технологических возможностей устройства за счет получения труб с муфтами и повышения качества их поверхности, оно снабжено узлом для формирования муфты, выполненным в виде...
Пристрій для подання металу у установку вертикального безперевного лиття з витягуванням до гори труби
Номер патенту: 5949
Опубліковано: 29.12.1994
Автори: Мішель П'єррель, Ів Гурмель
МПК: B22D 11/10
Мітки: витягуванням, установку, гори, лиття, трубі, пристрій, подання, металу, вертикального, безперевного
Формула / Реферат:
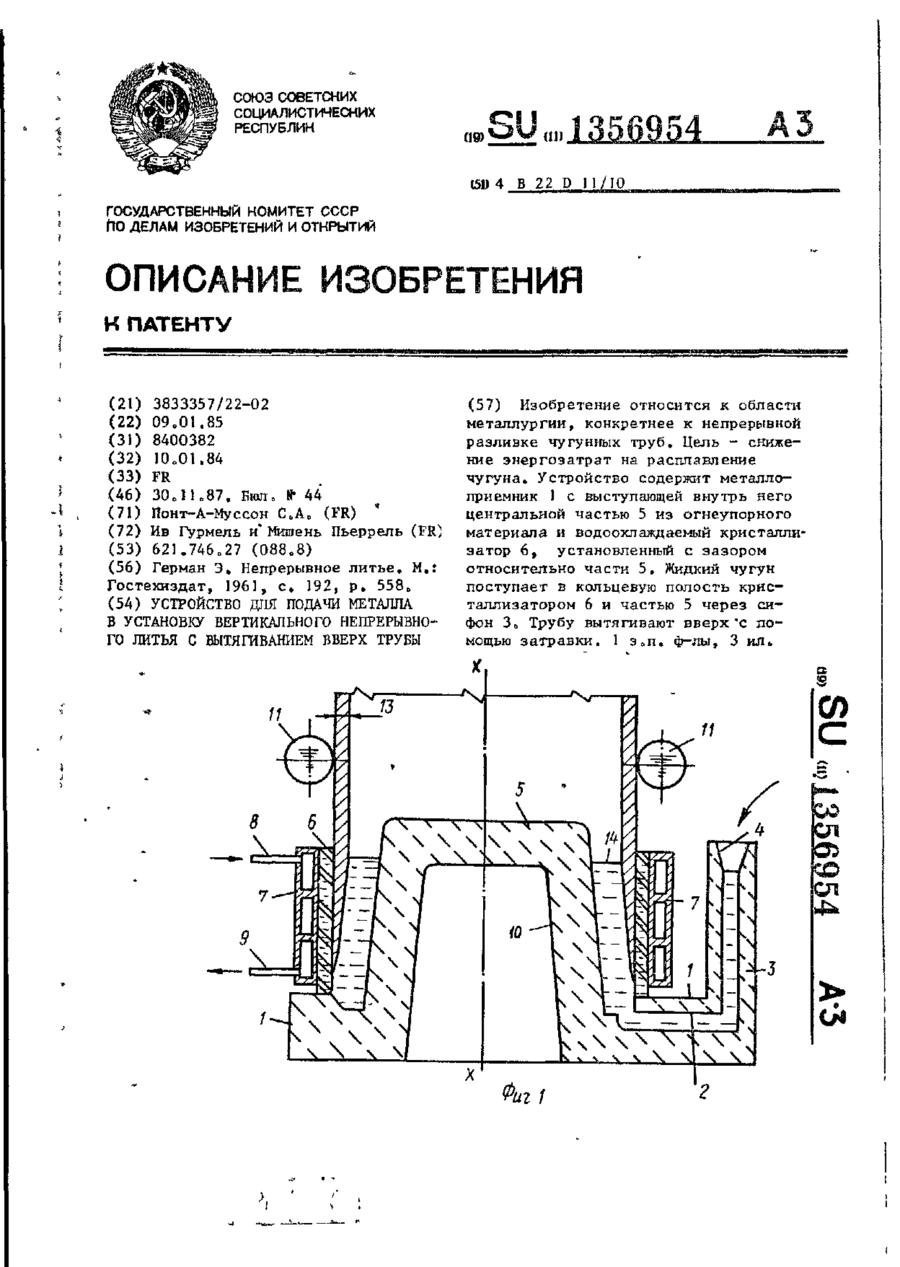
1. Устройство для подачи металла в установку вертикального непрерывного литья с вытягиванием вверх трубы, преимущественно чугунной, содержащее мсталлоприемник с выступающей внутрь центральной частью в форме усеченного конуса, установленный с зазором относительно нее водоохлаждаемый кристаллизатор и сифон для подачи жидкого металла, причем в центральной части металлоприемника выполнена внутренняя полость в форме усеченного конуса,...
Збірний кристалізатор для безперервного лиття заготівок

Номер патенту: 2989
Опубліковано: 26.12.1994
Автори: Бойко Юрій Павлович, Угодніков Олександр Львович, Пікус Марк Ісерович, Бродський Сергій Сергійович, Борисов Юрій Миколайович, Учитель Лев Михайлович
МПК: B22D 11/04
Мітки: лиття, безперервного, кристалізатор, заготівок, збірний
Формула / Реферат:
Составной кристаллизатор для непрерывного литья заготовок, содержащий фигурные охлаждаемые рабочие стенки, торцы которых состыкованы между собой по типу «паз-выступ» посредством прокладок с образованием в угловых зонах кристаллизатора переходимых участков, отличающийся тем, что рабочие стенки эквидистантны друг другу, а прокладки установлены в верхней и нижней частях кристаллизатора перпендикулярно его противолежащей стенке и выполнены с...
Кристалізатор для безперервного лиття круглих заготовок
Номер патенту: 2287
Опубліковано: 26.12.1994
Автори: Чернишова Світлана Никодимівна, Шишков Михайло Михайлович, Мартинов Валерій Васильович, Белкін Юхим Львович, Глібов Євген Валеріанович, Афонін Володимир Олексійович, Руденко Анатолій Олександрович, Беседіна Елеонора Борисівна, Якунін Іван Олексійович
МПК: B22D 11/04
Мітки: лиття, заготовок, безперервного, круглих, кристалізатор
Формула / Реферат:
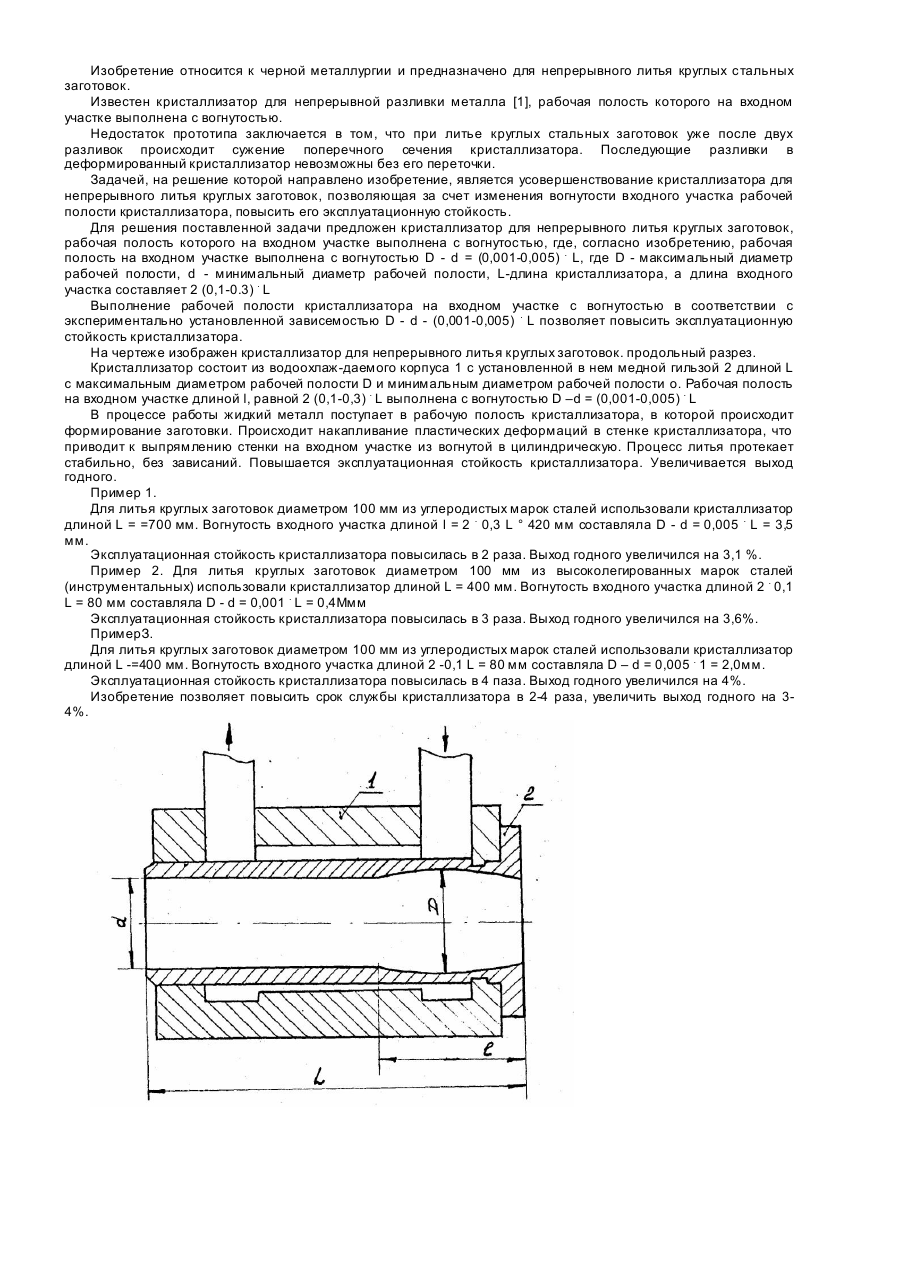
Кристаллизатор для непрерывного литья круглых заготовок, рабочая полость которого на входном участке выполнена с вогнутостью, отличающийся тем? что рабочая полость на входном участке выполнена с вогнутостью Д-d = (0,001...0,005) . L, гдеD - максимальный диаметр рабочей полости,d -минимальный диаметр рабочей полости,L - длина кристаллизатора, а длина входного участка составляет 2:(0,1...0,3) . L
Кристалізатор для горизонтального безперервного лиття стальних заготовок
Номер патенту: 1928
Опубліковано: 20.12.1994
Автори: Кащенко Юрій Олексійович, Петін Леонід Григорович, Чернишова Світлана Никодимівна, Шишков Михайло Михайлович, Дилдін Анатолій Михайлович, Беседіна Елеонора Борисівна, Богданов Аркадій Іванович, Терехов Вадим Миколайович, Афонін Володимир Олексійович, Глазков Анатолій Якович
МПК: B22D 11/04
Мітки: горизонтального, безперервного, заготовок, кристалізатор, стальних, лиття
Формула / Реферат:
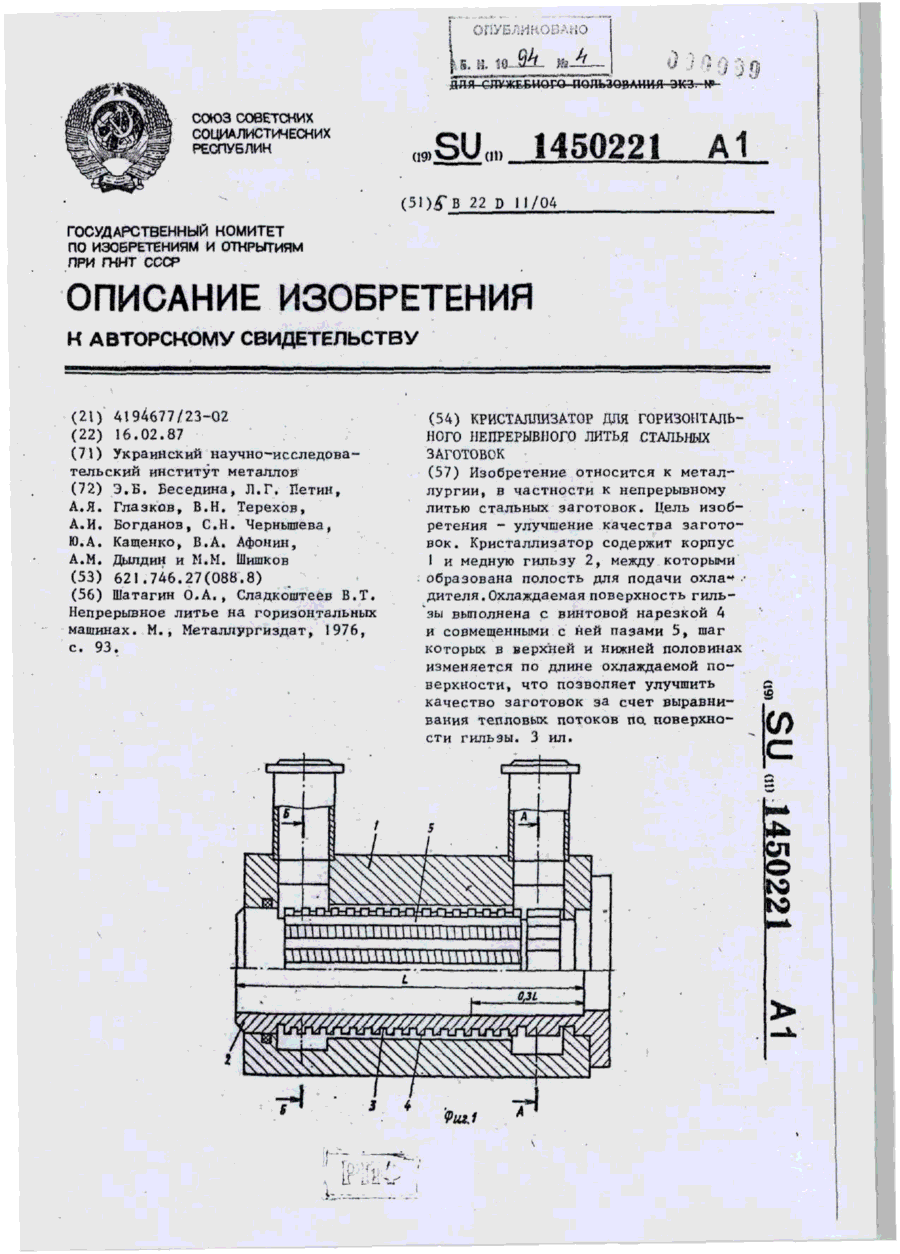
Кристаллизатор для горизонтального непрерывного литья стальных заготовок, содержащий медную гильзу и кожух, образующие полость для подачи охладителя, отличающийся тем, что, с целью улучшения качества заготовок, на охлаждаемой поверхности гильзы выполнены винтовая нарезка и совмещенные с ней пазы, причем на участке зоны начального формирования заготовки, равном 0,1...0,3 длины рабочей полости гильзы, шаг пазов в нижней половине в 1,1...1,3...
Попередній патент: Спосіб одержання похідних галоідпірідіна
Наступний патент: Кристалізатор і спосіб безперевного вертикального лиття стальної стрічки
Випадковий патент: Спосіб пластики грижових воріт